lower layer hight = heavy underextrusion after ~2cm 
Posted by Arved
|
lower layer hight = heavy underextrusion after ~2cm April 11, 2016 07:23PM |
Registered: 8 years ago Posts: 26 |
Hi,
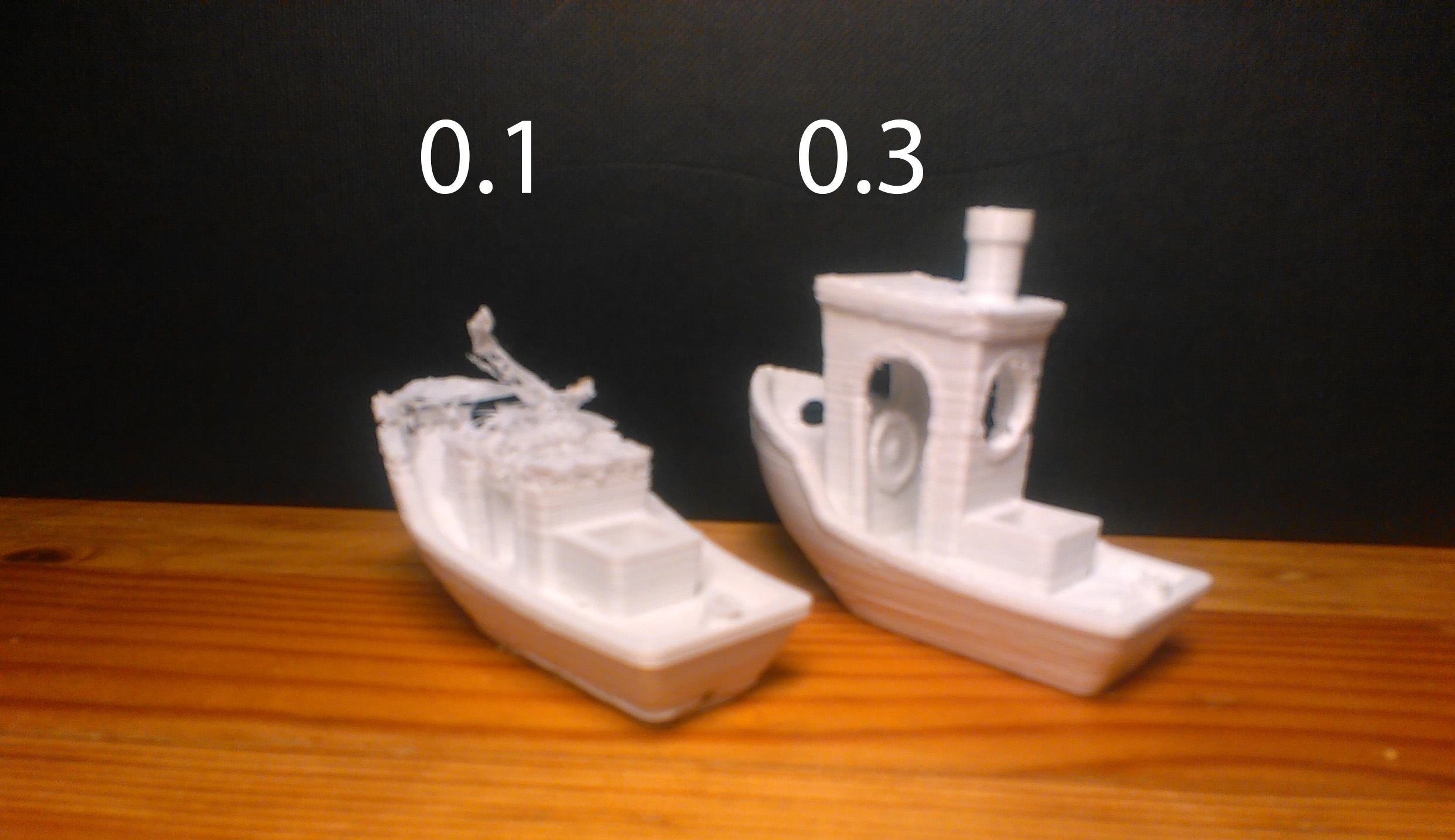
