Streaks before / after holes etc...
Posted by EEOVERKILL
|
Streaks before / after holes etc... January 16, 2020 10:53AM |
Registered: 4 years ago Posts: 14 |
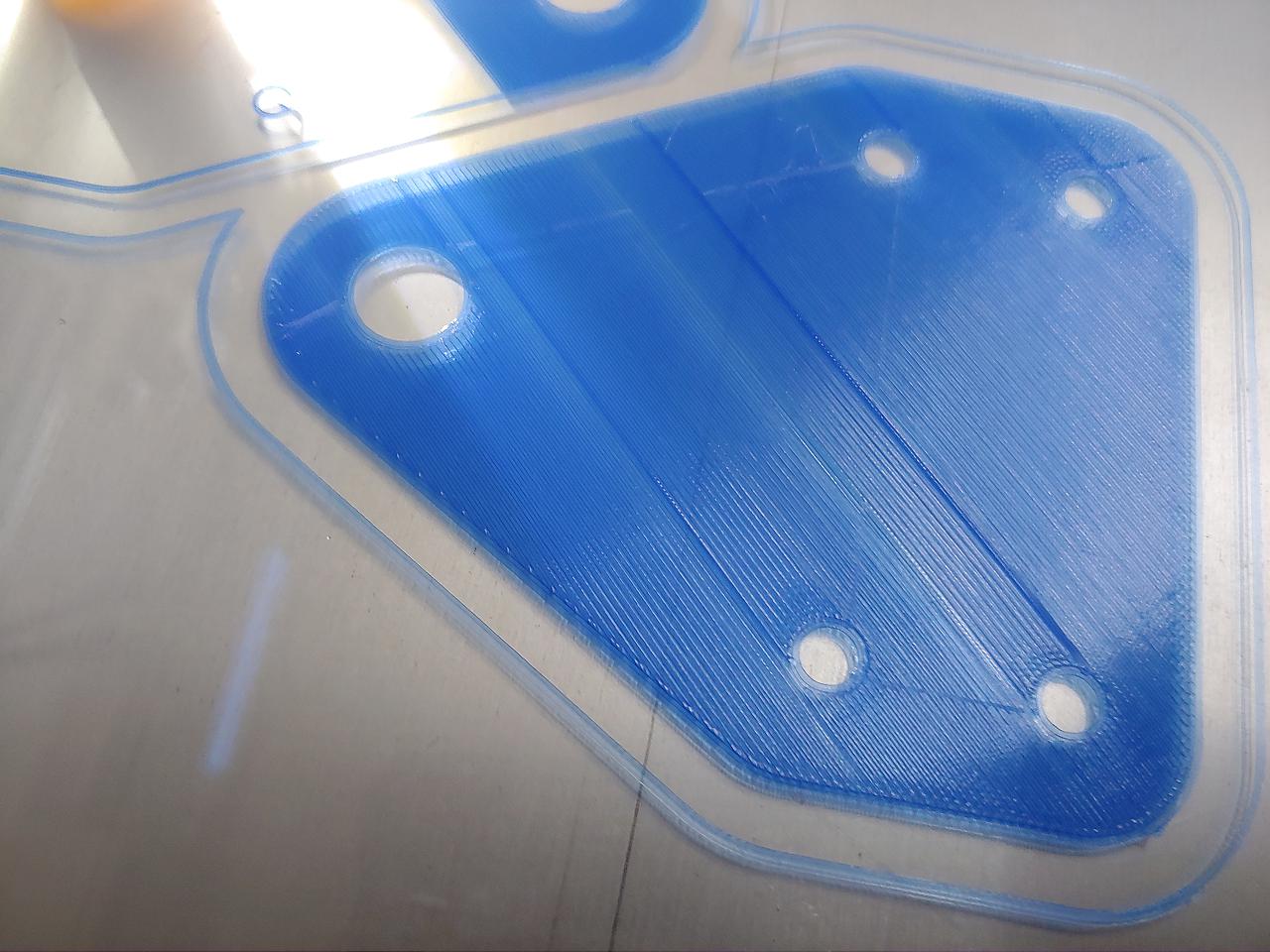
I've been printing on and off for awhile. This is an issue that I have been having for awhile now. This is the first time I have been having this issue horizontally on a plane. I usually experience this vertically on a surface when printing holes etc.
