Large PETG part warping (even if same design is printed in PLA)
Posted by AlexPl
|
Large PETG part warping (even if same design is printed in PLA) February 02, 2020 03:10AM |
Registered: 5 years ago Posts: 14 |
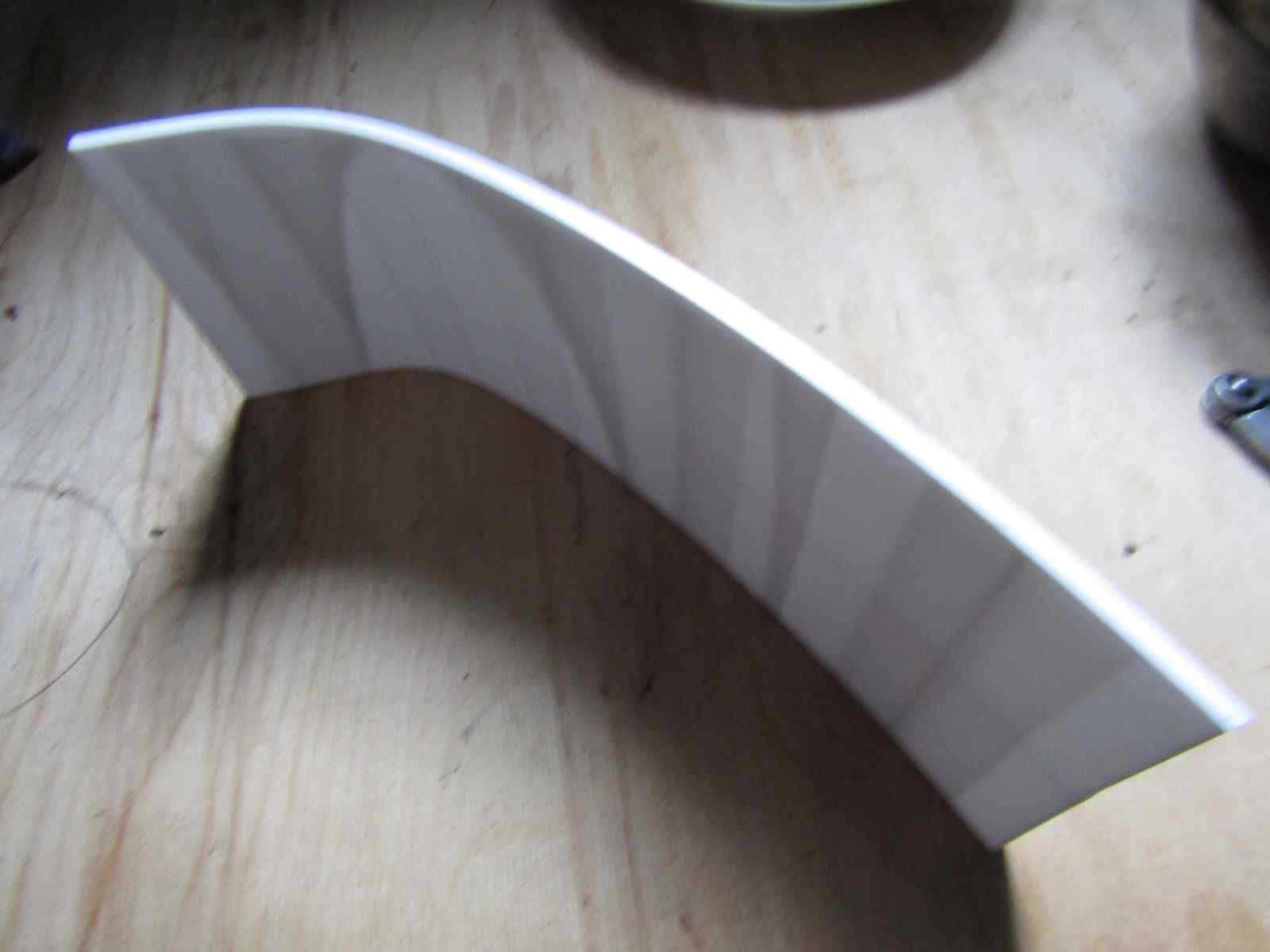
I'm trying to print large thin-walled PETG part (attached, it takes up full bed width and is about 100mm in height), and i have done several prints, on both Prusa MK3 and Ender 3, i have even printed it in PLA to compare, and it seems the bottom right corner lifts off the bed every time when the print reaches 40-50 mm in Z. Brim doesn't help (it helps a little bit, brim stays in place, but the corner still lifts). The rest of the part is strongly attached to the bed. I couldn't find any issues where people had warped PETG prints, so im not sure what to do next or is it possible at all to print such parts without warping. My room is 25C with no drafts (i'm not being wasteful, its the bloody soviet legacy centralized heating, where lower floors in the building are freezing and i'm having a sauna on the fifth floor with no ability to regulate the temp apart from venting it outside)
My next move is to try and rig a heated chamber, but i have not found any information of people building it to help with PETG prints, so i wonder perhaps its just a design flaw on my part and such part cannot be printed accurately?