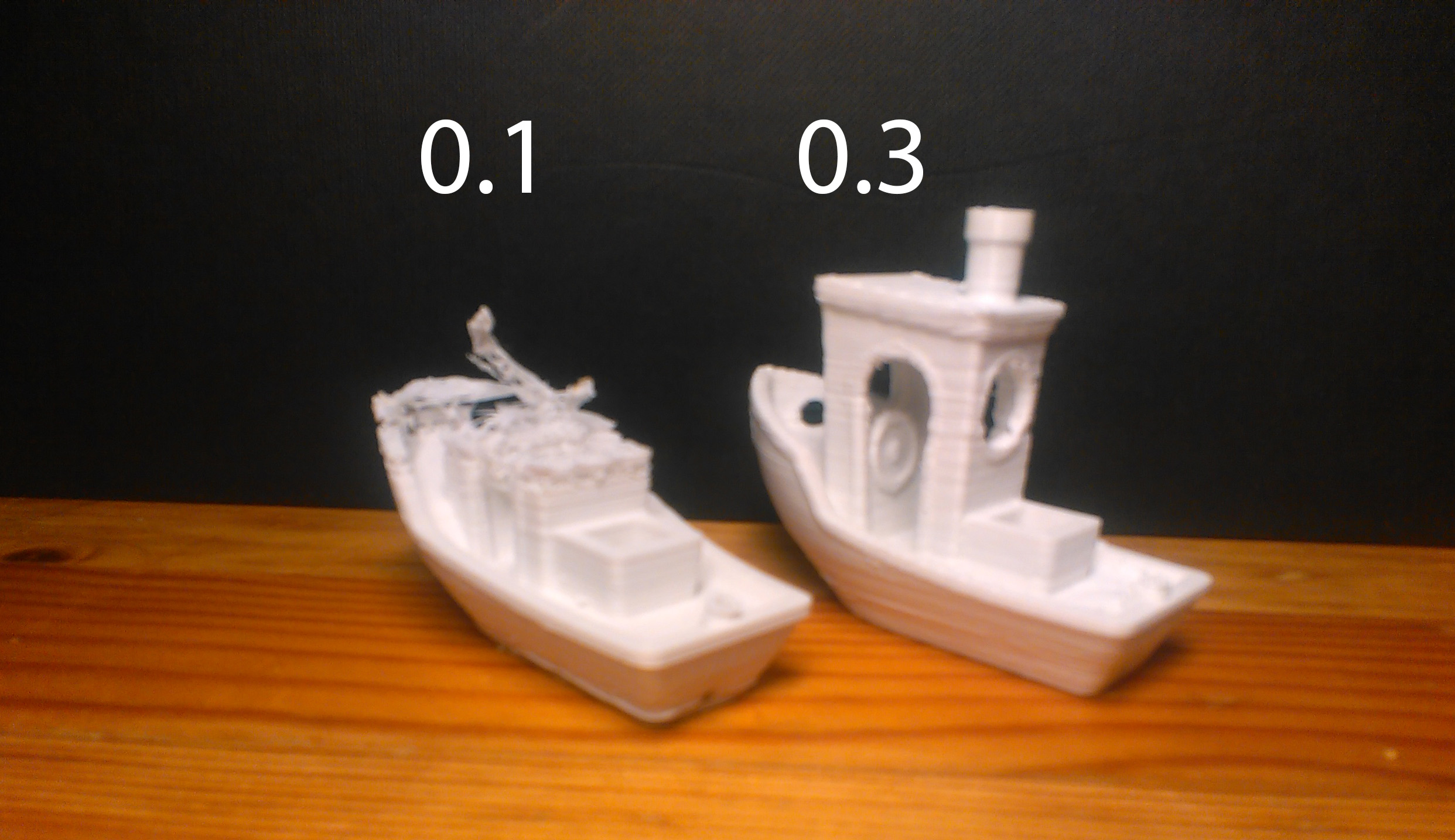
recently I found a strange thing happening on my Kossel XL. several Objects printed in 0.1 or 0.2 mm layer hight start having extreme underextrusion after some layers.
