Slic3r and J-head hotends
Posted by Sublime
|
Re: Slic3r and J-head hotends June 06, 2012 09:50AM |
Registered: 16 years ago Posts: 1,094 |
I mostly use 0.5 width and 0.2 height with my 0.35 nozzle and my prints turn out looking awesome with both makergear and arcol v4 hot-ends.
I'm currently doing some parts at 0.625 width and 0.25 layer height with my 0.35 nozzle and they're turning out perfectly with perimeters at 80mm/s and infill at 120mm/s.
I'm with nophead, nozzle diameter should only be used when bridging and setting a sensible default width. if we override width then it should be used for bridging only.
Die swell is, in my opinion, totally irrelevant when printing. During normal printing, the extruded bead is constrained in height by the layer below and the flat around the nozzle orifice, and so its width is determined solely by the volume extruded vs length of move and nozzle diameter cancels out of the math quite completely.
When bridging, this all changes. instead of calculating volume of this truncated ellipse or whatever shape the cross-section is, we calculate volume of a cylinder with diameter equal to or slightly smaller than nozzle orifice. any die swell will simply assist in stretching the bead and keeping the bridge as straight as possible.
I do not find that different heights/widths require changes in E volume calibration with either makergear or arcol v4 hot-ends.
if your hot-end can't keep up with certain settings, then either crank up the heat or use gentler settings!
A nozzle with a long orifice will give a lot of back-pressure at higher flow rates, and this will cause your hobbed bolt to push less plastic even without any actual slipping. A short orifice gives more die swell and more ooze but also allows faster printing with a smaller increase in back pressure. The arcol v4 has an orifice that's 0.5mm long last time I checked. I'm not sure how long the orifice in the J-head is but I vaguely recall hearing that it's a bit longer than that.
-----------------------------------------------
Wooden Mendel
Teacup Firmware
I'm currently doing some parts at 0.625 width and 0.25 layer height with my 0.35 nozzle and they're turning out perfectly with perimeters at 80mm/s and infill at 120mm/s.
I'm with nophead, nozzle diameter should only be used when bridging and setting a sensible default width. if we override width then it should be used for bridging only.
Die swell is, in my opinion, totally irrelevant when printing. During normal printing, the extruded bead is constrained in height by the layer below and the flat around the nozzle orifice, and so its width is determined solely by the volume extruded vs length of move and nozzle diameter cancels out of the math quite completely.
When bridging, this all changes. instead of calculating volume of this truncated ellipse or whatever shape the cross-section is, we calculate volume of a cylinder with diameter equal to or slightly smaller than nozzle orifice. any die swell will simply assist in stretching the bead and keeping the bridge as straight as possible.
I do not find that different heights/widths require changes in E volume calibration with either makergear or arcol v4 hot-ends.
if your hot-end can't keep up with certain settings, then either crank up the heat or use gentler settings!
A nozzle with a long orifice will give a lot of back-pressure at higher flow rates, and this will cause your hobbed bolt to push less plastic even without any actual slipping. A short orifice gives more die swell and more ooze but also allows faster printing with a smaller increase in back pressure. The arcol v4 has an orifice that's 0.5mm long last time I checked. I'm not sure how long the orifice in the J-head is but I vaguely recall hearing that it's a bit longer than that.
-----------------------------------------------
Wooden Mendel
Teacup Firmware
|
Re: Slic3r and J-head hotends June 06, 2012 11:45AM |
Admin Registered: 17 years ago Posts: 7,879 |
Quote
Die swell is, in my opinion, totally irrelevant when printing.
It doesn't affect the volume calculations but it determines how much you are stretching the filament which affects how well it bridges, how much it cuts corners and the maximum filament size you can extrude before it squirms. It is mathematically relevant whereas the nozzle diameter isn't. I.e. you can calculate the maximum filament size from it but you can't calculate anything from the nozzle diameter.
It doesn't affect the shape during bridging, just the tension. The filament will be a cylinder with a diameter defined by flow rate / feed rate ratio when it isn't constrained to be flat.
[www.hydraraptor.blogspot.com]
|
Re: Slic3r and J-head hotends June 06, 2012 03:17PM |
Registered: 13 years ago Posts: 2,947 |
Triffid_Hunter Wrote:
-------------------------------------------------------
>The arcol v4 has an orifice that's 0.5mm
> long last time I checked. I'm not sure how long
> the orifice in the J-head is but I vaguely recall
> hearing that it's a bit longer than that.
