Bed Leveling Issue
Posted by ratuspro
|
Bed Leveling Issue March 04, 2017 10:54PM |
Registered: 8 years ago Posts: 8 |
Hello,
Last year I built a Prusa i3, the reworked version, and now I'm making some improvements.
I bought a E3D Lite6 and a Titan extruder and the printing quality improved a lot. Then, I bought a BL-Touch for the auto bed leveling because I was tired of manually leveling the heated bed every time.
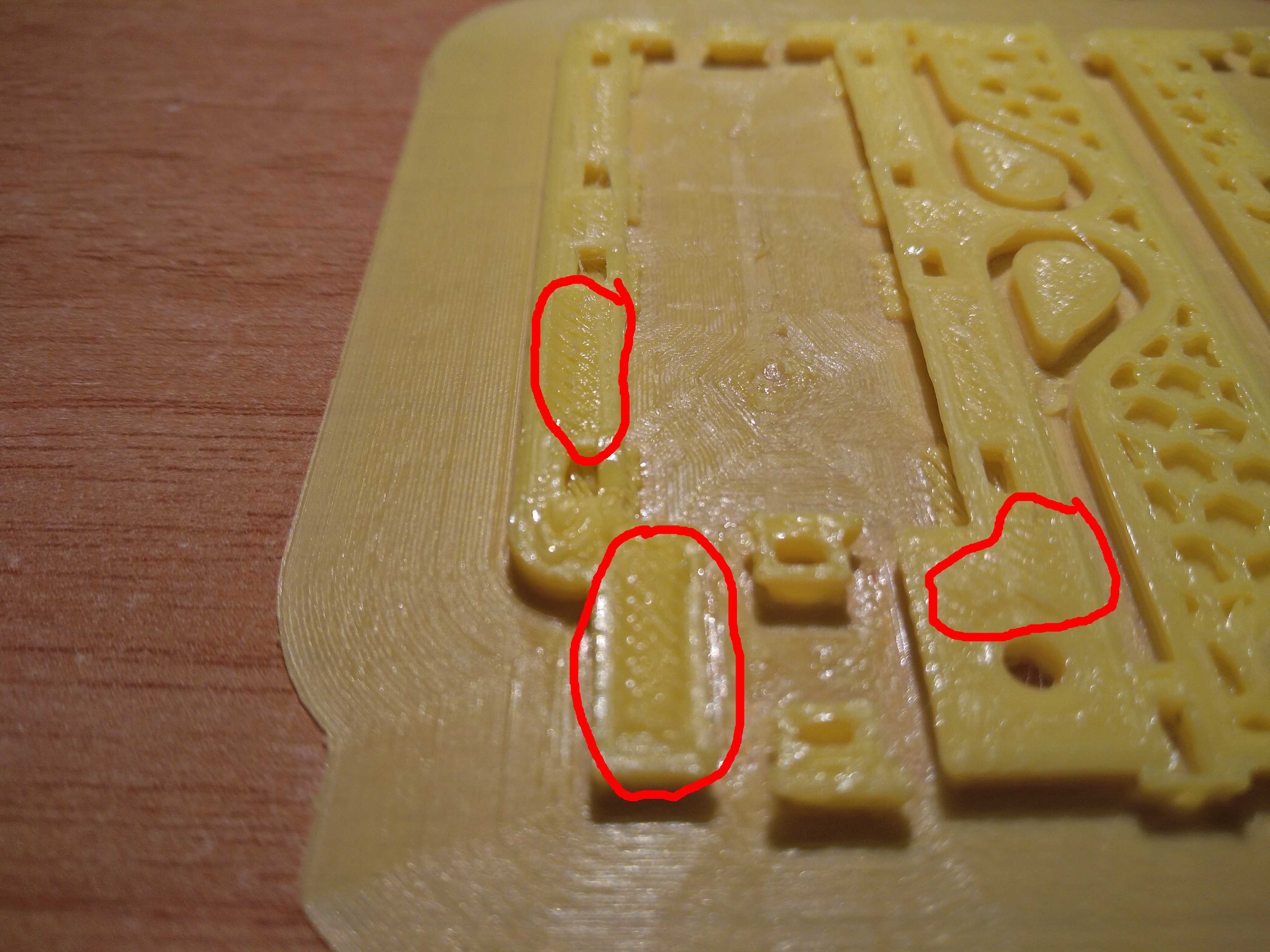
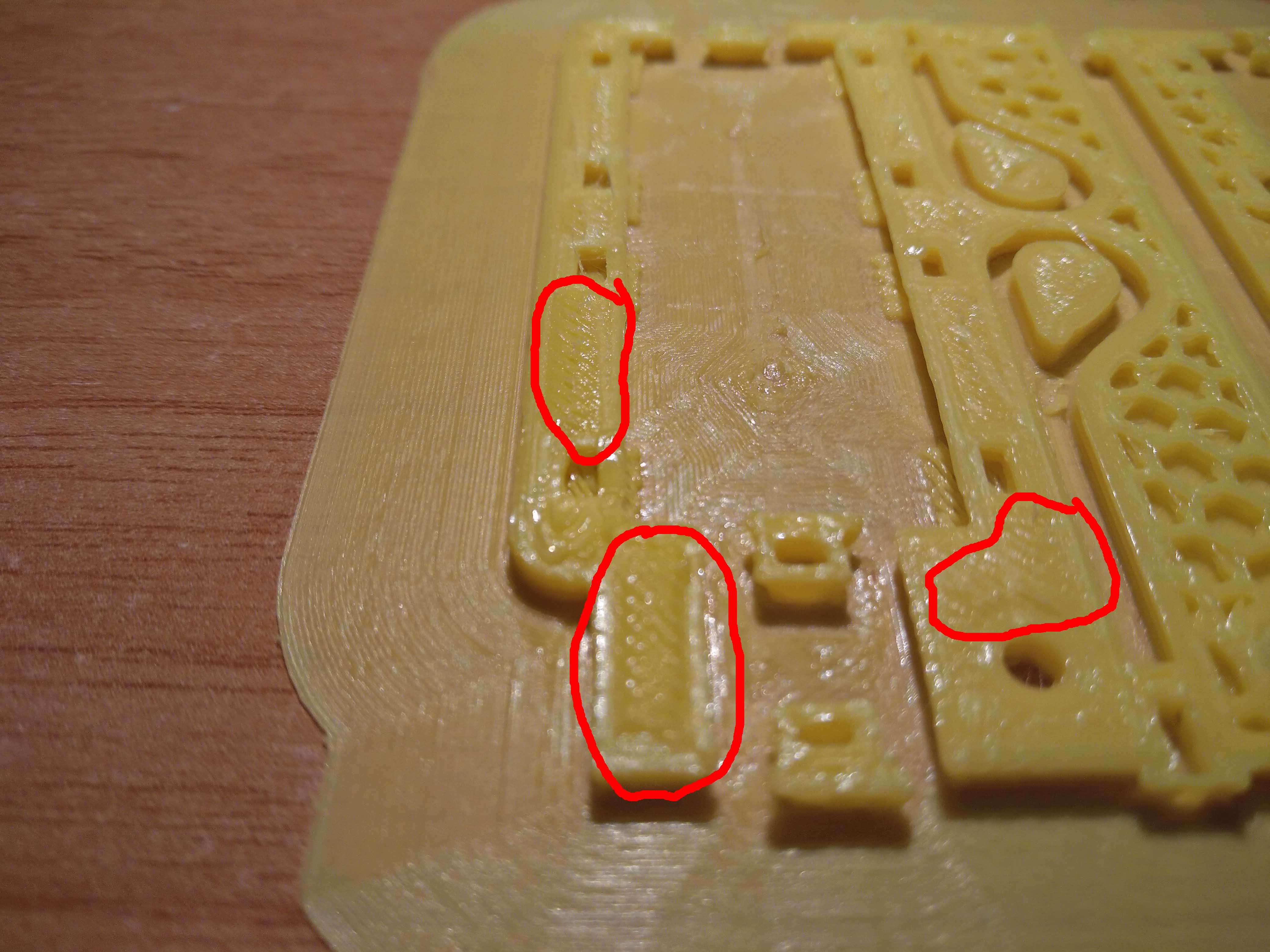
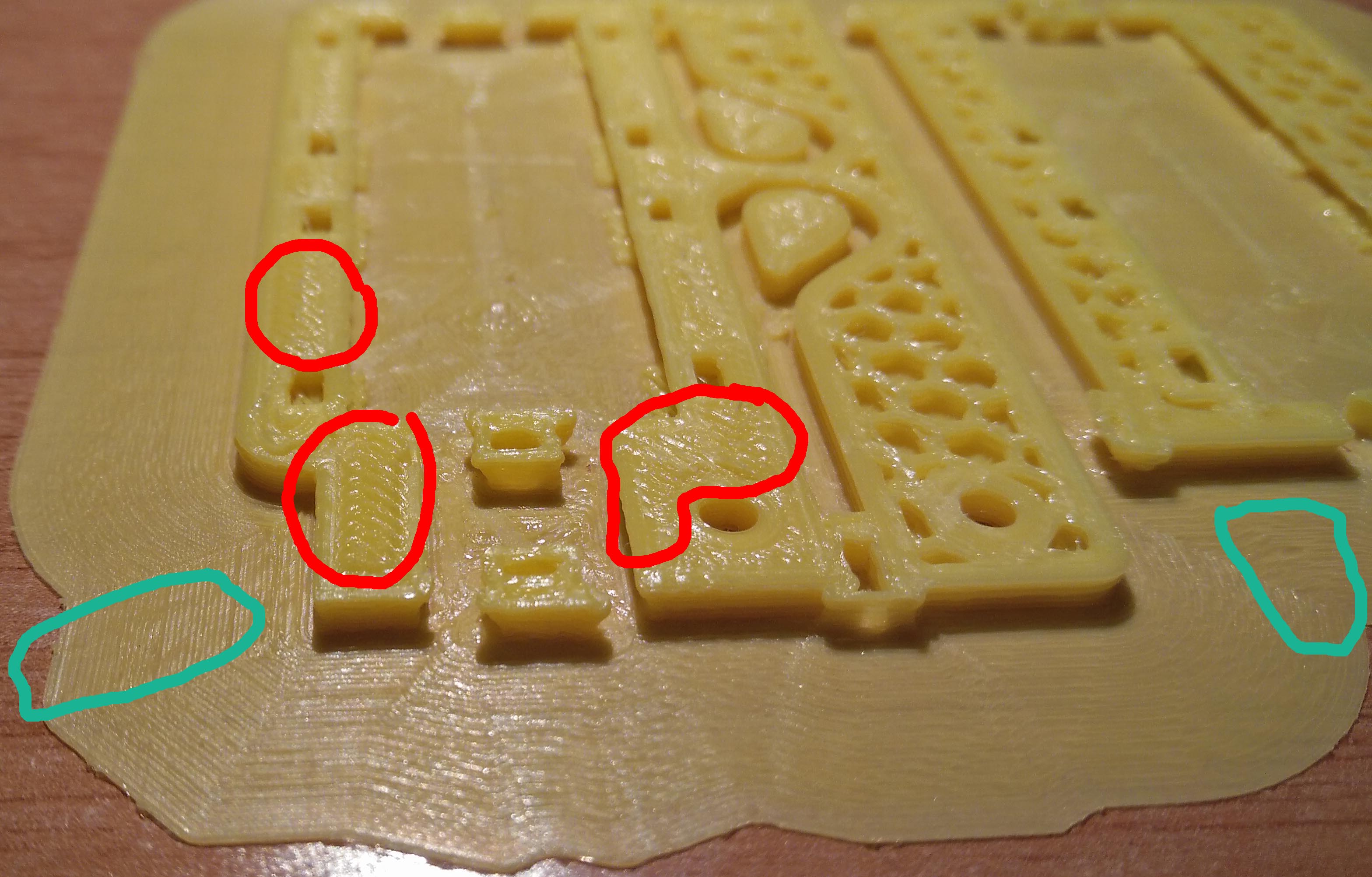
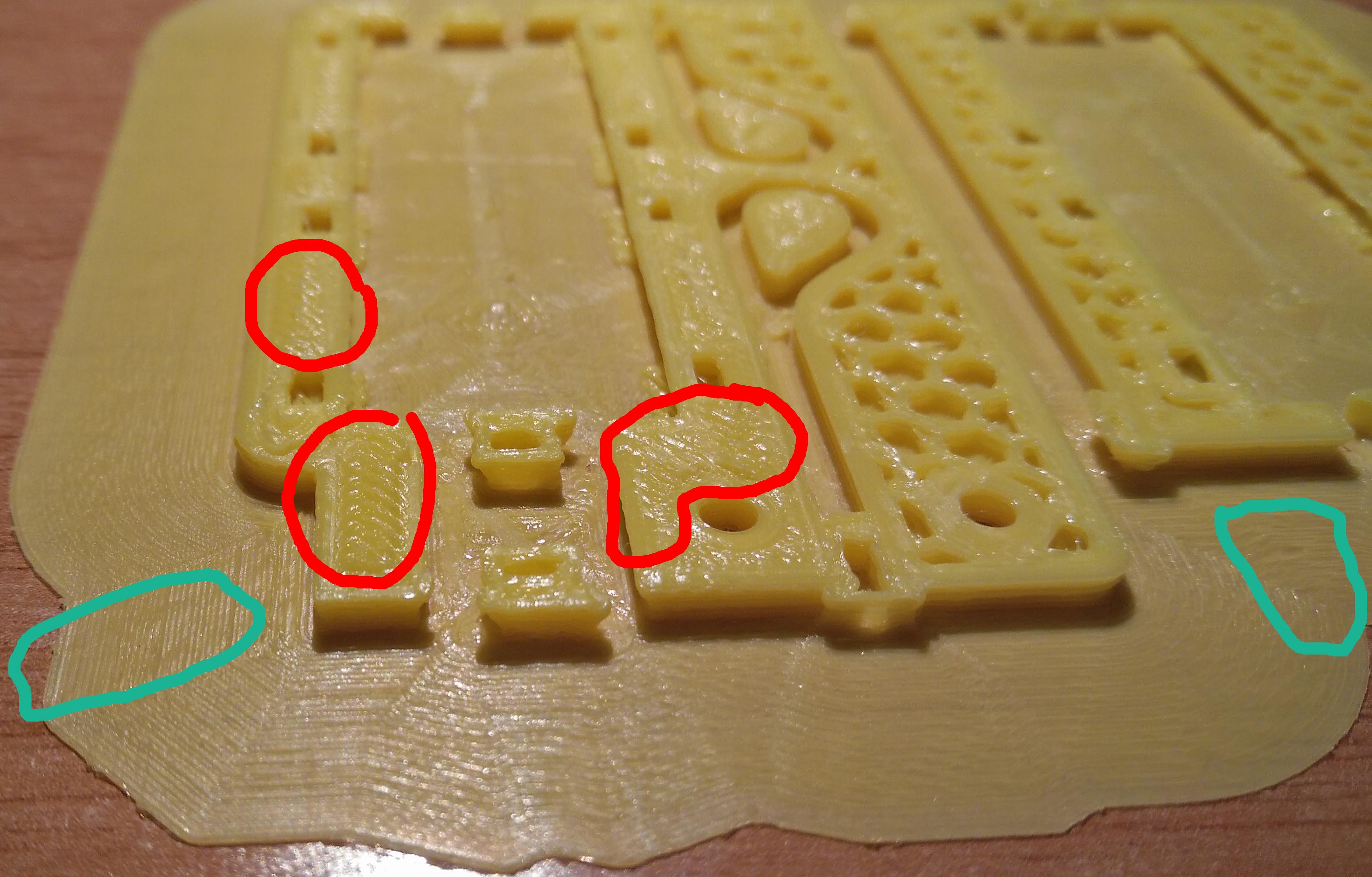
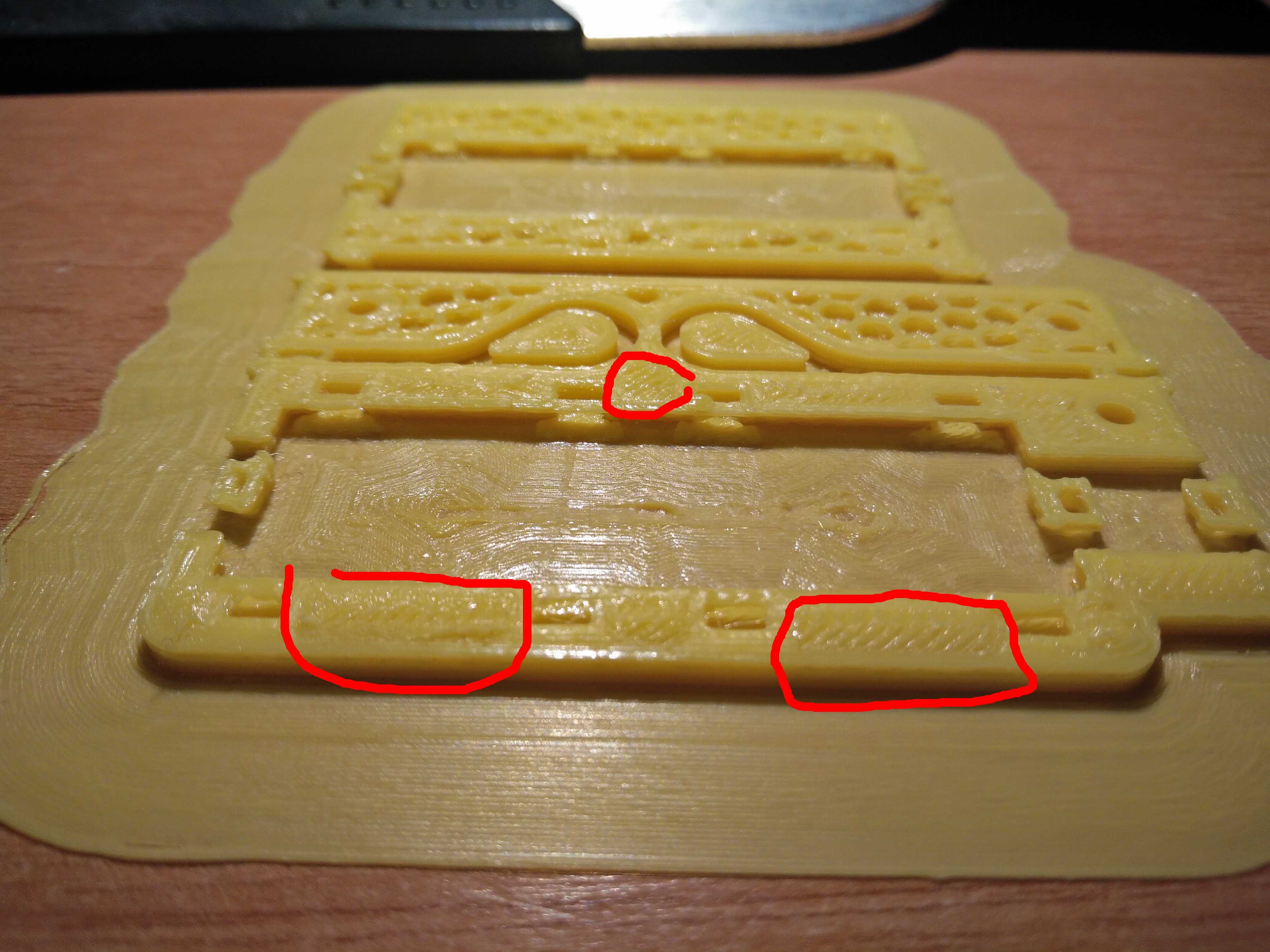
And then, some problems started to appear. After configuring the marlin firmware, the bed leveling seems to work for a section of the bed but the results are not very consistent. Half of the bed has perfect adhesion and the other is quite bad. I've attached some photos maybe you can see that one side of the print the brim is almost perfect while the other part is not as good. This is the first issue. (tagged in light green)
Another problem that I always had with my printer is related with over extruding. After the first 3/4 layers, the nozzle starts to bump on the previous layer and starts to dig the printed part (tagged in red). I guess this is related with over extruding but I don't know how to fix it. Should I decrease the extruding factor? Should I decrease the extruder steps? The perimeter/infill overlap value is too big? This might also be related with z-steps but I've already calibrated them several times...
