extruder jaming
Posted by stooch
|
extruder jaming May 12, 2014 05:44PM |
Registered: 9 years ago Posts: 3 |
hi everyone i have been looking threw the whole forums trying to see if anyone else is having the same problem as me. i have the extruder that came with the kit and i have the makerfarm 8" prusa i3 i have printed out my very first print and i was having some problem with it sticking to the glass but i finally got it to work and it came out looking bad so i changed some setting and now when i try to print out anything at all my extruder seem to jam the filament and it stop coming out of the nozzle after about the 2nd layers. i would have to stop the print and take apart the extruder and the filament would be jamed in the extruder and in the nozzle. i have 1.75mm abs filament and a .40mm Hexagon Nozzle.
|
Re: extruder jaming May 12, 2014 06:02PM |
Registered: 10 years ago Posts: 581 |
What temperature are you printing at? Can you push the filament through by hand to "print in the air" when the hotend is up to temp?
Also, if you have your first layer(s) too low, there may be too much pressure at the hotend to get filament out.
[3DKarma.com] - suppliers of quality, affordable 3D printer kits and filament for the UK market.
Also, if you have your first layer(s) too low, there may be too much pressure at the hotend to get filament out.
[3DKarma.com] - suppliers of quality, affordable 3D printer kits and filament for the UK market.
|
Re: extruder jaming May 12, 2014 06:06PM |
Registered: 9 years ago Posts: 3 |
|
Re: extruder jaming May 12, 2014 07:24PM |
Registered: 11 years ago Posts: 1,592 |
|
Re: extruder jaming May 12, 2014 10:35PM |
Registered: 9 years ago Posts: 3 |
|
Re: extruder jaming May 13, 2014 05:32AM |
Registered: 11 years ago Posts: 251 |
With a 0.4mm nozzle, then a good layer height is 0.2mm - the first layer should be printed a bit closer to the bed than this (height of about 0.1 to 0.15mm).
Is your drive mechanism properly gripping the filament? Is your nozzle temperature actually staying at 240C?
Is your extruder stepper skipping steps?
What speed are you printing? For a first print try something slow like 10mm/s, disable retraction.
Is your drive mechanism properly gripping the filament? Is your nozzle temperature actually staying at 240C?
Is your extruder stepper skipping steps?
What speed are you printing? For a first print try something slow like 10mm/s, disable retraction.
|
Re: extruder jaming May 13, 2014 11:18AM |
Registered: 12 years ago Posts: 258 |
The bottom of the first layer will/should be at 0.00mm directly on the bed, while the top of the first layer should be whatever you chose.
If your slicer is printing you a skirt, check the thickness of the skirt to see if it is the same thickness as your slicer asked for. If it isn't the same, then the Z=0 wasn't set quite right. You can adjust it by moving the endstop, by telling your firmware the location of the endstop relative to the bed, or by telling your slicer where the bed is relative to Z=0.
If your slicer is printing you a skirt, check the thickness of the skirt to see if it is the same thickness as your slicer asked for. If it isn't the same, then the Z=0 wasn't set quite right. You can adjust it by moving the endstop, by telling your firmware the location of the endstop relative to the bed, or by telling your slicer where the bed is relative to Z=0.
|
Re: extruder jaming May 14, 2014 12:07AM |
Registered: 10 years ago Posts: 25 |
I have been having a problem that sounds similar to yours. The print would begin, but deteriorate. I also would get an abrupt grinding noise, and the filament would backup sharply. This caused voids in the print, assuming it would print at all. In my case the problem became progressively worse, and it had the appearance of bad filament causing jamming. The crazy thing was is I could still push filament through, so it wasn't jamming. I figured it out tonight, is was a bad stepper motor that was overheating. Hope that helps.
|
Re: extruder jaming December 29, 2014 03:41AM |
Registered: 9 years ago Posts: 34 |
Hello! I have jamming problems with my home made extruder: the problem is : when I clean ot the extruder and start to feed manually PLA at 190deg goes ok if I stop feeding the PLA and wait around 1 min is stucking in and cannot push forward the filament. Please help me
{kind=link}
{kind=link}
|
Re: extruder jaming December 29, 2014 07:37AM |
Registered: 9 years ago Posts: 24 |
Hi
I had similar issues when I began printing and have found a SOLUTION to it!!!