My next move is to try and rig a heated chamber, but i have not found any information of people building it to help with PETG prints, so i wonder perhaps its just a design flaw on my part and such part cannot be printed accurately?
{kind=link}
{kind=link}
|
Re: Large PETG part warping (even if same design is printed in PLA) February 02, 2020 06:14AM |
Admin Registered: 11 years ago Posts: 3,096 |
Did you try rotating the part so that it sits differently on the bed? And do you print with a print cooling fan? How about turning it off for the first few layers? You can also try printing with a slightly lower temperature or raising the temp on your heated bed just to try out if that works.
Would it be possible to make the brim 3 layers high instead of one layer?
So many options...
http://www.marinusdebeer.nl/
Would it be possible to make the brim 3 layers high instead of one layer?
So many options...
http://www.marinusdebeer.nl/
|
Re: Large PETG part warping (even if same design is printed in PLA) February 02, 2020 01:56PM |
Registered: 5 years ago Posts: 14 |
Quote
Ohmarinus
Did you try rotating the part so that it sits differently on the bed? And do you print with a print cooling fan? How about turning it off for the first few layers? You can also try printing with a slightly lower temperature or raising the temp on your heated bed just to try out if that works.
Would it be possible to make the brim 3 layers high instead of one layer?
So many options...
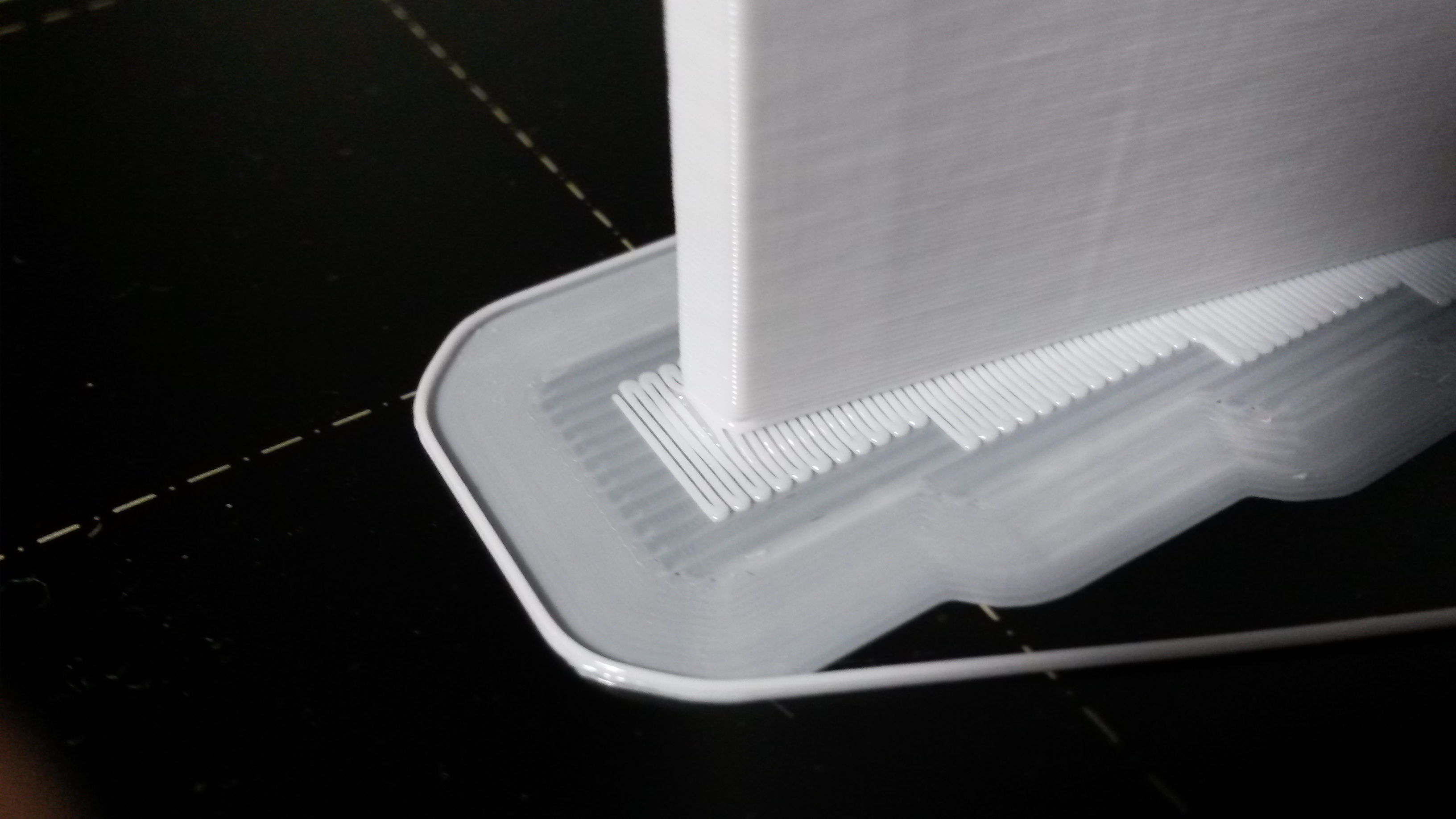
Thanks for the advice! I tried rotating the print before, that particular corner still lifts off. My fan is off for the first 3 layers, bed is 85/90 (first layer/the rest), extruder 230/240. I really love the idea of 3 layer brim, just researched it, and was surprised that only Simplify3D does it (which i do not have). I have setup a print with a two layer raft to see how it fares. And it lifted off anyway
