Slic3r and J-head hotends
Posted by Sublime
|
Slic3r and J-head hotends May 22, 2012 07:53PM |
Registered: 13 years ago Posts: 2,947 |
After running a J-head for a while and helping many people get started (here and in our local R.U.G.) Myself and others have come to a realization that the prints turn out far better when "fudging" the nozzle diameter in Slic3r. I decided to look into this further and it seems Slic3r expects a nozzle to print far wider than is possible (at least with a J-head). When you slice an object with Slic3r set to use a 0.5 nozzle and 0.25 layer it generates gcode with the expectation that a single wall will turn out 0.7mm wide but the flow capacity of the J-head does not seem to allow that much flow.
When doing a free air extrusion with a 0.5mm nozzle I get 0.55 -0.6mm diameter
When doing a free air extrusion with a 0.35mm nozzle I get 0.4 - 0.45mm diameter
I never noticed this on my homemade hotends and think this is because I could never get a perfect hole so I was actually using a smaller setting than the nozzle anyway.
My findings are:
0.5mm J-head @ 0.25 layer needs to be set at 0.4mm which gives a path of 0.53mm
0.35mm J-head @ 0.2 layers needs to be set at 0.3 which gives a path of 0.37mm
Problems this has solved:
Infill not touching the perimeters.
Infill not touching the infill next to it.
Perimeters not touching each other.
Blobs from excessive pressure due to trying to extrude more plastic than the hotend can flow.
Extruder skipping steps.
I know you can set the width over thickness manually in the advanced tab but find this annoying because you need to re-calculate it every time you change layer heights. By fudging the diameter of the nozzle you can still just change the layer and let Slic3r do the rest.
Edited 1 time(s). Last edit at 05/22/2012 08:04PM by Sublime.
When doing a free air extrusion with a 0.5mm nozzle I get 0.55 -0.6mm diameter
When doing a free air extrusion with a 0.35mm nozzle I get 0.4 - 0.45mm diameter
I never noticed this on my homemade hotends and think this is because I could never get a perfect hole so I was actually using a smaller setting than the nozzle anyway.
My findings are:
0.5mm J-head @ 0.25 layer needs to be set at 0.4mm which gives a path of 0.53mm
0.35mm J-head @ 0.2 layers needs to be set at 0.3 which gives a path of 0.37mm
Problems this has solved:
Infill not touching the perimeters.
Infill not touching the infill next to it.
Perimeters not touching each other.
Blobs from excessive pressure due to trying to extrude more plastic than the hotend can flow.
Extruder skipping steps.
I know you can set the width over thickness manually in the advanced tab but find this annoying because you need to re-calculate it every time you change layer heights. By fudging the diameter of the nozzle you can still just change the layer and let Slic3r do the rest.
Edited 1 time(s). Last edit at 05/22/2012 08:04PM by Sublime.
| FFF Settings Calculator | Gcode post processors | Geometric Object Deposition Tool Blog |
| Tantillus.org | Mini Printable Lathe | How NOT to install a Pololu driver |
|
Re: Slic3r and J-head hotends May 22, 2012 08:47PM |
Registered: 11 years ago Posts: 939 |
|
Re: Slic3r and J-head hotends May 22, 2012 09:12PM |
Registered: 13 years ago Posts: 2,947 |
Polygonhell Wrote:
-------------------------------------------------------
> Wouldn't it be better just to change the extrusion
> multiplier instead, since that's something of a
> bodge factor anyway?
Short answer no.
Long answer. Slic3r determines where to lay down the path by the width it expects to print. This means the paths are trying to be 0.7mm apart when trying to print with a 0.5mm nozzle at 0.25 layers. But there is no way to flow enough plastic to make a path that wide so you end up with gaps between the paths. By telling it we are using a smaller nozzle we end up with the paths closer together.
-------------------------------------------------------
> Wouldn't it be better just to change the extrusion
> multiplier instead, since that's something of a
> bodge factor anyway?
Short answer no.
Long answer. Slic3r determines where to lay down the path by the width it expects to print. This means the paths are trying to be 0.7mm apart when trying to print with a 0.5mm nozzle at 0.25 layers. But there is no way to flow enough plastic to make a path that wide so you end up with gaps between the paths. By telling it we are using a smaller nozzle we end up with the paths closer together.
| FFF Settings Calculator | Gcode post processors | Geometric Object Deposition Tool Blog |
| Tantillus.org | Mini Printable Lathe | How NOT to install a Pololu driver |
|
Re: Slic3r and J-head hotends May 23, 2012 04:11AM |
Admin Registered: 17 years ago Posts: 7,879 |
But if it the width it lays down does not equal the target width it means the flow rate is wrong. The nozzle size does not affect the flow rate, or the size of the filament laid down. This is why I keep saying it doesn't make sense to input it into a slicer.
What the nozzle size does indirectly effect is the range of filament widths that will build correctly. If you try to extrude a filament with an area bigger than the die swell value it will work when it is extruding onto a previous layer but when spanning a gap it will be too long and thin and hang down. It doesn't cause the filament to be too thin and walls to not meet because same amount of plastic flows out, is constrained by the nozzle above and by the layer below, so has to spread out to the correct width. Conversely, if you try to extrude too thin for the nozzle then the filament will cut corners and snap when spanning gaps but again the volume is correct so infill will meet walls, etc.
From your description it seems Slic3r has its maths wrong. All that it should use nozzle size for is a guess at the die swell value and hence choose a suitable default width given height. Once a width and height are chosen the flow rate can be calculated from that and nozzle size doesn't come into that calculation, hence if the actually nozzle size (actually the die swell size) is different you should still get the right width.
J-heads do have a lower die swell than most. I think it must be due to a longer exit hole. I had to ream mine to 0.45mm to be able to print the code generated for my other 0.4mm nozzles. Before I did that bridging didn't work and the first layer outline tended to zigzag a little because it is being compressed lengthwise instead of stretched. There was no effect on the volume though, so outlines did meet infill, etc.
[www.hydraraptor.blogspot.com]
What the nozzle size does indirectly effect is the range of filament widths that will build correctly. If you try to extrude a filament with an area bigger than the die swell value it will work when it is extruding onto a previous layer but when spanning a gap it will be too long and thin and hang down. It doesn't cause the filament to be too thin and walls to not meet because same amount of plastic flows out, is constrained by the nozzle above and by the layer below, so has to spread out to the correct width. Conversely, if you try to extrude too thin for the nozzle then the filament will cut corners and snap when spanning gaps but again the volume is correct so infill will meet walls, etc.
From your description it seems Slic3r has its maths wrong. All that it should use nozzle size for is a guess at the die swell value and hence choose a suitable default width given height. Once a width and height are chosen the flow rate can be calculated from that and nozzle size doesn't come into that calculation, hence if the actually nozzle size (actually the die swell size) is different you should still get the right width.
J-heads do have a lower die swell than most. I think it must be due to a longer exit hole. I had to ream mine to 0.45mm to be able to print the code generated for my other 0.4mm nozzles. Before I did that bridging didn't work and the first layer outline tended to zigzag a little because it is being compressed lengthwise instead of stretched. There was no effect on the volume though, so outlines did meet infill, etc.
[www.hydraraptor.blogspot.com]
|
Re: Slic3r and J-head hotends May 23, 2012 04:54AM |
Registered: 13 years ago Posts: 2,947 |
nophead Wrote:
-------------------------------------------------------
> But if it the width it lays down does not equal
> the target width it means the flow rate is wrong.
> The nozzle size does not affect the flow rate, or
> the size of the filament laid down.
Yes the nozzle size does effect the flow rate it. For any given fluid going through a orifice you will have a set CV which you can not over come without lowering the viscosity.
> What the nozzle size does indirectly effect is the
> range of filament widths that will build
> correctly.
Exactly and it is trying to build way to wide.
> From your description it seems Slic3r has its
> maths wrong. All that it should use nozzle size
> for is a guess at the die swell value and hence
> choose a suitable default width given height.
> Once a width and height are chosen the flow rate
> can be calculated from that and nozzle size
> doesn't come into that calculation, hence if the
> actually nozzle size (actually the die swell size)
> is different you should still get the right width.
Yes and it is choosing far to wide so I am saying to set it to a smaller nozzle which sets the width smaller for the height you have set. Instead of having to manually enter the w/t every time you want to change layer heights
> J-heads do have a lower die swell than most. I
> think it must be due to a longer exit hole. I had
> to ream mine to 0.45mm to be able to print the
> code generated for my other 0.4mm nozzles. Before
> I did that bridging didn't work and the first
> layer outline tended to zigzag a little because it
> is being compressed lengthwise instead of
> stretched. There was no effect on the volume
> though, so outlines did meet infill, etc.
Do you still print at low speeds? Where you are not reaching the nozzles max flow. The problems start around 45mm/s when you start to reach the max flow regardless of temperature and gets more obvious around 60mm/s.
But from what you have said it confirms that the J-head prints smaller than drilled. So people using one with slic3r should try what I said. Or use the advanced tab to set the width over thickness manually.
Edited 1 time(s). Last edit at 05/23/2012 04:57AM by Sublime.
-------------------------------------------------------
> But if it the width it lays down does not equal
> the target width it means the flow rate is wrong.
> The nozzle size does not affect the flow rate, or
> the size of the filament laid down.
Yes the nozzle size does effect the flow rate it. For any given fluid going through a orifice you will have a set CV which you can not over come without lowering the viscosity.
