Brand new hot end, same problems
Posted by rich1051414
|
Brand new hot end, same problems June 14, 2017 11:55AM |
Registered: 7 years ago Posts: 23 |
I have had a reoccurring issue that has plagued me ever since I got into 3d printing, and I really do not know what it is. Eventually, my printer will start stripping filament halfway through a print, but I cannot figure out why. It even did it on the first print of a brand new authentic e3d v6 hotend. I have eliminated all possible culprits except for one, the feeder assembly. It uses a grooved bearing and a 40 tooth feeder gear, and I am starting to this this setup is causing my problems.
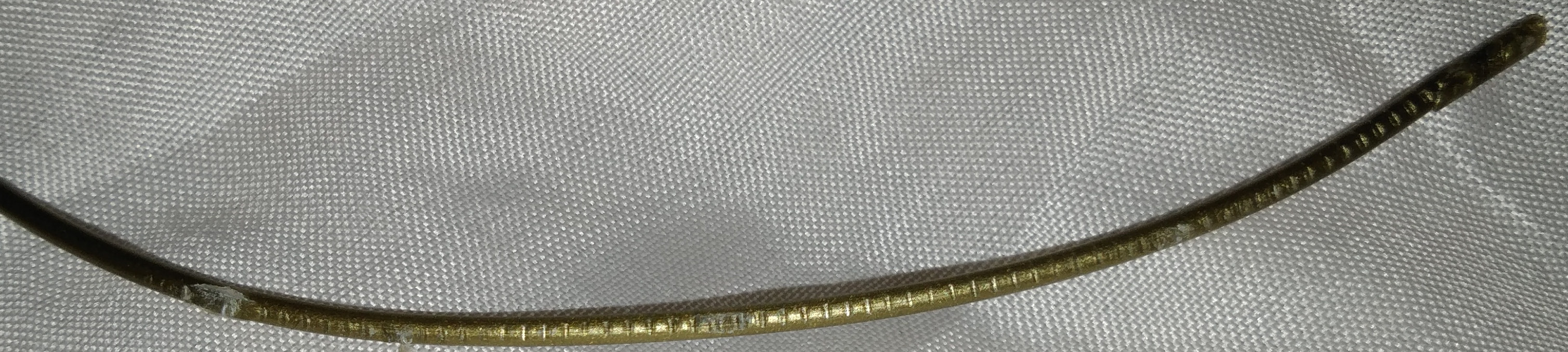
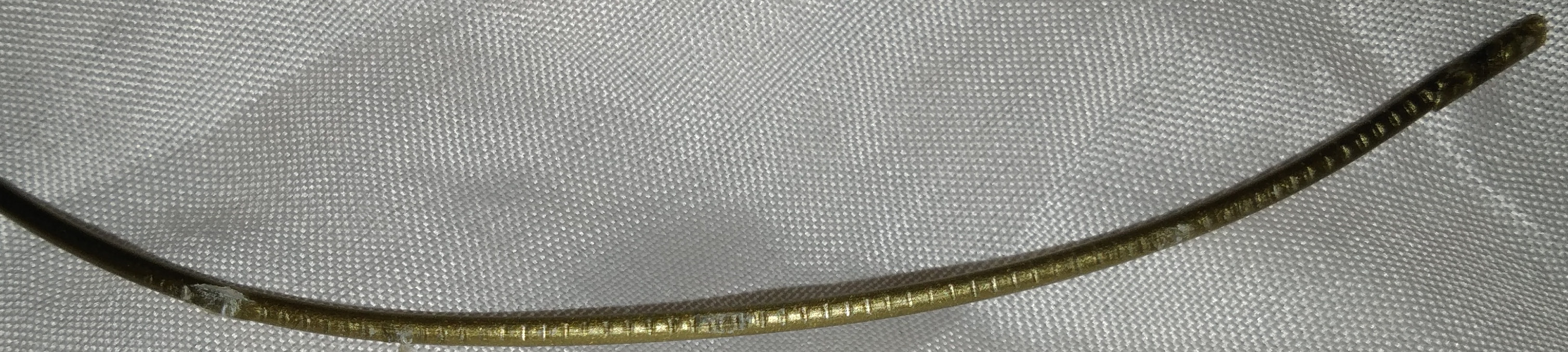
Here is a macro shot of the stripped filament removed after the failed print:
Edited 1 time(s). Last edit at 06/14/2017 12:08PM by rich1051414.
Here is a macro shot of the stripped filament removed after the failed print:
Edited 1 time(s). Last edit at 06/14/2017 12:08PM by rich1051414.
|
Re: Brand new hot end, same problems June 14, 2017 12:21PM |
Registered: 11 years ago Posts: 5,780 |
The extruder moves the filament by having the teeth of the drive gear bite into the filament. If the teeth don't bite deeply, and there is some resistance to moving the filament in the hot-end, the teeth of the drive gear scrape the surface of the filament and chew a divot into it. If the teeth bite deeply, they don't scrape the surface of the filament, they just push it. If the resistance to motion is too great, due a physically blocked nozzle, for example, the extruder motor will start to skip. The depth of bite is controlled by the pinch roller that presses the filament against the drive gear. If the extruder is chewing divots into the filament, the solution is to increase the pressure on the pinch roller. It should be very high, almost to the point of crushing the filament. You want to ensure that the motor skips without chewing up the filament.
