Weak infill
Posted by matys292
|
Weak infill November 18, 2015 01:38PM |
Registered: 8 years ago Posts: 13 |
Hello,
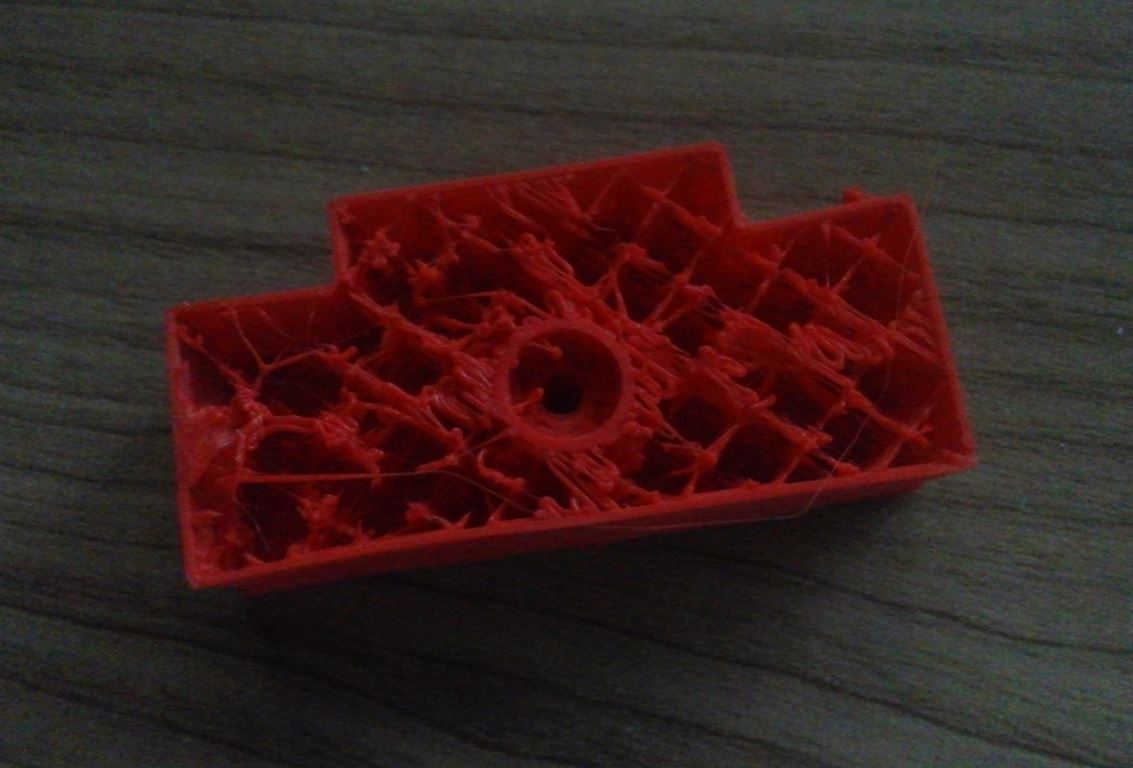
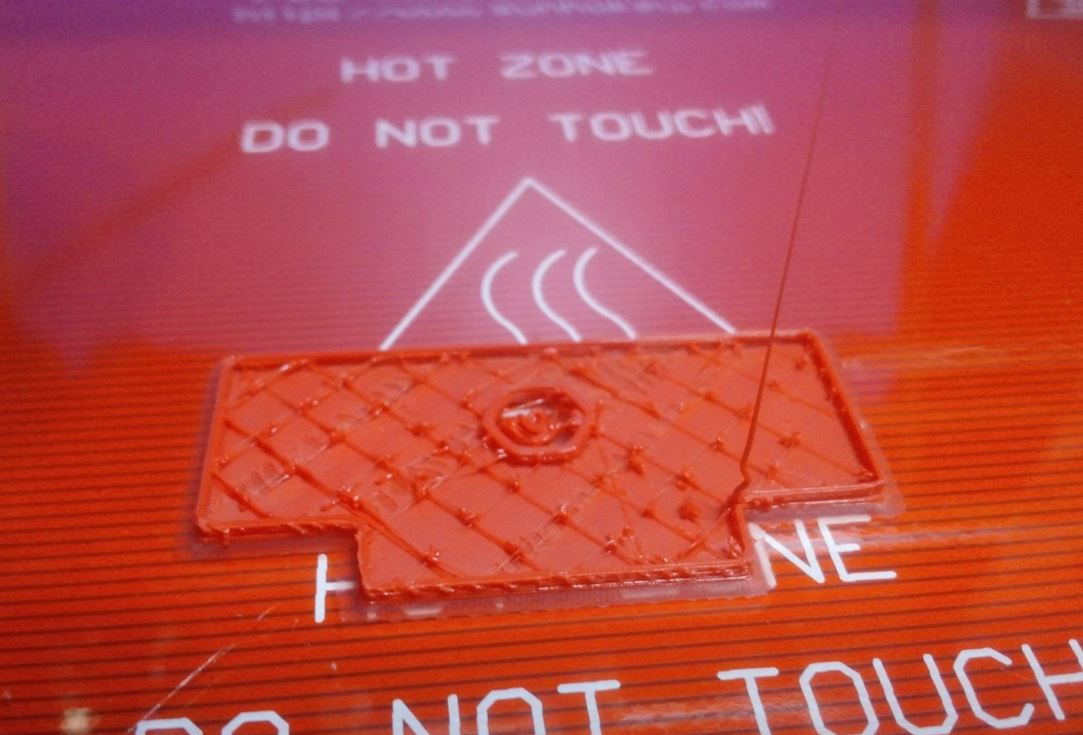
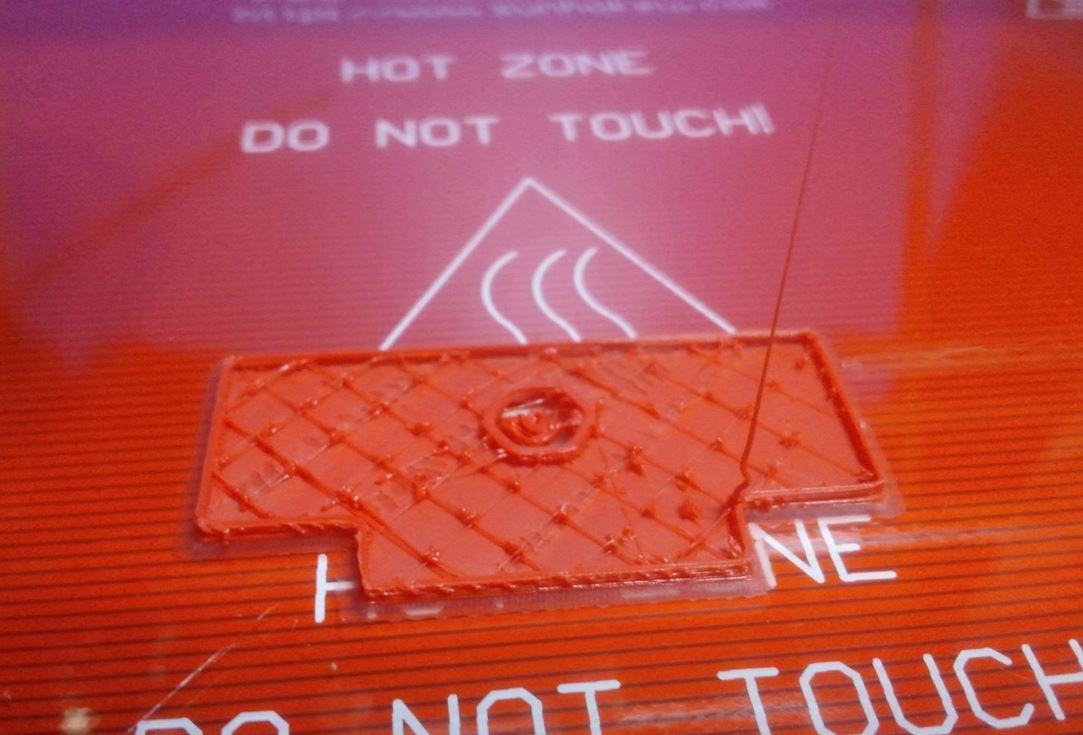
