Support Settings for ABS cup with overhangs
Posted by Jdo300
|
Support Settings for ABS cup with overhangs January 17, 2021 01:36PM |
Registered: 3 years ago Posts: 6 |
Hi Everyone,
I've been trying to print this portafilter dosing cup model (for an espresso machine)
https://www.thingiverse.com/thing:4648455
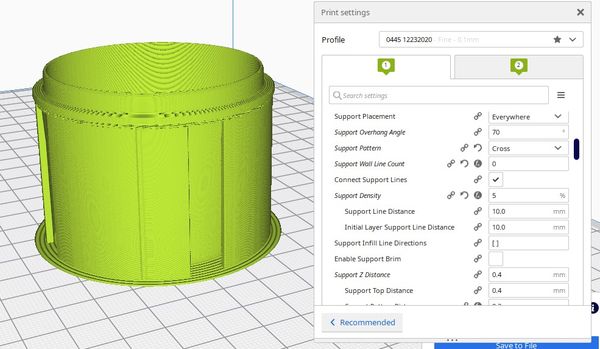
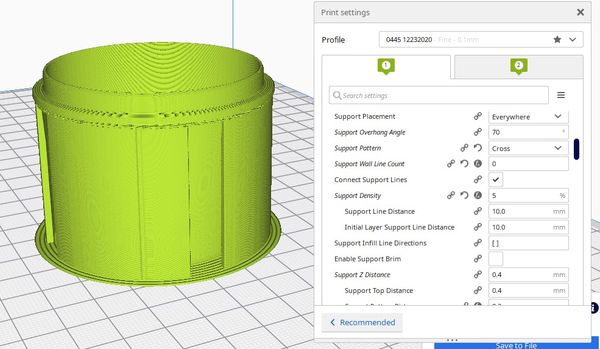
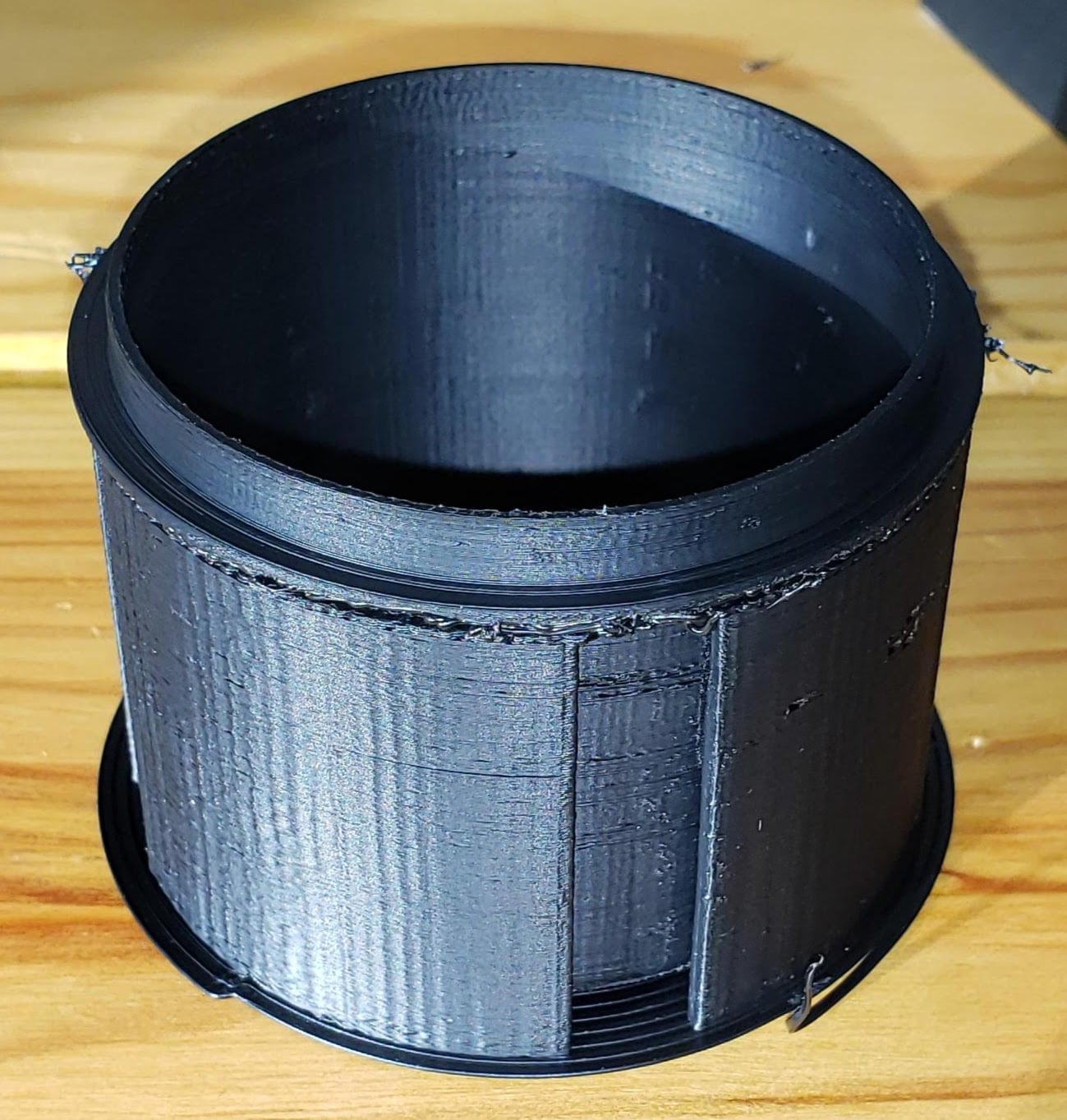
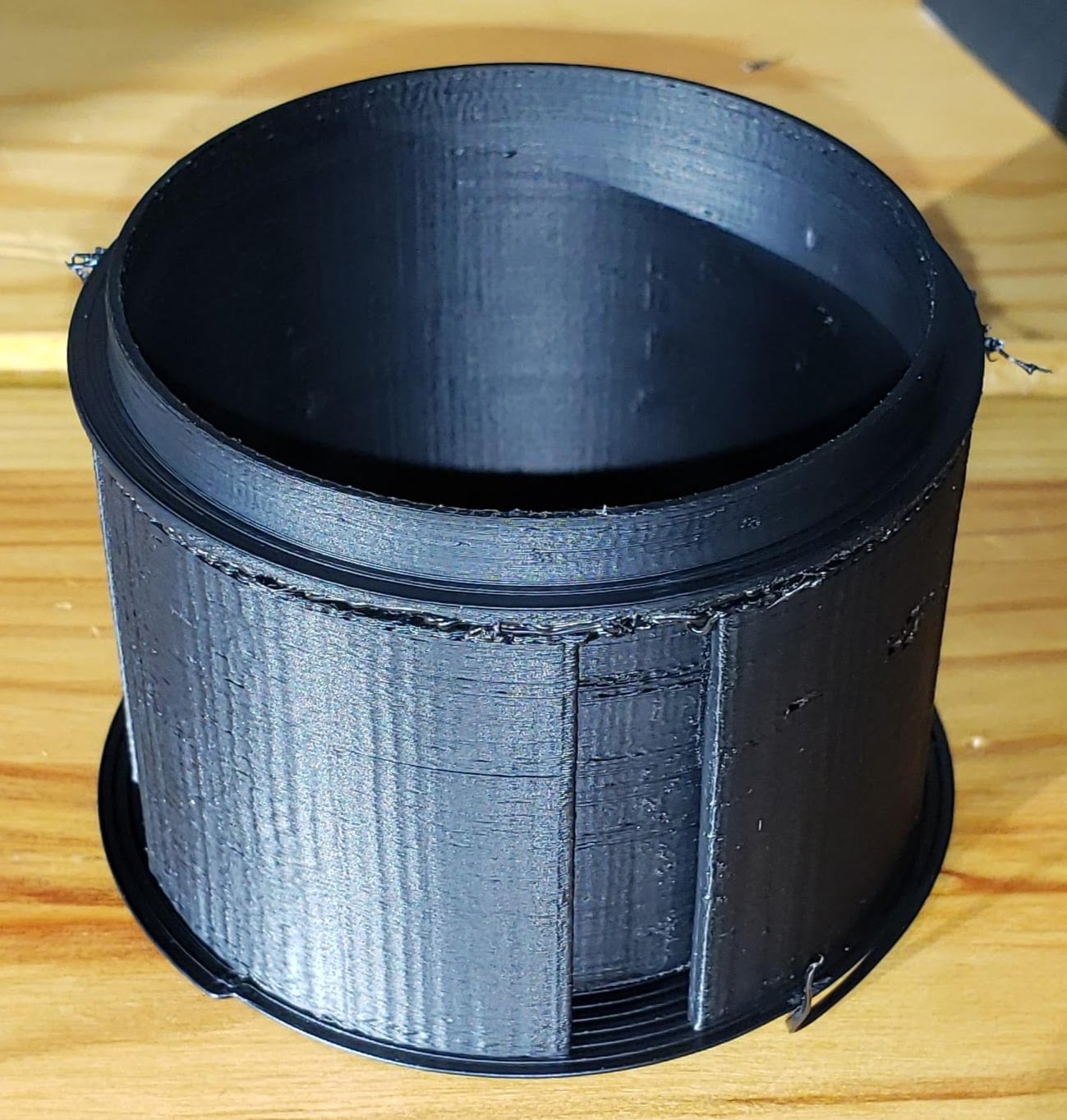
And for the life of me, I've been having problems trying to support the small lip sticking out around the edges without causing issues with the surface quality on the outside of the cup.I'm using Cura 4.6 and currently setup simple supports using the Cross type with walls to keep them from collapsing. The cross type creates four gaps in the support material to allow airflow between the outside walls and support walls. But when the part prints (I'm using ABS), the outside walls shielded by the support material look discolored and have some layer separation in spots (see pictures below).
I suspect that it is not being evenly heated because of the supports and am trying to find a simple way to redo the supports so they are not completely shielding the sides. Doe anyone have any ideas of how to best make supports for the lip around the outside of the cup? Ideally, I want to make them open so air can get to the sides.
