|
Rough Prints April 28, 2014 09:11PM |
Registered: 11 years ago Posts: 1,171 |
|
Re: Rough Prints April 28, 2014 09:14PM |
Registered: 13 years ago Posts: 2,947 |
| FFF Settings Calculator | Gcode post processors | Geometric Object Deposition Tool Blog |
| Tantillus.org | Mini Printable Lathe | How NOT to install a Pololu driver |
|
Re: Rough Prints April 28, 2014 09:16PM |
Registered: 11 years ago Posts: 1,171 |
|
Re: Rough Prints April 28, 2014 09:27PM |
Registered: 13 years ago Posts: 2,947 |
| FFF Settings Calculator | Gcode post processors | Geometric Object Deposition Tool Blog |
| Tantillus.org | Mini Printable Lathe | How NOT to install a Pololu driver |
|
Re: Rough Prints April 28, 2014 09:31PM |
Registered: 11 years ago Posts: 1,171 |
|
Re: Rough Prints April 28, 2014 09:35PM |
Registered: 11 years ago Posts: 1,171 |
|
Re: Rough Prints April 28, 2014 09:40PM |
Registered: 13 years ago Posts: 2,947 |
Quote
tmorris9
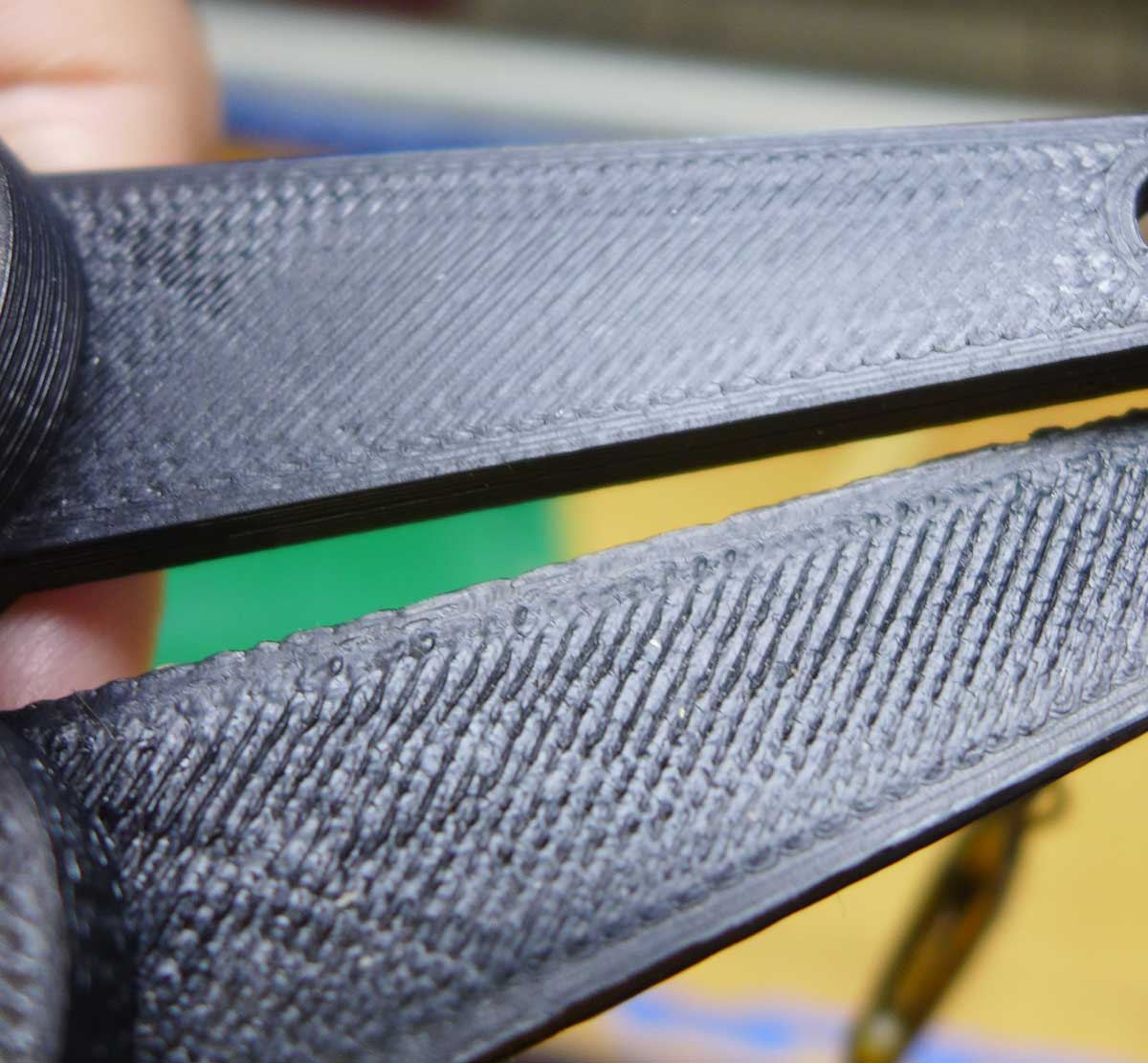
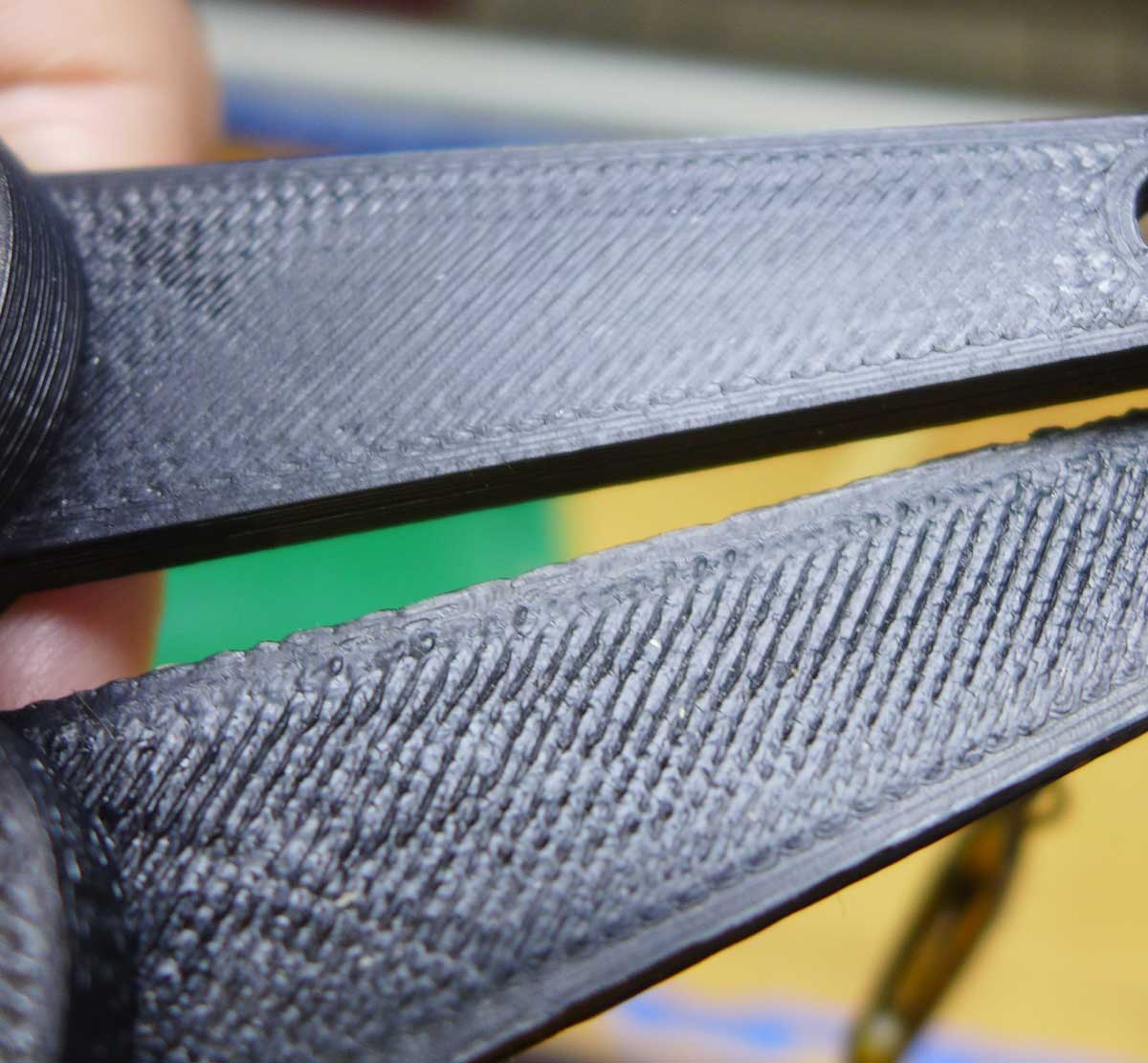
I am pretty sure the black filament is from the same roll. But lets assume it's not, how would I test this? Can I change something in Slic3r like extrusion multiplier and see if I get better results?
| FFF Settings Calculator | Gcode post processors | Geometric Object Deposition Tool Blog |