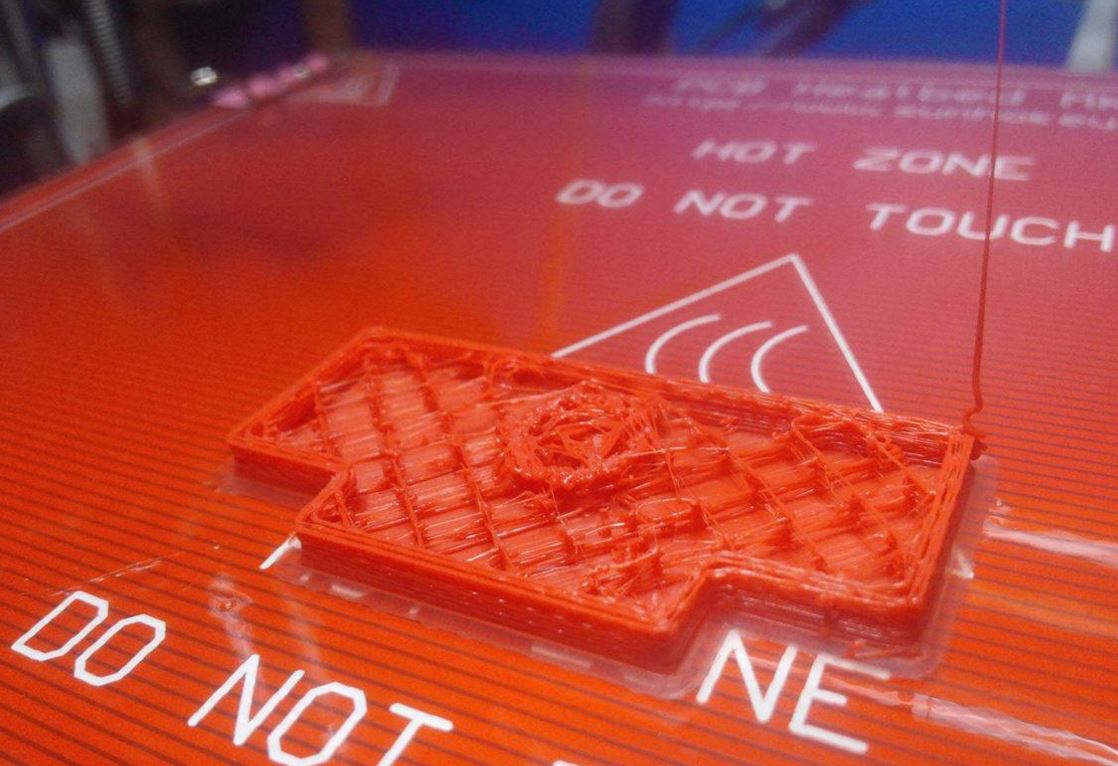
I got issue with infill, it doesnt make it strong as it should.
Bottom layer is perfect with no gaps at all but when i come to infill it looks like extruding is bad.
Please check image.
I use latest stable slic3r!
Thanks for any help !
I got issue with infill, it doesnt make it strong as it should.
Bottom layer is perfect with no gaps at all but when i come to infill it looks like extruding is bad.
Please check image.
I use latest stable slic3r!