I recently set my two machines up to auto-level.
You can see the streaks after the holes. The test squares aren't that bad, but I don't think it should be doing that. Right? You can feel it if you slide your finger across it.
The one non-square print is really bad.
I tried dialing down the retraction and speeding up traveling. I tried a lot of tweaking.
This is more first time using any color other than white too.
Any ideas?
I recently set my two machines up to auto-level.
You can see the streaks after the holes. The test squares aren't that bad, but I don't think it should be doing that. Right? You can feel it if you slide your finger across it.
The one non-square print is really bad.
I tried dialing down the retraction and speeding up traveling. I tried a lot of tweaking.
This is more first time using any color other than white too.
Any ideas?
Attachments:
open | download - 0116201026~2-1280.jpg (217.2 KB)
open | download - 0116201017b~2-1280.jpg (128.2 KB)
open | download - 0116201003a~2-1280.jpg (232.9 KB)
open | download - 0116201003a~2-1280.jpg (232.9 KB)
open | download - 0116200957~2-1280.jpg (126.2 KB)
open | download - 0115202340a-1280.jpg (141.1 KB)
open | download - 0116201026~2-1280.jpg (217.2 KB)
{kind=link}
{kind=link}
open | download - 0116201017b~2-1280.jpg (128.2 KB)
{kind=link}
{kind=link}
open | download - 0116201003a~2-1280.jpg (232.9 KB)
{kind=link}
{kind=link}
open | download - 0116201003a~2-1280.jpg (232.9 KB)
{kind=link}
{kind=link}
open | download - 0116200957~2-1280.jpg (126.2 KB)
{kind=link}
{kind=link}
open | download - 0115202340a-1280.jpg (141.1 KB)
{kind=link}
{kind=link}
|
Re: Streaks before / after holes etc... January 16, 2020 11:21AM |
Registered: 11 years ago Posts: 5,780 |
Those "streaks" are the result of the motion planner in the slicer filling in different parts of the square at different times. The extruder starts laying down plastic at one corner and moves in toward the central area of the print until it encounters one or both holes. Then it jumps to a different area and lays down more plastic. Eventually it jumps back to fill in the last unfilled area, and if you watch carefully, you can see the streak created when the extruder is filling in a narrow gap between two areas of plastic. The narrow gap isn't wide enough to accommodate the plastic being extruded and so it rises up out of the gap leaving the streak, which is a bump you feel and can see if you look at it from the right angle.
You can probably eliminate it by either reducing the extrusion a bit and/or raising the nozzle a little higher off the bed for the first layer.
Or you can ignore it because it's inside of the print.
Ultra MegaMax Dominator 3D printer: [drmrehorst.blogspot.com]
You can probably eliminate it by either reducing the extrusion a bit and/or raising the nozzle a little higher off the bed for the first layer.
Or you can ignore it because it's inside of the print.
Ultra MegaMax Dominator 3D printer: [drmrehorst.blogspot.com]
|
Re: Streaks before / after holes etc... January 16, 2020 12:25PM |
Registered: 4 years ago Posts: 14 |
|
Re: Streaks before / after holes etc... January 16, 2020 01:54PM |
Registered: 11 years ago Posts: 5,780 |
Are you using lift on retract? It looks like the filament is squashed flatter in those areas. That would suggest that the Z axis position is changing- maybe some backlash in Z. How is the Z axis of the printer built?
Edited 1 time(s). Last edit at 01/16/2020 01:54PM by the_digital_dentist.
Ultra MegaMax Dominator 3D printer: [drmrehorst.blogspot.com]
Edited 1 time(s). Last edit at 01/16/2020 01:54PM by the_digital_dentist.
Ultra MegaMax Dominator 3D printer: [drmrehorst.blogspot.com]
|
Re: Streaks before / after holes etc... January 16, 2020 01:54PM |
Registered: 7 years ago Posts: 619 |
Quote
EEOVERKILL
The streaks im referring to are as wide as the holes. The raised line looks to be some squeeze out yes. The streaks are shallower than the other areas. Thats what im wondering about. It's not just inside the print.