I would first put the filament into the nozzle and upon heating it would flow out pretty decent for a while.
So I would then give a print.
This is when I started getting problems.
By the time the printer finished the first layer the flow would STOP.
When I removed my extruder and checked I could see that the filament was BROKEN.
The SOLUTION I got to this was by REDUCING the feedrate in the firmware.
What happens when you have a high value is that the hobbed gear tries to push the filament in at a rate at which the filament cannot come out. This inequality causes the filament to break in the hot end as there is a pressure acting on it because of the extruder push and the only way it can relieve that pressure is by BREAKING!!
One more factor is the BACK PRESSURE that is present in the nozzle once the hot end is all heated up.
This combined with the high feedrates may just be what is causing the problem!!
So just REDUCE the feed rate values significantly and give it a try!!
Should work fine!!!
I had similar issues when I began printing and have found a SOLUTION to it!!!
I would first put the filament into the nozzle and upon heating it would flow out pretty decent for a while.
So I would then give a print.
This is when I started getting problems.
By the time the printer finished the first layer the flow would STOP.
When I removed my extruder and checked I could see that the filament was BROKEN.
The SOLUTION I got to this was by REDUCING the feedrate in the firmware.
What happens when you have a high value is that the hobbed gear tries to push the filament in at a rate at which the filament cannot come out. This inequality causes the filament to break in the hot end as there is a pressure acting on it because of the extruder push and the only way it can relieve that pressure is by BREAKING!!