See 3Dbenchy attached. The settings for both are
Shell 1.05
Fill Density 20%
Temp 225
Bed 50
Flow 110%
Nozzle Size 0.35 [actually 0.4]
Print Speed 30
Travel Speed 100
Infill Speed 50
Outer shell speed 30
Inner shell speed 40
Retraction Speed 70
Ratraction Distance 4.5
The Fans were enabled after 1.5mm
I'm using a E3DV6 Hotend with a Bowden Extruder.
the only difference is layer hight. Other prints in 0.3mm printed fine, prints in 0.1 and 0.2 failed in a similar way.
Does anyone know what might be happening here? I would appreciate help!
Arved
recently I found a strange thing happening on my Kossel XL. several Objects printed in 0.1 or 0.2 mm layer hight start having extreme underextrusion after some layers.
See 3Dbenchy attached. The settings for both are
Shell 1.05
Fill Density 20%
Temp 225
Bed 50
Flow 110%
Nozzle Size 0.35 [actually 0.4]
Print Speed 30
Travel Speed 100
Infill Speed 50
Outer shell speed 30
Inner shell speed 40
Retraction Speed 70
Ratraction Distance 4.5
The Fans were enabled after 1.5mm
I'm using a E3DV6 Hotend with a Bowden Extruder.
the only difference is layer hight. Other prints in 0.3mm printed fine, prints in 0.1 and 0.2 failed in a similar way.
Does anyone know what might be happening here? I would appreciate help!
Arved
{kind=link}
{kind=link}
|
Re: lower layer hight = heavy underextrusion after ~2cm April 12, 2016 08:00AM |
Registered: 8 years ago Posts: 413 |
Hi.
Probably under extrudes all the time as there are issues with your 0.3 print at the same layers. At these layers the walls are very thin and poorly supported so the error is showing up more.
Why have you set the nozzle width to 0.35 if its 0.4mm? Then you have a flow multiplier of 110. I suggest you set the nozzle to 0.4 and flow at 100 and retry.
The nozzle width is used for print run spacing and calculating the flow. The flow is the product of the nozzle diameter and layer height so with the nozzle set at 0.35 the flow will be calculated as 0.35+ wide and 0.1 high, but your nozzle is 0.4 so you will actually get 0.4wide and less height than required. Trying to compensate with flow at 110 will only work at one layer height and still give a problem with print run spacing.
Probably under extrudes all the time as there are issues with your 0.3 print at the same layers. At these layers the walls are very thin and poorly supported so the error is showing up more.
Why have you set the nozzle width to 0.35 if its 0.4mm? Then you have a flow multiplier of 110. I suggest you set the nozzle to 0.4 and flow at 100 and retry.
The nozzle width is used for print run spacing and calculating the flow. The flow is the product of the nozzle diameter and layer height so with the nozzle set at 0.35 the flow will be calculated as 0.35+ wide and 0.1 high, but your nozzle is 0.4 so you will actually get 0.4wide and less height than required. Trying to compensate with flow at 110 will only work at one layer height and still give a problem with print run spacing.
|
Re: lower layer hight = heavy underextrusion after ~2cm April 13, 2016 06:56AM |
Registered: 8 years ago Posts: 26 |
Hi MCcarman, thanks for the reply.
Setting the Nozzle Size to 0.35 was actually recommended in the instructions video that came with the printer kit. Now I changed the Nozzle Size and the Flow rate to 0.4 and 100% and got the attached result [left side], which seems to be slightly better.