A bit longer would be nice. But it is much longer.
-------------------------------------------------------
>The arcol v4 has an orifice that's 0.5mm
> long last time I checked. I'm not sure how long
> the orifice in the J-head is but I vaguely recall
> hearing that it's a bit longer than that.
A bit longer would be nice. But it is much longer.
Quote
From Brian J-head blog
Budaschnozzle: 0.0095 (0.24mm)
MakerBot Mk V: 0.0515 (1.32mm)
MakerGear: 0.0335 (0.85mm)
J-Head: 0.0495 (1.26mm) It's 2.5 times longer than yours.
| FFF Settings Calculator | Gcode post processors | Geometric Object Deposition Tool Blog |
| Tantillus.org | Mini Printable Lathe | How NOT to install a Pololu driver |
|
Re: Slic3r and J-head hotends June 14, 2012 07:03AM |
Registered: 12 years ago Posts: 88 |
I am struggling to get inner diameters of printed holes right, using slic3r. The nominal diameter of my DIY nozzle is 0.4mm, and the mid air extrusion width is 0.75mm@300mm/min , possibly due to the very small orifice thickness. I've printed accurately with PLA with a nozzle diameter set to 0.41mm @ 130mm/s but ABS proves to be very different.
From a user's point of view, I think setting measurable values into the slicer is much preferable than playing with theoretical values that cannot be measured. Measurements that depend on other slicer settings can be used for verifying/fine-tuning of these settings:
So, practically, one should be able to set filament diameter, mid air extrusion diameter and nominal nozzle diameter and choose a layer height from a range of allowable heights; the slicer then should calculate all other values based on this user input.
Any suggestion on the slic3r settings to use would be very welcome
From a user's point of view, I think setting measurable values into the slicer is much preferable than playing with theoretical values that cannot be measured. Measurements that depend on other slicer settings can be used for verifying/fine-tuning of these settings:
- - Filament diameter: can be measured with calipers and averaged for non circular cross-sections. It is independent of other slicer settings.
- Mid air extrusion@given feed rate: can be measured with calipers, independently from slicer settings.
- Nozzle diameter: cannot be measured accurately. Independent from slicer settings. Gauging with a 0.35, 0.4, 0.5mm etc drill may yield an error in the order of 20% (e.g. a 0.49mm hole with a 0.4mm drill), so one has to use a nominal value.
- Single wall thickness: can be measured with calipers. Depends on other slicer settings.
- Printed perimeter thickness: cannot be measured accurately, since it is adjacent/compressed to the others or the infill and cannot be isolated. Depends on slicer settings.
- Printed infill: ditto
- etc
So, practically, one should be able to set filament diameter, mid air extrusion diameter and nominal nozzle diameter and choose a layer height from a range of allowable heights; the slicer then should calculate all other values based on this user input.
Any suggestion on the slic3r settings to use would be very welcome
|
Re: Slic3r and J-head hotends June 14, 2012 07:11AM |
Registered: 16 years ago Posts: 1,094 |
dzach Wrote:
-------------------------------------------------------
> I am struggling to get inner diameters of printed
> holes right, using slic3r. The nominal diameter of
> my DIY nozzle is 0.4mm, and the mid air extrusion
> width is 0.75mm@300mm/min , possibly due to the
> very small orifice thickness.
the die swell is totally irrelevant when printing fyi, although it's loosely related to how much ooze you'll see
> - Mid air extrusion@given feed rate: can be
> measured with calipers, independently from slicer
> settings.
except it's irrelevant so there's no point
> - Nozzle diameter: cannot be measured accurately.
> Independent from slicer settings. Gauging with a
> 0.35, 0.4, 0.5mm etc drill may yield an error in
> the order of 20% (e.g. a 0.49mm hole with a 0.4mm
> drill), so one has to use a nominal value.
nozzle diameter is only used for picking sensible default extrusion widths, and bridging. you don't need it accurate for 99.5% of prints.
> - Single wall thickness: can be measured with
> calipers. Depends on other slicer settings.
other way around.. slic3r picks a width, you calibrate your printer to match.
> - Printed perimeter thickness: cannot be measured
> accurately, since it is adjacent/compressed to the
> others or the infill and cannot be isolated.
