Underextrusion
Posted by Karzin
|
Underextrusion July 17, 2017 03:28AM |
Registered: 7 years ago Posts: 47 |
So I'm using a MK8 extruder on a DIY prusa rework. and whenever i try to print, i get the firs layer perfectly, however the second layer and every other layer from there will barely extrude it looks like the filament stops moving and i get these really thin threads with some lumps every now and then.
I cant figure it out, I've changed the steps/mm I've changed the heat breaker tube, the hot end, the nozzle, I even replaced the extruder with the E3Dv6 which worked exactly the same, but the filament would get stuck every time after an attempt to print.
here are some of my settings:
speed 40mm/s, retract 2 mm, nozzle 0.4mm, first layer temp. 215/60 other layers 210/60, layer height .first layer height 0.4mm
please help me, Ive been stuck on this for about two months now.
I cant figure it out, I've changed the steps/mm I've changed the heat breaker tube, the hot end, the nozzle, I even replaced the extruder with the E3Dv6 which worked exactly the same, but the filament would get stuck every time after an attempt to print.
here are some of my settings:
speed 40mm/s, retract 2 mm, nozzle 0.4mm, first layer temp. 215/60 other layers 210/60, layer height .first layer height 0.4mm
please help me, Ive been stuck on this for about two months now.
|
Re: Underextrusion July 17, 2017 06:27AM |
Registered: 7 years ago Posts: 23 |
hi
I would suggest not messing with steps / mm beyond setting it to what you calculate it to be according to toothed wheel radius, step abgle / steps per revolution and microsteping configuration.
On my mk8 clone with 1/16 microstepping on nema 17 motor the calculated value is 92.6, i think the toothed gear is 11mm if i remember well.
Measure your wheel, set your microsteping, and calculate precise values, or post your setup / measurements and we can help with the math
Another thing is make sure you have filament diameter dialed in proper, slicers are weird that way, i've had mine defaulting to 2.85 and me cursing case it aint working, so make sure you set your diameter
Also check extrusion multiplier, many slicers start with 0.9 default. I found my mk8 works best with 1
Check you temps, i find 200 to be a good pla temp
On my mk8 in use only 1mm retraction, 2mm is a bit much, seeing its a direct extruder
Oh post some screenshots of your slicer settings and a photo of your extruder / hotend
I would suggest not messing with steps / mm beyond setting it to what you calculate it to be according to toothed wheel radius, step abgle / steps per revolution and microsteping configuration.
On my mk8 clone with 1/16 microstepping on nema 17 motor the calculated value is 92.6, i think the toothed gear is 11mm if i remember well.
Measure your wheel, set your microsteping, and calculate precise values, or post your setup / measurements and we can help with the math
Another thing is make sure you have filament diameter dialed in proper, slicers are weird that way, i've had mine defaulting to 2.85 and me cursing case it aint working, so make sure you set your diameter
Also check extrusion multiplier, many slicers start with 0.9 default. I found my mk8 works best with 1
Check you temps, i find 200 to be a good pla temp
On my mk8 in use only 1mm retraction, 2mm is a bit much, seeing its a direct extruder
Oh post some screenshots of your slicer settings and a photo of your extruder / hotend
|
Re: Underextrusion July 18, 2017 04:26AM |
Registered: 7 years ago Posts: 47 |
slic3r settings:
Printer/extruder
[gyazo.com]
printer/general:
[gyazo.com]
fillament/fillament
[gyazo.com]
filament/ cooling
[gyazo.com]
Print/layers and parameters
[gyazo.com]
print/speed
[gyazo.com]
print/advanced
[gyazo.com]
So Ive set the E steps to 92.6 like you suggested and set the retraction to 1mm. Ive attached the configuration.h file and the links are screenshots of my slic3r settings.