Thanks for any help !
|
Re: Weak infill November 18, 2015 04:36PM |
Registered: 11 years ago Posts: 5,780 |
Turn up the extrusion width for the infill. I had slic3r do the same thing to me- it was trying to do 0.2mm wide lines with a 0.4mm nozzle.
You have to have "expert" mode turned on, Print Settings> Advanced
Ultra MegaMax Dominator 3D printer: [drmrehorst.blogspot.com]
You have to have "expert" mode turned on, Print Settings> Advanced
Ultra MegaMax Dominator 3D printer: [drmrehorst.blogspot.com]
|
Re: Weak infill November 18, 2015 06:47PM |
Registered: 8 years ago Posts: 778 |
|
Re: Weak infill November 18, 2015 08:27PM |
Registered: 9 years ago Posts: 1,873 |
|
Re: Weak infill November 19, 2015 02:57AM |
Registered: 8 years ago Posts: 13 |
Hello again,
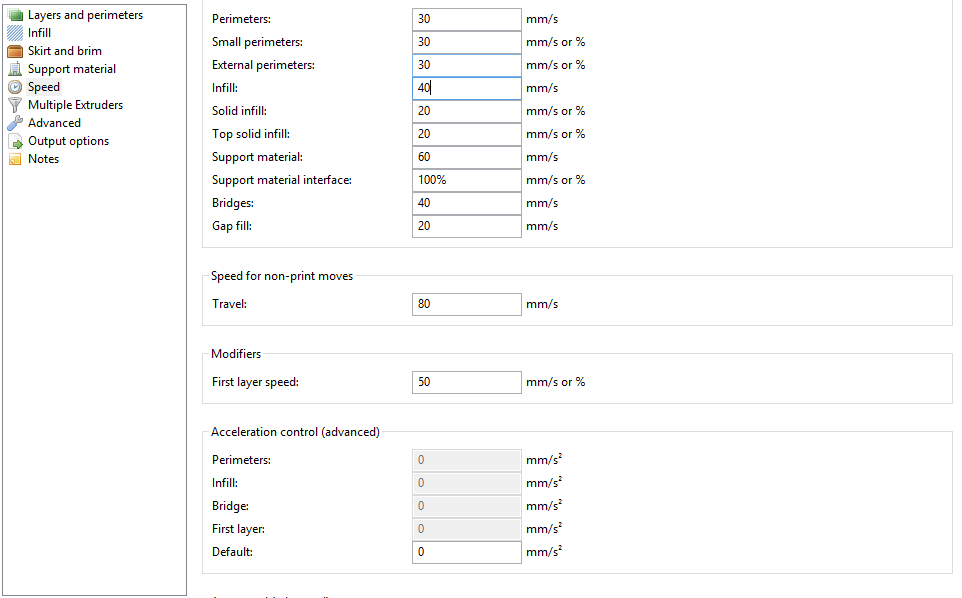
thanks for all answers. The problem is not with speed i guess cause I already played with speeds and lowered them down few days ago.
Atm im trying to give bigger temperature on nozzle. Now is 190, I'll try 200 or 210 celsiums.
My Slic3r version is 1.2.9.