Thanks a lot in advance, hope you can help me
Last year I built a Prusa i3, the reworked version, and now I'm making some improvements.
I bought a E3D Lite6 and a Titan extruder and the printing quality improved a lot. Then, I bought a BL-Touch for the auto bed leveling because I was tired of manually leveling the heated bed every time.
And then, some problems started to appear. After configuring the marlin firmware, the bed leveling seems to work for a section of the bed but the results are not very consistent. Half of the bed has perfect adhesion and the other is quite bad. I've attached some photos maybe you can see that one side of the print the brim is almost perfect while the other part is not as good. This is the first issue. (tagged in light green)
Another problem that I always had with my printer is related with over extruding. After the first 3/4 layers, the nozzle starts to bump on the previous layer and starts to dig the printed part (tagged in red). I guess this is related with over extruding but I don't know how to fix it. Should I decrease the extruding factor? Should I decrease the extruder steps? The perimeter/infill overlap value is too big? This might also be related with z-steps but I've already calibrated them several times...
Thanks a lot in advance, hope you can help me
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
|
Re: Bed Leveling Issue March 05, 2017 02:22AM |
Registered: 7 years ago Posts: 15 |
Bed levelling is something that should be done only when needed and not every print, I went a year without levelling my bed, but when I need to level my bed I use a metric feeler gauge or a piece of paper and adjust the bed or end stop or both until I get a distance of about the thickness of a sheet of paper between the heatbed and nozzle at all corners of the bed and in the middle, and you could go a little higher as long as the filament sticks to the bed.
If you are having to manually level the heatbed a lot something is wrong, you could try stiffer springs, or tightening the spring down more, or maybe something like a spring cup like this part:
[www.thingiverse.com]
If your 3D printer is very sturdy, like if its based on aluminium extrusion of some sort, you may be able to do away with springs all together and just use washers or spacers.
As far as over extruding, then you need to calibrate your extruder, just google "calibrate extruder" , for my 3D printer I needed to install software to manually control my extruder, so I installed "Repetier-Host" and removed my hotend so that I could extrude and retract filament without wasting it, I then extruded 100mm and measured how much it really extruded and changed the numbers in my firmware accordingly, I copied this from my notes:
I am bad with math so I try to simplify it, and that what you see in my notes, I keep notes on the changes that I make so that later I can see how and why the changes were made should I ever need to do them again, its easier than hours of Google searching.
-----------------------------------------------------------------------------------------------------
3D Printer = ORD bot ---- [reprap.org]
Controller = Re-ARM with RAMPS ---- [panucattdevices.freshdesk.com]
LCD = RepRapDiscount Full Graphic Smart Controller ---- [reprap.org]
Stepper Drivers = DRV8825 ---- [reprap.org]
Stepper Motors = KL17H248-15-4A ---- [www.automationtechnologiesinc.com]
Extruder = Bowden type 00str00der ---- [reprap.org]
HotEnd = E3D v6 ---- [wiki.e3d-online.com]
Nozzle and Block = E3D v6 Volcano with 0.6mm nozzle ---- [wiki.e3d-online.com]
Heatbed = MK2b PCB Heatbed ---- [reprap.org]
Heatbed Insulation = 1/4-Inch thick cork tile ---- [www.quartet.com]
Heatbed Insulation Adhesive = Silicone RTV 6500 ---- [www.silco-inc.com]
Print Surface = Gizmo Dorks PEI Sheet ---- [gizmodorks.com]
Print Surface Adhesive = Gizmo Dorks 3M 468MP Sheets 8" x 8" ---- [gizmodorks.com]
-----------------------------------------------------------------------------------------------------
If you are having to manually level the heatbed a lot something is wrong, you could try stiffer springs, or tightening the spring down more, or maybe something like a spring cup like this part:
[www.thingiverse.com]
If your 3D printer is very sturdy, like if its based on aluminium extrusion of some sort, you may be able to do away with springs all together and just use washers or spacers.
