What is happening to my corners?
Posted by Hephaestus0000
|
Re: What is happening to my corners? November 01, 2015 05:38AM |
Registered: 9 years ago Posts: 81 |
Quote
deaconfrost
here's what I have set in marlin for stepping and speed
are you using stock extruder mounted on x carriage with groove bearing?
I'm using greg's wade with bowden on the E3D v6
I had similar problem on wall due to extruder stepping
if you still on stock extruder, that would be first place to start, slow down and print yourself a gear extruder like greg's wade or go bowden
just noticed you using FlexiDrive, I have no experience with that, but would be the place to look at, as when I had the similar problem, it was the extrusion stepping that I corrected and the problem went away
#define DEFAULT_AXIS_STEPS_PER_UNIT {80,80,4000,1260} // default steps per unit for Ultimaker #define DEFAULT_MAX_FEEDRATE {500, 500, 3, 25} // (mm/sec) #define DEFAULT_MAX_ACCELERATION {9000,9000,100,10000} // X, Y, Z, E maximum start speed for accelerated moves. E default values are good for Skeinforge 40+, for older versions raise them a lot. #define DEFAULT_ACCELERATION 3000 // X, Y, Z and E acceleration in mm/s^2 for printing moves #define DEFAULT_RETRACT_ACCELERATION 500 // E acceleration in mm/s^2 for retracts #define DEFAULT_TRAVEL_ACCELERATION 3000 // X, Y, Z acceleration in mm/s^2 for travel (non printing) moves // The speed change that does not require acceleration (i.e. the software might assume it can be done instantaneously) #define DEFAULT_XYJERK 20.0 // (mm/sec) #define DEFAULT_ZJERK 0.4 // (mm/sec) #define DEFAULT_EJERK 5.0 // (mm/sec)
I'm definitely NOT using the stock extruder.
I'm using Mutley3D flexidrive and an ED3v6 hotend.
|
Re: What is happening to my corners? November 01, 2015 05:41AM |
Registered: 9 years ago Posts: 445 |
Quote
Hephaestus0000
Quote
deaconfrost
here's what I have set in marlin for stepping and speed
are you using stock extruder mounted on x carriage with groove bearing?
I'm using greg's wade with bowden on the E3D v6
I had similar problem on wall due to extruder stepping
if you still on stock extruder, that would be first place to start, slow down and print yourself a gear extruder like greg's wade or go bowden
just noticed you using FlexiDrive, I have no experience with that, but would be the place to look at, as when I had the similar problem, it was the extrusion stepping that I corrected and the problem went away
#define DEFAULT_AXIS_STEPS_PER_UNIT {80,80,4000,1260} // default steps per unit for Ultimaker #define DEFAULT_MAX_FEEDRATE {500, 500, 3, 25} // (mm/sec) #define DEFAULT_MAX_ACCELERATION {9000,9000,100,10000} // X, Y, Z, E maximum start speed for accelerated moves. E default values are good for Skeinforge 40+, for older versions raise them a lot. #define DEFAULT_ACCELERATION 3000 // X, Y, Z and E acceleration in mm/s^2 for printing moves #define DEFAULT_RETRACT_ACCELERATION 500 // E acceleration in mm/s^2 for retracts #define DEFAULT_TRAVEL_ACCELERATION 3000 // X, Y, Z acceleration in mm/s^2 for travel (non printing) moves // The speed change that does not require acceleration (i.e. the software might assume it can be done instantaneously) #define DEFAULT_XYJERK 20.0 // (mm/sec) #define DEFAULT_ZJERK 0.4 // (mm/sec) #define DEFAULT_EJERK 5.0 // (mm/sec)
I'm definitely NOT using the stock extruder.
I'm using Mutley3D flexidrive and an ED3v6 hotend.
Have you calibrated it?
|
Re: What is happening to my corners? November 01, 2015 05:42AM |
Registered: 9 years ago Posts: 81 |
Quote
Downunder35m
Although some might not like it but anyway:
I think the problem with your prints is over extrusion.
Especially if finer layers get worse.
Keep in mind that a layer height below 0.1mm requires a perfect extruder calibration as otherwise there is always too much or too little plastic.
After the initial calibration using digital calipers I finetune the extrusion using solid infills.
The first layer needs to be perfectly adjusted in terms of bed flatness, print start height and so on.
If the second layer shows single lines with tiny gaps it needs more plastic.
Plastic being squshed out of the lines, building small blobs or higher, visible lines between the extrusions means too much plastic is used.
