Bed and Hotend Issue.
Posted by Printer3D
|
Bed and Hotend Issue. September 03, 2013 05:29AM |
Registered: 10 years ago Posts: 3 |
Hi,
I have just completed my printer and tried to begin a print and I have run into some issues.
1.The bed homes to the bottom as it should, but when it brings itself up to the print head it only raises to about halfway and will try to print leaving about 10cm of empty space. I have to then pause the print and manually turn the screw thread up to the correct height.
2. The hotend is now blocked. I have just removed everything and checked and the PEEK part has been welded onto the nozzle and now I think that I have PLA stuck in the nozzle. How can I get the PLA out?
I am totally new at this so any help is appreciated.
Thanks.
I have just completed my printer and tried to begin a print and I have run into some issues.
1.The bed homes to the bottom as it should, but when it brings itself up to the print head it only raises to about halfway and will try to print leaving about 10cm of empty space. I have to then pause the print and manually turn the screw thread up to the correct height.
2. The hotend is now blocked. I have just removed everything and checked and the PEEK part has been welded onto the nozzle and now I think that I have PLA stuck in the nozzle. How can I get the PLA out?
I am totally new at this so any help is appreciated.
Thanks.
|
Re: Bed and Hotend Issue. September 03, 2013 09:56AM |
Registered: 10 years ago Posts: 12 |
Hi printer3d
It is usefull when you post a problem to give me specification to what kind of printer you're using, nozzle diameter, slice program and so on.
For the 1 problem could you post the beginning of your G-code, to look if there is a mistake in there.
and for the 2 problem a picture would be nice to see how your PEEK is welded to your nozzle, because we don't know what kind of nozzle you;re using.
It is usefull when you post a problem to give me specification to what kind of printer you're using, nozzle diameter, slice program and so on.
For the 1 problem could you post the beginning of your G-code, to look if there is a mistake in there.
and for the 2 problem a picture would be nice to see how your PEEK is welded to your nozzle, because we don't know what kind of nozzle you;re using.
|
Re: Bed and Hotend Issue. September 07, 2013 02:51PM |
Registered: 10 years ago Posts: 3 |
Hi Kirschner3D,
Sorry about the late reply my internets been down.
For the first problem the g code:
; generated by Slic3r 0.9.9 on 2013-09-02 at 18:38:48
; layer_height = 0.4
; perimeters = 3
; top_solid_layers = 3
; bottom_solid_layers = 3
; fill_density = 0.4
; perimeter_speed = 30
; infill_speed = 60
; travel_speed = 130
; nozzle_diameter = 0.5
; filament_diameter = 3
; extrusion_multiplier = 1
; perimeters extrusion width = 0.53mm
; infill extrusion width = 0.53mm
; solid infill extrusion width = 0.53mm
; top infill extrusion width = 0.53mm
; first layer extrusion width = 0.70mm
G21 ; set units to millimeters
M107
M104 S200 ; set temperature
G28 ; home all axes
G1 Z5 F5000 ; lift nozzle
M109 S200 ; wait for temperature to be reached
G90 ; use absolute coordinates
G92 E0
M82 ; use absolute distances for extrusion
G1 F1800.000 E-1.00000
G92 E0
And then I assume it begins printing from this point.