the only difference now is that at the start of the print after homing and before moving to firs position, the filament is extracted so much that is leaves the hobbed wheel and now it doesn't print at all
Printer/extruder
[gyazo.com]
printer/general:
[gyazo.com]
fillament/fillament
[gyazo.com]
filament/ cooling
[gyazo.com]
Print/layers and parameters
[gyazo.com]
print/speed
[gyazo.com]
print/advanced
[gyazo.com]
So Ive set the E steps to 92.6 like you suggested and set the retraction to 1mm. Ive attached the configuration.h file and the links are screenshots of my slic3r settings.
the only difference now is that at the start of the print after homing and before moving to firs position, the filament is extracted so much that is leaves the hobbed wheel and now it doesn't print at all
|
Re: Underextrusion July 18, 2017 07:46AM |
Registered: 8 years ago Posts: 413 |
We are assuming this is PLA as 205C is low for ABS.
A few comments:-
Layer heights of 0.4 is high for a 0.4 nozzle. Rule of thumb is don't go above 75%-80% of diameter so reduce layers to 0.32.
You have a Z offset of Zero which tells the slicer the print bed as at the tip of the nozzle. I doubt that. I t should be the distance the bed is below the nozzle. As set when you levelled the bed. For paper its about 0.15 - 0.2mm. This is a negative value as the bed is below the nozzle.
1st layer multiplier of 200% is compensating for this but I find this value is a bit high and can cause peaks that affect the next layer so I would recommend reducing it to 150%.
Extrusion width is set to 0.4 , same as nozzle diameter. I would expect this to be set higher, typically 120% of diameter so 0.48 although I don't have issues with the Auto setting.
Cooling fan is set to on continuously. I don't use PLA so I have no experience on this but I would suspect you can cause problems if you have it on all the time. I suggest you turn it off for now - its no use on the 1st layer anyway.
Are you achieving and maintain hot end temperature?
Did you calibrate the Z axis? If you request the nozzle to rise 100mm does it rise exactly 100mm. If not you will have to calibrate the Z axis steppers.
I don't know how big the print objects are but under retraction you have the min distance set to only 2mm and lift to 1mm. You might want to increase the distance to reduce the number of retractions and limit the height to about 1 layer height.
Infill overlap of 15% may cause bumps on the exterior. I actually don't have any overlap set for mine.
I didn't understand your last comment about the hobbed wheel but it implies you don't have enough spring pressure to hold the filament against the hobbed wheel.
A few comments:-
Layer heights of 0.4 is high for a 0.4 nozzle. Rule of thumb is don't go above 75%-80% of diameter so reduce layers to 0.32.
You have a Z offset of Zero which tells the slicer the print bed as at the tip of the nozzle. I doubt that. I t should be the distance the bed is below the nozzle. As set when you levelled the bed. For paper its about 0.15 - 0.2mm. This is a negative value as the bed is below the nozzle.
1st layer multiplier of 200% is compensating for this but I find this value is a bit high and can cause peaks that affect the next layer so I would recommend reducing it to 150%.
Extrusion width is set to 0.4 , same as nozzle diameter. I would expect this to be set higher, typically 120% of diameter so 0.48 although I don't have issues with the Auto setting.
Cooling fan is set to on continuously. I don't use PLA so I have no experience on this but I would suspect you can cause problems if you have it on all the time. I suggest you turn it off for now - its no use on the 1st layer anyway.
Are you achieving and maintain hot end temperature?
Did you calibrate the Z axis? If you request the nozzle to rise 100mm does it rise exactly 100mm. If not you will have to calibrate the Z axis steppers.
I don't know how big the print objects are but under retraction you have the min distance set to only 2mm and lift to 1mm. You might want to increase the distance to reduce the number of retractions and limit the height to about 1 layer height.
Infill overlap of 15% may cause bumps on the exterior. I actually don't have any overlap set for mine.
I didn't understand your last comment about the hobbed wheel but it implies you don't have enough spring pressure to hold the filament against the hobbed wheel.
|
Re: Underextrusion July 18, 2017 09:34AM |
Registered: 7 years ago Posts: 23 |
I see 1.7 at filament diameter, if you have 1.75 then set it to that, 0.5mm is important
Also, 92.6 is what i have with my gear / motor / microstepping combo, yours may differ, wich is why i said measuring the hobbed gear is a good ideea, ou can use 2*pi*r to determine how much fillament you feed per motor rotation, and knowing that and the motor angle/step and your driver's microstepping config, you can calculate exact steps / mm values.