As far as over extruding, then you need to calibrate your extruder, just google "calibrate extruder" , for my 3D printer I needed to install software to manually control my extruder, so I installed "Repetier-Host" and removed my hotend so that I could extrude and retract filament without wasting it, I then extruded 100mm and measured how much it really extruded and changed the numbers in my firmware accordingly, I copied this from my notes:
Quote
I sent the command " G1 E100 F150 " to extrude 100mm of filliment and extruded 104.4mm
My steps per mm is set to 843.
Steps Per mm x (100mm of filament / amount of filament extruded)
843 x (100 / 104.4) =
100 / 104.4 = 0.9578544061302682
843 x 0.9578544061302682 = 807.4712643678161
I am bad with math so I try to simplify it, and that what you see in my notes, I keep notes on the changes that I make so that later I can see how and why the changes were made should I ever need to do them again, its easier than hours of Google searching.
-----------------------------------------------------------------------------------------------------
3D Printer = ORD bot ---- [reprap.org]
Controller = Re-ARM with RAMPS ---- [panucattdevices.freshdesk.com]
LCD = RepRapDiscount Full Graphic Smart Controller ---- [reprap.org]
Stepper Drivers = DRV8825 ---- [reprap.org]
Stepper Motors = KL17H248-15-4A ---- [www.automationtechnologiesinc.com]
Extruder = Bowden type 00str00der ---- [reprap.org]
HotEnd = E3D v6 ---- [wiki.e3d-online.com]
Nozzle and Block = E3D v6 Volcano with 0.6mm nozzle ---- [wiki.e3d-online.com]
Heatbed = MK2b PCB Heatbed ---- [reprap.org]
Heatbed Insulation = 1/4-Inch thick cork tile ---- [www.quartet.com]
Heatbed Insulation Adhesive = Silicone RTV 6500 ---- [www.silco-inc.com]
Print Surface = Gizmo Dorks PEI Sheet ---- [gizmodorks.com]
Print Surface Adhesive = Gizmo Dorks 3M 468MP Sheets 8" x 8" ---- [gizmodorks.com]
-----------------------------------------------------------------------------------------------------
|
Re: Bed Leveling Issue March 05, 2017 08:11AM |
Registered: 8 years ago Posts: 8 |
Thanks for the fast reply @will1384. Your answer was very informative and detailed, however, I've already tried both of your suggestions. I think that you might not understand the issue properly, maybe I wasn't very clear.
Regarding the bed leveling, I'm using a probe - BL-Touch - to do some auto bed leveling (ABL). After issuing the G28 to home and G29 to ABL, seems like the firmware doesn't compensate properly the bed's tilt during the printing. I don't know if I'm missing something or not but, usually, the printed part is way better on side of the bed than in the other.
Regarding the over extruding, I've already calibrated the extruder steps like 5 times and when I ask for 100 mm extruded it exactly extrudes 100mm. During the print, I can see this problem because the nozzle hits the previous layers, but I can't find a lot of info online to solve this issue.
Thanks again for your answer @will1384!
Regarding the bed leveling, I'm using a probe - BL-Touch - to do some auto bed leveling (ABL). After issuing the G28 to home and G29 to ABL, seems like the firmware doesn't compensate properly the bed's tilt during the printing. I don't know if I'm missing something or not but, usually, the printed part is way better on side of the bed than in the other.
Regarding the over extruding, I've already calibrated the extruder steps like 5 times and when I ask for 100 mm extruded it exactly extrudes 100mm. During the print, I can see this problem because the nozzle hits the previous layers, but I can't find a lot of info online to solve this issue.
Thanks again for your answer @will1384!
|
Re: Bed Leveling Issue March 05, 2017 08:51AM |
Registered: 7 years ago Posts: 759 |
|
Re: Bed Leveling Issue March 05, 2017 09:33AM |
Registered: 8 years ago Posts: 8 |
Quote
obewan
Quote
After the first 3/4 layers, the nozzle starts to bump on the previous layer
This could allso be incorrect setting of Zsteps/mm. tell the printer to move Z by 100mm and measure that it does actually move 100.
I've calibrated it several times and z-steps are well configured.
|
Re: Bed Leveling Issue March 05, 2017 05:00PM |
Registered: 7 years ago Posts: 15 |
Something I have run into on 3D printers is multiple small problems working together to mess up your prints, just recently my prints were suddenly real bad and my 3D printer was having problems.
Here is how that happened:
I use a belt driven extruder that has a set number teeth on all the gears and belt, the hobbed bolt diameter is known as well as the drive gear so the math should give a working number, but it did not and I was over extruding.
Another problem I had was my bed was not level, one side of my bed was always slightly higher than the other, I was able to fix that by using shims or washers, and lately springs, but sometimes the problem would pop up again.
And after I moved my 3D printer I was having interference problems causing my prints to just suddenly stop.
And at that same time I had decided to switch to PETG, that everyone was saying was as easy to use as PLA, but its not.
The extruder problem was just parts wearing out over time, the bed problem was three things, one was the bearings in the pulleys were going bad, two was the aluminium extrusion rail was not attached correctly and was slightly tilted raising the bed on one side, three was that the pulleys were not adjusted correctly and were a little lose, and when I moved the 3D printer to another location I made some changes to the wiring, I used better wire and cleaned up how the wires were routed but this caused electrical interference problems.
