gaps in my infill, but very "consistent"
Posted by mogul
|
gaps in my infill, but very "consistent" December 23, 2018 02:36PM |
Registered: 9 years ago Posts: 8 |
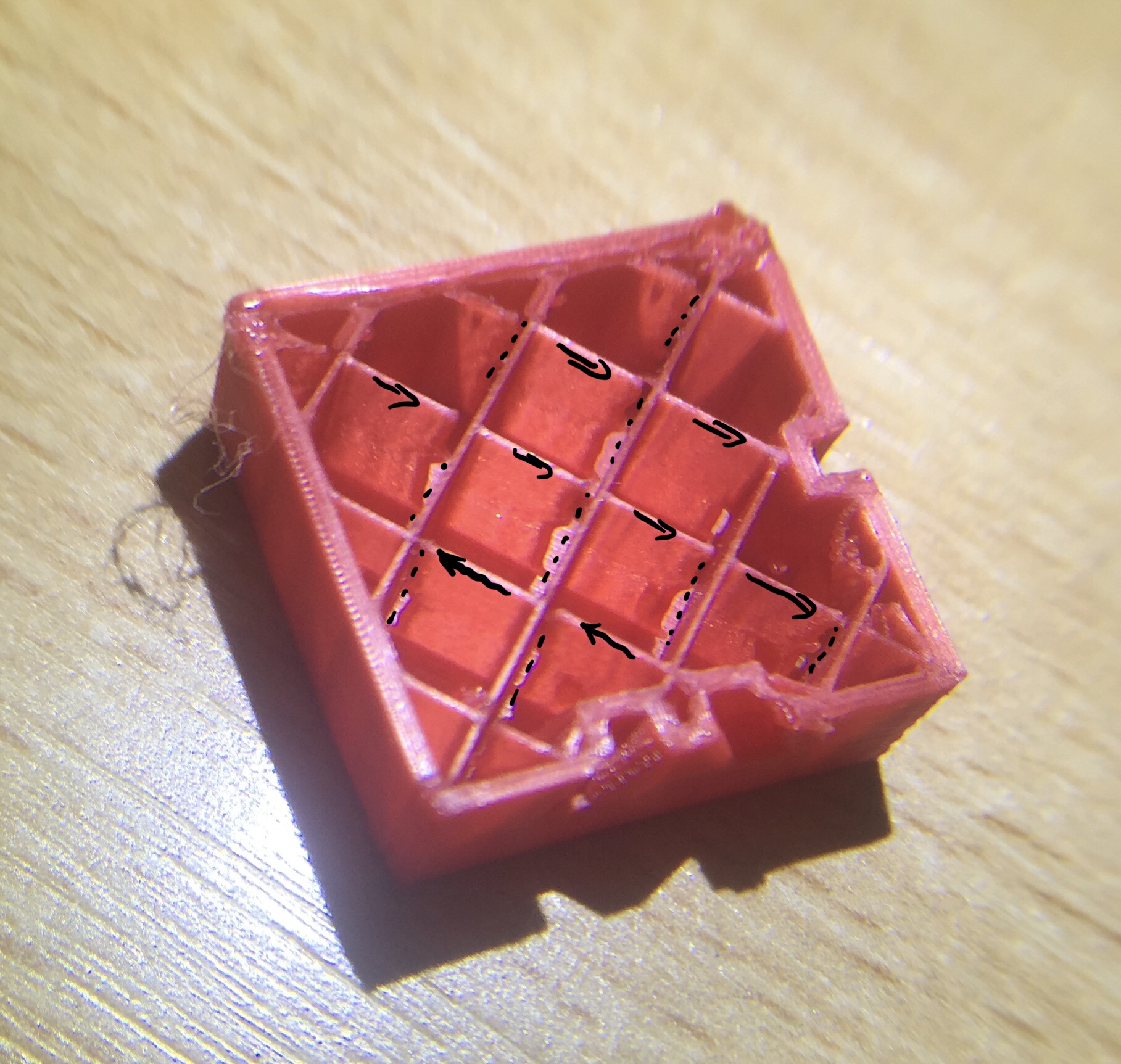
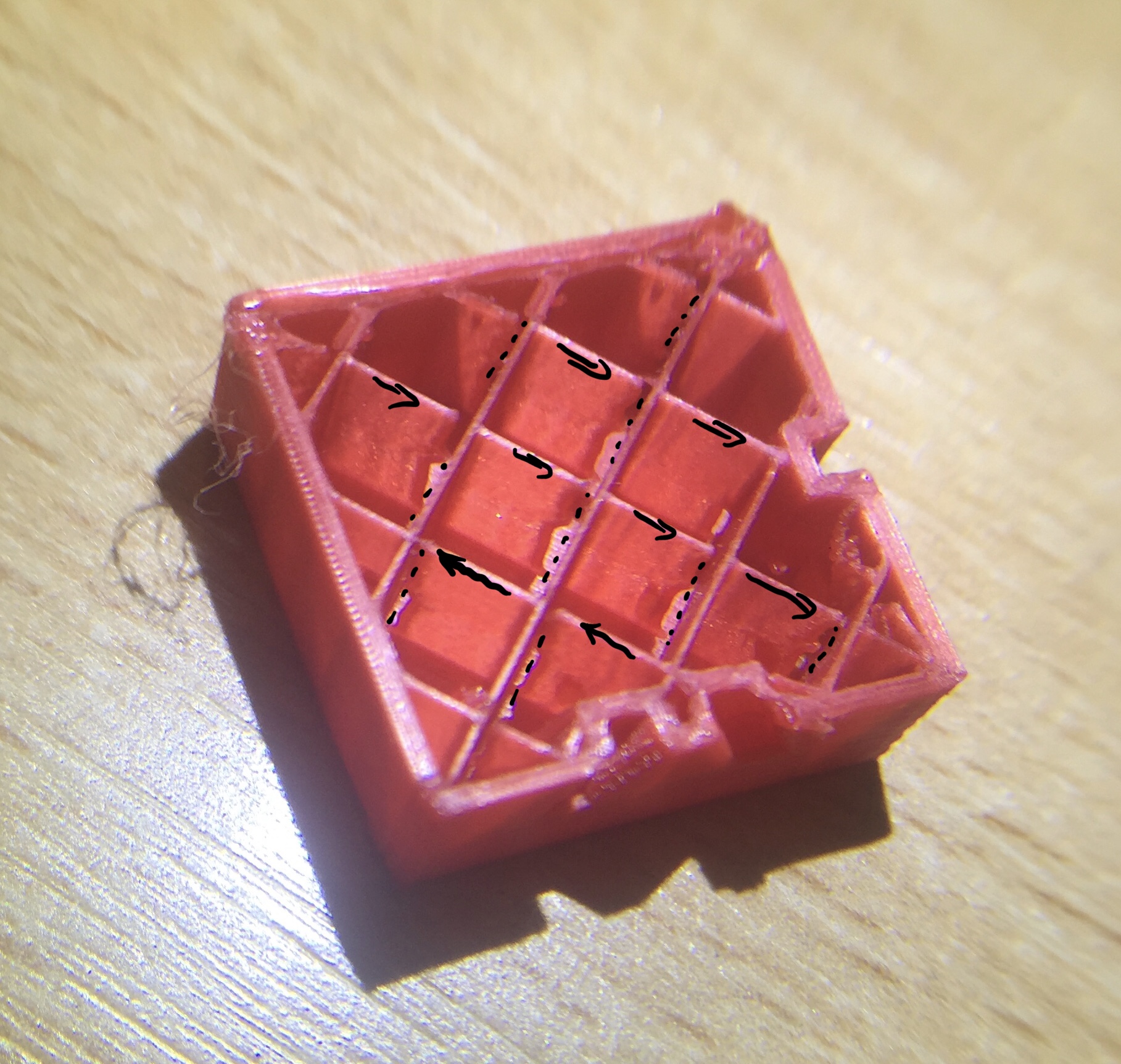
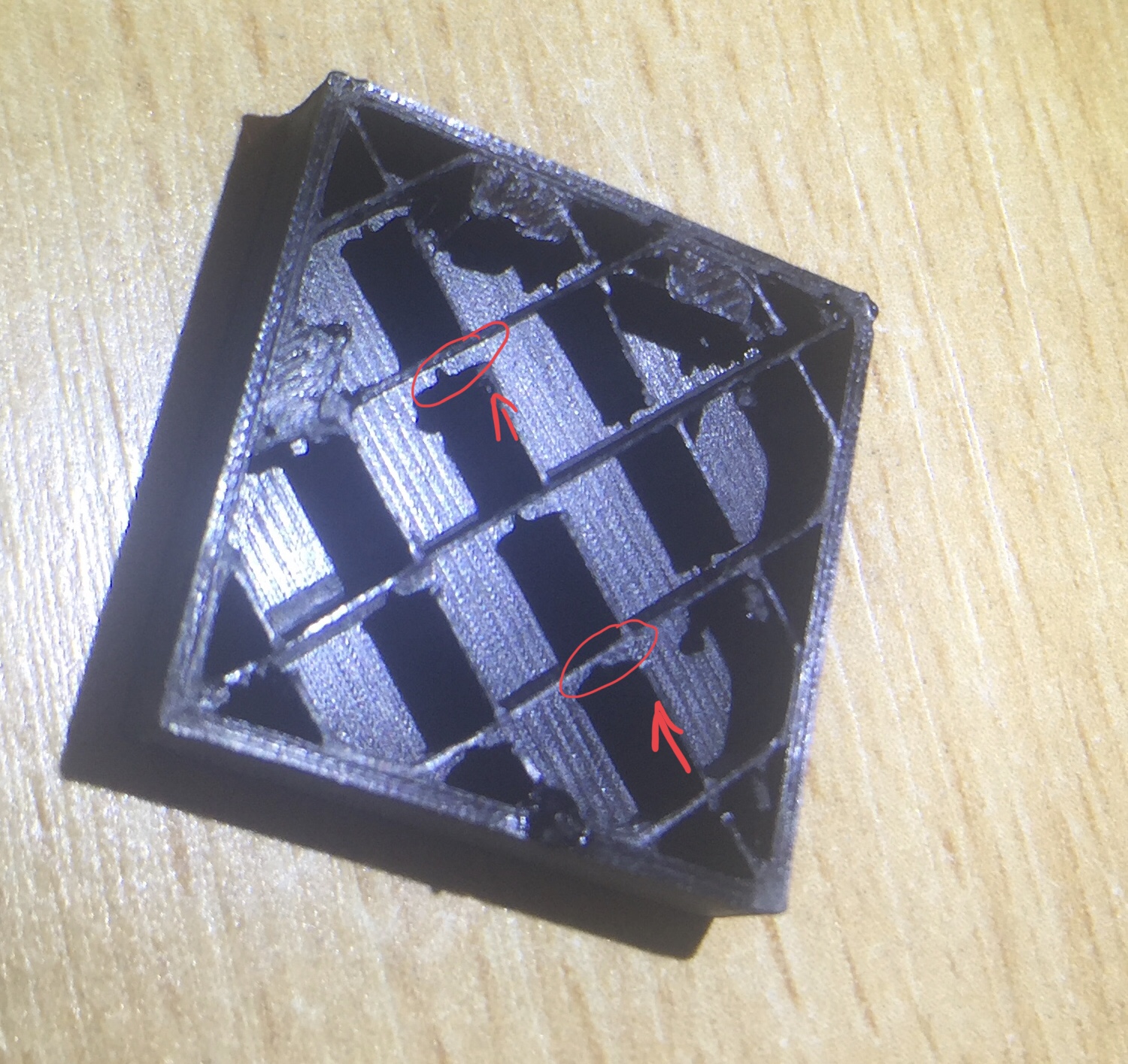
After switching steppers on my repstrap build, the infill on a 20mm cube look odd. (I stopped this print after approx 5mm height.)
Sliced with cura on pretty standard settings. But yet, notice how the infill lines are cut open.