One more factor is the BACK PRESSURE that is present in the nozzle once the hot end is all heated up.
This combined with the high feedrates may just be what is causing the problem!!
So just REDUCE the feed rate values significantly and give it a try!!
Should work fine!!!
|
Re: extruder jaming December 29, 2014 12:18PM |
Registered: 9 years ago Posts: 34 |
|
Re: extruder jaming January 03, 2015 07:25AM |
Registered: 9 years ago Posts: 34 |
Hello I am back, the problem is not solved, I have tried to reduce the extruder DEFAULT_AXIS_STEPS_PER_UNIT but only now I have realized that I can change the feedrate.
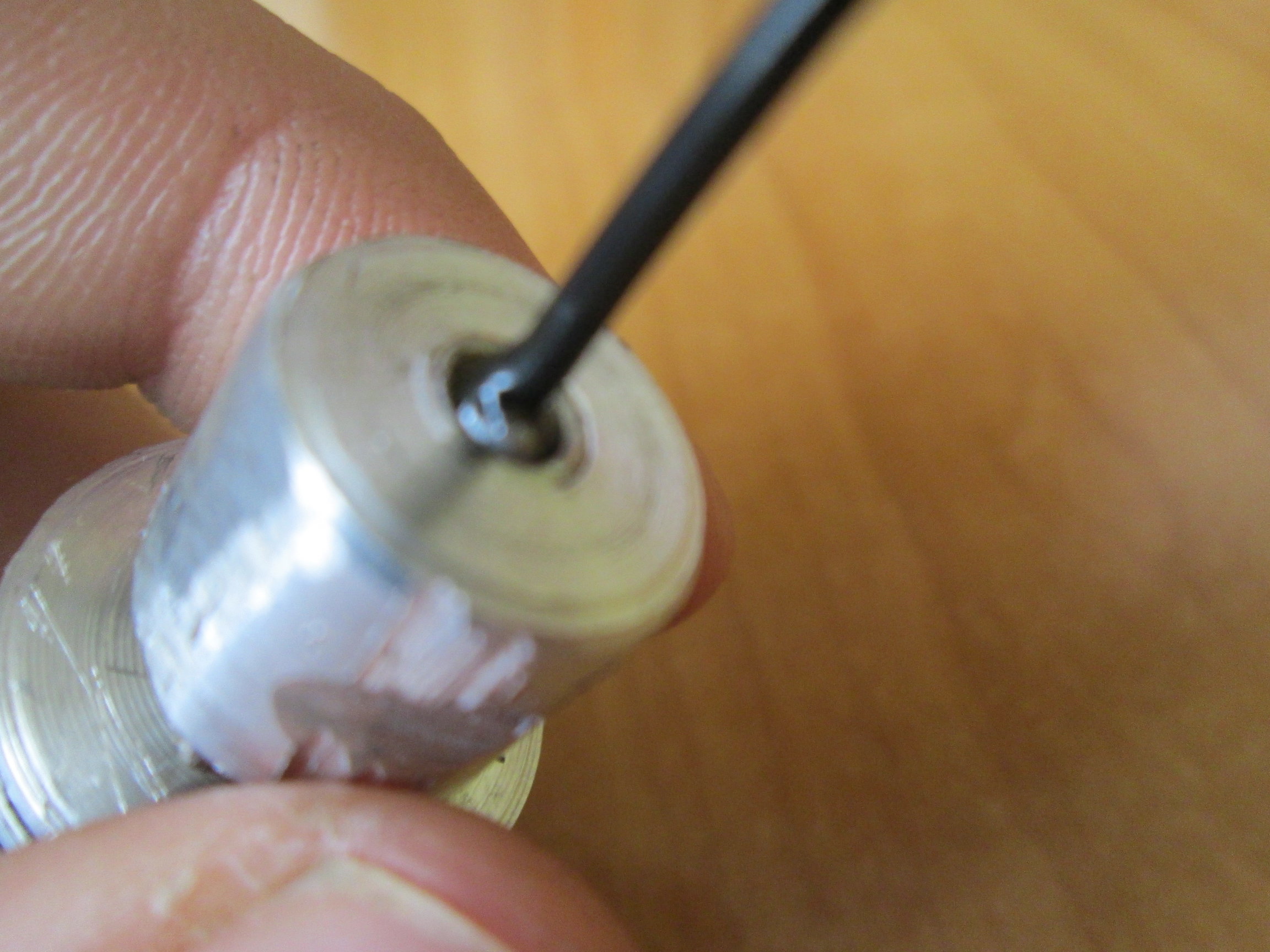
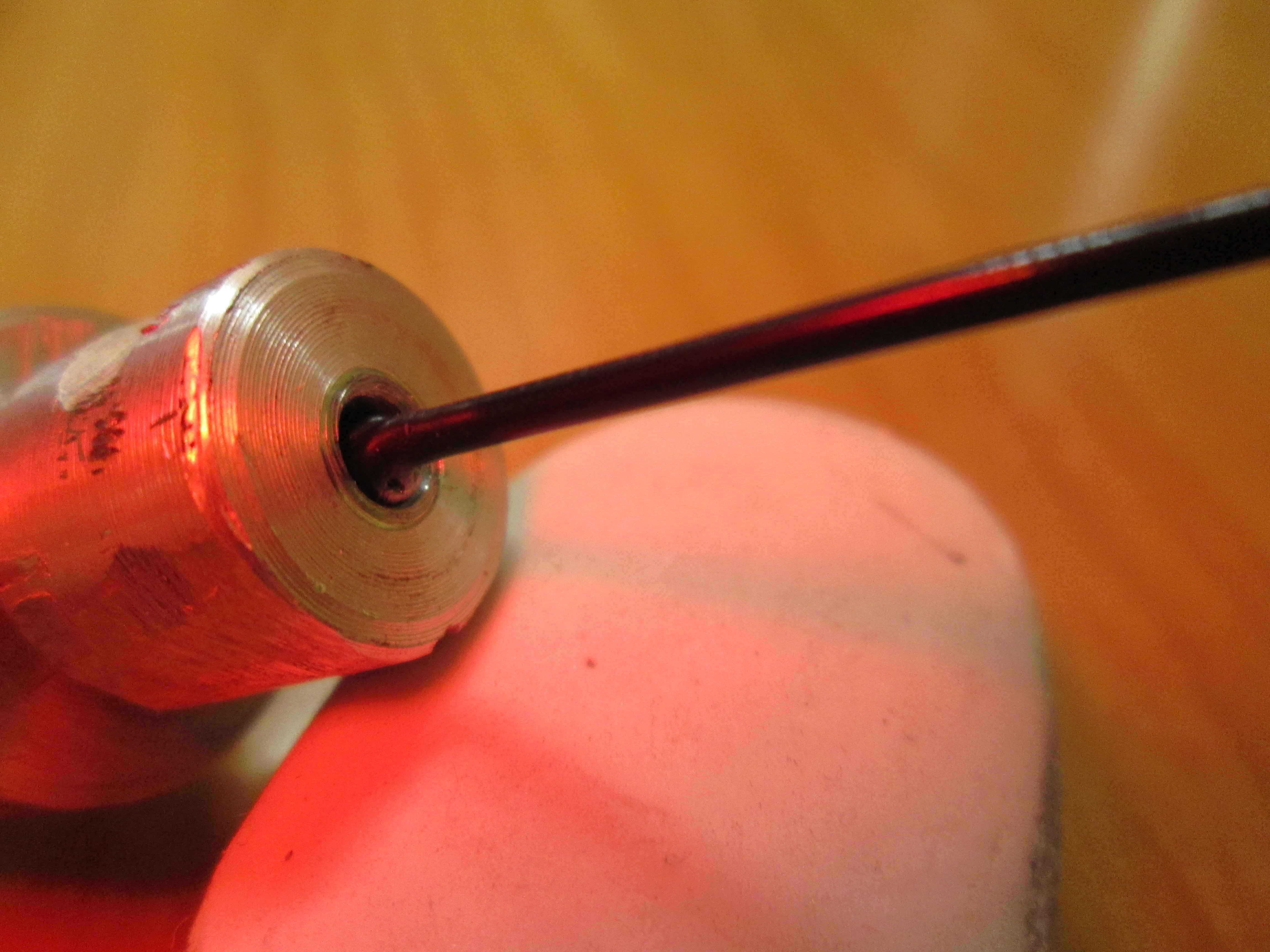
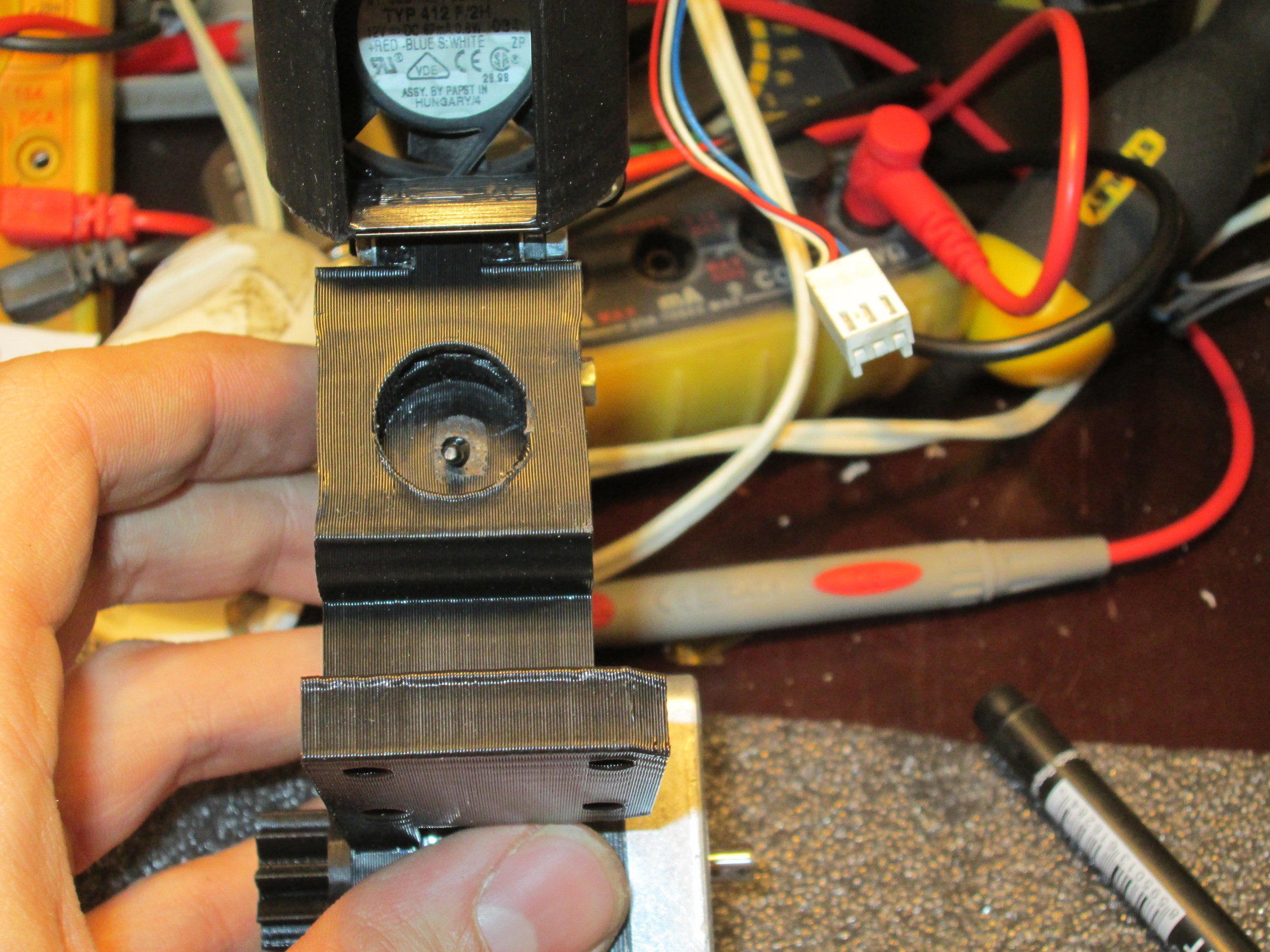
I have made some pics also I will post them if any other idea.
Thanks!
I have made some pics also I will post them if any other idea.
Thanks!
{kind=link}
{kind=link}
{kind=link}
{kind=link}
|
Re: extruder jaming January 03, 2015 10:17AM |
Registered: 9 years ago Posts: 34 |
|
Re: extruder jaming January 04, 2015 08:41AM |
Registered: 9 years ago Posts: 24 |
U have to change the feed rate not the STEPS PER UNIT. Doing so will lead to your extruder not extruding accurately. As I said if you had previously calibrated your extruder then put those exact values back into the firmware. If u haven't calibrated your extruder then read this and follow the steps. [m.instructables.com].
Once u have calibrated then reduce the feed rate.
Looking at the pictures you have posted, I can say that mine looked exactly the same.
I say first eliminate the feedrate issue and if it still doesn't work out then i cant help you beyond thus. But there are many really experienced ppl out there who can definitely help you!!
Once u have calibrated then reduce the feed rate.
Looking at the pictures you have posted, I can say that mine looked exactly the same.