(pictures attached). This time i moved the problem corner as close to the center of the bed as possible. And i have adjusted Z to squish first layer even more. It lifted off later than before, but it still did. And that is on a smooth PEI sheet wiped with alcohol. Raft is also fused to the part, so not an option even if it has worked. Oh well, i'll keep plugging, see what kind of effect temperature will have on this.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
|
Re: Large PETG part warping (even if same design is printed in PLA) February 02, 2020 04:49PM |
Registered: 9 years ago Posts: 893 |
|
Re: Large PETG part warping (even if same design is printed in PLA) February 03, 2020 08:56AM |
Registered: 5 years ago Posts: 14 |
Thank you for the tip, David. Something i might try on small prints, so far i have been modifying default Prusa profile for PETG, the high temps are from there. Just fired up the printer, set the bed to 60C and it started lifting off the bed pretty much straight away. I do not get how people are complaining that it is stuck to PEI too well and even using glue to separate (perhaps i should try glue and see what happens).
|
Re: Large PETG part warping (even if same design is printed in PLA) February 03, 2020 02:55PM |
Registered: 5 years ago Posts: 14 |
I have printed with a hotter bed (at 97C) and that has produced the smallest warp so far, but it still warped (but no elephant's foot at this temp yet). I have read about other people's experiences, and as much as i didn't want to start applying any kind of tape over the bed it seems that its the next step i should try. Blue painter's tape and hairspray.
|
Re: Large PETG part warping (even if same design is printed in PLA) February 04, 2020 05:51PM |
Registered: 7 years ago Posts: 619 |
If the same corner always lifts off of the bed then your bed is not flat. Correct that first.