Any easy explanations?

Sliced with cura on pretty standard settings. But yet, notice how the infill lines are cut open.
Any easy explanations?
|
Re: gaps in my infill, but very "consistent" January 07, 2019 07:59AM |
Registered: 8 years ago Posts: 413 |
Can you confirm this is infill and not designed in ribing.
If infill what settings are you using. Rectilinear would be a continuouse extrusion from one edge to the other.
if its designed ribing then the extusion would be between each rib so the issue may be at the start or end of a run. (Retraction, acceleration settings etc).
If infill what settings are you using. Rectilinear would be a continuouse extrusion from one edge to the other.
if its designed ribing then the extusion would be between each rib so the issue may be at the start or end of a run. (Retraction, acceleration settings etc).
|
Re: gaps in my infill, but very "consistent" January 07, 2019 12:58PM |
Registered: 9 years ago Posts: 8 |
It is indeed Curas default infill, and the same g-code on my other machines does not produce these gaps.
The machine in question is a rather hacked repstrap build, so it can be almost anything there not very well designed/built. Which is why I ask for some suggestions on where to look. The finished prints look as good as one would expect from a machine like that, it is just the infill that is rather odd.
The machine in question is a rather hacked repstrap build, so it can be almost anything there not very well designed/built. Which is why I ask for some suggestions on where to look. The finished prints look as good as one would expect from a machine like that, it is just the infill that is rather odd.
|
Re: gaps in my infill, but very "consistent" January 07, 2019 02:22PM |
Registered: 11 years ago Posts: 5,780 |
When it's printing that infill pattern, does each line start and end at the perimeter or is it starting and ending at those intersections where the infill lines meet?
Ultra MegaMax Dominator 3D printer: [drmrehorst.blogspot.com]
Ultra MegaMax Dominator 3D printer: [drmrehorst.blogspot.com]
|
Re: gaps in my infill, but very "consistent" January 08, 2019 12:32AM |
Registered: 9 years ago Posts: 8 |
|
Re: gaps in my infill, but very "consistent" January 08, 2019 05:57AM |
Registered: 7 years ago Posts: 759 |
|
Re: gaps in my infill, but very "consistent" January 08, 2019 08:13AM |
Registered: 8 years ago Posts: 413 |
Did you change the steper on the extruder?
Its increadably consistant. Which direction is the head moving when it leaves gaps? (In picture, left to right or right to left, or both). Looks like some walls have the issue in the opposite direction but doesn't have a complete break. I assume the solid infill is OK.
Is there any retraction going on.
Have you reset the current seting on the drivers?
If its the same Gcode etc all i can think of is that the extruder steps are not regular. Sort of has a missing step but i can't seehow that could not happen on solid infill and be at the same linear distance on each run.
Its increadably consistant. Which direction is the head moving when it leaves gaps? (In picture, left to right or right to left, or both). Looks like some walls have the issue in the opposite direction but doesn't have a complete break. I assume the solid infill is OK.
Is there any retraction going on.
Have you reset the current seting on the drivers?
If its the same Gcode etc all i can think of is that the extruder steps are not regular. Sort of has a missing step but i can't seehow that could not happen on solid infill and be at the same linear distance on each run.
|
Re: gaps in my infill, but very "consistent" January 08, 2019 01:40PM |
Registered: 9 years ago Posts: 8 |
|
Re: gaps in my infill, but very "consistent" January 08, 2019 01:50PM |
Registered: 9 years ago Posts: 8 |
Quote
MCcarman
Did you change the steper on the extruder?
You think it might be a "simple" under extrude?
Quote
MCcarman
Its increadably consistant. Which direction is the head moving when it leaves gaps? (In picture, left to right or right to left, or both). Looks like some walls have the issue in the opposite direction but doesn't have a complete break.
I dont know, I tried to repeat it today, but I had to slice the file again, and of course Cura this time decided to plan the moves a little different. I still have the gaps nut not as nice as the one you have seen, and not in the same places. I have tried to stop the part cooling fan, it blows over the part in one direction only. Didn't make much difference.