With the extrusion tuned right even a 0.5mm solid layer should have a shiny finnish with visible extrusion lines but no visible gaps or over extrusions.
Only once that is done I print serious things with a new roll of filament.
Of course you can print several layers and play with the extrusion multiplier on the go before going into the settings for a change.
But I noticed that for layer heights below 0.1mm you often need to use the "on the go" settings to go a few percent up and down.
A change from 0.92 to 0.93 in the extruder settings to adjust a tiny bit of under extrusion can be too much for small layer heights.
So instead the on the go percentage is adjusted before the print (or after the first layer) to 102 or 103 instead.
IMHO it is easier to do the the final tuning with the smallest layer height you intent to use, if that is fine all higher layer heights will be perfect anyway.
I don't really intend on pinting at anything under 0.2mm as I'm quite happy with the quality of the straight lines.
I'm not quite sure I understand the "on the go" setting.
|
Re: What is happening to my corners? November 01, 2015 05:43AM |
Registered: 9 years ago Posts: 81 |
Quote
Koenig
Quote
Hephaestus0000
Quote
deaconfrost
here's what I have set in marlin for stepping and speed
are you using stock extruder mounted on x carriage with groove bearing?
I'm using greg's wade with bowden on the E3D v6
I had similar problem on wall due to extruder stepping
if you still on stock extruder, that would be first place to start, slow down and print yourself a gear extruder like greg's wade or go bowden
just noticed you using FlexiDrive, I have no experience with that, but would be the place to look at, as when I had the similar problem, it was the extrusion stepping that I corrected and the problem went away
#define DEFAULT_AXIS_STEPS_PER_UNIT {80,80,4000,1260} // default steps per unit for Ultimaker #define DEFAULT_MAX_FEEDRATE {500, 500, 3, 25} // (mm/sec) #define DEFAULT_MAX_ACCELERATION {9000,9000,100,10000} // X, Y, Z, E maximum start speed for accelerated moves. E default values are good for Skeinforge 40+, for older versions raise them a lot. #define DEFAULT_ACCELERATION 3000 // X, Y, Z and E acceleration in mm/s^2 for printing moves #define DEFAULT_RETRACT_ACCELERATION 500 // E acceleration in mm/s^2 for retracts #define DEFAULT_TRAVEL_ACCELERATION 3000 // X, Y, Z acceleration in mm/s^2 for travel (non printing) moves // The speed change that does not require acceleration (i.e. the software might assume it can be done instantaneously) #define DEFAULT_XYJERK 20.0 // (mm/sec) #define DEFAULT_ZJERK 0.4 // (mm/sec) #define DEFAULT_EJERK 5.0 // (mm/sec)
I'm definitely NOT using the stock extruder.
I'm using Mutley3D flexidrive and an ED3v6 hotend.
Have you calibrated it?
I have calibrated it but there is a part of me that feels I may need to do it again.
I've calibrated it twice already but I'm beginning to second guess my work.
|
Re: What is happening to my corners? November 01, 2015 05:49AM |
Registered: 9 years ago Posts: 445 |
|
Re: What is happening to my corners? November 01, 2015 05:51AM |
Registered: 9 years ago Posts: 81 |
|
Re: What is happening to my corners? November 01, 2015 12:01PM |
Registered: 8 years ago Posts: 310 |
it is very likely the problem is to do with the extrusion rate, do triple check and see, I did mine twice and it was a bit off the first time I done mine
ps, and I definitely not using 1mm/s acceleration 150mm/s is doable, but i never tried to go fast on outer parameter but inner it flies, I will push it further with full leadscrew drives but im moving away from prusa
150mm/s is doable, but i never tried to go fast on outer parameter but inner it flies, I will push it further with full leadscrew drives but im moving away from prusa
Edited 2 time(s). Last edit at 11/01/2015 12:07PM by deaconfrost.
ps, and I definitely not using 1mm/s acceleration
150mm/s is doable, but i never tried to go fast on outer parameter but inner it flies, I will push it further with full leadscrew drives but im moving away from prusaEdited 2 time(s). Last edit at 11/01/2015 12:07PM by deaconfrost.
|
Re: What is happening to my corners? November 01, 2015 03:56PM |
Registered: 9 years ago Posts: 752 |
Did you try a cooling fan, lower hot end temperature? The blob on the left is probably because it's stopping, retracting, lifting the z axis and unretracting. The pause causes a leaky hot end to deposit more filament. A faster and/or longer retract may help.
Edited 1 time(s). Last edit at 11/01/2015 03:57PM by imqqmi.
