At wit's end. Terrible part quality
Posted by Kris@USD
|
At wit's end. Terrible part quality April 05, 2013 03:10PM |
Registered: 11 years ago Posts: 15 |
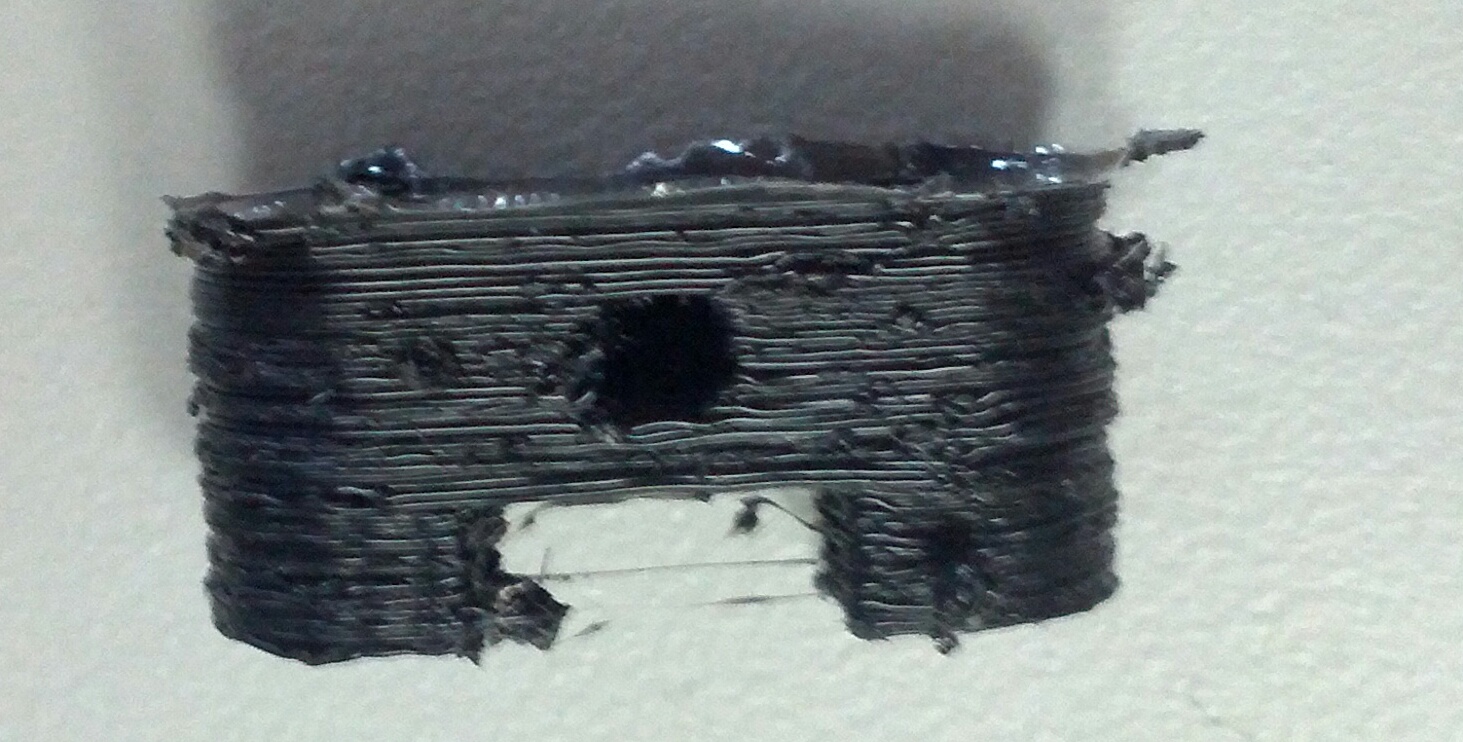
My parts are not coming out anything like I want them to. I've been playing with this for a couple of months now, and instead of improving the quality, things have only gotten worse.