I run into this all the time when I first set up a new print head and new filament. Sometimes it has to do with the firmware settings for steps/unit in the extruder. When the flow of the filament isn't what the firmware is expecting, you get lines spaced according to what the F/W thinks the nozzle diameter is. You try to close the gaps by increasing the "size" of the line for that nozzle, and it makes fatter lines, that STILL have the spacing between them. You need to adjust your flow rate, at least on the first layer. S3D does not give you a flow rate adjustment, only a line width adjustment on the first layer. It does give you a overall filament flow rate adjustment, which may work just as well. CURA gives you an overall flow rate "knob" as well as a knob for the flow rate on the first layer.
I have tried to "close that gap" by moving the head just a touch closer to the bed to "squish" that layer down more. This kinda sometimes works, often works well enough for PLA but is disaster for PETG. You need to increase first layer flow rate and raise the head a bit higher than your layer height for PETG.
So, start by tuning your firmware extruder steps, this isn't always the whole fix, because all filaments do NOT act the same. Then adjust first layer line widths (might work) or first layer flow rate (usually works) to get that smooth as glass first layer.
Have fun,
DLC
Kits: Folgertech Kossel 2020 upgraded E3Dv6, Anet A8 upgraded E3Dv6, Tevo Tarantula enhanced parts and dual-head, TronXY X5SA Pro(E3DHemera).
Scratch: Large bed Cartesian, exchangeable heads, Linear slide Delta, Maker-Beam XL Micro Delta, 220x220CoreXY.
|
Re: Streaks before / after holes etc... January 16, 2020 02:28PM |
Registered: 4 years ago Posts: 14 |
I'm using a 0.3 nozzle with .3 extrusion width and a multiplier of 1. My layer height is now 2.2. It's still doing it. My retraction is 1mm with no lift and no extra retraction distance. There's a lot wrong with these machines im using. I'm going to settle for now because I have a lot of parts im trying to print. I'm going to tweak as I go to see what happens. thanks.
|
Re: Streaks before / after holes etc... January 16, 2020 04:05PM |
Registered: 4 years ago Posts: 14 |
Ahhhh I'm still tweaking. Im getting closer. I dialed down the esteps to 92 from the default 96. The older version of marlin I was using had a default of 92.6. I have the extrusion multiplier at 0.8. The lines are thin so I going to bring the multiplier back to 1 and see what happens.
{kind=link}
{kind=link}
|
Re: Streaks before / after holes etc... January 16, 2020 06:07PM |
Registered: 7 years ago Posts: 619 |
Use a ruler to measure how far a line on your filament moves for 10mm or 20mm of extrusion and/or retraction. That will get you close, it isn't super precise, but it gets you close. Then do test prints, fiddle with the extrusion modifier and use that as the model to tweak in the extruder steps. Making your extrusion modifier less than 1 will increase the gaps between lines I would guess, try making it >1.Quote
EEOVERKILL
Ahhhh I'm still tweaking. Im getting closer. I dialed down the esteps to 92 from the default 96. The older version of marlin I was using had a default of 92.6. I have the extrusion multiplier at 0.8. The lines are thin so I going to bring the multiplier back to 1 and see what happens.
I run into this all the time, it is quite frustrating. My Anet A8 with an "itty bitty belted" extruder was really difficult to get perfected for the first layer.
DLC
Kits: Folgertech Kossel 2020 upgraded E3Dv6, Anet A8 upgraded E3Dv6, Tevo Tarantula enhanced parts and dual-head, TronXY X5SA Pro(E3DHemera).
Scratch: Large bed Cartesian, exchangeable heads, Linear slide Delta, Maker-Beam XL Micro Delta, 220x220CoreXY.
|
Re: Streaks before / after holes etc... January 16, 2020 11:11PM |
Registered: 4 years ago Posts: 14 |
I'll try that. I've done it before a long time ago.
As of now I have it super dialed in. I kept the multiplier at 1 and only messed around with the esteps and z probe offset. I started at 92 esteps but now im at 90 esteps. I left it at 90 esteps and played around with the offset. I set it for something that just allowed the extruded filament to stick to the bed without gaps between the lines. After the first layer, I let it do the second layer. It all looks great, expect those streaks are still visible. They're not as bad but I can still feel them a tiny bit. Those areas are slightly shallower than the other areas. I have no idea why its doing it. I does it on all layers. Quite annoying. Even though Im still experiencing this,... this is some of the best printing ive done, so I loaded up 11 hours of part printing and it looks good. I'll post some pics later of my results.