This model was printed on an Airwolf3D AXIOM Dual Direct Drive Printer.
- Jason O
I've been trying to print this portafilter dosing cup model (for an espresso machine)
https://www.thingiverse.com/thing:4648455
And for the life of me, I've been having problems trying to support the small lip sticking out around the edges without causing issues with the surface quality on the outside of the cup.I'm using Cura 4.6 and currently setup simple supports using the Cross type with walls to keep them from collapsing. The cross type creates four gaps in the support material to allow airflow between the outside walls and support walls. But when the part prints (I'm using ABS), the outside walls shielded by the support material look discolored and have some layer separation in spots (see pictures below).
I suspect that it is not being evenly heated because of the supports and am trying to find a simple way to redo the supports so they are not completely shielding the sides. Doe anyone have any ideas of how to best make supports for the lip around the outside of the cup? Ideally, I want to make them open so air can get to the sides.
This model was printed on an Airwolf3D AXIOM Dual Direct Drive Printer.
- Jason O
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
|
Re: Support Settings for ABS cup with overhangs February 04, 2021 07:08PM |
Registered: 3 years ago Posts: 7 |
I learn that ABS is picky. Wonder if you can increase nozzle temp to maximum allowed according to ABS Filament temperature range on sticker on spool? You might want to experiement min and max ABS Nozzle temp to see the difference. I printed PLA at 225C to 230C (Inland PLA from Microcenter Temp range between 215C-230C. Most prints that I printed for Carriages (Hotend, Z Axis and parts) for my printer upgrade to Bowden came out nicely and smooth with no strays or strings when I printed at 230C maximum allowed on PLA. But I printed Benchy after upgraded to Bowden with 206C and it came out beautiful with very few strays of filament (strays have layers so it's not hotend issue, it's something else probably Slicer or Printer's Firmware that may need some tweaking).
Just my suggestion..
Just my suggestion..
|
Re: Support Settings for ABS cup with overhangs May 03, 2021 12:30PM |
Registered: 3 years ago Posts: 55 |
If you are pinting in an enclosed printer at 40 DegC, you could try adding support top layer to give firmness at top of support and have just a bit of part cooling start at a few layers away from the buildplate?
I print about 50/50 ABS to PLA and I prefer ABS as a finished product but it is fussy.
I print about 50/50 ABS to PLA and I prefer ABS as a finished product but it is fussy.
Sorry, only registered users may post in this forum.