Specs:
Printer: "Linear V2" Prusa from MakerFarm, with PCB heatbed
Filament: 3mm Black ABS from ultimachine. (0.35mm nozzle)
Electronics: RAMBo 1.1b w/ 24v power supply
Firmware: Marlin
Software: Slicer 0.9.9, Pronterface
I have attached some pictures showing some sample parts, as well as my slic3r config file.
It seems like it is a combination of issues. The layers are very inconsistent, and layer adhesion seems be quite poor. I've tried increasing the temperature of the nozzle, but this has had little effect, and increasing the temperature too much results in "droopy" parts, even with fans cooling the print area.
The latest few things I've tried: Switching from blue glow-in-the-dark ABS from Makerfarm to the Black ultimachine ABS. Switching from a 0.5mm nozzle to the 0.35. Tuning the PID settings in Marlin. Slowing down the print speed from 70mm/s to 40mm/s. Each of these things seemed to improve quality to a small degree, but ultimately the problem persists.
Any assistance would be appreciated.
Specs:
Printer: "Linear V2" Prusa from MakerFarm, with PCB heatbed
Filament: 3mm Black ABS from ultimachine. (0.35mm nozzle)
Electronics: RAMBo 1.1b w/ 24v power supply
Firmware: Marlin
Software: Slicer 0.9.9, Pronterface
I have attached some pictures showing some sample parts, as well as my slic3r config file.
It seems like it is a combination of issues. The layers are very inconsistent, and layer adhesion seems be quite poor. I've tried increasing the temperature of the nozzle, but this has had little effect, and increasing the temperature too much results in "droopy" parts, even with fans cooling the print area.
The latest few things I've tried: Switching from blue glow-in-the-dark ABS from Makerfarm to the Black ultimachine ABS. Switching from a 0.5mm nozzle to the 0.35. Tuning the PID settings in Marlin. Slowing down the print speed from 70mm/s to 40mm/s. Each of these things seemed to improve quality to a small degree, but ultimately the problem persists.
Any assistance would be appreciated.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
|
Re: At wit's end. Terrible part quality April 05, 2013 03:20PM |
Registered: 13 years ago Posts: 485 |
|
Re: At wit's end. Terrible part quality April 05, 2013 05:48PM |
Registered: 11 years ago Posts: 15 |
Using Triffid Hunter's calibration guide.
I just went through that again, to verify that my calibrations are still correct, and found that everything was kosher, except for the temperature. It turns out my nozzle temp was too high. Not sure why I would be having layer adhesion problems at too high of a temp...
Still no improvement in surface quality however.
I just went through that again, to verify that my calibrations are still correct, and found that everything was kosher, except for the temperature. It turns out my nozzle temp was too high. Not sure why I would be having layer adhesion problems at too high of a temp...
Still no improvement in surface quality however.
|
Re: At wit's end. Terrible part quality April 05, 2013 08:53PM |
Registered: 11 years ago Posts: 79 |
Could you try printing a 20mm cube with only 1 perimeter and no fil
In the advanced on slic3r set them all to 0 for now.
Also slow it way down, 20-30mm second and 35% on first layer.
If printing abs turn fans off.
Lower temps to 110 bed 230 nozzle
With pictures of this result might be able to see how the printer is moving.
Hard to tell if there are some backlash or firmware settings issues.
Post pics of the result, if you can do a short video might help also.
In the advanced on slic3r set them all to 0 for now.
Also slow it way down, 20-30mm second and 35% on first layer.
If printing abs turn fans off.
Lower temps to 110 bed 230 nozzle
With pictures of this result might be able to see how the printer is moving.
Hard to tell if there are some backlash or firmware settings issues.
Post pics of the result, if you can do a short video might help also.
|
Re: At wit's end. Terrible part quality April 06, 2013 07:42AM |
Registered: 12 years ago Posts: 140 |
Hi,
Try to change your layer hight to 0.2 or even 0.25 to start with. 0.15 is a bit low for my liking when you try to calibrate/tune your first prints.
Then change the retract speed to 15 and try again. I could be wrong but 40 is quite high I think. The extruder may not retract properly and therefore you get too much plastic coming out.
Cheers
Jan
Try to change your layer hight to 0.2 or even 0.25 to start with. 0.15 is a bit low for my liking when you try to calibrate/tune your first prints.