> What the nozzle size does indirectly effect is the
> range of filament widths that will build
> correctly.
Exactly and it is trying to build way to wide.
> From your description it seems Slic3r has its
> maths wrong. All that it should use nozzle size
> for is a guess at the die swell value and hence
> choose a suitable default width given height.
> Once a width and height are chosen the flow rate
> can be calculated from that and nozzle size
> doesn't come into that calculation, hence if the
> actually nozzle size (actually the die swell size)
> is different you should still get the right width.
Yes and it is choosing far to wide so I am saying to set it to a smaller nozzle which sets the width smaller for the height you have set. Instead of having to manually enter the w/t every time you want to change layer heights
> J-heads do have a lower die swell than most. I
> think it must be due to a longer exit hole. I had
> to ream mine to 0.45mm to be able to print the
> code generated for my other 0.4mm nozzles. Before
> I did that bridging didn't work and the first
> layer outline tended to zigzag a little because it
> is being compressed lengthwise instead of
> stretched. There was no effect on the volume
> though, so outlines did meet infill, etc.
Do you still print at low speeds? Where you are not reaching the nozzles max flow. The problems start around 45mm/s when you start to reach the max flow regardless of temperature and gets more obvious around 60mm/s.
But from what you have said it confirms that the J-head prints smaller than drilled. So people using one with slic3r should try what I said. Or use the advanced tab to set the width over thickness manually.
Edited 1 time(s). Last edit at 05/23/2012 04:57AM by Sublime.
| FFF Settings Calculator | Gcode post processors | Geometric Object Deposition Tool Blog |
| Tantillus.org | Mini Printable Lathe | How NOT to install a Pololu driver |
|
Re: Slic3r and J-head hotends May 23, 2012 05:57AM |
Registered: 13 years ago Posts: 2,947 |
I should explain how I tested this. I slice a test object (cube) at 100% infill and start the print. Once you have two or three layers down you can start to adjust the flow rate via an LCD control panel or M221 Snn if using Marlin. So to get a perfect steps per mm on E you can turn them up or down a few steps and wait a layer or two and see if all the infill/perimeters touch or are over stuffed and repeat until they just fit snugly together and form a perfect shiny smooth layer. This is impossible to do with the default widths generated by slic3r for a J-head at the speeds I want to print. It doesn't seem to matter how much torque or grip you have on the filament. But once I set the nozzle diameter smaller so slic3r generates a smaller w/t I can reach those speeds and have perfect prints. It may have something to do with active cooling as well because the PLA starts to harden very quickly.
| FFF Settings Calculator | Gcode post processors | Geometric Object Deposition Tool Blog |
| Tantillus.org | Mini Printable Lathe | How NOT to install a Pololu driver |
|
Re: Slic3r and J-head hotends May 23, 2012 06:07AM |
Admin Registered: 17 years ago Posts: 7,879 |
Sublime Wrote:
-------------------------------------------------------
> Yes the nozzle size does effect the flow rate it.
> For any given fluid going through a orifice you
> will have a set CV which you can not over come
> without lowering the viscosity.
I don't understand what you mean. Whatever volume goes into the extruder must come out when steady state is reached. Through a smaller nozzle it takes more force, but the volume is unaffected. I have done experiments to prove this.
> Exactly and it is trying to build way to wide.
Yes but what I am saying is it should come out the correct width except when bridging if the volume calculation was correct. As I said I changed from my own 0.4mm nozzle to a J-head and did not change any settings (with my own software). I was using 0.4mm x 0.6mm layers and with the J-head the die swell value was less than that cross section. The symptoms were poor bridging, not lines too far apart.
I put a 0.4mm drill though it and that didn't improve it, but a 0.45mm drill fixed it. So the hole was not any smaller than my own nozzle but the die swell was less.
> Do you still print at low speeds? Where you are
> not reaching the nozzles max flow. The problems
> start around 45mm/s when you start to reach the
> max flow regardless of temperature and gets more
> obvious around 60mm/s.
I don't go above 40mm/s with ABS because my hobbed bolt strips any faster than that. I have built up to 100mm/s with PLA when I first build my Mendel before I added a heavy heated bed and a heavy extruder heatsink. I could probably go a lot faster with PLA on my Mendel90 but I haven't had time to try that yet, too busy printing ABS.
How do you "start to reach max flow"? The flow rate should equal the demanded flow rate until the hobbing slips and at that point it has failed. I.e. changing the speed doesn't affect whether the filament lines are too far apart or not unless the extruder speed is capped in firmware.
>
> But from what you have said it confirms that the
> J-head prints smaller than drilled. So people
> using one with slic3r should try what I said. Or
> use the advanced tab to set the width over
> thickness manually.
The user should input the die swell size and the desired layer height. The slicing software should calculate W/T. If it comes out at less than 1.5 it should warn the layer height is too big. It should choose W to give a little tension but not too much stretch and give the user the option of making it somewhat smaller.
[www.hydraraptor.blogspot.com]
-------------------------------------------------------
> Yes the nozzle size does effect the flow rate it.
> For any given fluid going through a orifice you
> will have a set CV which you can not over come
> without lowering the viscosity.
I don't understand what you mean. Whatever volume goes into the extruder must come out when steady state is reached. Through a smaller nozzle it takes more force, but the volume is unaffected. I have done experiments to prove this.
> Exactly and it is trying to build way to wide.
Yes but what I am saying is it should come out the correct width except when bridging if the volume calculation was correct. As I said I changed from my own 0.4mm nozzle to a J-head and did not change any settings (with my own software). I was using 0.4mm x 0.6mm layers and with the J-head the die swell value was less than that cross section. The symptoms were poor bridging, not lines too far apart.
I put a 0.4mm drill though it and that didn't improve it, but a 0.45mm drill fixed it. So the hole was not any smaller than my own nozzle but the die swell was less.
> Do you still print at low speeds? Where you are
> not reaching the nozzles max flow. The problems
> start around 45mm/s when you start to reach the
> max flow regardless of temperature and gets more
> obvious around 60mm/s.
I don't go above 40mm/s with ABS because my hobbed bolt strips any faster than that. I have built up to 100mm/s with PLA when I first build my Mendel before I added a heavy heated bed and a heavy extruder heatsink. I could probably go a lot faster with PLA on my Mendel90 but I haven't had time to try that yet, too busy printing ABS.
How do you "start to reach max flow"? The flow rate should equal the demanded flow rate until the hobbing slips and at that point it has failed. I.e. changing the speed doesn't affect whether the filament lines are too far apart or not unless the extruder speed is capped in firmware.
>
> But from what you have said it confirms that the
> J-head prints smaller than drilled. So people
> using one with slic3r should try what I said. Or
> use the advanced tab to set the width over
> thickness manually.
The user should input the die swell size and the desired layer height. The slicing software should calculate W/T. If it comes out at less than 1.5 it should warn the layer height is too big. It should choose W to give a little tension but not too much stretch and give the user the option of making it somewhat smaller.
[www.hydraraptor.blogspot.com]
|
Re: Slic3r and J-head hotends May 23, 2012 07:00AM |
Registered: 13 years ago Posts: 2,947 |
> I don't understand what you mean. Whatever volume
> goes into the extruder must come out when steady
> state is reached. Through a smaller nozzle it
> takes more force, but the volume is unaffected. I
> have done experiments to prove this.
At a certain point the pressure it too great and all you get is compression of the filament which results in the blobs at the ends of the moves and not enough flow in the middle.
> Yes but what I am saying is it should come out the
> correct width except when bridging if the volume
> calculation was correct. As I said I changed from
> my own 0.4mm nozzle to a J-head and did not change
> any settings (with my own software). I was using
> 0.4mm x 0.6mm layers and with the J-head the die
> swell value was less than that cross section. The
> symptoms were poor bridging, not lines too far
> apart.
This may have something to do with it. I have never printed with large layer heights. I never go above 0.25mm even with my largest hotend which is a 0.6mm. I would imagine the pressure required at the lower layer heights is much greater.
>
> I put a 0.4mm drill though it and that didn't
> improve it, but a 0.45mm drill fixed it. So the
> hole was not any smaller than my own nozzle but
> the die swell was less.
Yes so now you are printing with a larger hotend than your profile is for which is what I am suggesting people do.
> I don't go above 40mm/s with ABS because my hobbed
> bolt strips any faster than that. I have built up
> to 100mm/s with PLA when I first build my Mendel
> before I added a heavy heated bed and a heavy
> extruder heatsink. I could probably go a lot
> faster with PLA on my Mendel90 but I haven't had
> time to try that yet, too busy printing ABS.
I'm not questioning your ability to go fast just what speeds you were using in your explanation.
>
> How do you "start to reach max flow"? The flow
> rate should equal the demanded flow rate until the
> hobbing slips and at that point it has failed.
> I.e. changing the speed doesn't affect whether the
> filament lines are too far apart or not unless the
> extruder speed is capped in firmware.
>
Maybe my hobbing is better I don't know but at a certain point the pressure goes up to a point at which things break, like gears or the filament gets compressed into a spring or in your case filament slips.
> The user should input the die swell size and the
> desired layer height. The slicing software should
> calculate W/T. If it comes out at less than 1.5 it
> should warn the layer height is too big. It should
> choose W to give a little tension but not too much
> stretch and give the user the option of making it
> somewhat smaller.