So I tried it with a Layer height of 0.1, and the result was horrible. I have no Idea what happened, I'm assuming underextrusion, too.
The right side values were
Shell 0,8
Fill Density 40%
Temp 210
Bed 50
Flow 100%
Nozzle Size 0.4
Print Speed 30
Travel Speed 100
Infill Speed 50
Outer shell speed 30
Inner shell speed 40
Retraction Speed 70
Ratraction Distance 4.5
The Fans were enabled after 1mm
After writing this, I realized I changed a lot of settings, gonna print a 0.1 mm one again, with the same settings as i the last post. gonna post an update then.
Setting the Nozzle Size to 0.35 was actually recommended in the instructions video that came with the printer kit. Now I changed the Nozzle Size and the Flow rate to 0.4 and 100% and got the attached result [left side], which seems to be slightly better.
So I tried it with a Layer height of 0.1, and the result was horrible. I have no Idea what happened, I'm assuming underextrusion, too.
The right side values were
Shell 0,8
Fill Density 40%
Temp 210
Bed 50
Flow 100%
Nozzle Size 0.4
Print Speed 30
Travel Speed 100
Infill Speed 50
Outer shell speed 30
Inner shell speed 40
Retraction Speed 70
Ratraction Distance 4.5
The Fans were enabled after 1mm
After writing this, I realized I changed a lot of settings, gonna print a 0.1 mm one again, with the same settings as i the last post. gonna post an update then.
{kind=link}
{kind=link}
|
Re: lower layer hight = heavy underextrusion after ~2cm April 13, 2016 08:05AM |
Registered: 8 years ago Posts: 413 |
I am not a Kossel man and I don't have your host program/slicer so some of the terms are not clear to me. Hopefully someone with knowledge will jump in.
I don't know what the shell parameter is but I see you changed it, and in one instance it has a decimal and the other a coma - I assume that was an error when you typed it in the forum. I assume its perimeter wall thickness.
if its wall thickness your first tries had 3 perimeters (3 x 0.35) but would actually print (3 x 0.4) 1.2mm and overlap as they are only spaced 0.35mm apart with a 0.4 nozzle.
The last prints would have only 2 perimeters (2 x 0.4).
Is this PLA or ABS. temperature seems high for PLA.
I believe you only need the extruder nozle fan for PLA
Seems the hull of the boat prints with small layer heights as it has infill. Then when there is no infill it goes to pot.
Can you post all your settings.
People have had issues arising from accel and jerk settings.
Have you calibrated the extruder - check if you extrude 100mm you actually move the filament 100mm. Have you measured the filament diameter.
Not sure why your 0.1 layer boat has bumps at the edges unless there is something weird with your perimeter/infill settings and overlap. Retraction of 4.5mm must be about 35mm of print run so could be worth checking these settings. Hence need all the setting.
I am surprised now one else has jumped in to help out.
I don't know what the shell parameter is but I see you changed it, and in one instance it has a decimal and the other a coma - I assume that was an error when you typed it in the forum. I assume its perimeter wall thickness.
if its wall thickness your first tries had 3 perimeters (3 x 0.35) but would actually print (3 x 0.4) 1.2mm and overlap as they are only spaced 0.35mm apart with a 0.4 nozzle.
The last prints would have only 2 perimeters (2 x 0.4).
Is this PLA or ABS. temperature seems high for PLA.
I believe you only need the extruder nozle fan for PLA
Seems the hull of the boat prints with small layer heights as it has infill. Then when there is no infill it goes to pot.
Can you post all your settings.
People have had issues arising from accel and jerk settings.
Have you calibrated the extruder - check if you extrude 100mm you actually move the filament 100mm. Have you measured the filament diameter.
Not sure why your 0.1 layer boat has bumps at the edges unless there is something weird with your perimeter/infill settings and overlap. Retraction of 4.5mm must be about 35mm of print run so could be worth checking these settings. Hence need all the setting.