I say first eliminate the feedrate issue and if it still doesn't work out then i cant help you beyond thus. But there are many really experienced ppl out there who can definitely help you!!
|
Re: extruder jaming January 05, 2015 09:39AM |
Registered: 9 years ago Posts: 24 |
|
Re: extruder jaming January 10, 2015 11:52AM |
Registered: 9 years ago Posts: 34 |
Hello I am back ! But still with bad luck, my attack plan was:
1.stopwatch the time off 100 mm extrusion (25 sec)
2. reduce the feed rate(reduced to 1(this made significant change)), after that stopwatch the extrusion of 100 mm (50 s)
3. Measure the temp :I have measured the temp of the hot and at 100 C and it was approx 100(it was 98 - 99 degree C)
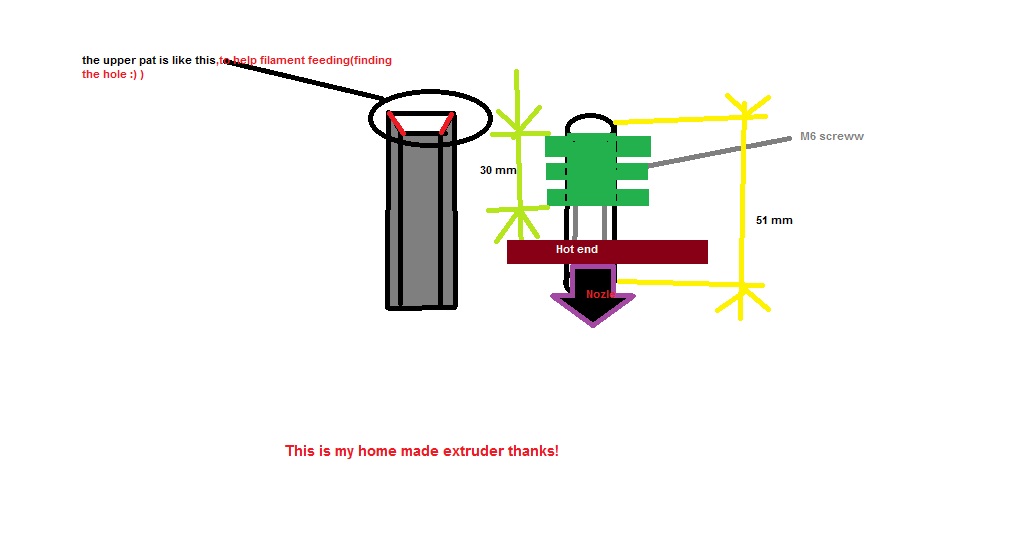
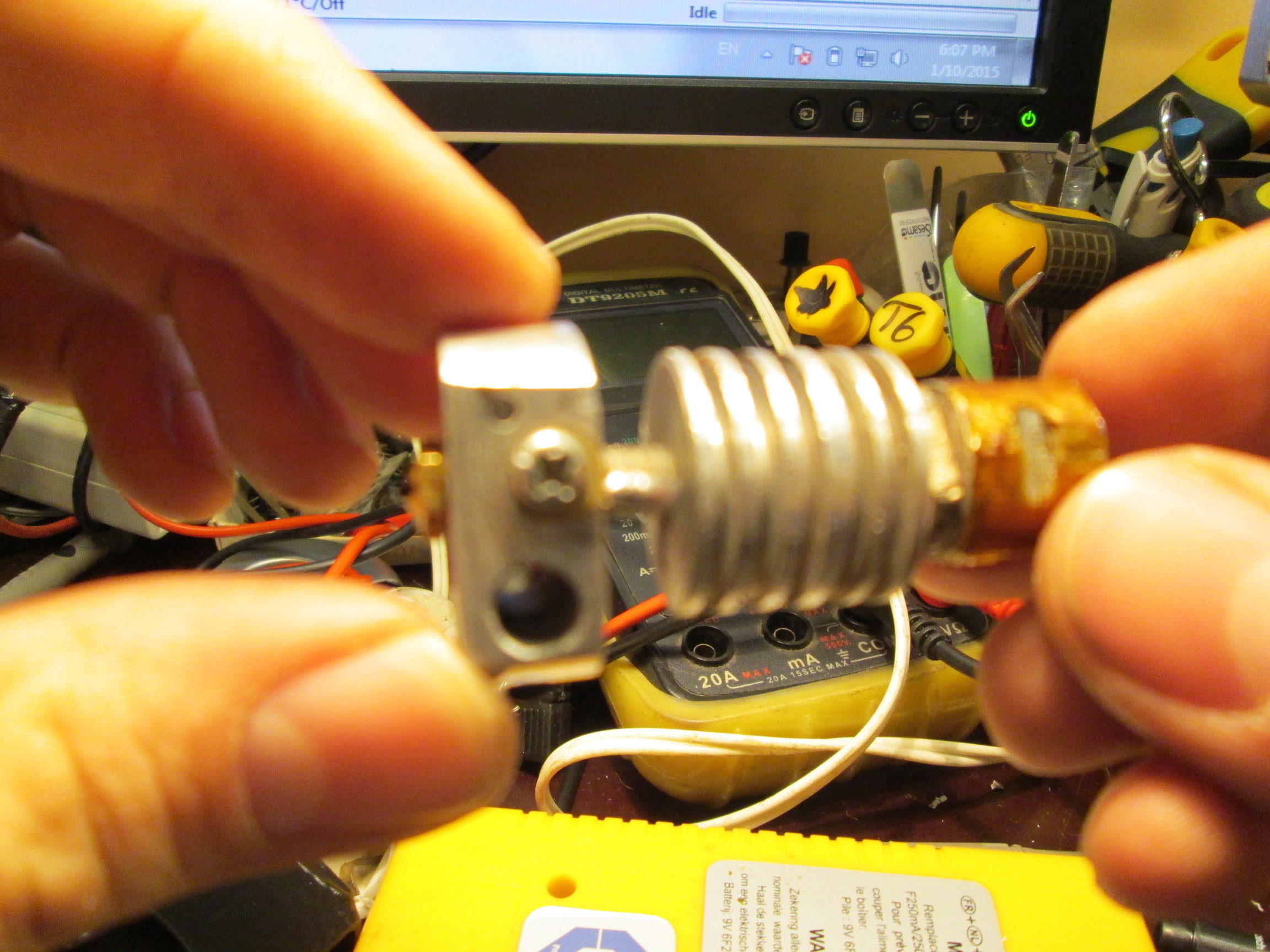
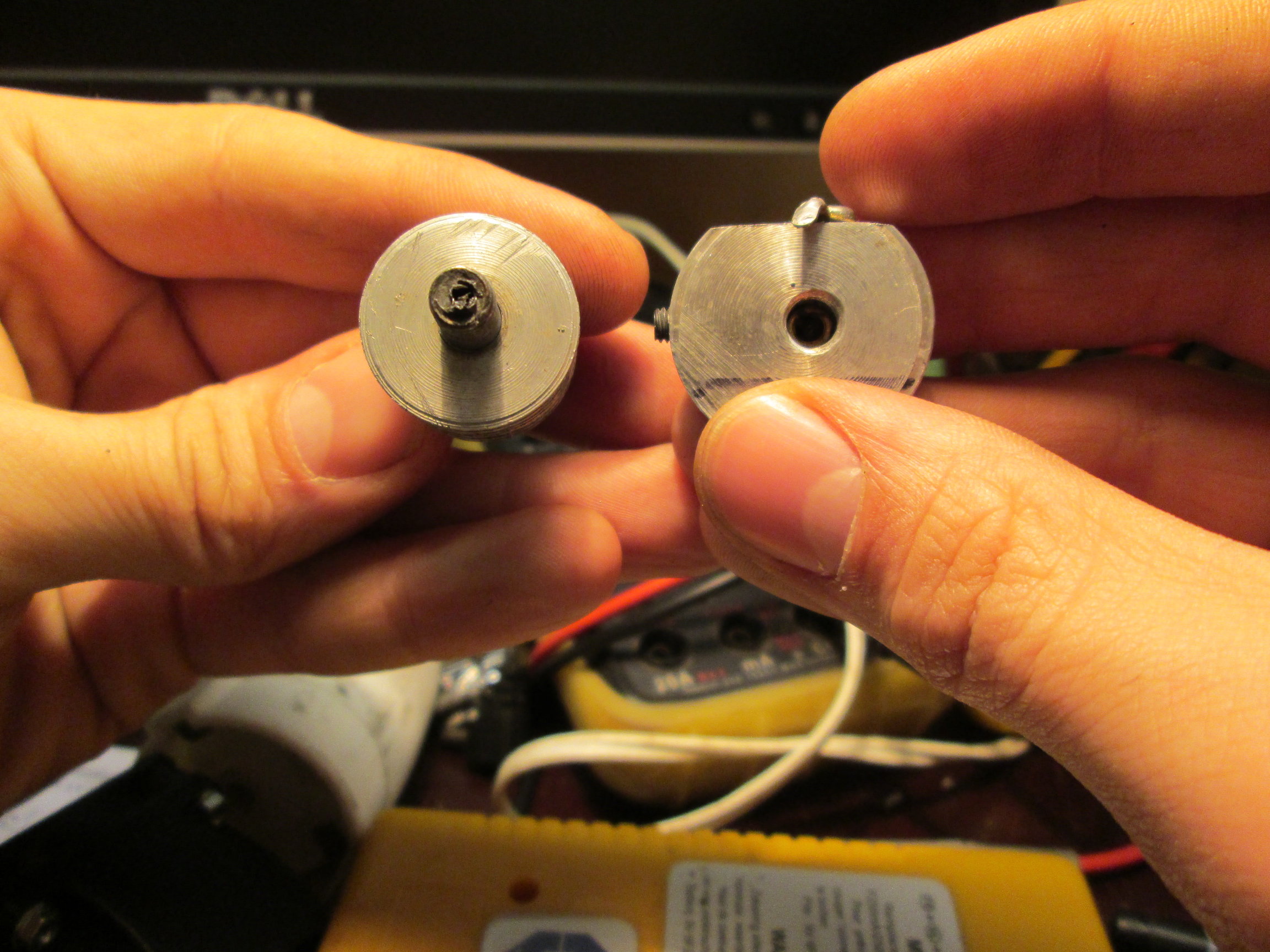