After slicing something with slic3r you can open the gcode file and it says at the top how wide a single wall is supposed to be. When set to use a 0.5nozzle at 0.25 layer it produces a path 0.7mm wide or in your terms w/t of 2.8. Now you want us to enter 0.6 so it tries to produce a path 0.84mm wide or in your terms w/t 3.36 .
All I can say is try it the results speak for themselves.
Also I have reached print speeds with the J-head of 200mm/s by doing this.
My hand made copper hotends print like you would expect and can reach speeds of 400mm/s. I attribute this to the copper transferring the heat to the plastic better and the shorter exit hole.
> goes into the extruder must come out when steady
> state is reached. Through a smaller nozzle it
> takes more force, but the volume is unaffected. I
> have done experiments to prove this.
At a certain point the pressure it too great and all you get is compression of the filament which results in the blobs at the ends of the moves and not enough flow in the middle.
> Yes but what I am saying is it should come out the
> correct width except when bridging if the volume
> calculation was correct. As I said I changed from
> my own 0.4mm nozzle to a J-head and did not change
> any settings (with my own software). I was using
> 0.4mm x 0.6mm layers and with the J-head the die
> swell value was less than that cross section. The
> symptoms were poor bridging, not lines too far
> apart.
This may have something to do with it. I have never printed with large layer heights. I never go above 0.25mm even with my largest hotend which is a 0.6mm. I would imagine the pressure required at the lower layer heights is much greater.
>
> I put a 0.4mm drill though it and that didn't
> improve it, but a 0.45mm drill fixed it. So the
> hole was not any smaller than my own nozzle but
> the die swell was less.
Yes so now you are printing with a larger hotend than your profile is for which is what I am suggesting people do.
> I don't go above 40mm/s with ABS because my hobbed
> bolt strips any faster than that. I have built up
> to 100mm/s with PLA when I first build my Mendel
> before I added a heavy heated bed and a heavy
> extruder heatsink. I could probably go a lot
> faster with PLA on my Mendel90 but I haven't had
> time to try that yet, too busy printing ABS.
I'm not questioning your ability to go fast just what speeds you were using in your explanation.
>
> How do you "start to reach max flow"? The flow
> rate should equal the demanded flow rate until the
> hobbing slips and at that point it has failed.
> I.e. changing the speed doesn't affect whether the
> filament lines are too far apart or not unless the
> extruder speed is capped in firmware.
>
Maybe my hobbing is better I don't know but at a certain point the pressure goes up to a point at which things break, like gears or the filament gets compressed into a spring or in your case filament slips.
> The user should input the die swell size and the
> desired layer height. The slicing software should
> calculate W/T. If it comes out at less than 1.5 it
> should warn the layer height is too big. It should
> choose W to give a little tension but not too much
> stretch and give the user the option of making it
> somewhat smaller.
After slicing something with slic3r you can open the gcode file and it says at the top how wide a single wall is supposed to be. When set to use a 0.5nozzle at 0.25 layer it produces a path 0.7mm wide or in your terms w/t of 2.8. Now you want us to enter 0.6 so it tries to produce a path 0.84mm wide or in your terms w/t 3.36 .
All I can say is try it the results speak for themselves.
Also I have reached print speeds with the J-head of 200mm/s by doing this.
My hand made copper hotends print like you would expect and can reach speeds of 400mm/s. I attribute this to the copper transferring the heat to the plastic better and the shorter exit hole.
| FFF Settings Calculator | Gcode post processors | Geometric Object Deposition Tool Blog |
| Tantillus.org | Mini Printable Lathe | How NOT to install a Pololu driver |
|
Re: Slic3r and J-head hotends May 23, 2012 08:50AM |
Admin Registered: 17 years ago Posts: 7,879 |
Sublime Wrote:
>
> This may have something to do with it. I have
> never printed with large layer heights. I never go
> above 0.25mm even with my largest hotend which is
> a 0.6mm. I would imagine the pressure required at
> the lower layer heights is much greater.
Interesting, I had always assumed it is the other way round. The flow rate is less with lower layers so the pressure is less. However once the layer height gets low enough that the area of the ring around the nozzle aperture is comparable to the area of the aperture it may well start to go up again. Certainly it becomes infinite when the nozzle touches the bed so there is probably a U shaped curve.
I normally print at 1.5 W/T but I recently tried something at 3 and my experimental hot end broke.
Nozzle was 0.35 and layer height 0.3. So the area of the aperture is ~ 0.1mm^2. The ring that plastic can escape from is ~0.33mm^s, so quite a lot bigger. When I went down to 0.15mm it would still be bigger than the nozzle and the flow rate would be roughly halved. If flow through a ring is similar to flow though a circle then it would increase with the inverse square of the area, so one could see how it could quickly dominate as height goes down because pressure is only linear with flow rate.
>
>
> >
> > I put a 0.4mm drill though it and that didn't
> > improve it, but a 0.45mm drill fixed it. So the
> > hole was not any smaller than my own nozzle but
> > the die swell was less.
>
> Yes so now you are printing with a larger hotend
> than your profile is for which is what I am
> suggesting people do.
Yes but if die swell was the input parameter instead nozzle diameter it would simply work for all plastics and nozzles without fudge factors.
> Maybe my hobbing is better I don't know but at a
> certain point the pressure goes up to a point at
> which things break, like gears or the filament
> gets compressed into a spring or in your case
> filament slips.
PLA has more grip than ABS but the big difference is I don't vary the flow rate during a a line of extrusion, so I won't see compression effects, my extruder is always in steady state flow between the fast forward and the rewind. So it either gives the demanded flow rate or it strips.
> After slicing something with slic3r you can open
> the gcode file and it says at the top how wide a
> single wall is supposed to be. When set to use a
> 0.5nozzle at 0.25 layer it produces a path 0.7mm
> wide or in your terms w/t of 2.8. Now you want us
> to enter 0.6 so it tries to produce a path 0.84mm
> wide or in your terms w/t 3.36 .
>
> All I can say is try it the results speak for
> themselves.
No I am not saying enter die swell value as nozzle size. I am saying slicers should work in terms of die swell value not nozzle size.
I never go wider than 0.6mm from a 0.5mm nozzle with ABS. I.e. I work out the maximum width from the die swell area and W/T = 1.5. If I want thinner layers I keep W constant and increase W/T.
[www.hydraraptor.blogspot.com]
>
> This may have something to do with it. I have
> never printed with large layer heights. I never go
> above 0.25mm even with my largest hotend which is
> a 0.6mm. I would imagine the pressure required at
> the lower layer heights is much greater.
Interesting, I had always assumed it is the other way round. The flow rate is less with lower layers so the pressure is less. However once the layer height gets low enough that the area of the ring around the nozzle aperture is comparable to the area of the aperture it may well start to go up again. Certainly it becomes infinite when the nozzle touches the bed so there is probably a U shaped curve.
I normally print at 1.5 W/T but I recently tried something at 3 and my experimental hot end broke.
Nozzle was 0.35 and layer height 0.3. So the area of the aperture is ~ 0.1mm^2. The ring that plastic can escape from is ~0.33mm^s, so quite a lot bigger. When I went down to 0.15mm it would still be bigger than the nozzle and the flow rate would be roughly halved. If flow through a ring is similar to flow though a circle then it would increase with the inverse square of the area, so one could see how it could quickly dominate as height goes down because pressure is only linear with flow rate.
>
>
> >
> > I put a 0.4mm drill though it and that didn't
> > improve it, but a 0.45mm drill fixed it. So the
> > hole was not any smaller than my own nozzle but
> > the die swell was less.
>
> Yes so now you are printing with a larger hotend
> than your profile is for which is what I am
> suggesting people do.
Yes but if die swell was the input parameter instead nozzle diameter it would simply work for all plastics and nozzles without fudge factors.
> Maybe my hobbing is better I don't know but at a
> certain point the pressure goes up to a point at
> which things break, like gears or the filament
> gets compressed into a spring or in your case
> filament slips.
PLA has more grip than ABS but the big difference is I don't vary the flow rate during a a line of extrusion, so I won't see compression effects, my extruder is always in steady state flow between the fast forward and the rewind. So it either gives the demanded flow rate or it strips.
> After slicing something with slic3r you can open
> the gcode file and it says at the top how wide a
> single wall is supposed to be. When set to use a
> 0.5nozzle at 0.25 layer it produces a path 0.7mm
> wide or in your terms w/t of 2.8. Now you want us
> to enter 0.6 so it tries to produce a path 0.84mm
> wide or in your terms w/t 3.36 .
>
> All I can say is try it the results speak for
> themselves.
No I am not saying enter die swell value as nozzle size. I am saying slicers should work in terms of die swell value not nozzle size.
I never go wider than 0.6mm from a 0.5mm nozzle with ABS. I.e. I work out the maximum width from the die swell area and W/T = 1.5. If I want thinner layers I keep W constant and increase W/T.
[www.hydraraptor.blogspot.com]
|
Re: Slic3r and J-head hotends May 23, 2012 09:45AM |
Registered: 12 years ago Posts: 300 |
nophead Wrote:
-------------------------------------------------------
> Interesting, I had always assumed it is the other
> way round. The flow rate is less with lower layers
> so the pressure is less. However once the layer
> height gets low enough that the area of the ring
> around the nozzle aperture is comparable to the
> area of the aperture it may well start to go up
> again. Certainly it becomes infinite when the
> nozzle touches the bed so there is probably a U
> shaped curve.
It would be interesting to mount something on the extruder output shaft to measure the tork... A solution could be to replace the large gear with something in 2 parts, with a torsion spring between, and see how the 2 parts moves.