Why the filament resists the extruder's push is a completely different matter. If there is some heat creep or excessively long retraction, things may get sticky inside the throat or heat-break of the hot end. For direct extruders, retraction of 1-2 mm is usually sufficient. More than that risks pulling soft filament up into the heat-break.
True nozzle blockages are pretty rare. Most of the extruder jams people complain about occur because they leave the pinch roller pressure too light so the extruder chews a divot into the filament. If you still have jams after you fix the pinch roller pressure problem, maybe the motor has insufficient torque to push the soft filament back down the tube. Geared extruders suffer many fewer jams that ungeared extruders because the gears multiply the torque available to push the filament.
Ultra MegaMax Dominator 3D printer: [drmrehorst.blogspot.com]
Why the filament resists the extruder's push is a completely different matter. If there is some heat creep or excessively long retraction, things may get sticky inside the throat or heat-break of the hot end. For direct extruders, retraction of 1-2 mm is usually sufficient. More than that risks pulling soft filament up into the heat-break.
True nozzle blockages are pretty rare. Most of the extruder jams people complain about occur because they leave the pinch roller pressure too light so the extruder chews a divot into the filament. If you still have jams after you fix the pinch roller pressure problem, maybe the motor has insufficient torque to push the soft filament back down the tube. Geared extruders suffer many fewer jams that ungeared extruders because the gears multiply the torque available to push the filament.
Ultra MegaMax Dominator 3D printer: [drmrehorst.blogspot.com]
|
Re: Brand new hot end, same problems June 14, 2017 02:50PM |
Registered: 7 years ago Posts: 23 |
I provided a picture showing the teeth of the gear is biting into the filament. Also, it is a brand new extruder, so its not jamming. I will check my retraction to see if that is a problem, but as far as the pinch roller pressure, I think that is sufficient given how much the gear is biting into the filament.
|
Re: Brand new hot end, same problems June 14, 2017 03:15PM |
Registered: 9 years ago Posts: 978 |
|
Re: Brand new hot end, same problems June 14, 2017 03:42PM |
Registered: 11 years ago Posts: 5,780 |
It doesn't look like the teeth are biting deeply into the filament at all. Maybe the teeth aren't sharp, or maybe you don't have the pinch roller pressure turned up enough, or both.
Ultra MegaMax Dominator 3D printer: [drmrehorst.blogspot.com]
Ultra MegaMax Dominator 3D printer: [drmrehorst.blogspot.com]
|
Re: Brand new hot end, same problems June 15, 2017 11:32AM |
Registered: 8 years ago Posts: 413 |
Can you provide a picture of the machine?
This looks like a Bowden system but the tube seems short.
Im assuming the RHS of the picture is the hot end which shows about 8mm of melted filament so as DD says check you retraction.
If this is the length of the tube it may be too short or not have enough bend to allow for good flow at certain positions.
This looks like a Bowden system but the tube seems short.
Im assuming the RHS of the picture is the hot end which shows about 8mm of melted filament so as DD says check you retraction.
If this is the length of the tube it may be too short or not have enough bend to allow for good flow at certain positions.
|
Re: Brand new hot end, same problems June 16, 2017 07:11AM |
Registered: 7 years ago Posts: 23 |
It is a direct feed, but it feeds into a E3d V6, which has a pretty long heatsink. There is also a 10mm gap between the bottom of the extruder stepper and the top of the hotend.
Regardless, reducing the retraction distance from 10mm to 2mm has alleviated the problem. I think the issue was the retraction was too far and strings were flash cooling then clogging things up.
Edited 1 time(s). Last edit at 06/16/2017 07:12AM by rich1051414.
Regardless, reducing the retraction distance from 10mm to 2mm has alleviated the problem. I think the issue was the retraction was too far and strings were flash cooling then clogging things up.
Edited 1 time(s). Last edit at 06/16/2017 07:12AM by rich1051414.
|
Re: Brand new hot end, same problems June 16, 2017 10:16AM |
Registered: 11 years ago Posts: 5,780 |
Wow! 10 mm is definitely too much for a direct extruder. Even with excessive retraction length, it should not have been chewing divots into the filament.
Ultra MegaMax Dominator 3D printer: [drmrehorst.blogspot.com]
Ultra MegaMax Dominator 3D printer: [drmrehorst.blogspot.com]
|
Re: Brand new hot end, same problems June 17, 2017 05:55AM |
Registered: 11 years ago Posts: 1,592 |
|
Re: Brand new hot end, same problems June 17, 2017 02:52PM |
Registered: 7 years ago Posts: 23 |
|
Re: Brand new hot end, same problems July 13, 2017 05:30PM |
Registered: 7 years ago Posts: 270 |
Get a better extruder wheel. The one you have has large teeth spacing which does not feed smoothly especially with Nema 17 direct drive extruders.
Edited 1 time(s). Last edit at 07/13/2017 05:31PM by newbob.

{kind=link}
{kind=link}
Edited 1 time(s). Last edit at 07/13/2017 05:31PM by newbob.
|
Re: Brand new hot end, same problems September 02, 2017 12:36PM |
Registered: 6 years ago Posts: 4 |
I was having issues with heat creep on my printer that was in the garage. My filament would bubble at the top of the cold end and then swage and my extruder would grind the filament and my print would just die. I put on a watercooled cool end and all my problem went away
Here is a vid
[www.youtube.com]
Thanks
Eric
Here is a vid
[www.youtube.com]
Thanks
Eric
Sorry, only registered users may post in this forum.