4. After this I decided to make a different kind of hot end like in the pics, the older version was made from stainless steal, the heat conductivity of stainless steel is approx half of bronze so i have made a nozzle from bronze, I have made a bigger body from aluminium.
Now the test:
I have mounted the new hot end , and i have pushed with my my hands the filament => too feel the pressure (to fell if goes hard or not)
Result: the filament went a little-bit hard and after I have raised the temp to 210 C went also approx the same but the M6 screw was heated up at the upper side at 80 deg C(I have mounted the thermistor from the heated bed to the cold part of the hot end).
So if you have some idea they are welcome
Thanks a lot!
1.stopwatch the time off 100 mm extrusion (25 sec)
2. reduce the feed rate(reduced to 1(this made significant change)), after that stopwatch the extrusion of 100 mm (50 s)
3. Measure the temp :I have measured the temp of the hot and at 100 C and it was approx 100(it was 98 - 99 degree C)
4. After this I decided to make a different kind of hot end like in the pics, the older version was made from stainless steal, the heat conductivity of stainless steel is approx half of bronze so i have made a nozzle from bronze, I have made a bigger body from aluminium.
Now the test:
I have mounted the new hot end , and i have pushed with my my hands the filament => too feel the pressure (to fell if goes hard or not)
Result: the filament went a little-bit hard and after I have raised the temp to 210 C went also approx the same but the M6 screw was heated up at the upper side at 80 deg C(I have mounted the thermistor from the heated bed to the cold part of the hot end).
So if you have some idea they are welcome
Thanks a lot!
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Sorry, only registered users may post in this forum.