Frédéric
-------------------------------------------------------
> Interesting, I had always assumed it is the other
> way round. The flow rate is less with lower layers
> so the pressure is less. However once the layer
> height gets low enough that the area of the ring
> around the nozzle aperture is comparable to the
> area of the aperture it may well start to go up
> again. Certainly it becomes infinite when the
> nozzle touches the bed so there is probably a U
> shaped curve.
It would be interesting to mount something on the extruder output shaft to measure the tork... A solution could be to replace the large gear with something in 2 parts, with a torsion spring between, and see how the 2 parts moves.
Frédéric
|
Re: Slic3r and J-head hotends May 23, 2012 12:56PM |
Registered: 11 years ago Posts: 939 |
Has anyone actually looked to see what calculation Slic3r is actually doing with the Nozzle Size?
This is the code it's using to compute the actual w/h, as far as I can see it's not taking die swell into account at all, it's assuming input volume = output volume and above some threshold treating the extrusion as round and below it as a rectangle with round ends.
It Clamps the resultant width between 1.05 and 1.4 * the nozzle diameter.
If anything we should be using the extruded diameter not the nozzle diameter, unless I'm missing something, which implies the number ought to be bigger, not smaller.
if ($Slic3r::extrusion_width_ratio) {
$Slic3r::flow_width = $Slic3r::layer_height * $Slic3r::extrusion_width_ratio;
} else {
# here we calculate a sane default by matching the flow speed (at the nozzle)
# and the feed rate
my $volume = ($Slic3r::nozzle_diameter**2) * PI/4;
my $shape_threshold = $Slic3r::nozzle_diameter * $Slic3r::layer_height
+ ($Slic3r::layer_height**2) * PI/4;
if ($volume >= $shape_threshold) {
# rectangle with semicircles at the ends
$Slic3r::flow_width = (($Slic3r::nozzle_diameter**2) * PI + ($Slic3r::layer_height**2) * (4 - PI)) / (4 * $Slic3r::layer_height);
} else {
# rectangle with squished semicircles at the ends
$Slic3r::flow_width = $Slic3r::nozzle_diameter * ($Slic3r::nozzle_diameter/$Slic3r::layer_height - 4/PI + 1);
}
my $min_flow_width = $Slic3r::nozzle_diameter * 1.05;
my $max_flow_width = $Slic3r::nozzle_diameter * 1.4;
$Slic3r::flow_width = $max_flow_width if $Slic3r::flow_width > $max_flow_width;
$Slic3r::flow_width = $min_flow_width if $Slic3r::flow_width < $min_flow_width;
}
if ($Slic3r::flow_width >= ($Slic3r::nozzle_diameter + $Slic3r::layer_height)) {
# rectangle with semicircles at the ends
$Slic3r::min_flow_spacing = $Slic3r::flow_width - $Slic3r::layer_height * (1 - PI/4);
} else {
# rectangle with shrunk semicircles at the ends
$Slic3r::min_flow_spacing = $Slic3r::flow_width * (1 - PI/4) + $Slic3r::nozzle_diameter * PI/4;
}
$Slic3r::flow_spacing = $Slic3r::flow_width - $Slic3r verlap_factor * ($Slic3r::flow_width - $Slic3r::min_flow_spacing);
verlap_factor * ($Slic3r::flow_width - $Slic3r::min_flow_spacing);
Slic3r::debugf "Flow width = $Slic3r::flow_width\n";
Slic3r::debugf "Flow spacing = $Slic3r::flow_spacing\n";
Slic3r::debugf "Min flow spacing = $Slic3r::min_flow_spacing\n";
This is the code it's using to compute the actual w/h, as far as I can see it's not taking die swell into account at all, it's assuming input volume = output volume and above some threshold treating the extrusion as round and below it as a rectangle with round ends.
It Clamps the resultant width between 1.05 and 1.4 * the nozzle diameter.
If anything we should be using the extruded diameter not the nozzle diameter, unless I'm missing something, which implies the number ought to be bigger, not smaller.
if ($Slic3r::extrusion_width_ratio) {
$Slic3r::flow_width = $Slic3r::layer_height * $Slic3r::extrusion_width_ratio;
} else {
# here we calculate a sane default by matching the flow speed (at the nozzle)
# and the feed rate
my $volume = ($Slic3r::nozzle_diameter**2) * PI/4;
my $shape_threshold = $Slic3r::nozzle_diameter * $Slic3r::layer_height
+ ($Slic3r::layer_height**2) * PI/4;
if ($volume >= $shape_threshold) {
# rectangle with semicircles at the ends
$Slic3r::flow_width = (($Slic3r::nozzle_diameter**2) * PI + ($Slic3r::layer_height**2) * (4 - PI)) / (4 * $Slic3r::layer_height);
} else {
# rectangle with squished semicircles at the ends
$Slic3r::flow_width = $Slic3r::nozzle_diameter * ($Slic3r::nozzle_diameter/$Slic3r::layer_height - 4/PI + 1);
}
my $min_flow_width = $Slic3r::nozzle_diameter * 1.05;
my $max_flow_width = $Slic3r::nozzle_diameter * 1.4;
$Slic3r::flow_width = $max_flow_width if $Slic3r::flow_width > $max_flow_width;
$Slic3r::flow_width = $min_flow_width if $Slic3r::flow_width < $min_flow_width;
}
if ($Slic3r::flow_width >= ($Slic3r::nozzle_diameter + $Slic3r::layer_height)) {
# rectangle with semicircles at the ends
$Slic3r::min_flow_spacing = $Slic3r::flow_width - $Slic3r::layer_height * (1 - PI/4);
} else {
# rectangle with shrunk semicircles at the ends
$Slic3r::min_flow_spacing = $Slic3r::flow_width * (1 - PI/4) + $Slic3r::nozzle_diameter * PI/4;
}
$Slic3r::flow_spacing = $Slic3r::flow_width - $Slic3r
verlap_factor * ($Slic3r::flow_width - $Slic3r::min_flow_spacing);Slic3r::debugf "Flow width = $Slic3r::flow_width\n";
Slic3r::debugf "Flow spacing = $Slic3r::flow_spacing\n";
Slic3r::debugf "Min flow spacing = $Slic3r::min_flow_spacing\n";
|
Re: Slic3r and J-head hotends May 23, 2012 01:49PM |
Registered: 13 years ago Posts: 2,947 |
nophead Wrote:
-------------------------------------------------------
> No I am not saying enter die swell value as nozzle
> size. I am saying slicers should work in terms of
> die swell value not nozzle size.
Sorry that was the way I read it. Now I understand you are saying the software should use the die swell not that we should enter it as is. Sometimes it takes a while for other peoples concepts to make it through my head.
-------------------------------------------------------
> No I am not saying enter die swell value as nozzle
> size. I am saying slicers should work in terms of
> die swell value not nozzle size.
Sorry that was the way I read it. Now I understand you are saying the software should use the die swell not that we should enter it as is. Sometimes it takes a while for other peoples concepts to make it through my head.
| FFF Settings Calculator | Gcode post processors | Geometric Object Deposition Tool Blog |
| Tantillus.org | Mini Printable Lathe | How NOT to install a Pololu driver |
|
Re: Slic3r and J-head hotends May 24, 2012 10:18AM |
Registered: 12 years ago Posts: 54 |
I think you are right Sublime there is something different about J-heads compared to the rest, I have the 0.35 J-head and for a long time I had issues getting it to work correctly. Perimeters were great but infill did not work out.
At some point I started messing with the Slic3r parameters and by lowering the extrusion multiplier I have finally reached a point where things started to work out.
I was using 0.90 for the extrusion multiplier as only at this value the output width was matching the one calculated by Slic3r. Of course things vary a lot depending on PLA type and temperatures ...
One thing I did/still not get (and actually bugged Sound about) was why Slic3r used the fixed 1.4 multiplier against the nozzle size to calculate the resulting width ... I did not get an answer to that so I figured it has to be some magic number Sound worked out
... OK back to tuning my Prusa after upgrading motors and source to 24V ... grumble ...
Edited 1 time(s). Last edit at 05/24/2012 10:19AM by TinHead.
At some point I started messing with the Slic3r parameters and by lowering the extrusion multiplier I have finally reached a point where things started to work out.
I was using 0.90 for the extrusion multiplier as only at this value the output width was matching the one calculated by Slic3r. Of course things vary a lot depending on PLA type and temperatures ...
One thing I did/still not get (and actually bugged Sound about) was why Slic3r used the fixed 1.4 multiplier against the nozzle size to calculate the resulting width ... I did not get an answer to that so I figured it has to be some magic number Sound worked out
... OK back to tuning my Prusa after upgrading motors and source to 24V ... grumble ...
Edited 1 time(s). Last edit at 05/24/2012 10:19AM by TinHead.
|
Re: Slic3r and J-head hotends May 24, 2012 02:59PM |
Registered: 12 years ago Posts: 54 |
|
Re: Slic3r and J-head hotends May 31, 2012 06:42AM |
Registered: 12 years ago Posts: 51 |
|
Re: Slic3r and J-head hotends May 31, 2012 05:00PM |
Registered: 13 years ago Posts: 818 |
I have been having odd problems with V0.8.1 all night so changed to 0.8.2 and then tested this issue with J-heads and nozzle size -
I'm using a 0.5mm J-head and setting it to 0.42 does give a tighter infill, if you also alter the Extrusion multiplier down, it cancelled out the tighter infill.