I was printing with PLA before, and I guess it was very forgiving of the over extruding, when I moved the 3D printer to another location that aggravated the bed problem, and because I did some rewiring I suddenly had electrical interference problems, but in my mind the problems were out of the blue.
If your nozzle is dragging you might need to level your bed, if you need to level your bed a lot then you have a mechanical problem that needs to be fixed, the BL-Touch wont help if your bed is lose or you have a mechanical problem like a bad bearing or lose wheel or something.
Something that helped me when PETG was giving me headaches was a setting called "Z-hop" in Cura and I think in Slic3r its called "Lift Z", I have Z-hop set to 0.2mm in Cura, the setting is hidden in the "expert setting" and I think its only raising the Z axis on retractions but it seemed to help stop dragging of the nozzle.
-----------------------------------------------------------------------------------------------------
3D Printer = ORD bot ---- [reprap.org]
Controller = Re-ARM with RAMPS ---- [panucattdevices.freshdesk.com]
LCD = RepRapDiscount Full Graphic Smart Controller ---- [reprap.org]
Stepper Drivers = DRV8825 ---- [reprap.org]
Stepper Motors = KL17H248-15-4A ---- [www.automationtechnologiesinc.com]
Extruder = Bowden type 00str00der ---- [reprap.org]
HotEnd = E3D v6 ---- [wiki.e3d-online.com]
Nozzle and Block = E3D v6 Volcano with 0.6mm nozzle ---- [wiki.e3d-online.com]
Heatbed = MK2b PCB Heatbed ---- [reprap.org]
Heatbed Insulation = 1/4-Inch thick cork tile ---- [www.quartet.com]
Heatbed Insulation Adhesive = Silicone RTV 6500 ---- [www.silco-inc.com]
Print Surface = Gizmo Dorks PEI Sheet ---- [gizmodorks.com]
Print Surface Adhesive = Gizmo Dorks 3M 468MP Sheets 8" x 8" ---- [gizmodorks.com]
-----------------------------------------------------------------------------------------------------
Here is how that happened:
I use a belt driven extruder that has a set number teeth on all the gears and belt, the hobbed bolt diameter is known as well as the drive gear so the math should give a working number, but it did not and I was over extruding.
Another problem I had was my bed was not level, one side of my bed was always slightly higher than the other, I was able to fix that by using shims or washers, and lately springs, but sometimes the problem would pop up again.
And after I moved my 3D printer I was having interference problems causing my prints to just suddenly stop.
And at that same time I had decided to switch to PETG, that everyone was saying was as easy to use as PLA, but its not.
The extruder problem was just parts wearing out over time, the bed problem was three things, one was the bearings in the pulleys were going bad, two was the aluminium extrusion rail was not attached correctly and was slightly tilted raising the bed on one side, three was that the pulleys were not adjusted correctly and were a little lose, and when I moved the 3D printer to another location I made some changes to the wiring, I used better wire and cleaned up how the wires were routed but this caused electrical interference problems.
I was printing with PLA before, and I guess it was very forgiving of the over extruding, when I moved the 3D printer to another location that aggravated the bed problem, and because I did some rewiring I suddenly had electrical interference problems, but in my mind the problems were out of the blue.
If your nozzle is dragging you might need to level your bed, if you need to level your bed a lot then you have a mechanical problem that needs to be fixed, the BL-Touch wont help if your bed is lose or you have a mechanical problem like a bad bearing or lose wheel or something.
Something that helped me when PETG was giving me headaches was a setting called "Z-hop" in Cura and I think in Slic3r its called "Lift Z", I have Z-hop set to 0.2mm in Cura, the setting is hidden in the "expert setting" and I think its only raising the Z axis on retractions but it seemed to help stop dragging of the nozzle.
-----------------------------------------------------------------------------------------------------
3D Printer = ORD bot ---- [reprap.org]
Controller = Re-ARM with RAMPS ---- [panucattdevices.freshdesk.com]
LCD = RepRapDiscount Full Graphic Smart Controller ---- [reprap.org]
Stepper Drivers = DRV8825 ---- [reprap.org]
Stepper Motors = KL17H248-15-4A ---- [www.automationtechnologiesinc.com]
Extruder = Bowden type 00str00der ---- [reprap.org]
HotEnd = E3D v6 ---- [wiki.e3d-online.com]
Nozzle and Block = E3D v6 Volcano with 0.6mm nozzle ---- [wiki.e3d-online.com]
Heatbed = MK2b PCB Heatbed ---- [reprap.org]
Heatbed Insulation = 1/4-Inch thick cork tile ---- [www.quartet.com]
Heatbed Insulation Adhesive = Silicone RTV 6500 ---- [www.silco-inc.com]
Print Surface = Gizmo Dorks PEI Sheet ---- [gizmodorks.com]
Print Surface Adhesive = Gizmo Dorks 3M 468MP Sheets 8" x 8" ---- [gizmodorks.com]
-----------------------------------------------------------------------------------------------------
|
Re: Bed Leveling Issue March 06, 2017 06:29PM |
Registered: 10 years ago Posts: 1,401 |
Best advise that I can give you is to buy a dial gauge, print an adapter and set it up on your printer X carriage, bring it down and measure your whole bed in X and Y axis, get them close to zero as possible and then heat your bed to printing temperature and run it again, if your bed is bowing as it heats up the ABL won't fix that and you will see those issues until you fix it with either a 3 point leveling or a stiffer Y carriage and bed.
