|
Gaps in the infill // Extruderproblem // consistant August 01, 2019 05:38PM |
Registered: 4 years ago Posts: 4 |
Issue
|
Re: Gaps in the infill // Extruderproblem // consistant August 01, 2019 11:06PM |
Registered: 7 years ago Posts: 619 |
Quote
mulski123
Description
Im having issues with my printers I built at my university here it germany. Both printer have the same quality issue. Im troubleshooting this since one year now, but couldnt find a solution. I tried it with the help of reddit, Facebook and the german 3D Druck-Community. The Cummunitys gave me tipps Like: speed, acc, turn coasting off and so on. Of course I tried everything but wasnt able to fix it. Now I am looking for help again.
Printer1: Heavily modified Hypercube by Tech2C (corexy, direct extruder) Titan Extruder E3DV6 Hotend Nozzle:0.3mm
Board: Bigtreetech SKR 1.3 with TMC2208
Marlin 2.0
Printer2: Hypercube by Tech2C (bowden extruder) E3DV6 Hotend Nozzle:0.4mm
Board: MKS GenL with TMC2208
Marlin 1.8.9
Slicer: Cura 4.1.0 (Simplify3D, Slic3r)
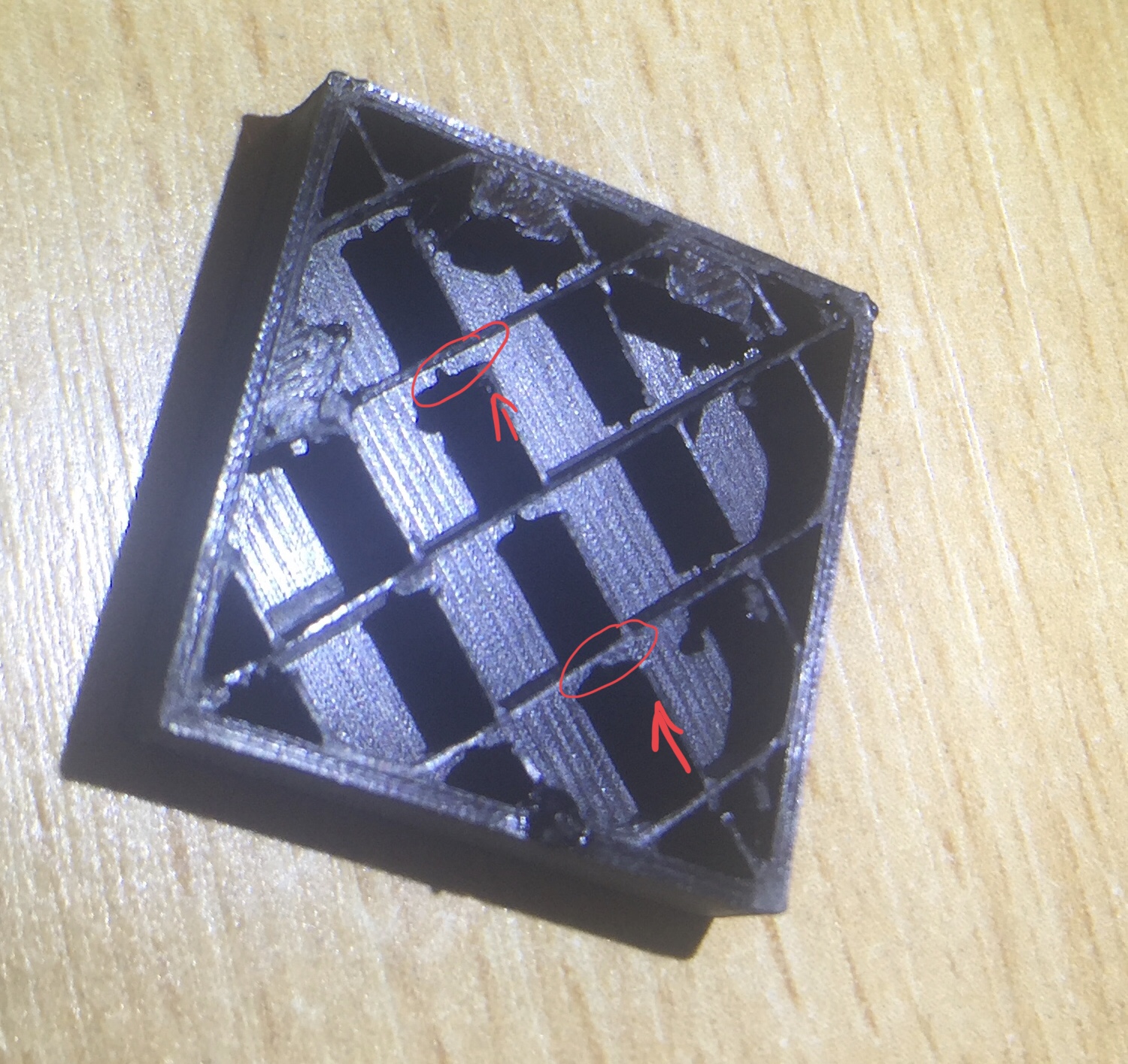
You can clearly see the artifacts in every corner. Another issue is the Infill. This is for sure related to the same problem.
I think the extruder stops a bit too early because it is at the end of the linear movement. Not enough material is pushed out leaving gaps behind.
The top of the cube looks perfect.
What I did:
calibrating the extruder
diffrent speed, acceleration, jerk (slower and faster)
different slicer (Simplify3D, Slic3r)
different Filament (different PLA and PETG)
different board: MKS Sbase 1.3, MKS Base 1.4, MKS GenL, SKR 1.3
different steppermotor driver (TMC2208, A4982, LV8729, DRV8825)
configurate comletly new Marlin
tighten belts and screws
changed the extruder to relative and absolut modus
tried different coolingsystems (more fans, different ducts)
tried different Startcodes
different slicer settings
enable Linear Advance
changing from 12V to 24V
tried Different Hotends and Extruders
rewired everything
and lastly played with settings in Marlin without knowing what they do
Now I dont know what to do and looking for help. The issue is consistant so I think this might be a software problem.
I would like to hear your opinion and how to tackle the problem again. Maybe my thoughts went in the wrong direction.
I will try to answer as soon as possible but university is busy at the moment.
Pictures:
Issue
Thanks
|
Re: Gaps in the infill // Extruderproblem // consistant August 02, 2019 03:53AM |
Admin Registered: 11 years ago Posts: 3,096 |
Quote
dlc60
It looks intentional. What are your coasting settings. Have you looked at your gcode to see if that is what your slicer thinks it is? My feeling is that your steps/mm are off and you just don't end up where the slicer thinks you should.
DLC
|
Re: Gaps in the infill // Extruderproblem // consistant August 02, 2019 06:06PM |
Registered: 4 years ago Posts: 4 |
|
Re: Gaps in the infill // Extruderproblem // consistant September 30, 2019 05:42AM |
Registered: 4 years ago Posts: 4 |
|
Re: Gaps in the infill // Extruderproblem // consistant September 30, 2019 07:43AM |
Registered: 9 years ago Posts: 37 |
|
Re: Gaps in the infill // Extruderproblem // consistant October 01, 2019 08:25AM |
Registered: 8 years ago Posts: 413 |
{kind=link}
{kind=link}