Edited 1 time(s). Last edit at 11/01/2015 03:57PM by imqqmi.
|
Re: What is happening to my corners? November 02, 2015 05:20AM |
Registered: 9 years ago Posts: 81 |
Quote
Koenig
Quote
Hephaestus0000
Quote
o_lampe
Yeah, I can print at 5000mm/s with acceleration set to 1mm/s²
-Olaf
............ As does this
No need, he was making a bit of "fun", you can actually print however fast you like using an acceleration of 1mm/s, you won't reach that speed inside the bed boundaries anyway.
Many slicers include the settings as comments at the beginning of the gcode file that gets outputted, you can get them there.

I have NO IDEA if I have done this right but here's an attempt at posting my slicer settings.
(Let's try again...)
(Nope)
filament used = 2531.1mm (6.1cm3)
; avoid_crossing_perimeters = 0
; bed_shape = 0x-10,200x-10,200x180,0x180
; bed_temperature = 0
; before_layer_gcode =
; bridge_acceleration = 0
; bridge_fan_speed = 100
; brim_width = 4
; complete_objects = 0
; cooling = 0
; default_acceleration = 0
; disable_fan_first_layers = 0
; duplicate_distance = 6
; end_gcode = M104 S0 ; turn off temperature\nG28 X0 ; home X axis\nM84 ; disable motors\n
; extruder_clearance_height = 20
; extruder_clearance_radius = 20
; extruder_offset = 0x0
; extrusion_axis = E
; extrusion_multiplier = 1.02
; fan_always_on = 1
; fan_below_layer_time = 60
; filament_colour = #FF0000
; filament_diameter = 1.75
; first_layer_acceleration = 0
; first_layer_bed_temperature = 0
; first_layer_extrusion_width = 0
; first_layer_speed = 50%
; first_layer_temperature = 185
; gcode_arcs = 0
; gcode_comments = 0
; gcode_flavor = reprap
; infill_acceleration = 0
; infill_first = 0
; layer_gcode =
; max_fan_speed = 100
; max_print_speed = 80
; max_volumetric_speed = 0
; min_fan_speed = 100
; min_print_speed = 10
; min_skirt_length = 4
; notes =
; nozzle_diameter = 0.4
; only_retract_when_crossing_perimeters = 1
; ooze_prevention = 0
; output_filename_format = [input_filename_base].gcode
; perimeter_acceleration = 0
; post_process =
; pressure_advance = 0
; resolution = 0
; retract_before_travel = 2
; retract_layer_change = 1
; retract_length = 0
; retract_length_toolchange = 10
; retract_lift = 0.25
; retract_restart_extra = 0
; retract_restart_extra_toolchange = 0
; retract_speed = 10
; skirt_distance = 0
; skirt_height = 2
; skirts = 4
; slowdown_below_layer_time = 30
; spiral_vase = 0
; standby_temperature_delta = -5
; start_gcode = G28 ; home all axes\nG1 Z5 F5000 ; lift nozzle\n
; temperature = 180
; threads = 2
; toolchange_gcode =
; travel_speed = 200
; use_firmware_retraction = 0
; use_relative_e_distances = 0
; use_volumetric_e = 0
; vibration_limit = 0
; wipe = 0
; z_offset = 0.25
; dont_support_bridges = 1
; extrusion_width = 0
; first_layer_height = 0.25
; infill_only_where_needed = 0
; interface_shells = 0
; layer_height = 0.2
; raft_layers = 0
; seam_position = aligned
; support_material = 1
; support_material_angle = 0
; support_material_contact_distance = 0.2
; support_material_enforce_layers = 0
; support_material_extruder = 1
; support_material_extrusion_width = 0
; support_material_interface_extruder = 1
; support_material_interface_layers = 3
; support_material_interface_spacing = 0
; support_material_interface_speed = 100%
; support_material_pattern = pillars
; support_material_spacing = 2.5
; support_material_speed = 60
; support_material_threshold = 0
; xy_size_compensation = 0
; bottom_solid_layers = 5
; bridge_flow_ratio = 1
; bridge_speed = 60
; external_fill_pattern = rectilinear
; external_perimeter_extrusion_width = 0
; external_perimeter_speed = 70%
; external_perimeters_first = 0
; extra_perimeters = 1
; fill_angle = 45
; fill_density = 40%
; fill_pattern = honeycomb
; gap_fill_speed = 20
; infill_every_layers = 1
; infill_extruder = 1
; infill_extrusion_width = 0
; infill_overlap = 15%
; infill_speed = 80
; overhangs = 1
; perimeter_extruder = 1
; perimeter_extrusion_width = 0
; perimeter_speed = 60
; perimeters = 3
; small_perimeter_speed = 60%
; solid_infill_below_area = 20
; solid_infill_every_layers = 0
; solid_infill_extruder = 1
; solid_infill_extrusion_width = 0
; solid_infill_speed = 20
; thin_walls = 1
; top_infill_extrusion_width = 0
; top_solid_infill_speed = 15
; top_solid_layers = 10
Edited 3 time(s). Last edit at 11/02/2015 05:26AM by Hephaestus0000.