So now I'm totally confused. Is it really only J-heads that have this issue? seems odd.
Also when I do just alter the nozzle size Slic3r gives me quite different numbers of Layers of Gcode for the same object, even though I have not altered the layer height from 0.2mm or anything else?
I get 4787 layers when setting the nozzle to be 0.42
And 4946 layers when the nozzle is at 0.52
Then 6922 layers if I say it's a 0.35mm nozzle.
What's going on? anyone else have this problem with different numbers of layers?
It's like it is just ignoring my setting of 0.2mm layer height.
Edited 1 time(s). Last edit at 05/31/2012 05:02PM by richrap.
[richrap.blogspot.com]
I'm using a 0.5mm J-head and setting it to 0.42 does give a tighter infill, if you also alter the Extrusion multiplier down, it cancelled out the tighter infill.
So now I'm totally confused. Is it really only J-heads that have this issue? seems odd.
Also when I do just alter the nozzle size Slic3r gives me quite different numbers of Layers of Gcode for the same object, even though I have not altered the layer height from 0.2mm or anything else?
I get 4787 layers when setting the nozzle to be 0.42
And 4946 layers when the nozzle is at 0.52
Then 6922 layers if I say it's a 0.35mm nozzle.
What's going on? anyone else have this problem with different numbers of layers?
It's like it is just ignoring my setting of 0.2mm layer height.
Edited 1 time(s). Last edit at 05/31/2012 05:02PM by richrap.
[richrap.blogspot.com]
|
Re: Slic3r and J-head hotends May 31, 2012 05:22PM |
Registered: 13 years ago Posts: 2,947 |
richrap Wrote:
-------------------------------------------------------
> So now I'm totally confused. Is it really only
> J-heads that have this issue? seems odd.
>
As a guess I would say it is any hotend that has a long nozzle hole (1mm ish) and short melt chamber.
> Also when I do just alter the nozzle size Slic3r
> gives me quite different numbers of Layers of
> Gcode for the same object, even though I have not
> altered the layer height from 0.2mm or anything
> else?
>
> I get 4787 layers when setting the nozzle to be
> 0.42
> And 4946 layers when the nozzle is at 0.52
> Then 6922 layers if I say it's a 0.35mm nozzle.
>
> What's going on? anyone else have this problem
> with different numbers of layers?
Someone else had a similar issue and it was Pronterface or Repitier that was counting all the Z-lifts as layers. So when you made it smaller slic3r decided to make more travel moves which lead to more z-lifts and the host telling you it has more layers.
-------------------------------------------------------
> So now I'm totally confused. Is it really only
> J-heads that have this issue? seems odd.
>
As a guess I would say it is any hotend that has a long nozzle hole (1mm ish) and short melt chamber.
> Also when I do just alter the nozzle size Slic3r
> gives me quite different numbers of Layers of
> Gcode for the same object, even though I have not
> altered the layer height from 0.2mm or anything
> else?
>
> I get 4787 layers when setting the nozzle to be
> 0.42
> And 4946 layers when the nozzle is at 0.52
> Then 6922 layers if I say it's a 0.35mm nozzle.
>
> What's going on? anyone else have this problem
> with different numbers of layers?
Someone else had a similar issue and it was Pronterface or Repitier that was counting all the Z-lifts as layers. So when you made it smaller slic3r decided to make more travel moves which lead to more z-lifts and the host telling you it has more layers.
| FFF Settings Calculator | Gcode post processors | Geometric Object Deposition Tool Blog |
| Tantillus.org | Mini Printable Lathe | How NOT to install a Pololu driver |
|
Re: Slic3r and J-head hotends June 01, 2012 01:52AM |
Admin Registered: 17 years ago Posts: 7,879 |
I sliced an object with layer height set and extrusion width set, so that should completely define the flow rate and ignore the nozzle size. Guess what, the gcode completely changes when I change the nozzle, both the E codes and the XY positions.
So I think the maths is completely wrong. Nozzle size should be used to guess an appropriate width if the ratio is left at zero. It shouldn't be used for anything else.
Edited 1 time(s). Last edit at 06/01/2012 02:38AM by nophead.
[www.hydraraptor.blogspot.com]
So I think the maths is completely wrong. Nozzle size should be used to guess an appropriate width if the ratio is left at zero. It shouldn't be used for anything else.
Edited 1 time(s). Last edit at 06/01/2012 02:38AM by nophead.
[www.hydraraptor.blogspot.com]
|
Re: Slic3r and J-head hotends June 01, 2012 04:49AM |
Registered: 13 years ago Posts: 818 |
Sublime Wrote:
-------------------------------------------------------
> Someone else had a similar issue and it was
> Pronterface or Repitier that was counting all the
> Z-lifts as layers. So when you made it smaller
> slic3r decided to make more travel moves which
> lead to more z-lifts and the host telling you it
> has more layers.
Thanks Brad, I should have checked the Gcode and not just trust what Pronterface was telling me!
I did find another problem, at some points in the build the extruder stops extruding, just for little features and tiny outlines, the head still moves around drawing the small feature, but no plastic is extruded. it's only tiny sections, so the end result of the print is the model of 4000 layers and about 15 layers scattered that have a partially missing outline, but only on small areas, I have tried everything I can think of to fix it. I'm going to try and work out where is the Gcode it happens and look at that.
This is where we need gcode breakpoints! I guess I could add some pauses.
Also anyone know why when you select concentric infill Slic3r does it for the first layer and the second it does as line fill, then goes back to concentric fill?
Cheers,
Rich.
[richrap.blogspot.com]
-------------------------------------------------------
> Someone else had a similar issue and it was
> Pronterface or Repitier that was counting all the
> Z-lifts as layers. So when you made it smaller
> slic3r decided to make more travel moves which
> lead to more z-lifts and the host telling you it
> has more layers.
Thanks Brad, I should have checked the Gcode and not just trust what Pronterface was telling me!
I did find another problem, at some points in the build the extruder stops extruding, just for little features and tiny outlines, the head still moves around drawing the small feature, but no plastic is extruded. it's only tiny sections, so the end result of the print is the model of 4000 layers and about 15 layers scattered that have a partially missing outline, but only on small areas, I have tried everything I can think of to fix it. I'm going to try and work out where is the Gcode it happens and look at that.
This is where we need gcode breakpoints! I guess I could add some pauses.
Also anyone know why when you select concentric infill Slic3r does it for the first layer and the second it does as line fill, then goes back to concentric fill?
Cheers,
Rich.
[richrap.blogspot.com]
|
Re: Slic3r and J-head hotends June 01, 2012 05:20AM |
Registered: 13 years ago Posts: 2,947 |
richrap Wrote:
-------------------------------------------------------
> Sublime Wrote:
> --------------------------------------------------
> Thanks Brad, I should have checked the Gcode and
> not just trust what Pronterface was telling me!
>
No problem.
> I did find another problem, at some points in the
> build the extruder stops extruding, just for
> little features and tiny outlines, the head still
> moves around drawing the small feature, but no
> plastic is extruded. it's only tiny sections, so
> the end result of the print is the model of 4000
> layers and about 15 layers scattered that have a
> partially missing outline, but only on small
> areas, I have tried everything I can think of to
> fix it. I'm going to try and work out where is the
> Gcode it happens and look at that.
Just a guess but maybe this bug fix "removed tiny dots/blobs that were generated sometimes" is removing more than it should.
>
> This is where we need gcode breakpoints! I guess
> I could add some pauses.
>
> Also anyone know why when you select concentric
> infill Slic3r does it for the first layer and the
> second it does as line fill, then goes back to
> concentric fill?
I have wondered the same thing, But after thinking about it for a minute I decided it must be for structural reasons. Concentric solid infill combined with concentric infill would not be very strong. With the couple of rectilinear between them the model is tied together. Or its a bug that no one has reported?
>
> Cheers,
>
> Rich.
-------------------------------------------------------
> Sublime Wrote:
> --------------------------------------------------
> Thanks Brad, I should have checked the Gcode and
> not just trust what Pronterface was telling me!
>
No problem.
> I did find another problem, at some points in the
> build the extruder stops extruding, just for
> little features and tiny outlines, the head still
> moves around drawing the small feature, but no
> plastic is extruded. it's only tiny sections, so
> the end result of the print is the model of 4000
> layers and about 15 layers scattered that have a
> partially missing outline, but only on small
> areas, I have tried everything I can think of to
> fix it. I'm going to try and work out where is the
> Gcode it happens and look at that.
Just a guess but maybe this bug fix "removed tiny dots/blobs that were generated sometimes" is removing more than it should.
>
> This is where we need gcode breakpoints! I guess
> I could add some pauses.
>
> Also anyone know why when you select concentric
> infill Slic3r does it for the first layer and the
> second it does as line fill, then goes back to
> concentric fill?
I have wondered the same thing, But after thinking about it for a minute I decided it must be for structural reasons. Concentric solid infill combined with concentric infill would not be very strong. With the couple of rectilinear between them the model is tied together. Or its a bug that no one has reported?
>
> Cheers,
>
> Rich.
| FFF Settings Calculator | Gcode post processors | Geometric Object Deposition Tool Blog |
| Tantillus.org | Mini Printable Lathe | How NOT to install a Pololu driver |
|
Re: Slic3r and J-head hotends June 01, 2012 05:28AM |
Registered: 13 years ago Posts: 2,947 |
nophead Wrote:
-------------------------------------------------------
> I sliced an object with layer height set and
> extrusion width set, so that should completely
> define the flow rate and ignore the nozzle size.