I will say that I am printing some relatively thick layers. 0.22mm with a 0.3mm nozzle. I usually print thinner layers but I cant do that with all the parts I have to print. It would take me weeks to print everything out. LOL.
Edited 1 time(s). Last edit at 01/16/2020 11:14PM by EEOVERKILL.
As of now I have it super dialed in. I kept the multiplier at 1 and only messed around with the esteps and z probe offset. I started at 92 esteps but now im at 90 esteps. I left it at 90 esteps and played around with the offset. I set it for something that just allowed the extruded filament to stick to the bed without gaps between the lines. After the first layer, I let it do the second layer. It all looks great, expect those streaks are still visible. They're not as bad but I can still feel them a tiny bit. Those areas are slightly shallower than the other areas. I have no idea why its doing it. I does it on all layers. Quite annoying. Even though Im still experiencing this,... this is some of the best printing ive done, so I loaded up 11 hours of part printing and it looks good. I'll post some pics later of my results.
I will say that I am printing some relatively thick layers. 0.22mm with a 0.3mm nozzle. I usually print thinner layers but I cant do that with all the parts I have to print. It would take me weeks to print everything out. LOL.
Edited 1 time(s). Last edit at 01/16/2020 11:14PM by EEOVERKILL.
|
Re: Streaks before / after holes etc... January 17, 2020 06:22AM |
Registered: 11 years ago Posts: 5,780 |
The height of the plastic on the first layer is determined by the height of the nozzle above the bed. If the height is varying, there's a mechanical problem.
Ultra MegaMax Dominator 3D printer: [drmrehorst.blogspot.com]
Ultra MegaMax Dominator 3D printer: [drmrehorst.blogspot.com]
|
Re: Streaks before / after holes etc... January 17, 2020 07:27AM |
Registered: 6 years ago Posts: 73 |
|
Re: Streaks before / after holes etc... January 17, 2020 07:29AM |
Registered: 6 years ago Posts: 73 |
Oh god. I'm so upset. 10 hours of printing and the parts are severely warped. I can't use these. What a waste. I have my print bed set to 65. Do you think I should raise the temp or just use PVA glue to fix this problem?
I need to modify these parts to be thinner.
I need to modify these parts to be thinner.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
|
Re: Streaks before / after holes etc... January 17, 2020 09:03AM |
Registered: 11 years ago Posts: 5,780 |
Quote
CVRIV
I only having this issue when I'm printing holes etc though. Can't be a mechanical issue.
Try cutting one of those prints across the streak and measure the thickness of the streak and the rest of the print. Look at it edge-on under a microscope.
The truth hurts because the truth is all there is...
Ultra MegaMax Dominator 3D printer: [drmrehorst.blogspot.com]
|
Re: Streaks before / after holes etc... January 17, 2020 10:15AM |
Registered: 4 years ago Posts: 14 |
Quote
the_digital_dentist
Quote
CVRIV
I only having this issue when I'm printing holes etc though. Can't be a mechanical issue.
Try cutting one of those prints across the streak and measure the thickness of the streak and the rest of the print. Look at it edge-on under a microscope.
The truth hurts because the truth is all there is...
I failed to mention that I have two machines that are both doing the same thing. This is something new since I updated the firmware. Let me dust off my microscope and get it ready.....
|
Re: Streaks before / after holes etc... January 17, 2020 11:15AM |
Registered: 4 years ago Posts: 14 |
I followed the steps to calibrate my extruder and found that im under-extruding right now. I followed the steps to calibrate via matterhackers, and it got worse?!?!?!?
I marked 110mm and extruded 100mm. I measured and found 17.5mm left. I used the formula and got 90 * (100 / 102.5) = 87.8. I updated the firmware and now I measure 19.8mm. I must be doing something wrong. I think I will just tweak the esteps until it's extruding the right amount.