I print a variety of PETG brands and all of them stick to hair-sprayed glass plates hard enough to pull glass off the bed unless I let it cool off (and hear a series of alarming cracks as the part separates!)
PETG's differ as to plate temperatures, but around 75 seems universally acceptable. The other universally acceptable surface is blue tape with NO heating. Heating blue tape, weakens the hold to the surface.
Sharp corners tend to pull up, round corners tend to stick better - but in this case, you should be fine.
DLC
Kits: Folgertech Kossel 2020 upgraded E3Dv6, Anet A8 upgraded E3Dv6, Tevo Tarantula enhanced parts and dual-head, TronXY X5SA Pro(E3DHemera).
Scratch: Large bed Cartesian, exchangeable heads, Linear slide Delta, Maker-Beam XL Micro Delta, 220x220CoreXY.
I print a variety of PETG brands and all of them stick to hair-sprayed glass plates hard enough to pull glass off the bed unless I let it cool off (and hear a series of alarming cracks as the part separates!)
PETG's differ as to plate temperatures, but around 75 seems universally acceptable. The other universally acceptable surface is blue tape with NO heating. Heating blue tape, weakens the hold to the surface.
Sharp corners tend to pull up, round corners tend to stick better - but in this case, you should be fine.
DLC
Kits: Folgertech Kossel 2020 upgraded E3Dv6, Anet A8 upgraded E3Dv6, Tevo Tarantula enhanced parts and dual-head, TronXY X5SA Pro(E3DHemera).
Scratch: Large bed Cartesian, exchangeable heads, Linear slide Delta, Maker-Beam XL Micro Delta, 220x220CoreXY.
|
Re: Large PETG part warping (even if same design is printed in PLA) February 11, 2020 09:29AM |
Registered: 5 years ago Posts: 14 |
Thanks for the advice, i have moved on from my Prusa MK3 printer with PEI bed onto Ender 3. Added a piece of glass, tried with gluestick - not much improvement, then printed on bare glass. It didn't want to stick even to glass until you get that first layer just right. Too much or too little squish ruins it all, has to be just right. Managed to print a model that stuck to the bed and was impossible to remove until cooled. That sharp corner still lifted a bit, i think thats just too sharp for the forces involved. So, Ender 3, 244C hotend, 85C bed - 0.4 first layer height.
I have also ordered some blue tape to try.
I have also ordered some blue tape to try.
|
Re: Large PETG part warping (even if same design is printed in PLA) February 12, 2020 04:53AM |
Admin Registered: 11 years ago Posts: 3,096 |
Maybe as a last resort you could design a 2x layer height circle on the spot where it lifts. Like a manual brim? Make sure the circle has a diameter of at least 3cm. Worth a try. I had to do some of these manual attachments one time for a print when I was making a spool holder back in 2012. From there on I just decided to not print spool holders anymore  (but the print worked!).
(but the print worked!).
http://www.marinusdebeer.nl/
(but the print worked!).http://www.marinusdebeer.nl/
|
Re: Large PETG part warping (even if same design is printed in PLA) February 12, 2020 07:14PM |
Registered: 5 years ago Posts: 14 |
Quote
Ohmarinus
Maybe as a last resort you could design a 2x layer height circle on the spot where it lifts. Like a manual brim? Make sure the circle has a diameter of at least 3cm. Worth a try. I had to do some of these manual attachments one time for a print when I was making a spool holder back in 2012. From there on I just decided to not print spool holders anymore
Thank you, i'll keep that (and blue tape that finally arrived) as the last resort options, its a good idea.
I have managed to wrap a couple of space blankets around the printer and it actually helped further with the corner (enclosure temp of 44C) . Now only a very tiny amount lifts off (like 2 sq mm or so).