> Guess what, the gcode completely changes when I
> change the nozzle, both the E codes and the XY
> positions.
Am I understanding correctly that the auto width is overriding the advanced width over thickness setting?
>
> So I think the maths is completely wrong. Nozzle
> size should be used to guess an appropriate width
> if the ratio is left at zero. It shouldn't be used
> for anything else.
I would agree that the math is incorrect to some degree. When I set the filament diameter exactly as measured and have the extrusion multiplier set to 1 and then tune the E steps via the LCD I always end up with lower steps per mm than normal calibration would dictate. That is I request 100 after calibrating via LCD and only get 90ish. This tells me that slic3r is requesting more plastic than needed and to compensate I am reducing my steps per mm instead of the extrusion multiplier.
-------------------------------------------------------
> I sliced an object with layer height set and
> extrusion width set, so that should completely
> define the flow rate and ignore the nozzle size.
> Guess what, the gcode completely changes when I
> change the nozzle, both the E codes and the XY
> positions.
Am I understanding correctly that the auto width is overriding the advanced width over thickness setting?
>
> So I think the maths is completely wrong. Nozzle
> size should be used to guess an appropriate width
> if the ratio is left at zero. It shouldn't be used
> for anything else.
I would agree that the math is incorrect to some degree. When I set the filament diameter exactly as measured and have the extrusion multiplier set to 1 and then tune the E steps via the LCD I always end up with lower steps per mm than normal calibration would dictate. That is I request 100 after calibrating via LCD and only get 90ish. This tells me that slic3r is requesting more plastic than needed and to compensate I am reducing my steps per mm instead of the extrusion multiplier.
| FFF Settings Calculator | Gcode post processors | Geometric Object Deposition Tool Blog |
| Tantillus.org | Mini Printable Lathe | How NOT to install a Pololu driver |
|
Re: Slic3r and J-head hotends June 01, 2012 06:41AM |
Admin Registered: 17 years ago Posts: 7,879 |
Sublime Wrote:
> Am I understanding correctly that the auto width
> is overriding the advanced width over thickness
> setting?
>
Perhaps, but somebody posted the maths the other day and it seemed like it was using nozzle diameter for more than setting the width. Also the comment in the g-code said it was using my width over thickness.
I am struggling to get decent prints with it, Pronterface, Marlin, a Sanguinololu, a J-head and red PLA, but since all are new to me (I have used a J-head with ABS) it is hard to see where the fault lies.
[www.hydraraptor.blogspot.com]
> Am I understanding correctly that the auto width
> is overriding the advanced width over thickness
> setting?
>
Perhaps, but somebody posted the maths the other day and it seemed like it was using nozzle diameter for more than setting the width. Also the comment in the g-code said it was using my width over thickness.
I am struggling to get decent prints with it, Pronterface, Marlin, a Sanguinololu, a J-head and red PLA, but since all are new to me (I have used a J-head with ABS) it is hard to see where the fault lies.
[www.hydraraptor.blogspot.com]
|
Re: Slic3r and J-head hotends June 01, 2012 12:08PM |
Registered: 11 years ago Posts: 939 |
I posted the code earlier, It still clamps the extrusion width based on the nozzle size even if you set it explicitly, I suspect that clamping is commonly happening with the layer heights people are running and I don't think that was the original intent of the author (though I could be wrong)
The code below runs even if you explicitly set the W/H ratio
my $min_flow_width = $Slic3r::nozzle_diameter * 1.05;
my $max_flow_width = $Slic3r::nozzle_diameter * 1.4;