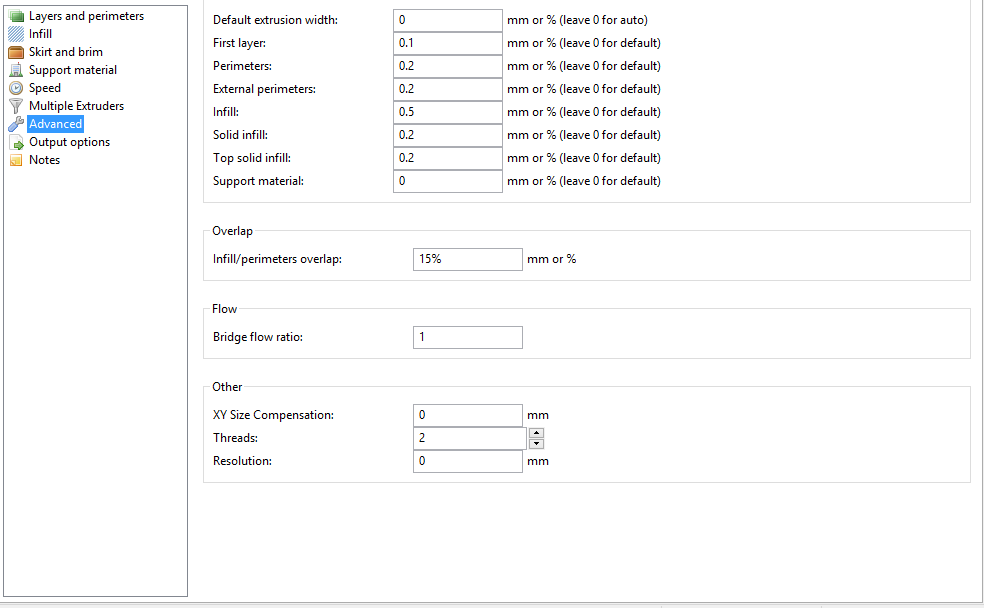
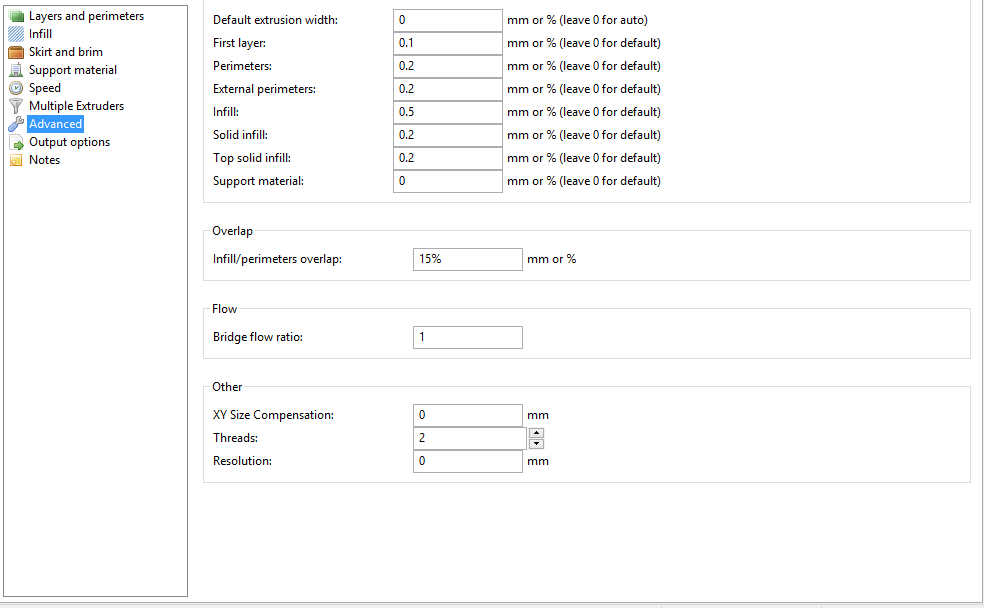
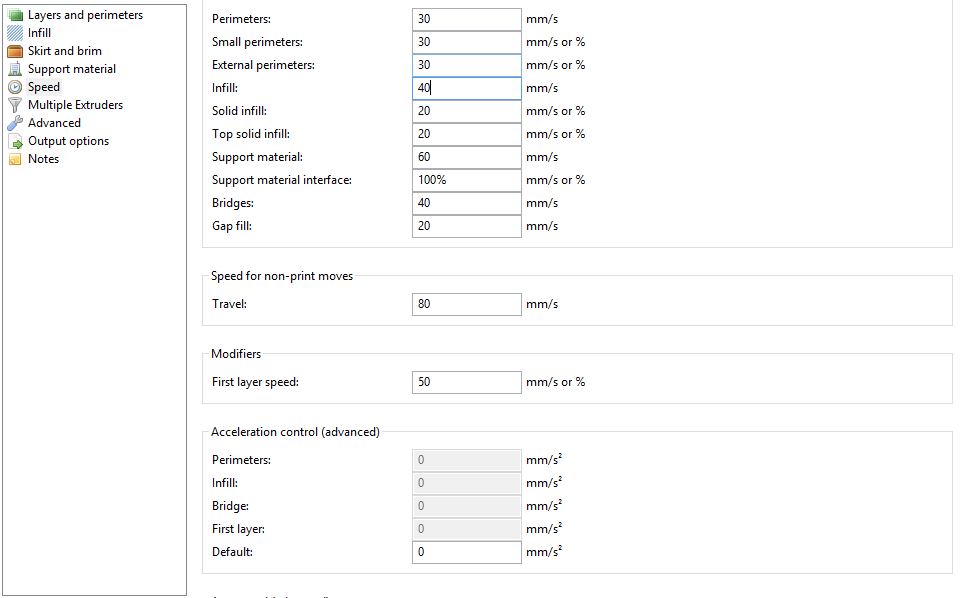
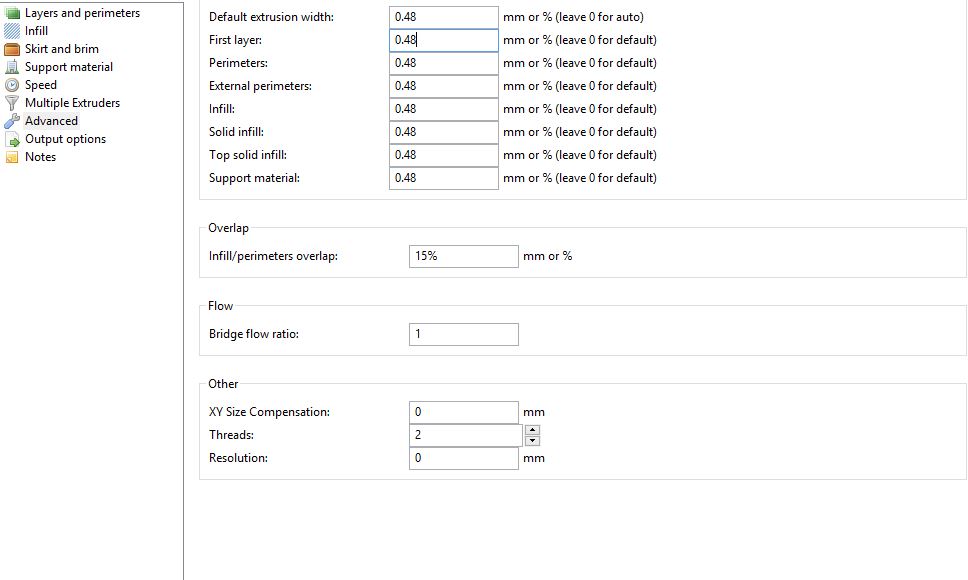
I attached some images of my settings in print settings --> advanced and speed
thanks for all answers. The problem is not with speed i guess cause I already played with speeds and lowered them down few days ago.
Atm im trying to give bigger temperature on nozzle. Now is 190, I'll try 200 or 210 celsiums.
My Slic3r version is 1.2.9.
I attached some images of my settings in print settings --> advanced and speed
|
Re: Weak infill November 19, 2015 03:44AM |
Registered: 8 years ago Posts: 13 |
|
Re: Weak infill November 19, 2015 04:34AM |
Registered: 8 years ago Posts: 778 |

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
|
Re: Weak infill November 19, 2015 04:39AM |
Registered: 8 years ago Posts: 13 |
|
Re: Weak infill November 19, 2015 05:24AM |
Registered: 8 years ago Posts: 778 |
If you use a 0.4mm nozzle set it to 0.48mm extrusion width.