Another way to calibrate the extruder is to extrude an amount and measure the actual length of filament the extruder pulled, and using the ratio between them to adjst steps / mm, i personally dont like that method
As for filament being retracted out at start, try puting a g92 e0 at the start gcode, it happened to me as well xD
Keep posting, we'll figure it out eventually
Also, 92.6 is what i have with my gear / motor / microstepping combo, yours may differ, wich is why i said measuring the hobbed gear is a good ideea, ou can use 2*pi*r to determine how much fillament you feed per motor rotation, and knowing that and the motor angle/step and your driver's microstepping config, you can calculate exact steps / mm values.
Another way to calibrate the extruder is to extrude an amount and measure the actual length of filament the extruder pulled, and using the ratio between them to adjst steps / mm, i personally dont like that method
As for filament being retracted out at start, try puting a g92 e0 at the start gcode, it happened to me as well xD
Keep posting, we'll figure it out eventually
|
Re: Underextrusion July 18, 2017 04:39PM |
Registered: 7 years ago Posts: 47 |
Yeah I know how to count the step/mm.
I've also posted the same thread on a different forum, and there sb pointed out that my layer heights were to high ( 0.4 for 0.4 nozzle) so I made it to a 0.3on first and 0.2 on the rest.
Ive tried and it sort of worked. however I think i know now what was the problem. you see I've designed all the parts my self for the printer. including the motor to threaded rod coupler. and one of them broke, and since the printer that Ive printed the parts out are currently out of commission, I've jury rigged the coupler from when i used M10 rod instead of m8. and the thing is that the rigged one might be slipping and the whole x axis is being lifted by one motor and the nozzle was pressed against the heat bed, which prevented extrusion.
So you wouldn't believe this but I've actually held one side of the X axis with my hand trying to match the working motor and i managed to print a few layers (awfully ofc) until my arm got tired
and i managed to print a few layers (awfully ofc) until my arm got tired
it most likely broke because the coupler was stiff unlike the aluminum ones you can buy.
anyway thank you for your enthusiasm I will try to get another coupler printed out or think of another solution, maybe sth with heat shrink or sth and let you know how it goes
I've also posted the same thread on a different forum, and there sb pointed out that my layer heights were to high ( 0.4 for 0.4 nozzle) so I made it to a 0.3on first and 0.2 on the rest.
Ive tried and it sort of worked. however I think i know now what was the problem. you see I've designed all the parts my self for the printer. including the motor to threaded rod coupler. and one of them broke, and since the printer that Ive printed the parts out are currently out of commission, I've jury rigged the coupler from when i used M10 rod instead of m8. and the thing is that the rigged one might be slipping and the whole x axis is being lifted by one motor and the nozzle was pressed against the heat bed, which prevented extrusion.
So you wouldn't believe this but I've actually held one side of the X axis with my hand trying to match the working motor
and i managed to print a few layers (awfully ofc) until my arm got tired it most likely broke because the coupler was stiff unlike the aluminum ones you can buy.
anyway thank you for your enthusiasm
I will try to get another coupler printed out or think of another solution, maybe sth with heat shrink or sth and let you know how it goes
|
Re: Underextrusion July 18, 2017 08:44PM |
Registered: 9 years ago Posts: 978 |
Check the tension on your extruder spring; this sometimes gradually loosens, causing intermittent under-extrusion. This should be tight enough so that it never slips... if there's a jam, the extruder motor should skip steps. Teeth marks should get pressed into the filament by the drive gear.
|
Re: Underextrusion July 19, 2017 05:07AM |
Registered: 7 years ago Posts: 23 |
Well , when i built my JunkStrap i also had to go from 'not working' to 'sort of working' to 'works well enough' to 'damn this works great'
I also use only one motor on z to lixt the x, you just need some good tilt control.