|
Re: What is happening to my corners? November 02, 2015 05:26AM |
Registered: 9 years ago Posts: 81 |
|
Re: What is happening to my corners? November 02, 2015 05:46AM |
Registered: 9 years ago Posts: 445 |
Quote
Hephaestus0000
Is that it?
I"m so tired.,,,,,,,
That's what I meant.
Try turning off "Retract on layer change" and see if that helps.
Then that picture from S3D seems to look like your problem as well, overheating, that might come of that you're trying to print a small piece at high speed, the layers do not have enough time to cool down before next layer is beeing put down.
You could try to place a table fan or something like that so that it blows across piece.
You could also increase something like "min layer time", that will result in longer print times for small parts but doesn't affect bigger parts very much.
Edited 1 time(s). Last edit at 11/02/2015 06:00AM by Koenig.
|
Re: What is happening to my corners? November 02, 2015 06:01AM |
Registered: 9 years ago Posts: 81 |
|
Re: What is happening to my corners? November 02, 2015 06:04AM |
Registered: 9 years ago Posts: 81 |
|
Re: What is happening to my corners? November 02, 2015 06:06AM |
Registered: 9 years ago Posts: 81 |
|
Re: What is happening to my corners? November 02, 2015 07:05AM |
Registered: 9 years ago Posts: 81 |
Okay.
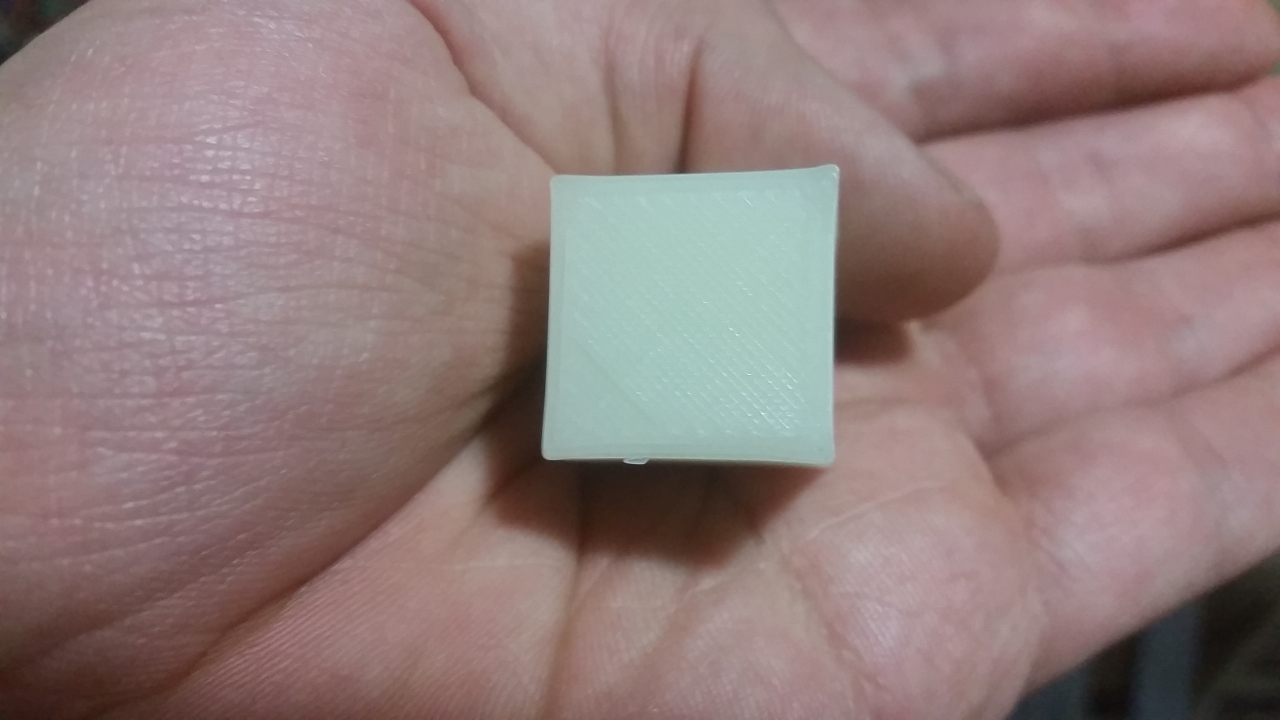
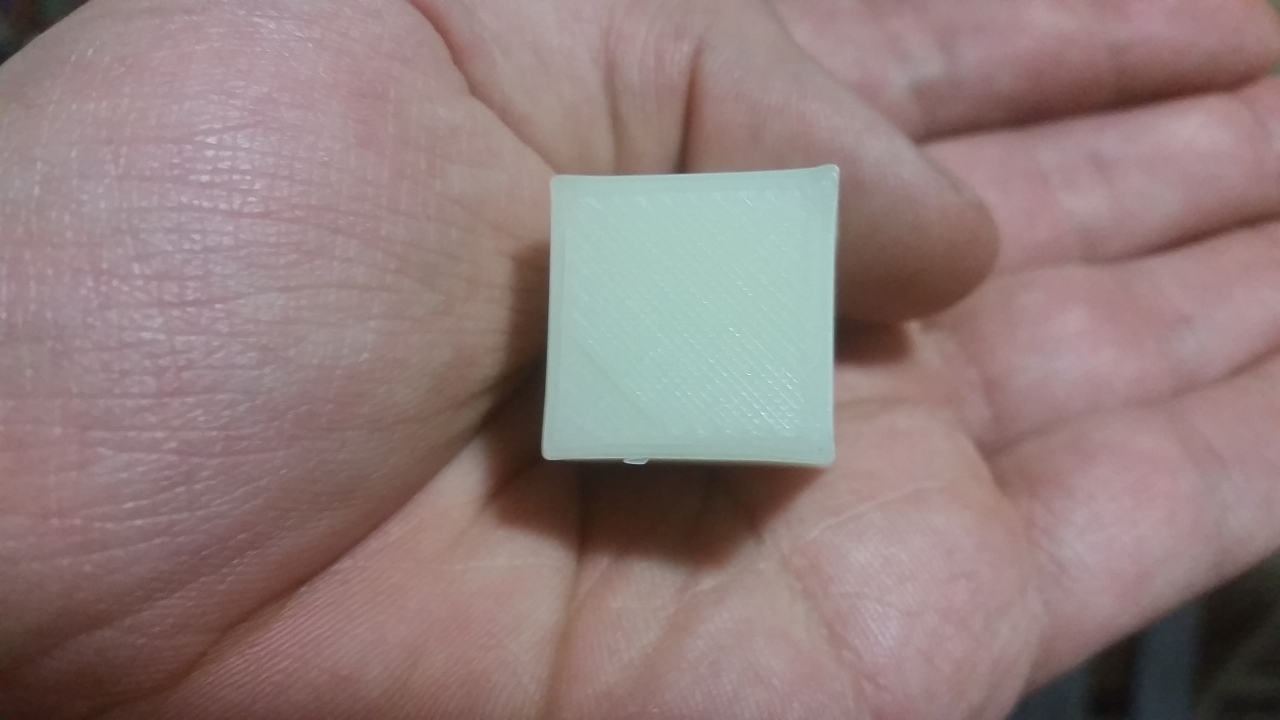
Here's the finished print after that slicer change.
view is looking at the top of the print.
the top right corner is the "problem" corner.
I must say that I had ZERO over extrusion so that problems SEEMS to have been solved. (At least for this print)
but as you can see, my perimeters are not straight and this does leave the problem corner (and others) to bulge slightly.
also the perimeter along the top wall ( from the top view) did not "fuse" with the infill. Extrusion multiplier?
P.S.
I had to switch to glow in the dark PLA because I ran out of red and this is all I have
Edited 1 time(s). Last edit at 11/02/2015 07:07AM by Hephaestus0000.
Here's the finished print after that slicer change.
view is looking at the top of the print.
the top right corner is the "problem" corner.
I must say that I had ZERO over extrusion so that problems SEEMS to have been solved. (At least for this print)
but as you can see, my perimeters are not straight and this does leave the problem corner (and others) to bulge slightly.
also the perimeter along the top wall ( from the top view) did not "fuse" with the infill. Extrusion multiplier?
P.S.