I marked 110mm and extruded 100mm. I measured and found 17.5mm left. I used the formula and got 90 * (100 / 102.5) = 87.8. I updated the firmware and now I measure 19.8mm. I must be doing something wrong. I think I will just tweak the esteps until it's extruding the right amount.
|
Re: Streaks before / after holes etc... January 17, 2020 11:30AM |
Registered: 7 years ago Posts: 619 |
You must have printed a lot of parts to take 10 hours, those two don't look like more than about 3... There is a lesson, do test prints before big lots.Quote
CVRIV
Oh god. I'm so upset. 10 hours of printing and the parts are severely warped. I can't use these. What a waste. I have my print bed set to 65. Do you think I should raise the temp or just use PVA glue to fix this problem?
I need to modify these parts to be thinner.

What are you printing? That would determine you bed temperature. PLA is good with a 60C bed, nGen PLA likes 80C, PETG I usually use 75C and ABS wants 100-110C, and so on.
Warps mean you aren't getting the first layer stuck. Your pics don't look like ABS, but when I print ABS I will put mouse ears on a square corners if I have problems with a part. When I design parts, I avoid square corners... Sometimes warping is caused when the print head dwells in one place too long and the heat block overheats the area, your part doesn't look like that. Your picture looks like that part of the print did not get firmly "stuck" to your bed.
DLC
Edited 1 time(s). Last edit at 01/17/2020 11:58AM by dlc60.
Kits: Folgertech Kossel 2020 upgraded E3Dv6, Anet A8 upgraded E3Dv6, Tevo Tarantula enhanced parts and dual-head, TronXY X5SA Pro(E3DHemera).
Scratch: Large bed Cartesian, exchangeable heads, Linear slide Delta, Maker-Beam XL Micro Delta, 220x220CoreXY.
|
Re: Streaks before / after holes etc... January 17, 2020 11:53AM |
Registered: 4 years ago Posts: 14 |
Quote
dlc60
What are you printing? Warps mean you aren't getting the first layer stuck. Your pics don't look like ABS, but when I print ABS I usually put mouse ears on a square corners if I have problems. When I design parts, I avoid sharp corners...Quote
CVRIV
Oh god. I'm so upset. 10 hours of printing and the parts are severely warped. I can't use these. What a waste. I have my print bed set to 65. Do you think I should raise the temp or just use PVA glue to fix this problem?
I need to modify these parts to be thinner.
DLC
I'm going to try again. I was seriously under-extruding and was compensating. I tweaked the esteps until I got the 100mm I was expecting. My esteps is 97. I was printing at 90. I'm very nearly sure I have to adjust my z probe offset again.
We'll see what happens once I get all this done. I bought some glue sticks just in case. Oh I'm printing with PLA. My parts were 7mm thick with solid infill, I wonder how much that contributes to warping.
Edited 1 time(s). Last edit at 01/17/2020 11:54AM by EEOVERKILL.
|
Re: Streaks before / after holes etc... January 17, 2020 12:06PM |
Registered: 7 years ago Posts: 619 |
Quote
EEOVERKILL
Quote
dlc60
What are you printing? Warps mean you aren't getting the first layer stuck. Your pics don't look like ABS, but when I print ABS I usually put mouse ears on a square corners if I have problems. When I design parts, I avoid sharp corners...Quote
CVRIV
Oh god. I'm so upset. 10 hours of printing and the parts are severely warped. I can't use these. What a waste. I have my print bed set to 65. Do you think I should raise the temp or just use PVA glue to fix this problem?
I need to modify these parts to be thinner.
DLC
I'm going to try again. I was seriously under-extruding and was compensating. I tweaked the esteps until I got the 100mm I was expecting. My esteps is 97. I was printing at 90. I'm very nearly sure I have to adjust my z probe offset again.
We'll see what happens once I get all this done. I bought some glue sticks just in case. Oh I'm printing with PLA. My parts were 7mm thick with solid infill, I wonder how much that contributes to warping.
Solid infill? That is a problem. The more infill you have, the more likely the part is to warp and pull off the bed. Methods and opinions differ, but when I am making structural parts, I do not go over 50% infill and I use 3-4 walls for strength. Most of the time I infill at 30-35%, With Simplify3D I use full honeycomb, with CURA I like cubic subdivision pattern. Pick a sweet spot in your temperature for a filament. For fun stuff, toys and ornaments I will usually lean to the cooler side of the PLA temperature range. For a structural part (PETG or ABS) I pick about the middle because I care more about layer adhesion than prettiness.