Reprap Calculator
Seems some explaining is required...
You nozzle can extrude at 0.4mm but that would mean the filament has to come out without being squashed at all - this means weak lines and even weaker layer bonding.
Only if the extrusion width is a certain amount wider than the nozzle diameter the nozzle can actually flatten the extrusion - resulting in a good finnish, proper infill and good layer bonding.
Reprap Calculator
Seems some explaining is required...
You nozzle can extrude at 0.4mm but that would mean the filament has to come out without being squashed at all - this means weak lines and even weaker layer bonding.
Only if the extrusion width is a certain amount wider than the nozzle diameter the nozzle can actually flatten the extrusion - resulting in a good finnish, proper infill and good layer bonding.
|
Re: Weak infill November 19, 2015 06:11AM |
Registered: 8 years ago Posts: 13 |
{kind=link}
{kind=link}
{kind=link}
{kind=link}
|
Re: Weak infill November 19, 2015 06:47AM |
Registered: 8 years ago Posts: 778 |
Well, either I talk a different language or you did not read the manual.
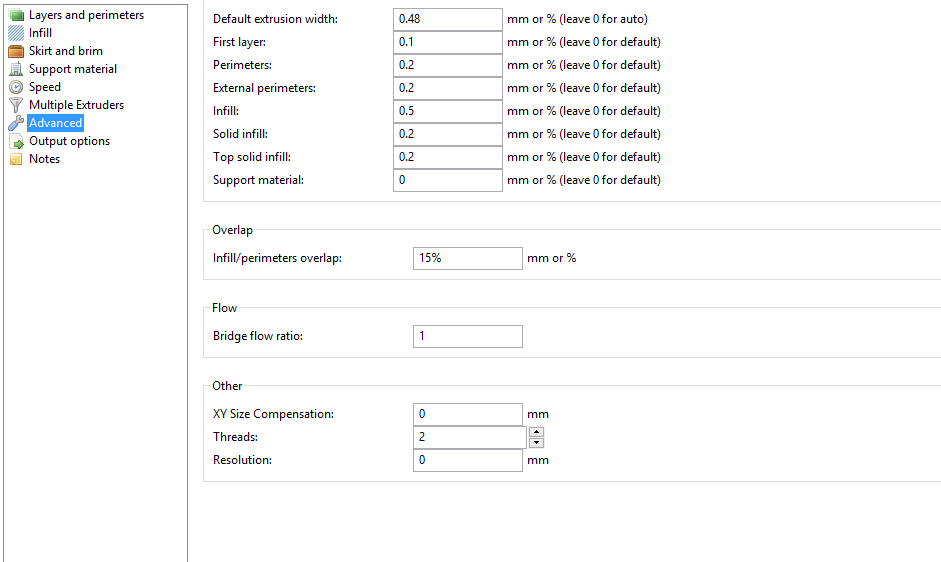
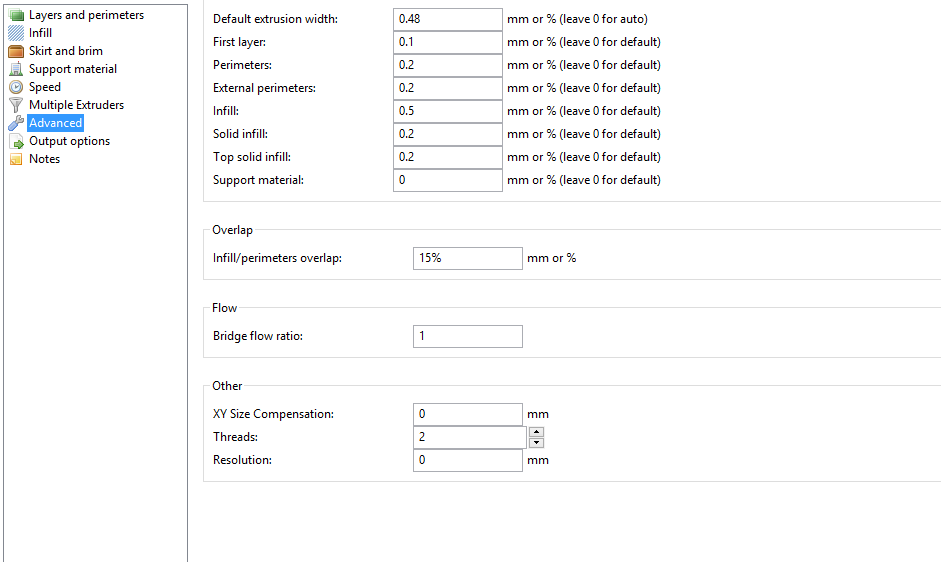
Check your screenshot!