I am surprised now one else has jumped in to help out.
|
Re: lower layer hight = heavy underextrusion after ~2cm April 14, 2016 05:20PM |
Registered: 13 years ago Posts: 632 |
Looks like there might be some grit working its way down into the nozzle. Partial intermittent blockage might do that. Pull the PLA out while the hot end is at 80 or 90 C and check the nozzle to make sure it's completely clear of debris.
Also might be PLA jamming in the hot end. There have been issues with all metal hot ends like the E3D when PLA is used with large retraction settings. PLA turns very gummy as it warms. One way to test for this is to wipe a very thin film of oil such as vegetable oil on the filament just before it enters the extruder. Some people reported that this helps with PLA jamming. And set your retraction distance as low as possible. Make sure your hotend fan is performing well. The bottom fin of the V6 heatsink should be cool to the touch when it is up to temperature and it should stay cool.
Also might be PLA jamming in the hot end. There have been issues with all metal hot ends like the E3D when PLA is used with large retraction settings. PLA turns very gummy as it warms. One way to test for this is to wipe a very thin film of oil such as vegetable oil on the filament just before it enters the extruder. Some people reported that this helps with PLA jamming. And set your retraction distance as low as possible. Make sure your hotend fan is performing well. The bottom fin of the V6 heatsink should be cool to the touch when it is up to temperature and it should stay cool.
|
Re: lower layer hight = heavy underextrusion after ~2cm April 15, 2016 07:25AM |
Registered: 8 years ago Posts: 413 |
Good thought Bry.
The issue is layer height dependant but low layer heights mean low feed rates but retraction is fixed. At the low layer heights the filament will have much longer to heat and then retract.
Im still not clear if this is PLA but if it was then the extruder is already very hot and you have a fairly high retraction. It might be worth trying some lower retract lengths.
The issue is layer height dependant but low layer heights mean low feed rates but retraction is fixed. At the low layer heights the filament will have much longer to heat and then retract.
Im still not clear if this is PLA but if it was then the extruder is already very hot and you have a fairly high retraction. It might be worth trying some lower retract lengths.
|
Re: lower layer hight = heavy underextrusion after ~2cm April 26, 2016 12:50PM |
Registered: 8 years ago Posts: 26 |
So, after days filled with other things, I now have at least time to answer. Thanks for your suggestions McCrman and bryanandaimee!
First, the Suggestions were right, this is just the way cura calls things. I print in PLA, gonna set the temperature and retraction lower.
I've actually never changed or even read the accel and jerk settings, do I set them in Marlin or in the slicer? Same goes for Extruder Calibration.
First, the Suggestions were right, this is just the way cura calls things. I print in PLA, gonna set the temperature and retraction lower.
I've actually never changed or even read the accel and jerk settings, do I set them in Marlin or in the slicer? Same goes for Extruder Calibration.
|
Re: lower layer hight = heavy underextrusion after ~2cm May 07, 2016 07:11PM |
Registered: 8 years ago Posts: 26 |
okay, so now I found the accel and jerk settings at standard, meaning accel 3000, vxy-jerk 20 and vz-jerk 20. i set those to 900, 13 and 15, which already made for better results. for a time.
then, the printer stopped extruding altogether, which made me completely clean the nozzle, which finally solved it.
now all I have to do is get rid of oozing, thanks guys!
then, the printer stopped extruding altogether, which made me completely clean the nozzle, which finally solved it.
now all I have to do is get rid of oozing, thanks guys!
{kind=link}
{kind=link}
|
Re: lower layer hight = heavy underextrusion after ~2cm May 08, 2016 12:26PM |
Registered: 11 years ago Posts: 973 |
if you printing with a 0.4 nozzle layer height rule of thumb no bigger then 80% nozzle size so 0.30 be better
Check my rubbish blog for my prusa i3
up and running
[3dimetech.blogspot.co.uk]
Check my rubbish blog for my prusa i3
up and running
[3dimetech.blogspot.co.uk]
Sorry, only registered users may post in this forum.