I had to switch to glow in the dark PLA because I ran out of red and this is all I have
Edited 1 time(s). Last edit at 11/02/2015 07:07AM by Hephaestus0000.
|
Re: What is happening to my corners? November 02, 2015 07:17AM |
Registered: 9 years ago Posts: 1,873 |
|
Re: What is happening to my corners? November 03, 2015 01:25AM |
Registered: 9 years ago Posts: 81 |
|
Re: What is happening to my corners? November 03, 2015 03:34AM |
Registered: 9 years ago Posts: 445 |
Quote
Hephaestus0000
Quote
JamesK
I see in the config seam_position = aligned, is the seam on the problem corner?
No the seam is actually at the opposite corner.
The last one there was printed with 80mm/s (from your slicer settings - max_print_speed = 80)
Try printing it slower and add some cooling to it, put a table fan to blow across the piece of hook up some computer fan and rig it somehow.
|
Re: What is happening to my corners? November 03, 2015 10:31PM |
Registered: 8 years ago Posts: 541 |
Quote
Hephaestus0000
Folger Crap Prusa I3
Flexidrive
ED3v6 hot end
For the record I halved the speed and the result was the same.
Sorry, but to try to print at 200 mm/s and blame it on a $269 printer is where the BS is! My Folger Tech does just fine at 60 mm/s and I'm willing to wait. Set it and forget it.
|
Re: What is happening to my corners? November 04, 2015 12:25AM |
Registered: 9 years ago Posts: 81 |
Quote
tjnamtiw
Quote
Hephaestus0000
Folger Crap Prusa I3
Flexidrive
ED3v6 hot end
For the record I halved the speed and the result was the same.
Sorry, but to try to print at 200 mm/s and blame it on a $269 printer is where the BS is! My Folger Tech does just fine at 60 mm/s and I'm willing to wait. Set it and forget it.
You clearly haven't read ANY of my other threads. I have had nothing but horrible experiences with their garbage product, and their garbage customer service.
(It also cost $320, not $260)
With the stock FolgerSHIT extruder I could NEVER print any faster than 20mm/s.
But thatnks for coming out and being completely useless and looking like an idiot.

|
Re: What is happening to my corners? November 04, 2015 12:30AM |
Registered: 9 years ago Posts: 81 |
Quote
Koenig
Quote
Hephaestus0000
Quote
JamesK
I see in the config seam_position = aligned, is the seam on the problem corner?
No the seam is actually at the opposite corner.
The last one there was printed with 80mm/s (from your slicer settings - max_print_speed = 80)
Try printing it slower and add some cooling to it, put a table fan to blow across the piece of hook up some computer fan and rig it somehow.
How exactly does changing this value affect the print?
I set it at 30mm/s and noticed no change in my slicers estimated print time. So I got curious and changed the value to 20mm/s and 2000mm/s and the estimated print time remained the same.
Fearing drastic changes, when I went to print the cube again, I merely dropped it from 80, down to 60, and then another at 40 and observed no visible changes or changes in the print time.
I only ever notice anything when I change the perimeter, infill, solid infill speeds, and so on.
|
Re: What is happening to my corners? November 04, 2015 03:19AM |
Registered: 9 years ago Posts: 445 |
Quote
Hephaestus0000
I set it at 30mm/s and noticed no change in my slicers estimated print time. So I got curious and changed the value to 20mm/s and 2000mm/s and the estimated print time remained the same.
Fearing drastic changes, when I went to print the cube again, I merely dropped it from 80, down to 60, and then another at 40 and observed no visible changes or changes in the print time.
I only ever notice anything when I change the perimeter, infill, solid infill speeds, and so on.
Well I wrote earlier that I have no experience with cartesian printers, own a delta myself, and having very little experience with slic3r (using S3D) I assumed that "max_print_speed = 80" was what you actually set your print to and then slow it down for perimeters first layer etc etc, as base for all the other settings to depend on so to speak, that this "external_perimeter_speed = 70%" for instance would mean 70% of the 80mm.
How did you change the value, in the slicer or just in the file, if you just did it in the file and then opened the file in the slicer again, it would make absolutely no difference what so ever, as it is only included as a comment in the gcode file and does not affect the print, it is just informative.
Anything after a ";" in a gcode file is discarded by the firmware, it is just there for easier troubleshooting.
Anyway, did you try putting a fan towards the piece and se if that did any difference?