$Slic3r::flow_width = $max_flow_width if $Slic3r::flow_width > $max_flow_width;
$Slic3r::flow_width = $min_flow_width if $Slic3r::flow_width < $min_flow_width;
So with a 0.5mm nozzle, the minimum width is 0.505 and maximum width is 0.7, I think at low layer heights the automatic calculation is almost always clamping to the max.
If you explicitly set the W/H to 1.5 at a not unreasonable 0.3mm layer height it would clamp to the min.
As I said I don't think this was originally what the author intended, the reason it mostly works is that it then computes the extrusion width from the clamped values.
The code below runs even if you explicitly set the W/H ratio
my $min_flow_width = $Slic3r::nozzle_diameter * 1.05;
my $max_flow_width = $Slic3r::nozzle_diameter * 1.4;
$Slic3r::flow_width = $max_flow_width if $Slic3r::flow_width > $max_flow_width;
$Slic3r::flow_width = $min_flow_width if $Slic3r::flow_width < $min_flow_width;
So with a 0.5mm nozzle, the minimum width is 0.505 and maximum width is 0.7, I think at low layer heights the automatic calculation is almost always clamping to the max.
If you explicitly set the W/H to 1.5 at a not unreasonable 0.3mm layer height it would clamp to the min.
As I said I don't think this was originally what the author intended, the reason it mostly works is that it then computes the extrusion width from the clamped values.
|
Re: Slic3r and J-head hotends June 01, 2012 03:07PM |
Registered: 12 years ago Posts: 81 |
I'm having the exact same issue.
Slic3r -> pronterface ->marlin
ramps 1.2, sells mendel, wade's extruder, esteps calibrated hot
0.5mm jhead at 180 (185 first layer)
2.83mm PLA onto blue tape.
The attached images are
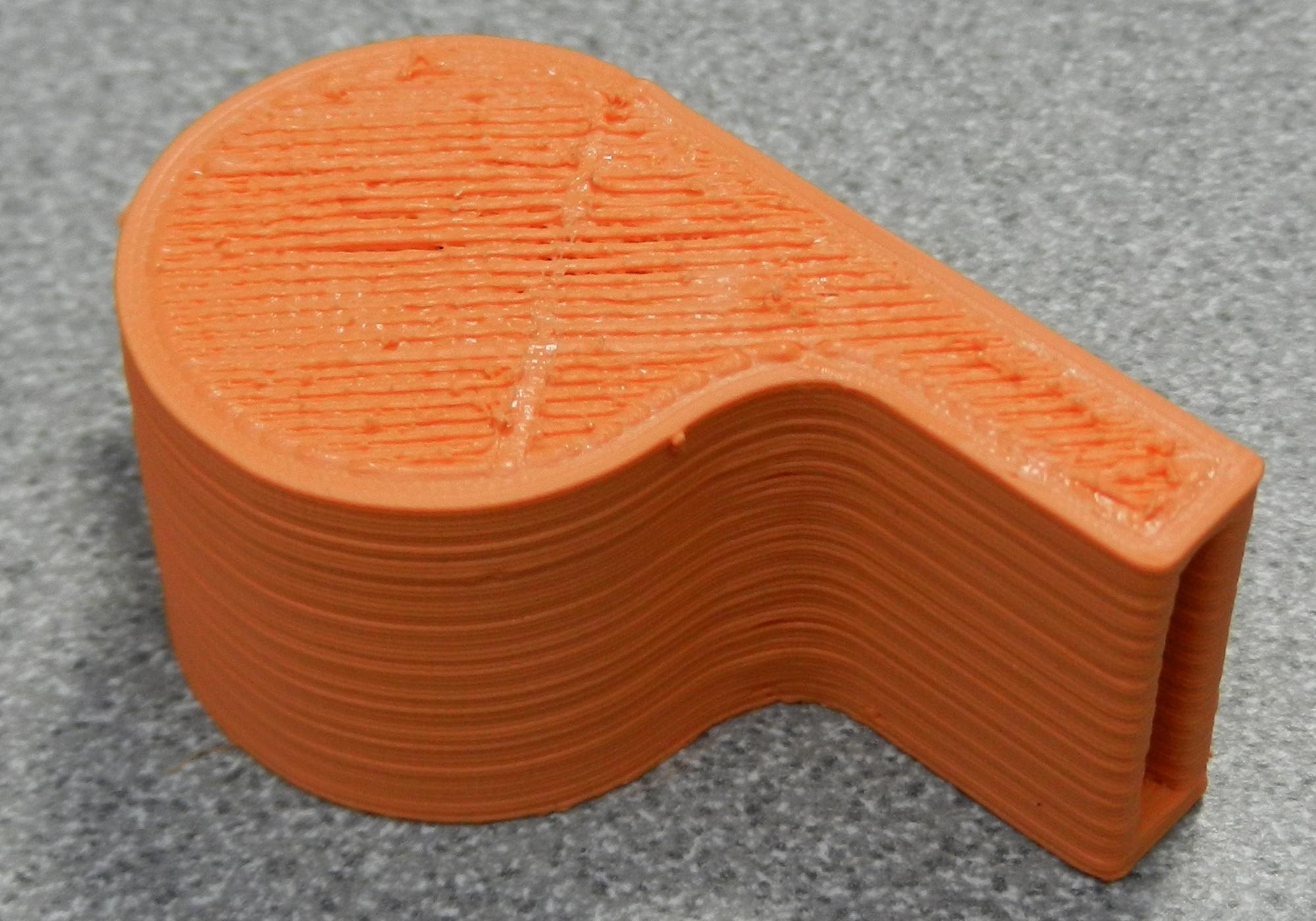
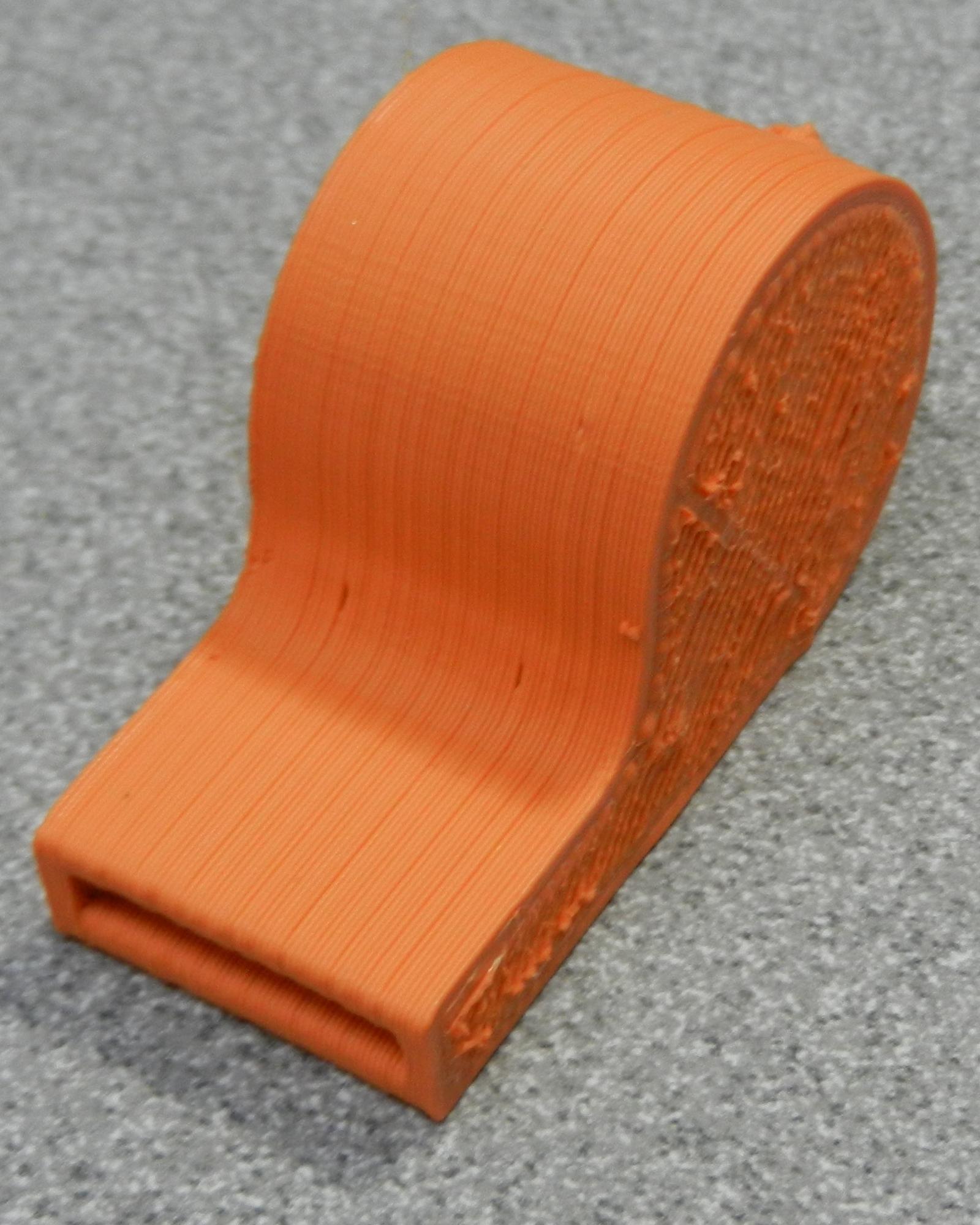
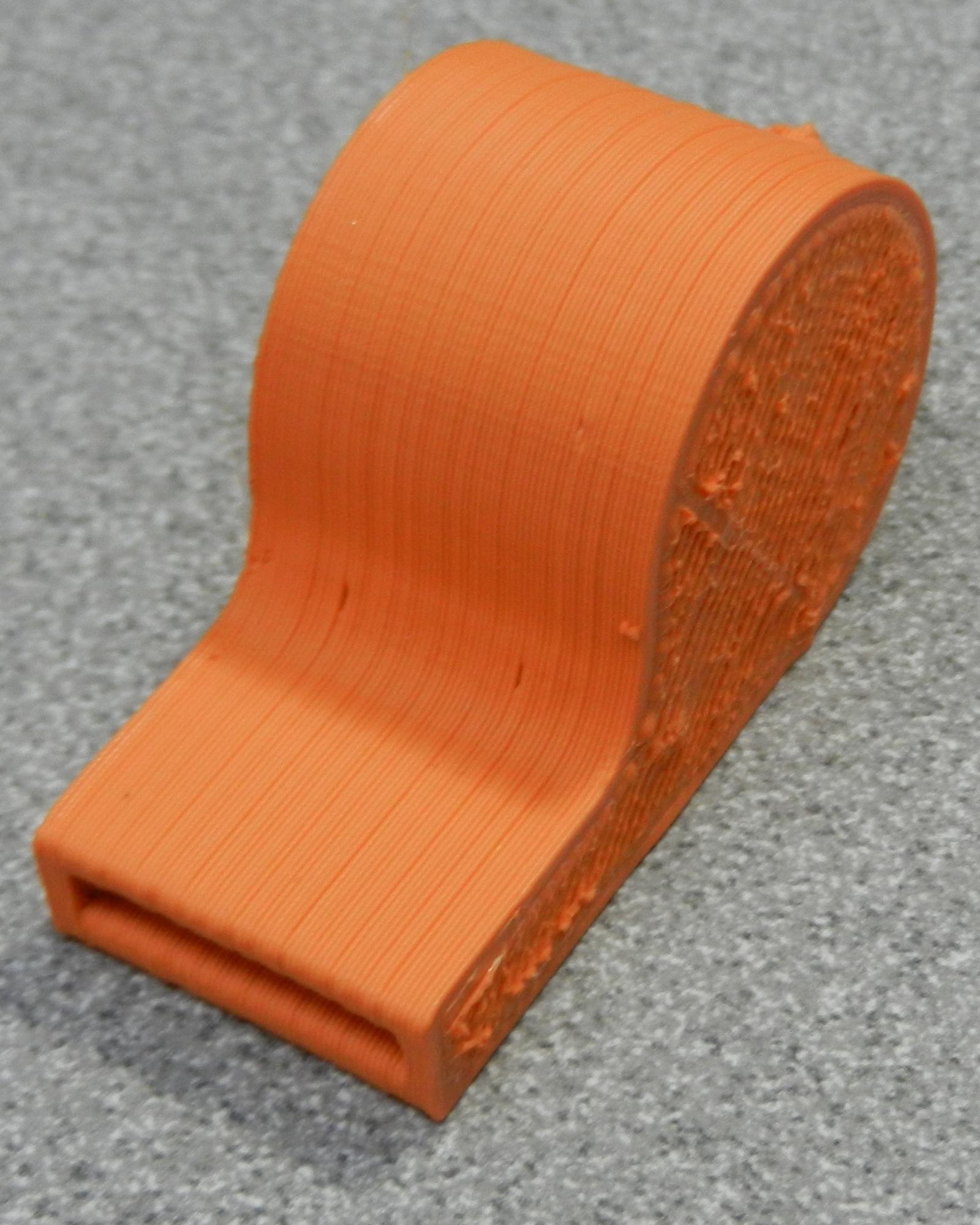
It makes a lovely print, except for the horizontal surface, which suffers, contradictorily, from plow-through (too much extrusion?) as evidenced by the blobby crufts and obvious gouge marks and gaps between parallel lines (not enough extrusion?) as can be seen in the gaps of the top view.
In IRC Sound suggested setting the w:h to >2, but I have not tried that yet...
-Rob A>
Slic3r -> pronterface ->marlin
ramps 1.2, sells mendel, wade's extruder, esteps calibrated hot
0.5mm jhead at 180 (185 first layer)
2.83mm PLA onto blue tape.
The attached images are
It makes a lovely print, except for the horizontal surface, which suffers, contradictorily, from plow-through (too much extrusion?) as evidenced by the blobby crufts and obvious gouge marks and gaps between parallel lines (not enough extrusion?) as can be seen in the gaps of the top view.
In IRC Sound suggested setting the w:h to >2, but I have not tried that yet...
-Rob A>
|
Re: Slic3r and J-head hotends June 01, 2012 03:14PM |
Registered: 13 years ago Posts: 2,947 |
RobA Wrote:
-------------------------------------------------------
> I'm having the exact same issue.
>
> Slic3r -> pronterface ->marlin
> ramps 1.2, sells mendel, wade's extruder, esteps
> calibrated hot
> 0.5mm jhead at 180 (185 first layer)
> 2.83mm PLA onto blue tape.
I find the J-head needs to be hotter than most to get good solid surface finishes as well as slower solid surfaces than my other hotends. I have found that doing the entire print at the same speed really helps with quality.
> The attached images are
> It makes a lovely print, except for the horizontal
> surface, which suffers, contradictorily, from
> plow-through (too much extrusion?) as evidenced by
> the blobby crufts and obvious gouge marks and gaps
> between parallel lines (not enough extrusion?) as
> can be seen in the gaps of the top view.
I would slow down first and then look at the flow after. You may be finding the same thing as I did and that it is reaching the limit of flow (or at least I am calling it that)
>
> In IRC Sound suggested setting the w:h to >2, but
> I have not tried that yet...