Then change the retract speed to 15 and try again. I could be wrong but 40 is quite high I think. The extruder may not retract properly and therefore you get too much plastic coming out.
Cheers
Jan
|
Re: At wit's end. Terrible part quality April 06, 2013 07:57PM |
Admin Registered: 11 years ago Posts: 3,096 |
Hi, I have been printing on 0.4 layer height and that even looks better. I just started calibrating the mechanics today.. So yes, maybe still some to calibrate!
Can it also maybe be that your firmware thinks the hotend is colder than it is in reality? I print at 200º celsius with ABS, and works really fine. My thermistor is probably a bit weird in giving out readings because I get results most people get when they print on 215~220º
Can it also maybe be that your firmware thinks the hotend is colder than it is in reality? I print at 200º celsius with ABS, and works really fine. My thermistor is probably a bit weird in giving out readings because I get results most people get when they print on 215~220º
|
Re: At wit's end. Terrible part quality April 09, 2013 12:31PM |
Registered: 11 years ago Posts: 469 |
i had similar problems
i wholeheartedly agree with the suggestions above especially printing the 20mm cube. I actually always use the 0.5 mm thin wall stl to test temp / material ratio settings . At 15mm/s print speed you can get a much better visual of what is going on.
If your confident your e steps are calibrated correctly and material diameter is correct then try the slicer extrusion multiplyer lower maybe 0.8 or 0.7 see how that works out
as per the calibration wiki if your printing the 0.5mm wall and it turns out thicker youve got too much material
0.5 mm thin wall stl
good luck
i wholeheartedly agree with the suggestions above especially printing the 20mm cube. I actually always use the 0.5 mm thin wall stl to test temp / material ratio settings . At 15mm/s print speed you can get a much better visual of what is going on.
If your confident your e steps are calibrated correctly and material diameter is correct then try the slicer extrusion multiplyer lower maybe 0.8 or 0.7 see how that works out
as per the calibration wiki if your printing the 0.5mm wall and it turns out thicker youve got too much material
0.5 mm thin wall stl
good luck
|
Re: At wit's end. Terrible part quality April 12, 2013 01:49PM |
Registered: 11 years ago Posts: 15 |
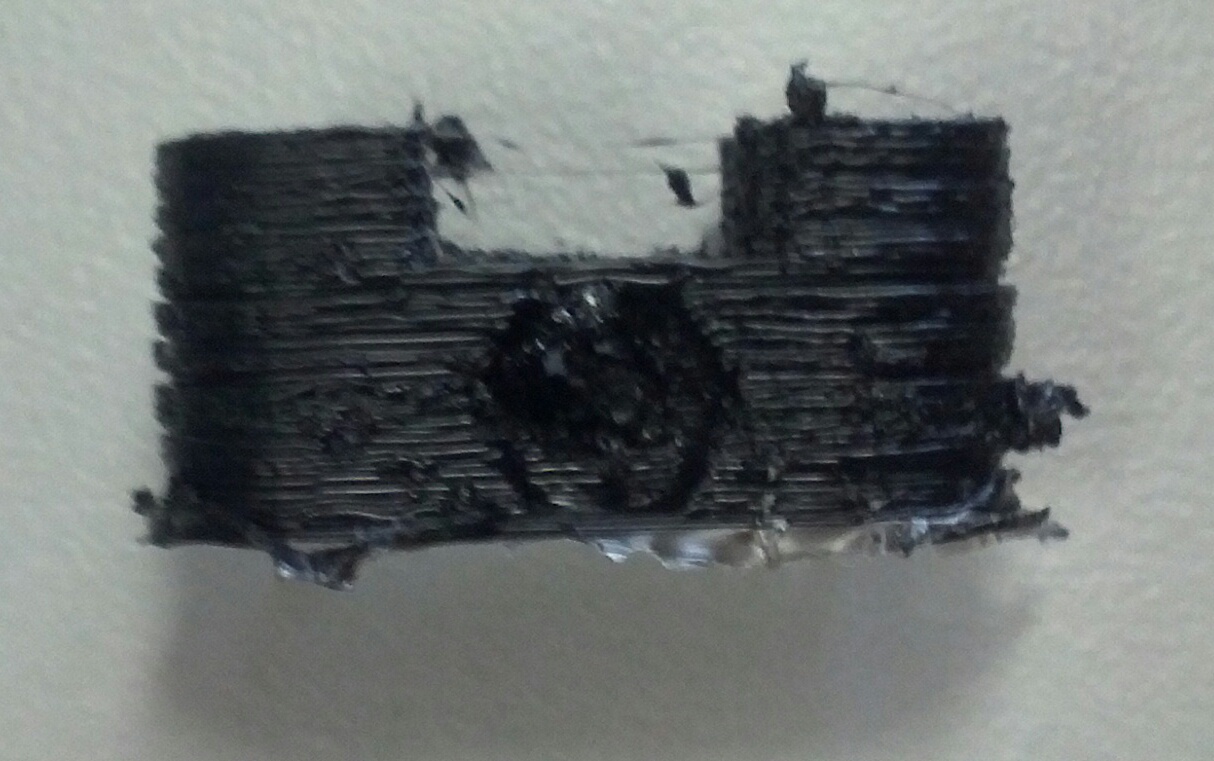
Followed the advice. Pictures are here.
It started out alright, aside from the blobbing in the corners. That's a new one for me. Could that have to do with changing the retract speed? After the first few layers though, the same thing started happening. It was hard to tell what exactly was going on just by looking at it.
Measured the bottom layers, they are exactly the thickness listed in the Gcode. Not sure where to go from here.