Regarding the over extrusion, first you need to be sure your E steps are correct and then play with extrusion multiplier some ABS filaments print better at 0.9 while PLA print best at 1.0.
Edited 1 time(s). Last edit at 03/06/2017 06:30PM by ggherbaz.
Regarding the over extrusion, first you need to be sure your E steps are correct and then play with extrusion multiplier some ABS filaments print better at 0.9 while PLA print best at 1.0.
Edited 1 time(s). Last edit at 03/06/2017 06:30PM by ggherbaz.
|
Re: Bed Leveling Issue March 06, 2017 08:24PM |
Registered: 7 years ago Posts: 8 |
|
Re: Bed Leveling Issue March 06, 2017 08:31PM |
Registered: 8 years ago Posts: 8 |
|
Re: Bed Leveling Issue March 07, 2017 08:02AM |
Registered: 10 years ago Posts: 1,401 |
|
Re: Bed Leveling Issue March 07, 2017 08:45AM |
Registered: 8 years ago Posts: 8 |
I'm using a glass bed, so I'm not really sure if it can warp or not. Also, I didn't found anything related with "The digital dentist" printer.  Nonetheless, I'm going to give a try to the dial gauge, seems like I can clarify some doubts easily.
Nonetheless, I'm going to give a try to the dial gauge, seems like I can clarify some doubts easily.
I'm using some paper clamps to hold the glass to the heated bed. I've found out that a lot of people use some sort of adhesion tape. Would you recommend this? If so, which one should I buy?
Nonetheless, I'm going to give a try to the dial gauge, seems like I can clarify some doubts easily. I'm using some paper clamps to hold the glass to the heated bed. I've found out that a lot of people use some sort of adhesion tape. Would you recommend this? If so, which one should I buy?
|
Re: Bed Leveling Issue March 07, 2017 10:38PM |
Registered: 7 years ago Posts: 8 |
|
Re: Bed Leveling Issue March 10, 2017 02:33PM |
Registered: 10 years ago Posts: 1,401 |
Some use kapton tape, others use painters tape, but I have never used them I use elmers glue sticks either purple or the Xtreme. With ABS I either wait till cools down and pops by itself or do a cold bath, with PLA I wait till cool and pray the part.
I also use glass over aluminum plate and as you I hold the glass with clamps.
I also use glass over aluminum plate and as you I hold the glass with clamps.
|
Re: Bed Leveling Issue March 10, 2017 03:30PM |
Registered: 11 years ago Posts: 5,780 |
Quote
ggherbaz
Look at "The digital dentist" printer and see how he set his print bed.
He used 3 supports instead of 4 for the bed allowing for thermal expansion of the aluminum plate without much warping or bowing of the bed.
The bed doesn't bow because it is 1/4" thick cast aluminum and it's on 3 point leveling.
Thin aluminum on 4 leveling screws causes the aluminum to bend. If it isn't flat, how can it be made level? Then you clamp glass to it to try to flatten it. When the aluminum touches the glass, the glass gets warm, where it doesn't you get cool spots. Congratulations! You've just traded even-heating, but unflat/unlevel surface, for uneven heating, slightly flatter, sort of level surface that can break and cut you or put little shards of glass in your printer's bearings. Either one can be difficult to print on without hairspray, glue, ABS juice or other slop.
Use actually flat, rigid, cast aluminum tooling plate (not cheap sheet aluminum), put it on 3 leveling screws that will level it without bending it or the support structure, heat it adequately (>0.4 W/cm^2), and add a thin layer of kapton or PEI and you'll have very few premature print release problems.
See: [www.instructables.com]
Ultra MegaMax Dominator 3D printer: [drmrehorst.blogspot.com]
|
Re: Bed Leveling Issue March 10, 2017 07:43PM |
Registered: 10 years ago Posts: 1,401 |
Thanks dentist.
I don't like tapes as they rip easily and I don't want to damage my tooling plate, I use a 110 v heating pad and have enough power to heat up my plate and glass in short time. I haven't test for heat distribution but certainly I haven't have any print failures with this setting in over a year, I also have an enclosed chamber that helps a lot too.
I don't like tapes as they rip easily and I don't want to damage my tooling plate, I use a 110 v heating pad and have enough power to heat up my plate and glass in short time. I haven't test for heat distribution but certainly I haven't have any print failures with this setting in over a year, I also have an enclosed chamber that helps a lot too.
Sorry, only registered users may post in this forum.