Here is what i learned about PETG (perhaps someone will find it useful): I have tried printing at different temps, and was surprised that PETG has a printable range from 215 to 247 (i didn't go higher because of PTFE), with prints looking and feeling very similar across the range, only when you test it on very thin walls you can see that the higher the temp, the stronger the interlayer adhesion. I've settled on 247 (which is probably 240C really as have read that Enders 3 cheap sensor is off by like 5-7C).
Edited 1 time(s). Last edit at 02/12/2020 07:16PM by AlexPl.
|
Re: Large PETG part warping (even if same design is printed in PLA) February 12, 2020 10:54PM |
Registered: 4 years ago Posts: 285 |
For what it's worth, I print PETG at 230 C, with a bed temp of 40 C, at between 40 and 240 mm per second. Glass bed with Elmers school glue for adhesion, with the part cooling fan at full speed at all times, for all layers. If the print starts with no part cooling, it does not stick, or warps badly.
Just my experience.
Just my experience.
|
Re: Large PETG part warping (even if same design is printed in PLA) February 16, 2020 01:54PM |
Registered: 5 years ago Posts: 14 |
Quote
rq3
For what it's worth, I print PETG at 230 C, with a bed temp of 40 C, at between 40 and 240 mm per second. Glass bed with Elmers school glue for adhesion, with the part cooling fan at full speed at all times, for all layers. If the print starts with no part cooling, it does not stick, or warps badly.
Just my experience.
Thanks for sharing. I just tried to go lower on the printbed, it doesn't stick at all (perhaps this is specific to my particular filament), otherwise it would be nice to lower the temperature. Tried with the fan at 50%, doesn't help with warping and layer adhesion suffered a bit (that would probably not be noticeable on a different model, but in my case with 0.4mm walls it easy to test (whether i can pop it with a finger). I have also read that after adding glass to prusa mk2 (only 1,5mm glass sheet) - it lowers the surface temperature by 4 degrees. I wonder what my real surface temperature is like with 3mm glass sheets on top of cheap Ender3 bed, especially in the far corners of the bed. (i do not have IR thermometer to measure)
So far on layer adhesion i only managed 2 prints that i cannot split layers using my fingers, one was with the small enclosure (first prototype, enclosure was really wrapped tight around the printer), now that i made a semi permanent rig with space blankets (with 3 to 4 times inside volume compared to before, more air to heat) - i can't replicate that print with the same settings inside this new tent.
The only other print i managed to print with the wall i cannot destroy is with smaller nozzle (0.3), same settings, 0.4mm wall but now it is squished more since the nozzle is smaller.
Mouse ears are helping with that problem corner, i have removed the brim altogether and put that material into reinforcing the corner with it. Just need to fine-tune the design so they are easier to cut off.
I have also tried printing with 0.6 nozzle (0.6 line width), super fast, looks nice but can still pop the layers.
|
Re: Large PETG part warping (even if same design is printed in PLA) April 27, 2020 11:08AM |
Registered: 10 years ago Posts: 62 |
I have been printing with PETG for some time now. After much trial and error, here's what I do:
Glass Plate
Heated Bed Temperature = 77C
Nozzle Temperature = 230C
Nozzle size: .4mm
Layer height: .2mm
First layer height: .3mm
Use a thin layer of temperature-sensitive paste. I have great results with this stuff: Wolf Bite. It's forgiving, so you may not need my exact settings above.
(It gets sticky when the bed is hot, but loosens when the bed is cool. It washes off easily with water, but you don't have to wash it very often.)
Edited 2 time(s). Last edit at 04/27/2020 11:10AM by Wissing.
Glass Plate
Heated Bed Temperature = 77C
Nozzle Temperature = 230C
Nozzle size: .4mm
Layer height: .2mm
First layer height: .3mm
Use a thin layer of temperature-sensitive paste. I have great results with this stuff: Wolf Bite. It's forgiving, so you may not need my exact settings above.
(It gets sticky when the bed is hot, but loosens when the bed is cool. It washes off easily with water, but you don't have to wash it very often.)
Edited 2 time(s). Last edit at 04/27/2020 11:10AM by Wissing.
Sorry, only registered users may post in this forum.