It started out alright, aside from the blobbing in the corners. That's a new one for me. Could that have to do with changing the retract speed? After the first few layers though, the same thing started happening. It was hard to tell what exactly was going on just by looking at it.
Measured the bottom layers, they are exactly the thickness listed in the Gcode. Not sure where to go from here.
|
Re: At wit's end. Terrible part quality April 12, 2013 05:57PM |
Registered: 11 years ago Posts: 33 |
Do you have "Randomize starting points" selected in Slic3r? I had a problem with blobs like that, and when I print the calibration cube I uncheck the "randomize starting points" to see what's is happening at the corners. The blobs then moved to the start/finish of each layer, making it easier to identify and fix.
I've been tuning my printer, too, and I ran into blobby, wobbly walls. Enabling cooling in Slic3r, and letting it slow the printer way down helped immensely. The calibration cubes (single-wall) that I print now look great, and it's due to slower printing. 0.20mm layer height, PLA at 170C.
The other issue I had was that the default acceleration values in the firmware would cause waves around the calibration cube corners. IIRC they were 3000 and I knocked them down to 1200 mm/sec^2. The printer is much smoother, sounds different, and most importantly, doesn't jerk around a lot. Smooth beats speed anytime.
I think these small calibration objects tend to mislead a lot of newbies, and I include myself in that group. No doubt, small objects are certainly one domain of the printer that you should tune the printer for, but tuning only for small calibration objects means everything else you might print will be off.
I've been tuning my printer, too, and I ran into blobby, wobbly walls. Enabling cooling in Slic3r, and letting it slow the printer way down helped immensely. The calibration cubes (single-wall) that I print now look great, and it's due to slower printing. 0.20mm layer height, PLA at 170C.
The other issue I had was that the default acceleration values in the firmware would cause waves around the calibration cube corners. IIRC they were 3000 and I knocked them down to 1200 mm/sec^2. The printer is much smoother, sounds different, and most importantly, doesn't jerk around a lot. Smooth beats speed anytime.
I think these small calibration objects tend to mislead a lot of newbies, and I include myself in that group. No doubt, small objects are certainly one domain of the printer that you should tune the printer for, but tuning only for small calibration objects means everything else you might print will be off.
|
Re: At wit's end. Terrible part quality April 12, 2013 11:34PM |
Registered: 11 years ago Posts: 79 |
The pictures of the single wall print looks like a couple things possibly going on.
Layer height too tall and or extruding too much material.