Quote
MCcarman
I assume the solid infill is OK.
Haven't tried solids.
Quote
MCcarman
Is there any retraction going on.
Retraction is not needed here. The machine is a Bowden setup.
Quote
MCcarman
Have you reset the current seting on the drivers?
If its the same Gcode etc all i can think of is that the extruder steps are not regular. Sort of has a missing step but i can't see how that could not happen on solid infill and be at the same linear distance on each run.
Agree, if my extruder would be loosing steps they would not be that consistent. And I would hear it.
I think I will increase extruder flow a little to see if it makes any difference. Also I could try to go a lot slower.
|
Re: gaps in my infill, but very "consistent" January 09, 2019 07:48AM |
Registered: 8 years ago Posts: 413 |
Hi Mogul.
Just wanted to be clear if you changed the extruder steper. The OP said you changed the stepers and then the problem started. But we tend to think of the X, Y, z stepers and forget the extruder. So i wanted to be clear if it changed. If it didn't change then that should not be the problem.
I wanted to confirm if solid infill was an issue although I assume the solid (first layer) is OK as you haven't mentioned it.
If its bowden then i would expect you have some retraction but it shouldn't be retracting part way across the infill. But its so consistent i would expect to see this if it was doing a lift and retract over the infill patern.
Notice that the infill has a blob at the gap. So either the movement slows/stops or the extruder starts at the blob. So depends which direction the heads moving. If the extruder was just stopping early I would expect it to taper off with some oozing.
I assume that the perimeters are pure X and Y. I was thinking it only occurs on diagonal movement when both motors are operating but there is no issue on the 1st layer infill reported. Might be worth doing a print with the model rotated 45 degrees to confirm it.
Since the GCODE is the same did you change any settings on the controller ?
Pretty stumped here. You could try swaping the steppers around to see if that has any effect. Z should be OK so its just X, Y and extruder.
Just wanted to be clear if you changed the extruder steper. The OP said you changed the stepers and then the problem started. But we tend to think of the X, Y, z stepers and forget the extruder. So i wanted to be clear if it changed. If it didn't change then that should not be the problem.
I wanted to confirm if solid infill was an issue although I assume the solid (first layer) is OK as you haven't mentioned it.
If its bowden then i would expect you have some retraction but it shouldn't be retracting part way across the infill. But its so consistent i would expect to see this if it was doing a lift and retract over the infill patern.
Notice that the infill has a blob at the gap. So either the movement slows/stops or the extruder starts at the blob. So depends which direction the heads moving. If the extruder was just stopping early I would expect it to taper off with some oozing.
I assume that the perimeters are pure X and Y. I was thinking it only occurs on diagonal movement when both motors are operating but there is no issue on the 1st layer infill reported. Might be worth doing a print with the model rotated 45 degrees to confirm it.
Since the GCODE is the same did you change any settings on the controller ?
Pretty stumped here. You could try swaping the steppers around to see if that has any effect. Z should be OK so its just X, Y and extruder.
|
Re: gaps in my infill, but very "consistent" January 10, 2019 02:32AM |
Registered: 9 years ago Posts: 8 |
Quote
MCcarman
Just wanted to be clear if you changed the extruder steper. The OP said you changed the stepers and then the problem started. But we tend to think of the X, Y, z stepers and forget the extruder. So i wanted to be clear if it changed. If it didn't change then that should not be the problem.
And you are correct, it changed the X and Y steppers, Z and extruder is the same as always.
Quote
MCcarman
I wanted to confirm if solid infill was an issue although I assume the solid (first layer) is OK as you haven't mentioned it.