| Tantillus.org | Mini Printable Lathe | How NOT to install a Pololu driver |
|
Re: Rough Prints April 28, 2014 09:41PM |
Registered: 13 years ago Posts: 2,947 |
Quote
tmorris9
Just checked and in Slic3r my filament is set at 2.84, I measured it at 2.86, Enough to cause a problem?
| FFF Settings Calculator | Gcode post processors | Geometric Object Deposition Tool Blog |
| Tantillus.org | Mini Printable Lathe | How NOT to install a Pololu driver |
|
Re: Rough Prints April 28, 2014 09:45PM |
Registered: 11 years ago Posts: 1,171 |
|
Re: Rough Prints April 28, 2014 10:07PM |
Registered: 13 years ago Posts: 2,947 |
| FFF Settings Calculator | Gcode post processors | Geometric Object Deposition Tool Blog |
| Tantillus.org | Mini Printable Lathe | How NOT to install a Pololu driver |
|
Re: Rough Prints April 28, 2014 10:10PM |
Registered: 11 years ago Posts: 1,171 |
|
Re: Rough Prints April 28, 2014 10:30PM |
Registered: 11 years ago Posts: 1,171 |
|
Re: Rough Prints April 28, 2014 10:41PM |
Registered: 13 years ago Posts: 2,947 |
| FFF Settings Calculator | Gcode post processors | Geometric Object Deposition Tool Blog |
| Tantillus.org | Mini Printable Lathe | How NOT to install a Pololu driver |
|
Re: Rough Prints May 01, 2014 09:37PM |
Registered: 11 years ago Posts: 1,171 |
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}