Issues printing at 0.2mm
Posted by JoeK1973
|
Issues printing at 0.2mm April 19, 2018 02:29PM |
Registered: 6 years ago Posts: 42 |
Hi all,
I’ve recently built my first printer, a Prusa i3 clone with Mk2 extruder and E3D clone hotend (0.4mm nozzle)
With 0.4mm layer height and first layer extrusion width of 150%, I get a reliable good first layer and good prints, although the finish isn’t brilliant (not a surprise at 0.4mm).
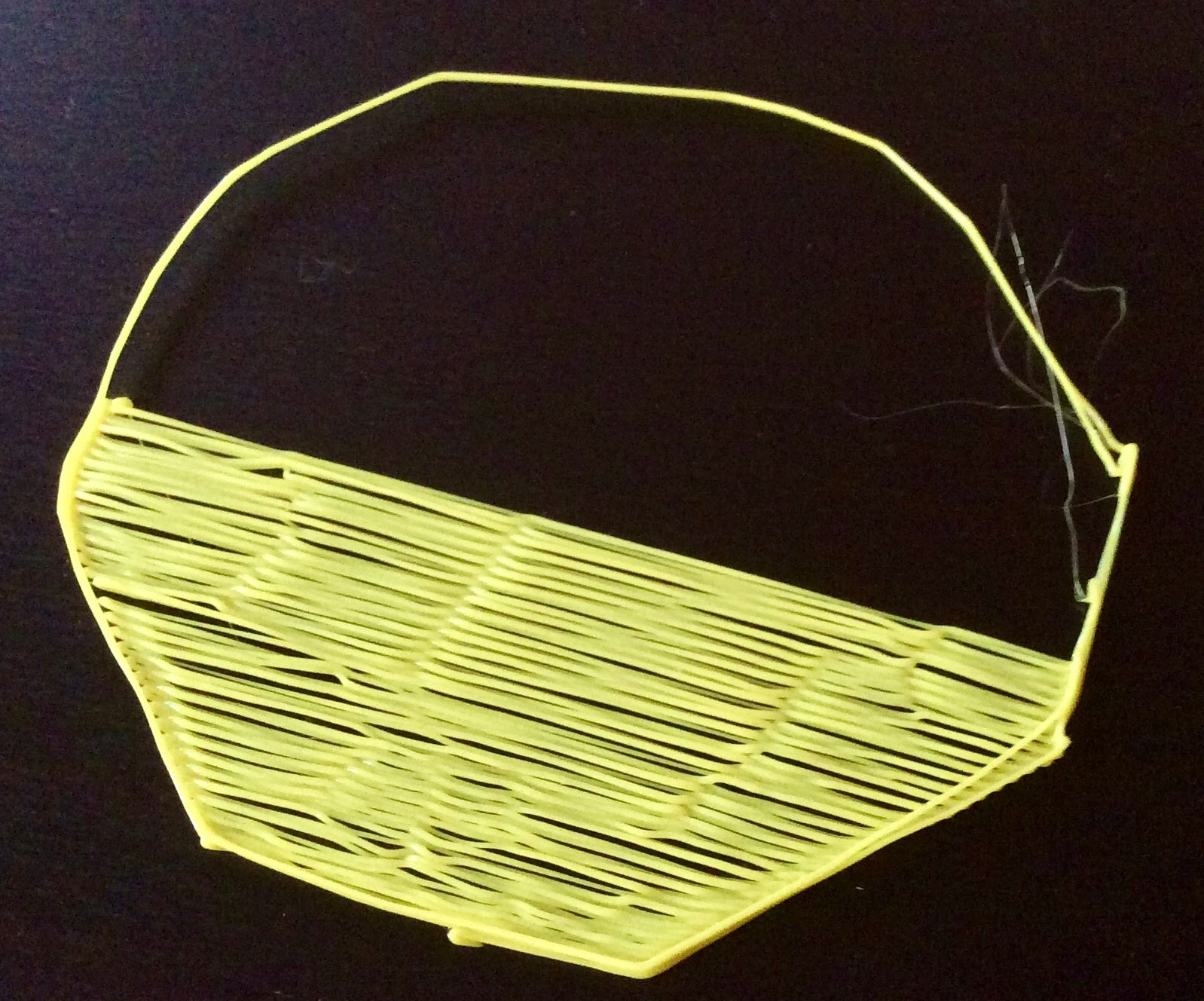
However, when I use the same settings at 0.2mm layer height, I get a really bad first layer, bad enough that it’s not worth continuing with the print. Examples attached.
As it’s my first printer, I’m completely clueless how to improve from here. Could you good people point me in the right direction?
Cheers
Joe
Edited 1 time(s). Last edit at 04/19/2018 03:07PM by JoeK1973.
I’ve recently built my first printer, a Prusa i3 clone with Mk2 extruder and E3D clone hotend (0.4mm nozzle)
With 0.4mm layer height and first layer extrusion width of 150%, I get a reliable good first layer and good prints, although the finish isn’t brilliant (not a surprise at 0.4mm).
However, when I use the same settings at 0.2mm layer height, I get a really bad first layer, bad enough that it’s not worth continuing with the print. Examples attached.
As it’s my first printer, I’m completely clueless how to improve from here. Could you good people point me in the right direction?