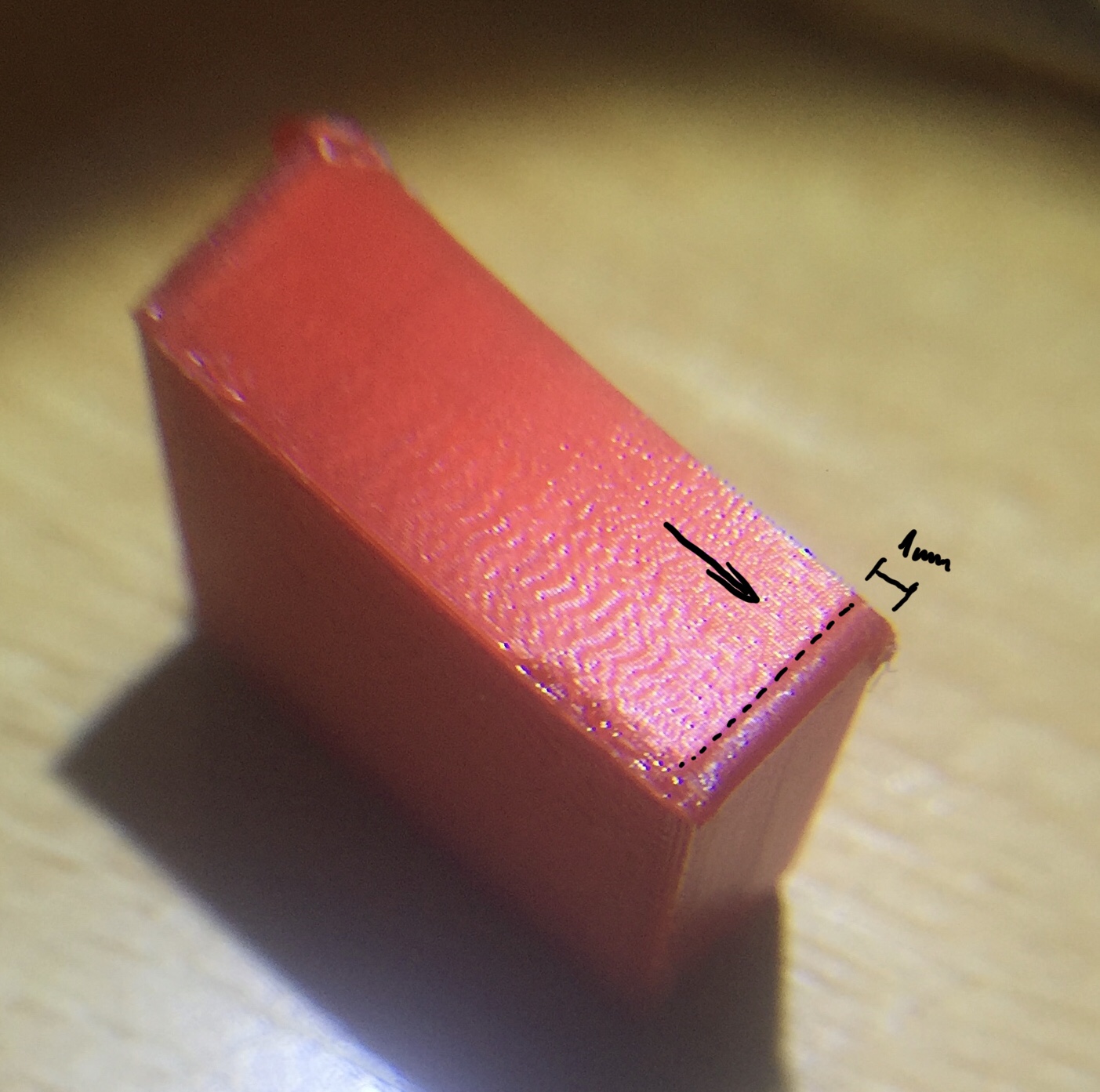
First and last layers are both fine, the part on the photo I stopped early to let you guys see.
Quote
MCcarman
If its bowden then i would expect you have some retraction but it shouldn't be retracting part way across the infill. But its so consistent i would expect to see this if it was doing a lift and retract over the infill patern.
And I think it should have no reason to do retract nor z-lift when infill crossings.