For couplers i used rubber hose thingie wich were suposed to be zip tied , but i had no zipties so i superglued them xD
You can check it out in 'look what i made', maybe steal a few of my (bad) design ideeas xD
Happy tinkering ! and wish you warp-free prints xD
I also use only one motor on z to lixt the x, you just need some good tilt control.
For couplers i used rubber hose thingie wich were suposed to be zip tied , but i had no zipties so i superglued them xD
You can check it out in 'look what i made', maybe steal a few of my (bad) design ideeas xD
Happy tinkering ! and wish you warp-free prints xD
|
Re: Underextrusion July 19, 2017 05:15AM |
Registered: 7 years ago Posts: 47 |
UPDATE:
So I jury rigged a coupler out of few layers of heatshrink. works great.
I made the first layer 0.3 for a 0.4 nozzle and rest of the layers to 0.2. aaaand so far It sort of works. I made it to layer 25 on a 10mm cube.
then the extruder started to skip steps more often with every layer. I'm wondering is there any way for the screw on MK8 to loosen up over time? maybe some paste that you put on threads could solve that?
also I've set the infill to be 30% rectliner, however it does a 100%. Whats that about?
So I jury rigged a coupler out of few layers of heatshrink. works great.
I made the first layer 0.3 for a 0.4 nozzle and rest of the layers to 0.2. aaaand so far It sort of works. I made it to layer 25 on a 10mm cube.
then the extruder started to skip steps more often with every layer. I'm wondering is there any way for the screw on MK8 to loosen up over time? maybe some paste that you put on threads could solve that?
also I've set the infill to be 30% rectliner, however it does a 100%. Whats that about?
|
Re: Underextrusion July 19, 2017 07:02AM |
Registered: 7 years ago Posts: 23 |
if you look at top / bottom solid layers, if you have set 4, then the first 4 and last 4 layers will be 100% and so on
As for extruder skipping, can yo make a picture of it ?
Make sure filament path is not bent, if you filament curves frm when it goes n then out of the extruder, its not good. Also check your temps, and make sure the heatbreak is properly defined and cooled.
And yes the gear can slip on the shaft as wel, you can actually file the motor shaft into o flatter side to give the grub screw something to catch on
Also i found on mk8 using pla i have to kinda tension it alot, pla tends to be slippery and being less elastic then abs it takes a bit more pressure to sink those teeth in a little
UPDATE
I took a peek in your config file
#define TEMP_SENSOR_0 1
i think that should be
#define TEMP_SENSOR_0 5
for e3d v6 or v5
Edited 1 time(s). Last edit at 07/19/2017 07:23AM by alex.me.
As for extruder skipping, can yo make a picture of it ?
Make sure filament path is not bent, if you filament curves frm when it goes n then out of the extruder, its not good. Also check your temps, and make sure the heatbreak is properly defined and cooled.
And yes the gear can slip on the shaft as wel, you can actually file the motor shaft into o flatter side to give the grub screw something to catch on
Also i found on mk8 using pla i have to kinda tension it alot, pla tends to be slippery and being less elastic then abs it takes a bit more pressure to sink those teeth in a little
UPDATE
I took a peek in your config file
#define TEMP_SENSOR_0 1
i think that should be
#define TEMP_SENSOR_0 5
for e3d v6 or v5
Edited 1 time(s). Last edit at 07/19/2017 07:23AM by alex.me.
|
Re: Underextrusion July 19, 2017 10:50AM |
Registered: 7 years ago Posts: 47 |
What do you mean by ""heatbreak properly defined""?
I understand that the top and bottom layers are part of the shell. but I'm talking about the inside itself. on slic3r I'd set it to 30 but it generates every layer as if its a shell.