The item that stands out more to me is it appears the layer alignment might be an issue. Looks like something is moving around . Loose belts, pulleys etc...
Is this PLA or ABS being printed? PLA for sure needs a fan for single wall printing.
Layer height too tall and or extruding too much material.
The item that stands out more to me is it appears the layer alignment might be an issue. Looks like something is moving around . Loose belts, pulleys etc...
Is this PLA or ABS being printed? PLA for sure needs a fan for single wall printing.
|
Re: At wit's end. Terrible part quality April 15, 2013 01:13PM |
Registered: 11 years ago Posts: 15 |
Brent: I'm working on a school project in which the idea is to improve the speed pretty significantly. I'd rather not slow things down even further if I can avoid it. I will play with the acceleration though.
Spk: I'm printing with ABS. My belts and pulleys seem pretty tight. I've got tensioners on both the x and y belts. Is there a criteria for this? As for the layer height, I'm hearing a couple different things about that. It's currently at 0.15 mm. Not sure if that's too low or just right.
What really confuses me is why the print starts out fairly well (aside from the corner blobs) but then starts screwing up a few layers in.
Spk: I'm printing with ABS. My belts and pulleys seem pretty tight. I've got tensioners on both the x and y belts. Is there a criteria for this? As for the layer height, I'm hearing a couple different things about that. It's currently at 0.15 mm. Not sure if that's too low or just right.
What really confuses me is why the print starts out fairly well (aside from the corner blobs) but then starts screwing up a few layers in.
|
Re: At wit's end. Terrible part quality April 16, 2013 02:59AM |
Registered: 14 years ago Posts: 3,742 |
Quote
Kris@USD
What really confuses me is why the print starts out fairly well (aside from the corner blobs) but then starts screwing up a few layers in.
BECAUSE you are extruding too much plastic as was already mentioned several times!
Calibrate your printer E_STEPS_PER_MM properly.
Bob Morrison
Wörth am Rhein, Germany
"Luke, use the source!"
BLOG - PHOTOS - Thingiverse
|
Re: At wit's end. Terrible part quality April 16, 2013 03:14PM |
Registered: 11 years ago Posts: 15 |
|
Re: At wit's end. Terrible part quality April 16, 2013 03:41PM |
Registered: 13 years ago Posts: 485 |
|
Re: At wit's end. Terrible part quality April 16, 2013 05:11PM |
Registered: 11 years ago Posts: 15 |
I believe I have discovered the problem. While I was watching one my calibration tests, I noticed that the part was moving up and down slightly in relation to the nozzle.
Upon further inspection, I found that the PCB heatbed was actually flexing up and down during the heating cycles. I had a piece of glass laying around that I had originally intended to use as my printing surface, but chose not to use it because my early prints were coming out fine printed directly onto the heatbed. After adding the glass sheet to my print surface, it seems as though my problem is fixed. I just printed a couple of calibration pieces, and they came out beautifully. I never noticed this flexing before, so I must assume it has something to do with upgrading to the 24v power supply.
Upon further inspection, I found that the PCB heatbed was actually flexing up and down during the heating cycles. I had a piece of glass laying around that I had originally intended to use as my printing surface, but chose not to use it because my early prints were coming out fine printed directly onto the heatbed. After adding the glass sheet to my print surface, it seems as though my problem is fixed. I just printed a couple of calibration pieces, and they came out beautifully. I never noticed this flexing before, so I must assume it has something to do with upgrading to the 24v power supply.
|
Re: At wit's end. Terrible part quality April 16, 2013 11:25PM |
Registered: 12 years ago Posts: 174 |
So is it fixed?
Frequently with lower layers doing well then going bad as it gets taller indicates heat buildup in the part. See part temperature in PTPG
In addition to the glass as a print surface, what other changes were made to resolve the issue? (pics please)
The resolution documentation will help others if it can be identified.
Frequently with lower layers doing well then going bad as it gets taller indicates heat buildup in the part. See part temperature in PTPG
In addition to the glass as a print surface, what other changes were made to resolve the issue? (pics please)
The resolution documentation will help others if it can be identified.
Sorry, only registered users may post in this forum.