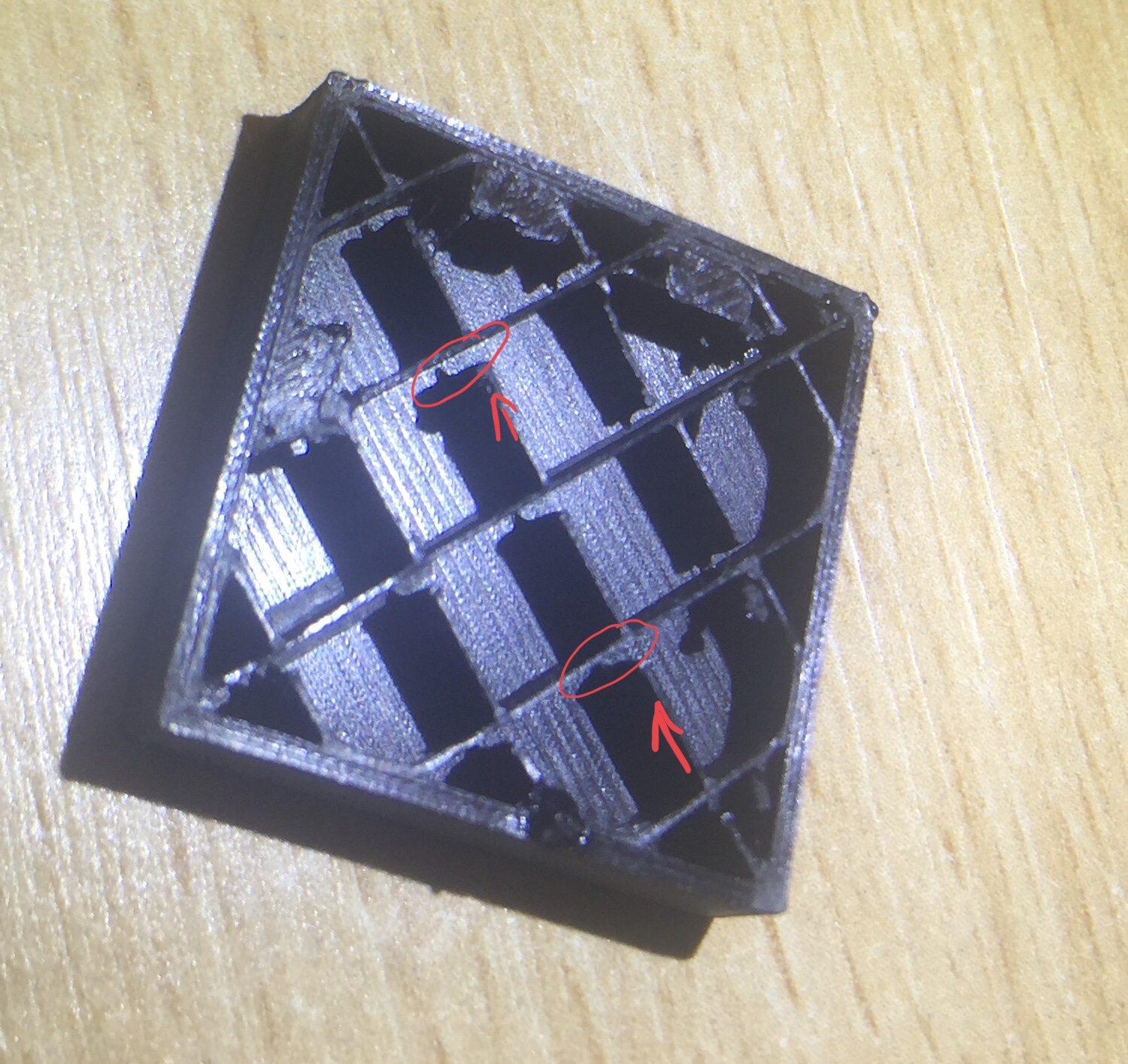
I have noticed those blobs too, can't explain them.Quote
MCcarman
Notice that the infill has a blob at the gap. So either the movement slows/stops or the extruder starts at the blob. So depends which direction the heads moving. If the extruder was just stopping early I would expect it to taper off with some oozing.
I repeated the test yesterday, with an orange filament, I stopped the cooling fan half way through. I got the same gaps as always, but when the cooling stopped the blobs got pulled over, so the gaps turned into stringing.