Your accelerations seem to be very high for a cartesian with a moving bed: #define DEFAULT_MAX_ACCELERATION {9000,9000,100,10000}
Try lowering that to something like: #define DEFAULT_MAX_ACCELERATION {1000,1000,100,10000}
If the plastic put down does not have time to cool off enough before next layer comes around there's a big risk for it being deformed, you can get perimeters sagging or sort of falling in/outwards.
|
Re: What is happening to my corners? November 04, 2015 06:10AM |
Registered: 9 years ago Posts: 81 |
|
Re: What is happening to my corners? November 04, 2015 06:13AM |
Registered: 9 years ago Posts: 445 |
|
Re: What is happening to my corners? November 04, 2015 06:27AM |
Registered: 9 years ago Posts: 81 |
Quote
Koenig
Quote
Hephaestus0000
Hmmmmmmm My config.h in Marlin still says my max default_max_accel is already at (1000,1000,100,10000)
And I'm 100% certain I've never changed that.
Right, sorry it was not you who posted those numbers.
Sorry about that.
Anyway, the fan?
No worries lol
I'm working on the fan but I have to clear up some clogging and feeding issues first. My PTFE liner somehow bulged and decided to commit suicide.
Once I have plastic coming out of the end again I'll rig up a fan.
I'm also curious about one of your previous comments about changers my "retect on layer chage" from 1 to 0.
This was the single most effective change, however I'm not sure how to make that change permanent.
I've just been editing the gcode from 1 to 0 before each cube print (after you mentioned doing so of course)
|
Re: What is happening to my corners? November 04, 2015 08:09AM |
Registered: 9 years ago Posts: 445 |
Quote
Hephaestus0000
I'm also curious about one of your previous comments about changers my "retect on layer chage" from 1 to 0.
This was the single most effective change, however I'm not sure how to make that change permanent.
I've just been editing the gcode from 1 to 0 before each cube print (after you mentioned doing so of course)
Well I seriously doubt that changing "; retract_layer_change = 1" to 0 and then printing the file actually made any difference.
All those lines there that starts with a semi-colon are only there to be informative / help with debugging, they don't actually do anything, they are discarded when it comes to actual printing.
If you so wish you can delete all lines beginning with a ";" the file would still print.
It's the lines that come after/before (don't know if slic3r puts it at the beginning or the end of the file) that that does the actual printing, lines that look like these:
Quote
G1 X-13.680 Y9.751 F5100 <--- This is a travel move, tells the printer to move the extruder/hotend to the "X-13.680 Y9.751" position of the Z-plane it currently is on at the speed of 5100mm/minute (85mm/s)
G1 E2.0200 F2100 <--- This is a "un-retract" move tells the printer to move the filament back into the nozzle after a retraction with the speed of 2100mm/minute (35mm/s)
G1 X-18.320 Y9.751 E0.1852 F1228 <--- This is a printing move, as it both contains movement of the extruder/hotend and the movement of filament (the "E" parameter)
G1 X-18.320 Y7.582 E0.0866
G1 X-14.320 Y7.582 E0.1596
G1 X-14.320 Y-2.898 E0.4183
G1 X-20.182 Y-17.049 E0.6113
G1 X-20.049 Y-17.369 E0.0138
G1 X20.049 Y-17.369 E1.6004
G1 X20.182 Y-17.049 E0.0138
G1 X14.320 Y-2.898 E0.6113
(just some of my own code, precisely when the skirt has been laid down and moving to start the inner perimeter)
To actually turn the "Retract on layer change" off you have to look for such a setting in slic3r (assuming that is what you use to slice with) and turn it off there and then slice the part again creating a new gcode file.
This applies for all setting you try to change, you have to reslice the part.
Edited 1 time(s). Last edit at 11/04/2015 08:10AM by Koenig.
|
Re: What is happening to my corners? November 04, 2015 09:20AM |
Registered: 8 years ago Posts: 541 |
|
Re: What is happening to my corners? November 06, 2015 08:16AM |
Registered: 9 years ago Posts: 81 |
Quote
Koenig
Quote
Hephaestus0000
I'm also curious about one of your previous comments about changers my "retect on layer chage" from 1 to 0.
This was the single most effective change, however I'm not sure how to make that change permanent.
I've just been editing the gcode from 1 to 0 before each cube print (after you mentioned doing so of course)
Well I seriously doubt that changing "; retract_layer_change = 1" to 0 and then printing the file actually made any difference.
All those lines there that starts with a semi-colon are only there to be informative / help with debugging, they don't actually do anything, they are discarded when it comes to actual printing.
If you so wish you can delete all lines beginning with a ";" the file would still print.