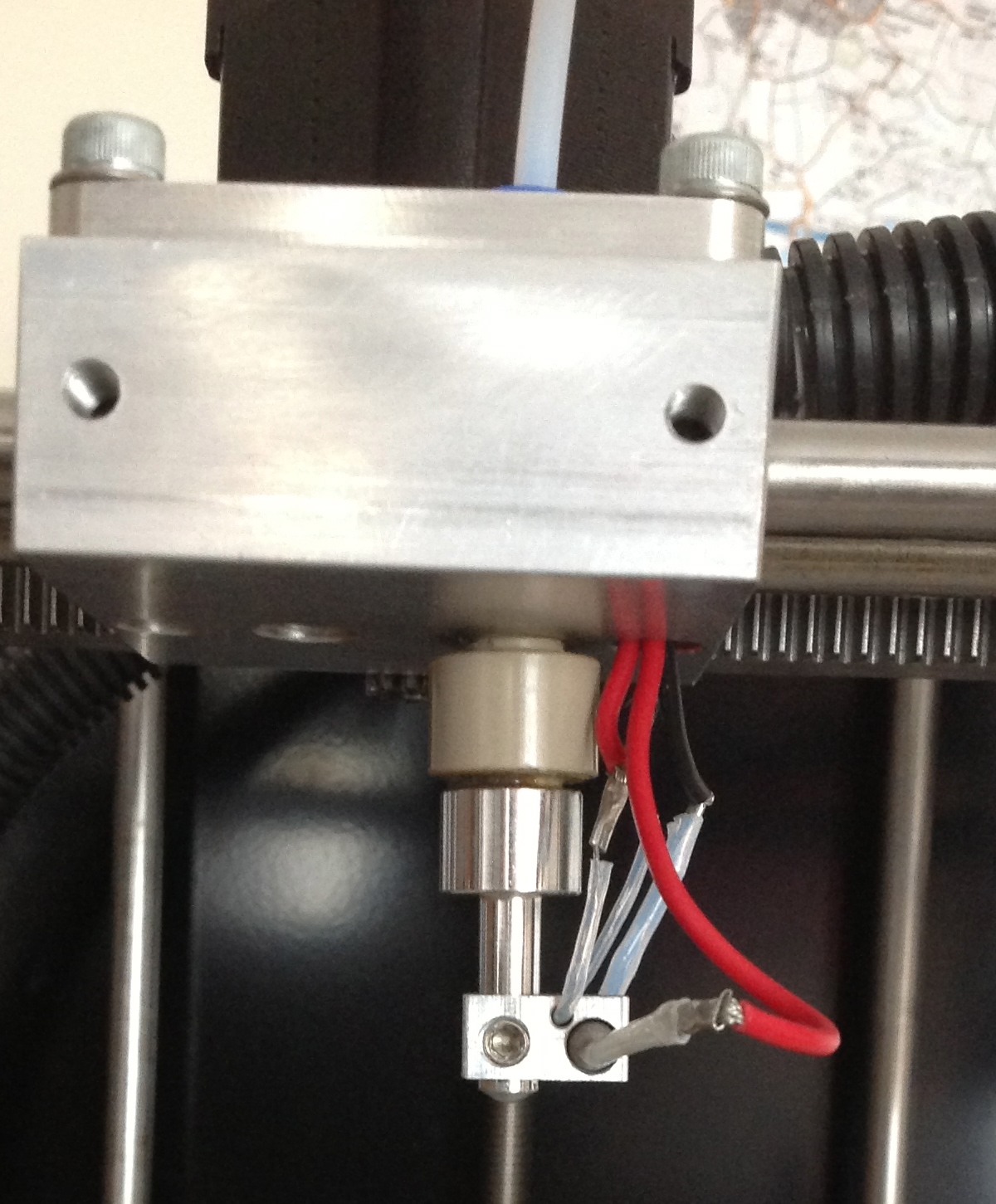
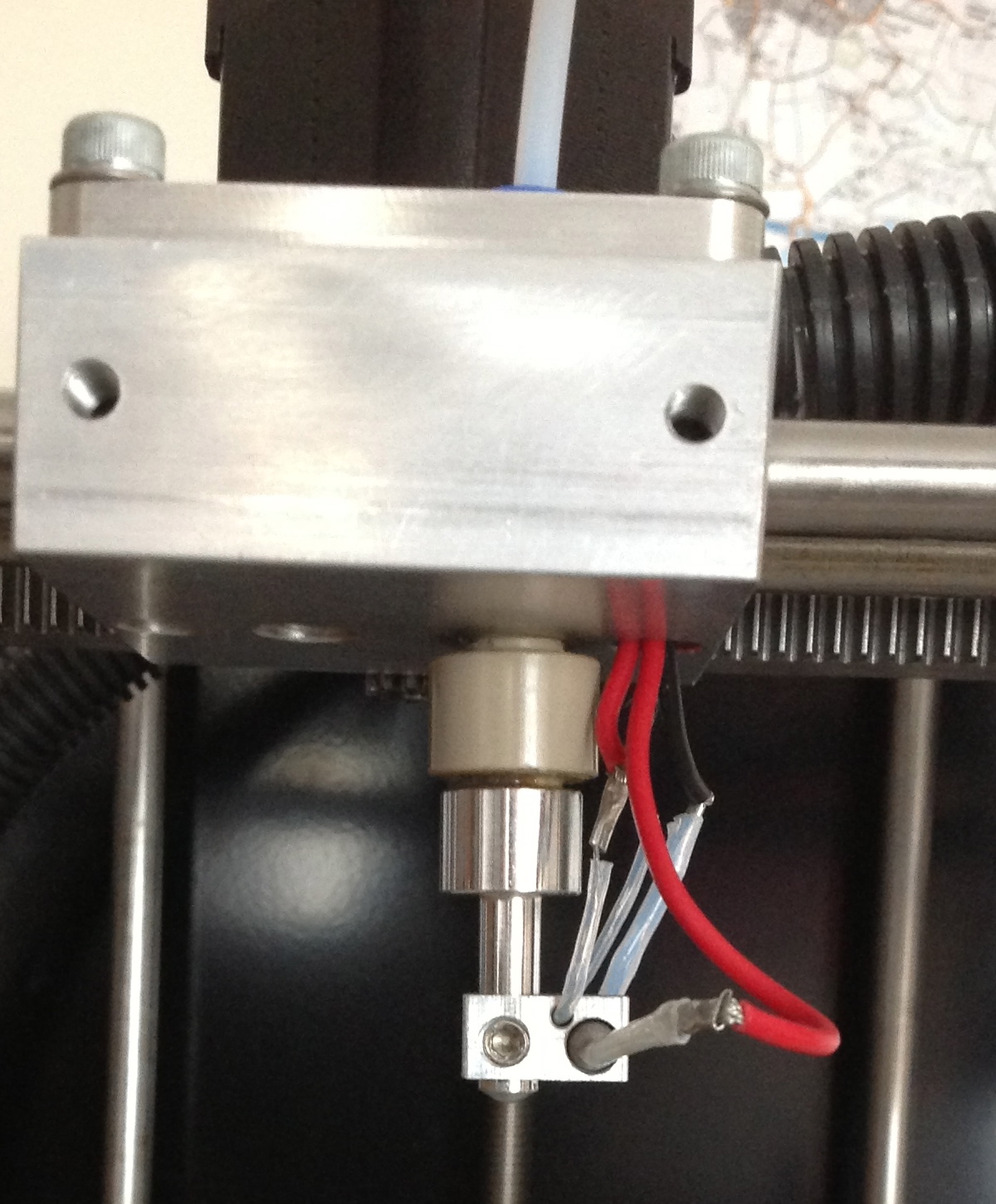
For the second I have attached a picture of the nozzle.
I took it apart and I think that molten PLA has blocked up the tube, do you or anyone have any advice about removing the plastic?
Thanks
Edited 1 time(s). Last edit at 09/07/2013 02:52PM by Printer3D.
Sorry about the late reply my internets been down.
For the first problem the g code:
; generated by Slic3r 0.9.9 on 2013-09-02 at 18:38:48
; layer_height = 0.4
; perimeters = 3
; top_solid_layers = 3
; bottom_solid_layers = 3
; fill_density = 0.4
; perimeter_speed = 30
; infill_speed = 60
; travel_speed = 130
; nozzle_diameter = 0.5
; filament_diameter = 3
; extrusion_multiplier = 1
; perimeters extrusion width = 0.53mm
; infill extrusion width = 0.53mm
; solid infill extrusion width = 0.53mm
; top infill extrusion width = 0.53mm
; first layer extrusion width = 0.70mm
G21 ; set units to millimeters
M107
M104 S200 ; set temperature
G28 ; home all axes
G1 Z5 F5000 ; lift nozzle
M109 S200 ; wait for temperature to be reached
G90 ; use absolute coordinates
G92 E0
M82 ; use absolute distances for extrusion
G1 F1800.000 E-1.00000
G92 E0
And then I assume it begins printing from this point.
For the second I have attached a picture of the nozzle.
I took it apart and I think that molten PLA has blocked up the tube, do you or anyone have any advice about removing the plastic?
Thanks
Edited 1 time(s). Last edit at 09/07/2013 02:52PM by Printer3D.
{kind=link}
{kind=link}
Sorry, only registered users may post in this forum.