Cheers
Joe
Edited 1 time(s). Last edit at 04/19/2018 03:07PM by JoeK1973.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
|
Re: Issues printing at 0.2mm April 19, 2018 02:59PM |
Registered: 7 years ago Posts: 58 |
Make sure your nozzle gap is correct (bed leveling).
Try first layer height at 0.3mm.
If you are using slic3r set the first layer extrusion width to 200%.
Set infill before perimeters.
Perimeters to 3.
Try slowing down your first layer speeds.
Check your temperatures (bed and hotend).
Make sure your extrusion rate multiplier in your slicer (I use slic3r) is correct to your hardware feedrate.
Try first layer height at 0.3mm.
If you are using slic3r set the first layer extrusion width to 200%.
Set infill before perimeters.
Perimeters to 3.
Try slowing down your first layer speeds.
Check your temperatures (bed and hotend).
Make sure your extrusion rate multiplier in your slicer (I use slic3r) is correct to your hardware feedrate.
|
Re: Issues printing at 0.2mm April 19, 2018 03:11PM |
Registered: 6 years ago Posts: 42 |
Quote
jaded
Make sure your nozzle gap is correct (bed leveling).
Try first layer height at 0.3mm.
If you are using slic3r set the first layer extrusion width to 200%.
Set infill before perimeters.
Perimeters to 3.
Try slowing down your first layer speeds.
Check your temperatures (bed and hotend).
Make sure your extrusion rate multiplier in your slicer (I use slic3r) is correct to your hardware feedrate.
Thanks, I'll try your suggestions.
I had found 200% was causing my nozzle to 'plough' through the extruded plastic on the next pass, although I may have got that confused with the layer height. Will try again
Perimeters are on 3. First layer speed is 30 mm/s? Hotend is 200 1st layer, then 190. Bed is 63, then 60. Extrusion multiplier is 1? Not sure what you mean about my hardware feedrate, could you elaborate?
Cheers
Joe
|
Re: Issues printing at 0.2mm April 19, 2018 04:26PM |
Registered: 6 years ago Posts: 54 |
My printer can't make 0.3mm, it's either 0.28mm or 0.32mm.
Maybe your issue lies within the lead screws. Make sure they can accommodate your desires.
Prusa Calculator:
Lead Screws: [www.prusaprinters.org]
Optimal Layer Height: [www.prusaprinters.org]
Proud owner and maker of build from scratch FDM 3D printer [forums.reprap.org]
Maybe your issue lies within the lead screws. Make sure they can accommodate your desires.
Prusa Calculator:
Lead Screws: [www.prusaprinters.org]
Optimal Layer Height: [www.prusaprinters.org]
Proud owner and maker of build from scratch FDM 3D printer [forums.reprap.org]
|
Re: Issues printing at 0.2mm April 19, 2018 04:48PM |
Registered: 6 years ago Posts: 42 |
Quote
Rossos
My printer can't make 0.3mm, it's either 0.28mm or 0.32mm.
Maybe your issue lies within the lead screws. Make sure they can accommodate your desires.
Prusa Calculator:
Lead Screws: [www.prusaprinters.org]
Optimal Layer Height: [www.prusaprinters.org]
Thanks for the links although I should say I cheated a little and have used 8mm threaded rods for the Z axis from an i3 rework kit. This printer is a bit of a mongrel!
|
Re: Issues printing at 0.2mm April 19, 2018 10:05PM |
Admin Registered: 13 years ago Posts: 7,001 |
|
Re: Issues printing at 0.2mm April 20, 2018 02:04AM |
Registered: 6 years ago Posts: 42 |
Quote
Dust
m8 is 1.25mm per rotation presuming that you have 1/16th microstepping and a 200 step stepper.
then you have 2560 steps/mm
so 0.2mm is 32 steps and is accurate.
So the mechanics are fine.
My Z Steps (DEFAULT_STEPS_PER_MM?) is 2483 or very close to that number IIRC, E Steps is 143.
I've been a bit fixated on getting a first layer at 0.2mm, I don't suppose there's anything stopping me printing the first layer at 0.4mm (which I know works goodish), then printing the rest at 0.2mm assuming it extrudes OK?
|
Re: Issues printing at 0.2mm April 20, 2018 02:30AM |
Admin Registered: 13 years ago Posts: 7,001 |
|
Re: Issues printing at 0.2mm April 20, 2018 02:54PM |
Registered: 6 years ago Posts: 109 |
|
Re: Issues printing at 0.2mm April 20, 2018 07:47PM |
Registered: 10 years ago Posts: 770 |
|
Re: Issues printing at 0.2mm April 21, 2018 01:10AM |
Registered: 6 years ago Posts: 42 |
Quote
orbitalair
Your nozzle is too high.
Recalibrate the nozzle Z=0 to be 1 sheet of paper thickness with some drag off the plate.
I seriously doubt you get good objects with a 0.4mm nozzle at 0.4mm layer height, the layers are barely sticking to each other.
Thanks, I've recalibrated Z. Now got a Z offset of -0.1. Still haven't had the time to try the suggestions posted earlier.
My definition of good is a print that I don't have to stop part of the way through and that looks like the model in the slicer software. I'm sure as I spend more time in this great new hobby and I get better results, that definition will change
Sorry, only registered users may post in this forum.