Quote
MCcarman
I assume that the perimeters are pure X and Y. I was thinking it only occurs on diagonal movement when both motors are operating but there is no issue on the 1st layer infill reported. Might be worth doing a print with the model rotated 45 degrees to confirm it.
Again you guessed it right, the box was placed with the outer walls on pure X and Y. Good idea trying to rotate the part 45deg.
Quote
MCcarman
Since the GCODE is the same did you change any settings on the controller ?
Not really, both printers run marlin, various versions. I had to recompile the firmware to reconfig some endstops, same code, but probably a newer version of the arduino environment.
Quote
MCcarman
Pretty stumped here.
So am I...
I have a list of things to try now:
- different filament
- different temperature
- rotate part
- much lower speed
- different infill setting
One thing more, the machine with the trouble is tethered to octoprint on a Pi3, whereas the reference machine prints from SD card, can it be I empty the buffer in marlin? I expect not, would think I would hear it making noises if the movement was stopping all the time on the diagonal infill lines.
/mogul
|
Re: gaps in my infill, but very "consistent" January 10, 2019 08:17AM |
Registered: 8 years ago Posts: 413 |
I would double check the firmware. Probably do another compile and flash. Do an errase 1st.
I can't envisage anything mechanical causing this.
Since the GCODE is OK i would be looking for some thing in the firmware making it do this.
I don't think its the buffer as that just holds the GCODE instruction which should be "go from perimeter to perimeter at speed X + Extrude Y amount at speed Z". Nothing here to interupt the extrusion. Could be some other interuption though.
Worth trying the code from an SD card.
The outer part of the brim- does that have blobs that line up with the infill ends? Looks like it may in the picture. No idea if that is relevant.
I can't envisage anything mechanical causing this.
Since the GCODE is OK i would be looking for some thing in the firmware making it do this.
I don't think its the buffer as that just holds the GCODE instruction which should be "go from perimeter to perimeter at speed X + Extrude Y amount at speed Z". Nothing here to interupt the extrusion. Could be some other interuption though.
Worth trying the code from an SD card.
The outer part of the brim- does that have blobs that line up with the infill ends? Looks like it may in the picture. No idea if that is relevant.
|
Re: gaps in my infill, but very "consistent" August 01, 2019 03:27PM |
Registered: 4 years ago Posts: 4 |
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
|
Re: gaps in my infill, but very "consistent" August 05, 2019 07:59AM |
Registered: 8 years ago Posts: 413 |
|
Re: gaps in my infill, but very "consistent" August 05, 2019 08:26AM |
Admin Registered: 13 years ago Posts: 7,001 |
This looks to be positional... perhaps your belts and pullies are mismatched
Or there is movement in the hotend vs the bed somewhere.
when cold try and move the hotend left/right and forward and back. It shouldn't move (dont use excessive force.)
check your heated bed is also well fixed, no movement or twist (mounting on weak springs is a common issue)
Also hold you stepper spindle fixed with pliers and move the axis, with the stepper fixed it shouldn't move.
Edited 2 time(s). Last edit at 08/05/2019 08:35AM by Dust.
Or there is movement in the hotend vs the bed somewhere.
when cold try and move the hotend left/right and forward and back. It shouldn't move (dont use excessive force.)
check your heated bed is also well fixed, no movement or twist (mounting on weak springs is a common issue)
Also hold you stepper spindle fixed with pliers and move the axis, with the stepper fixed it shouldn't move.
Edited 2 time(s). Last edit at 08/05/2019 08:35AM by Dust.
|
Re: gaps in my infill, but very "consistent" August 12, 2019 04:27PM |
Registered: 7 years ago Posts: 558 |
What speed are you trying to print the infill at? I know by default, Cura prints the infill faster than the perimeters. Perhaps your reaching a speed too fast for the plastic to melt properly when it prints infill, but is fine on solid layers and perimeters.
Try re-slice with a slower infill speed and see if your problem still exists.
Try re-slice with a slower infill speed and see if your problem still exists.
Sorry, only registered users may post in this forum.