It's the lines that come after/before (don't know if slic3r puts it at the beginning or the end of the file) that that does the actual printing, lines that look like these:
Quote
G1 X-13.680 Y9.751 F5100 <--- This is a travel move, tells the printer to move the extruder/hotend to the "X-13.680 Y9.751" position of the Z-plane it currently is on at the speed of 5100mm/minute (85mm/s)
G1 E2.0200 F2100 <--- This is a "un-retract" move tells the printer to move the filament back into the nozzle after a retraction with the speed of 2100mm/minute (35mm/s)
G1 X-18.320 Y9.751 E0.1852 F1228 <--- This is a printing move, as it both contains movement of the extruder/hotend and the movement of filament (the "E" parameter)
G1 X-18.320 Y7.582 E0.0866
G1 X-14.320 Y7.582 E0.1596
G1 X-14.320 Y-2.898 E0.4183
G1 X-20.182 Y-17.049 E0.6113
G1 X-20.049 Y-17.369 E0.0138
G1 X20.049 Y-17.369 E1.6004
G1 X20.182 Y-17.049 E0.0138
G1 X14.320 Y-2.898 E0.6113
(just some of my own code, precisely when the skirt has been laid down and moving to start the inner perimeter)
To actually turn the "Retract on layer change" off you have to look for such a setting in slic3r (assuming that is what you use to slice with) and turn it off there and then slice the part again creating a new gcode file.
This applies for all setting you try to change, you have to reslice the part.
Interesting.
I did not know that.
The seriously haggard problem corner seemed to go away right after fiddling with the "retract on layer change" thing. So I must have changed something else without remembering what it was, but I do know that in my slicer settings I've had the retraction set to 0 before fiddling with that other setting.
Either way, the corners seem to coming out well. It's just a matter of adjusting whats left. to get a solid print.
|
Re: What is happening to my corners? August 06, 2016 06:23AM |
Registered: 9 years ago Posts: 81 |
Quote
Koenig
Quote
Hephaestus0000
Hmmmmmmm My config.h in Marlin still says my max default_max_accel is already at (1000,1000,100,10000)
And I'm 100% certain I've never changed that.
Right, sorry it was not you who posted those numbers.
Sorry about that.
Anyway, the fan?
So.
Many months later and still the same crap.
Even with a fan.
|
Re: What is happening to my corners? August 06, 2016 11:19PM |
Registered: 8 years ago Posts: 310 |
have you try lower bed temp?
I haven't try a speed test again yet but I will when I have my project done in a week or so, this is as good as I get with whatever actual speed that was printing at, but I think bed temp has something to do with it, snce a hot bed would be keeping the pla soft, more chance of it changing shape at speed, I am now printing with no heated bed, and I checked with my finger while still printing, from 5mm downward the part is still warm, when you add the heat from the heated bed, will be keeping the pla warm enough to be soft, I'm just guessing, couldnt give you more accurate answer till I get to try that speed with no heated bed, I printed for the pass few weeks with no heated bed at 100mm/s and everything are perfect so far.
heres my last speed print test
[forums.reprap.org]
also I have since changed my setup to Radds with Due, interesting to see if its any better at speed with this setup
I have accidentally started a print at higher speed than I intended, the usual 100mm/s but in manual setting the feed rate was upped at 150%, a 6 hour print brought down to under 3 hours, I noticed that when there was 48mins left and reduced it back to 100% and now it has another 39mins to go, 5 pieces of one same part, its about 3hrs 40mins all together when finished, I'll see how it is when its done, looking ok so far
Edited 1 time(s). Last edit at 08/06/2016 11:29PM by deaconfrost.
I haven't try a speed test again yet but I will when I have my project done in a week or so, this is as good as I get with whatever actual speed that was printing at, but I think bed temp has something to do with it, snce a hot bed would be keeping the pla soft, more chance of it changing shape at speed, I am now printing with no heated bed, and I checked with my finger while still printing, from 5mm downward the part is still warm, when you add the heat from the heated bed, will be keeping the pla warm enough to be soft, I'm just guessing, couldnt give you more accurate answer till I get to try that speed with no heated bed, I printed for the pass few weeks with no heated bed at 100mm/s and everything are perfect so far.
heres my last speed print test
[forums.reprap.org]
also I have since changed my setup to Radds with Due, interesting to see if its any better at speed with this setup
I have accidentally started a print at higher speed than I intended, the usual 100mm/s but in manual setting the feed rate was upped at 150%, a 6 hour print brought down to under 3 hours, I noticed that when there was 48mins left and reduced it back to 100% and now it has another 39mins to go, 5 pieces of one same part, its about 3hrs 40mins all together when finished, I'll see how it is when its done, looking ok so far
Edited 1 time(s). Last edit at 08/06/2016 11:29PM by deaconfrost.


{kind=link}
{kind=link}
Sorry, only registered users may post in this forum.