You change the default extrusion width to 0.48mm but everything else you set to impossible values!
Setit all to the same or the default to 0.48 and the rest to zero - but DO NOT USE EXTRUSION WIDTH SETTINGS THAT ARE IMPOSSIBLE.
Check your screenshot!
You change the default extrusion width to 0.48mm but everything else you set to impossible values!
Setit all to the same or the default to 0.48 and the rest to zero - but DO NOT USE EXTRUSION WIDTH SETTINGS THAT ARE IMPOSSIBLE.
|
Re: Weak infill November 19, 2015 07:06AM |
Registered: 9 years ago Posts: 1,873 |
In the first settings picture it shows a (too low) perimeter value of 0.2mm, but the perimeters look to be roughly ok. That suggests that the printer had been mis-calibrated to compensate for the too low width setting. Once you start to put the width settings back to normal values the calibration issue will result in over extrusion. I'd recommend setting all of the extrusion settings to the same value (which has to be bigger than your nozzle diameter) and then recalibrating the e steps to get correct extrusion.
|
Re: Weak infill November 19, 2015 07:36AM |
Registered: 8 years ago Posts: 13 |
Ok, I didnt understand it at the first time, but now i changed all to the same.
And guess what? problem is not solved
My printer is calibrated and its very precise but i got problem with this perimeters dont know why
Please help!
And guess what? problem is not solved
My printer is calibrated and its very precise but i got problem with this perimeters dont know why
Please help!
{kind=link}
{kind=link}
{kind=link}
{kind=link}
|
Re: Weak infill November 19, 2015 08:02AM |
Registered: 11 years ago Posts: 5,780 |
You have to calibrate the extruder, not just the X, Y, and Z steps per mm. Inf act, the extruder should be calibrated BEFORE the X, Y , and Z are calibrated. When you calibrate the extruder, if you want good, predictable, repeatable results, you have to measure the filament diameter. That is done by measuring it in 20-30 places over at least a few meters and calculating the average value. Use that average value when you slice the calibration test object. I've been printing for 2+ years almost daily and have only recently had a filament spool where the average filament diameter was 1.75mm. Differences of a few 1/100th of a mm in filament diameter make a visible difference in print quality.
I like the calibration method here: [reprap.org]
Pay particular attention to the E steps fine tuning section.
You haven't posted it, but did you set the correct nozzle diameter in slic3r?
Ultra MegaMax Dominator 3D printer: [drmrehorst.blogspot.com]
I like the calibration method here: [reprap.org]
Pay particular attention to the E steps fine tuning section.
You haven't posted it, but did you set the correct nozzle diameter in slic3r?
Ultra MegaMax Dominator 3D printer: [drmrehorst.blogspot.com]
|
Re: Weak infill November 22, 2015 05:53AM |
Registered: 10 years ago Posts: 444 |
Sorry, only registered users may post in this forum.