This may work if you are printing at 0.25 or 0.3 mm layers but thinner or thicker layers would need a different number to achieve the correct width.
Have you tried setting the nozzle size to 0.4 ?
Edited 1 time(s). Last edit at 06/01/2012 03:21PM by Sublime.
-------------------------------------------------------
> I'm having the exact same issue.
>
> Slic3r -> pronterface ->marlin
> ramps 1.2, sells mendel, wade's extruder, esteps
> calibrated hot
> 0.5mm jhead at 180 (185 first layer)
> 2.83mm PLA onto blue tape.
I find the J-head needs to be hotter than most to get good solid surface finishes as well as slower solid surfaces than my other hotends. I have found that doing the entire print at the same speed really helps with quality.
> The attached images are
> It makes a lovely print, except for the horizontal
> surface, which suffers, contradictorily, from
> plow-through (too much extrusion?) as evidenced by
> the blobby crufts and obvious gouge marks and gaps
> between parallel lines (not enough extrusion?) as
> can be seen in the gaps of the top view.
I would slow down first and then look at the flow after. You may be finding the same thing as I did and that it is reaching the limit of flow (or at least I am calling it that)
>
> In IRC Sound suggested setting the w:h to >2, but
> I have not tried that yet...
This may work if you are printing at 0.25 or 0.3 mm layers but thinner or thicker layers would need a different number to achieve the correct width.
Have you tried setting the nozzle size to 0.4 ?
Edited 1 time(s). Last edit at 06/01/2012 03:21PM by Sublime.
| FFF Settings Calculator | Gcode post processors | Geometric Object Deposition Tool Blog |
| Tantillus.org | Mini Printable Lathe | How NOT to install a Pololu driver |
|
Re: Slic3r and J-head hotends June 01, 2012 03:20PM |
Registered: 13 years ago Posts: 2,947 |
nophead Wrote:
-------------------------------------------------------
> I am struggling to get decent prints with it,
> Pronterface, Marlin, a Sanguinololu, a J-head and
> red PLA, but since all are new to me (I have used
> a J-head with ABS) it is hard to see where the
> fault lies.
It is really important to cool the thermal barrier to get it to print with PLA well. I have also found unless you turn up the temperature really high (210c - 230c) it is hard to go above 45mm/s. All my 100micron prints are printed at 30mm/s perimeter and infill with a temp between 190c and 205c. I have a Mk-Vb that I will be testing this week and I think it will improve the melt rate and thus the print speed.
-------------------------------------------------------
> I am struggling to get decent prints with it,
> Pronterface, Marlin, a Sanguinololu, a J-head and
> red PLA, but since all are new to me (I have used
> a J-head with ABS) it is hard to see where the
> fault lies.
It is really important to cool the thermal barrier to get it to print with PLA well. I have also found unless you turn up the temperature really high (210c - 230c) it is hard to go above 45mm/s. All my 100micron prints are printed at 30mm/s perimeter and infill with a temp between 190c and 205c. I have a Mk-Vb that I will be testing this week and I think it will improve the melt rate and thus the print speed.
| FFF Settings Calculator | Gcode post processors | Geometric Object Deposition Tool Blog |
| Tantillus.org | Mini Printable Lathe | How NOT to install a Pololu driver |
|
Re: Slic3r and J-head hotends June 01, 2012 03:26PM |
Registered: 13 years ago Posts: 2,947 |
Polygonhell Wrote:
-------------------------------------------------------
> The code below runs even if you explicitly set the
> W/H ratio
What file is this code in? I will play a bit and see if there is a way to make it more like what I want.
> my $min_flow_width = $Slic3r::nozzle_diameter *
> 1.05;
> my $max_flow_width = $Slic3r::nozzle_diameter *
> 1.4;
> $Slic3r::flow_width = $max_flow_width if
> $Slic3r::flow_width > $max_flow_width;
> $Slic3r::flow_width = $min_flow_width if
> $Slic3r::flow_width < $min_flow_width;
>
> So with a 0.5mm nozzle, the minimum width is 0.505
> and maximum width is 0.7, I think at low layer
> heights the automatic calculation is almost always
> clamping to the max.
This is exactly what I find. It is always trying to make the paths the max width it's allowed.
> If you explicitly set the W/H to 1.5 at a not
> unreasonable 0.3mm layer height it would clamp to
> the min.
> As I said I don't think this was originally what
> the author intended, the reason it mostly works is
> that it then computes the extrusion width from the
> clamped values.
I would agree. Have you reported it?
-------------------------------------------------------
> The code below runs even if you explicitly set the
> W/H ratio
What file is this code in? I will play a bit and see if there is a way to make it more like what I want.
> my $min_flow_width = $Slic3r::nozzle_diameter *
> 1.05;
> my $max_flow_width = $Slic3r::nozzle_diameter *
> 1.4;
> $Slic3r::flow_width = $max_flow_width if
> $Slic3r::flow_width > $max_flow_width;
> $Slic3r::flow_width = $min_flow_width if
> $Slic3r::flow_width < $min_flow_width;
>
> So with a 0.5mm nozzle, the minimum width is 0.505
> and maximum width is 0.7, I think at low layer
> heights the automatic calculation is almost always
> clamping to the max.
This is exactly what I find. It is always trying to make the paths the max width it's allowed.
> If you explicitly set the W/H to 1.5 at a not
> unreasonable 0.3mm layer height it would clamp to
> the min.
> As I said I don't think this was originally what
> the author intended, the reason it mostly works is
> that it then computes the extrusion width from the
> clamped values.
I would agree. Have you reported it?
| FFF Settings Calculator | Gcode post processors | Geometric Object Deposition Tool Blog |
| Tantillus.org | Mini Printable Lathe | How NOT to install a Pololu driver |
|
Re: Slic3r and J-head hotends June 01, 2012 06:09PM |
Registered: 11 years ago Posts: 939 |
|
Re: Slic3r and J-head hotends June 05, 2012 12:52PM |
Registered: 13 years ago Posts: 228 |
Hello, and sorry for not jumping in before -- I was just pointed to this thread.
I haven't read everything carefully, but I will soon as I'm very interested in reviewing flow math, and your thoughts and findings look very precious to me.
Some problems with the math were clear to me as soon as I got a (MakerGear) 0.35 hot end. I needed to set Extrusion Width Ratio (WoH) to >= 2.
The nozzle diameter is used by Slic3r to determine the cross-sectional shape of the extrudate. I assumed three cases: 1) extrudate is thinner than nozzle diameter. In this case (which I haven't implemented) it would have a "tear" shape. 2) extrudate is >= nozzle diameter + layer height: in this case the shape would be a rectangle plus two half circles at the sides. 3) extrudate is > nozzle diameter but < nozzle diameter + layer height: in this case the shape would be a rectangle with shrunk semicircles at the sides.
These cases are used to determine the amount of overlapping.
I'd like to make more advanced settings available for expert users, so that they can bypass internal math if they wish. However, I'm very interested in reading your findings and ideas so I'll keep a golden bookmark to this thread.
Thank you!
Edited 1 time(s). Last edit at 06/05/2012 12:53PM by Sound.
I haven't read everything carefully, but I will soon as I'm very interested in reviewing flow math, and your thoughts and findings look very precious to me.
Some problems with the math were clear to me as soon as I got a (MakerGear) 0.35 hot end. I needed to set Extrusion Width Ratio (WoH) to >= 2.
The nozzle diameter is used by Slic3r to determine the cross-sectional shape of the extrudate. I assumed three cases: 1) extrudate is thinner than nozzle diameter. In this case (which I haven't implemented) it would have a "tear" shape. 2) extrudate is >= nozzle diameter + layer height: in this case the shape would be a rectangle plus two half circles at the sides. 3) extrudate is > nozzle diameter but < nozzle diameter + layer height: in this case the shape would be a rectangle with shrunk semicircles at the sides.
These cases are used to determine the amount of overlapping.
I'd like to make more advanced settings available for expert users, so that they can bypass internal math if they wish. However, I'm very interested in reading your findings and ideas so I'll keep a golden bookmark to this thread.
Thank you!
Edited 1 time(s). Last edit at 06/05/2012 12:53PM by Sound.
|
Re: Slic3r and J-head hotends June 05, 2012 02:34PM |
Admin Registered: 17 years ago Posts: 7,879 |
I don't understand why you think it would be tear shaped or what you mean by shrunk semicircles.
Assuming the nozzle has a flat section wider than the filament I think it is always a rectangle with semicircular ends, or at least a shape similar to a semi circle due to surface tension. Even if it is thinner than the nozzle aperture it still passes under rim of the aperture as the nozzle moves so it should have a flat top as long as the the WOH is bigger than 1.
That is the maths I use and I don't have a problem with flow rates but I haven't done any testing with very low layer heights.
Edited 1 time(s). Last edit at 06/05/2012 02:55PM by nophead.
[www.hydraraptor.blogspot.com]
Assuming the nozzle has a flat section wider than the filament I think it is always a rectangle with semicircular ends, or at least a shape similar to a semi circle due to surface tension. Even if it is thinner than the nozzle aperture it still passes under rim of the aperture as the nozzle moves so it should have a flat top as long as the the WOH is bigger than 1.
That is the maths I use and I don't have a problem with flow rates but I haven't done any testing with very low layer heights.
Edited 1 time(s). Last edit at 06/05/2012 02:55PM by nophead.
[www.hydraraptor.blogspot.com]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
Sorry, only registered users may post in this forum.