I tried it on CURA and i started printing now. on 10mm cubes there's some under extrussion, on the top and bottom layers. the in between layers seem fine. some ribbing here and there.
however the fist layers tend to not stick to the surface. so I guess Ill need to go and buy some hairspray. a buddy of mine uses it to make the parts stick to the heat bed better.
also that started to happen after I inserted new spool.
as for the termistor. I'm using that epcos 100k something. the one that's under number 1.
I greatly appreciate your effort.
I understand that the top and bottom layers are part of the shell. but I'm talking about the inside itself. on slic3r I'd set it to 30 but it generates every layer as if its a shell.
I tried it on CURA and i started printing now. on 10mm cubes there's some under extrussion, on the top and bottom layers. the in between layers seem fine. some ribbing here and there.
however the fist layers tend to not stick to the surface. so I guess Ill need to go and buy some hairspray. a buddy of mine uses it to make the parts stick to the heat bed better.
also that started to happen after I inserted new spool.
as for the termistor. I'm using that epcos 100k something. the one that's under number 1.
I greatly appreciate your effort.
|
Re: Underextrusion July 19, 2017 11:36AM |
Registered: 7 years ago Posts: 23 |
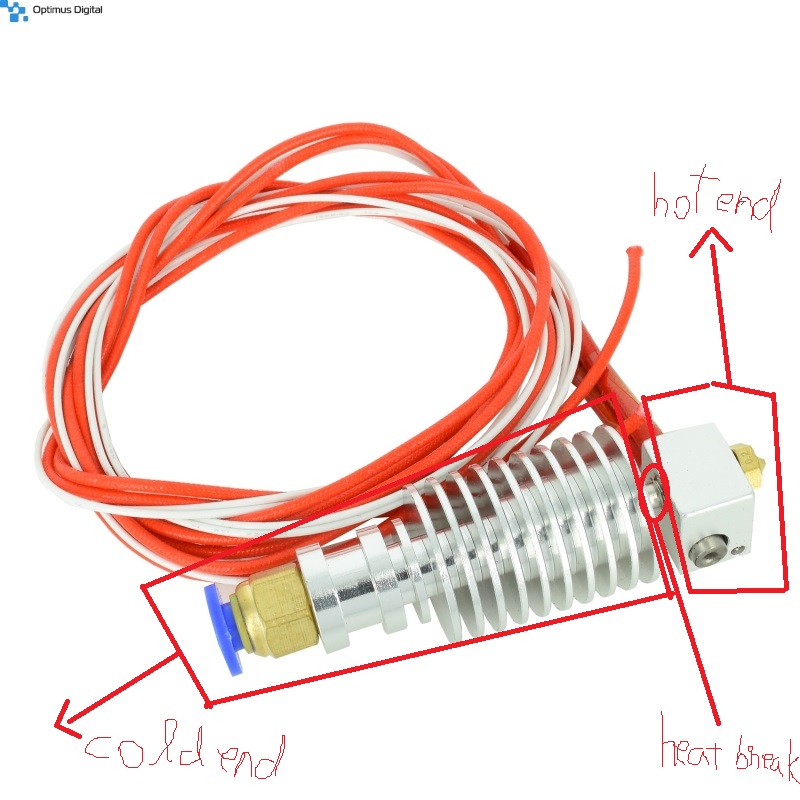
i attached a e3dv5 clone photo for refference, keep that heatbreak free and if possible cool, i had issues cause mine was covered by a mounting nut, making it overheat and jam the hotend
Also make sure bed is leveled and experiment with first layer height for sticking. I mostly used polyvinil acetate to stick prints. Its that white wood glue that carpenters use, you can apply a thin layer, it peels off the bed when dried and is washed away with watter.
And congrats for getting it to start printing, from now its mostly tweaks and tuning xD
Also make sure bed is leveled and experiment with first layer height for sticking. I mostly used polyvinil acetate to stick prints. Its that white wood glue that carpenters use, you can apply a thin layer, it peels off the bed when dried and is washed away with watter.
And congrats for getting it to start printing, from now its mostly tweaks and tuning xD
{kind=link}
{kind=link}
Sorry, only registered users may post in this forum.