DLC
|
Re: Streaks before / after holes etc... January 17, 2020 01:24PM |
Registered: 4 years ago Posts: 14 |
{kind=link}
{kind=link}
{kind=link}
{kind=link}
|
Re: Streaks before / after holes etc... January 17, 2020 01:30PM |
Registered: 4 years ago Posts: 14 |
Quote
dlc60
Quote
EEOVERKILL
Quote
dlc60
What are you printing? Warps mean you aren't getting the first layer stuck. Your pics don't look like ABS, but when I print ABS I usually put mouse ears on a square corners if I have problems. When I design parts, I avoid sharp corners...Quote
CVRIV
Oh god. I'm so upset. 10 hours of printing and the parts are severely warped. I can't use these. What a waste. I have my print bed set to 65. Do you think I should raise the temp or just use PVA glue to fix this problem?
I need to modify these parts to be thinner.
DLC
I'm going to try again. I was seriously under-extruding and was compensating. I tweaked the esteps until I got the 100mm I was expecting. My esteps is 97. I was printing at 90. I'm very nearly sure I have to adjust my z probe offset again.
We'll see what happens once I get all this done. I bought some glue sticks just in case. Oh I'm printing with PLA. My parts were 7mm thick with solid infill, I wonder how much that contributes to warping.
Ok. Thats going to be my next thing to knock out. Thanks.
Solid infill? That is a problem. The more infill you have, the more likely the part is to warp and pull off the bed. Methods and opinions differ, but when I am making structural parts, I do not go over 50% infill and I use 3-4 walls for strength. Most of the time I infill at 30-35%, With Simplify3D I use full honeycomb, with CURA I like cubic subdivision pattern. Pick a sweet spot in your temperature for a filament. For fun stuff, toys and ornaments I will usually lean to the cooler side of the PLA temperature range. For a structural part (PETG or ABS) I pick about the middle because I care more about layer adhesion than prettiness.
DLC
|
Re: Streaks before / after holes etc... January 24, 2020 09:03PM |
Registered: 4 years ago Posts: 14 |
Here's and update. Pics attached. I really got these machines dialed in now. I'm killing it.
Even though my prints are amazing now... I still can't explain why I have to make tiny adjustments to keep the printers printing beautifully. I have them dialed in and I can print one object after another pretty much, but out of no where the printer will start printing to close to the bed. Im very nearly sure its my inductive probe being too warm/ hot to probe accurately, but im not quite sure because there were times when I was very sure the inductive probe was fine but the printer was still printing way to close to the glass. I would either have to adjust the z-offset or the extrusion multiplier and sometimes both. There were also times I would just give up and turn the machine down to try again later, which a lot of the time does the trick. Like I said though Im not sure. I dont know.
Even though my prints are amazing now... I still can't explain why I have to make tiny adjustments to keep the printers printing beautifully. I have them dialed in and I can print one object after another pretty much, but out of no where the printer will start printing to close to the bed. Im very nearly sure its my inductive probe being too warm/ hot to probe accurately, but im not quite sure because there were times when I was very sure the inductive probe was fine but the printer was still printing way to close to the glass. I would either have to adjust the z-offset or the extrusion multiplier and sometimes both. There were also times I would just give up and turn the machine down to try again later, which a lot of the time does the trick. Like I said though Im not sure. I dont know.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
|
Re: Streaks before / after holes etc... January 24, 2020 11:10PM |
Registered: 11 years ago Posts: 5,780 |
|
Re: Streaks before / after holes etc... January 25, 2020 03:30PM |
Registered: 4 years ago Posts: 14 |
|
Re: Streaks before / after holes etc... January 25, 2020 04:01PM |
Registered: 11 years ago Posts: 5,780 |
I was suggesting your random variations might be due to variation in filament diameter.
Ultra MegaMax Dominator 3D printer: [drmrehorst.blogspot.com]
Ultra MegaMax Dominator 3D printer: [drmrehorst.blogspot.com]
Sorry, only registered users may post in this forum.