> Depends on slicer settings.
>
> - Printed infill: ditto
slic3r uses same width as single walls with a slight (15%) overlap for strength. this doesn't push too much plastic because it calculates volume of a squashed ellipse or similar rather than a full rectangular prism when working how much plastic to use for each line.
> So, practically, one should be able to set
> filament diameter, mid air extrusion diameter and
> nominal nozzle diameter and choose a layer height
> from a range of allowable heights; the slicer then
> should calculate all other values based on this
> user input.
this already happens. slic3r has done this since its inception. except it doesn't need die swell for anything
-----------------------------------------------
Wooden Mendel
Teacup Firmware
-------------------------------------------------------
> I am struggling to get inner diameters of printed
> holes right, using slic3r. The nominal diameter of
> my DIY nozzle is 0.4mm, and the mid air extrusion
> width is 0.75mm@300mm/min , possibly due to the
> very small orifice thickness.
the die swell is totally irrelevant when printing fyi, although it's loosely related to how much ooze you'll see
> - Mid air extrusion@given feed rate: can be
> measured with calipers, independently from slicer
> settings.
except it's irrelevant so there's no point
> - Nozzle diameter: cannot be measured accurately.
> Independent from slicer settings. Gauging with a
> 0.35, 0.4, 0.5mm etc drill may yield an error in
> the order of 20% (e.g. a 0.49mm hole with a 0.4mm
> drill), so one has to use a nominal value.
nozzle diameter is only used for picking sensible default extrusion widths, and bridging. you don't need it accurate for 99.5% of prints.
> - Single wall thickness: can be measured with
> calipers. Depends on other slicer settings.
other way around.. slic3r picks a width, you calibrate your printer to match.
> - Printed perimeter thickness: cannot be measured
> accurately, since it is adjacent/compressed to the
> others or the infill and cannot be isolated.
> Depends on slicer settings.
>
> - Printed infill: ditto
slic3r uses same width as single walls with a slight (15%) overlap for strength. this doesn't push too much plastic because it calculates volume of a squashed ellipse or similar rather than a full rectangular prism when working how much plastic to use for each line.
> So, practically, one should be able to set
> filament diameter, mid air extrusion diameter and
> nominal nozzle diameter and choose a layer height
> from a range of allowable heights; the slicer then
> should calculate all other values based on this
> user input.
this already happens. slic3r has done this since its inception. except it doesn't need die swell for anything
-----------------------------------------------
Wooden Mendel
Teacup Firmware
|
Re: Slic3r and J-head hotends June 14, 2012 08:13AM |
Admin Registered: 17 years ago Posts: 7,879 |
Quote
the die swell is totally irrelevant when printing fyi
Completely un-true. It determines the maximum filament cross section you can produce and it also determines corner radii and how much holes shrink and how well bridging works.
I already stated in the thread that I had to ream a 0.4mm J-head out to 0.45mm in order to use g-code that I previously used for a 0.4mm nozzle that had more die swell.
Die swell diameter is what is important, not nozzle diameter.
[www.hydraraptor.blogspot.com]
|
Re: Slic3r and J-head hotends June 14, 2012 08:30AM |
Registered: 16 years ago Posts: 1,094 |
nophead Wrote:
-------------------------------------------------------
> It determines the maximum
> filament cross section you can produce and it also
> determines corner radii and how much holes shrink
> and how well bridging works.
I frequently print with extrusion width set wider than the die swell, works fine for me.
Slic3r assumes zero die swell when bridging, so any actual die swell simply helps keep the bridge straight but doesn't show up in the math
how does it affect corner radii?
-----------------------------------------------
Wooden Mendel
Teacup Firmware
-------------------------------------------------------
> It determines the maximum
> filament cross section you can produce and it also
> determines corner radii and how much holes shrink
> and how well bridging works.
I frequently print with extrusion width set wider than the die swell, works fine for me.
Slic3r assumes zero die swell when bridging, so any actual die swell simply helps keep the bridge straight but doesn't show up in the math
how does it affect corner radii?
-----------------------------------------------
Wooden Mendel
Teacup Firmware
|
Re: Slic3r and J-head hotends June 14, 2012 09:30AM |
Admin Registered: 17 years ago Posts: 7,879 |
Triffid_Hunter Wrote:
-------------------------------------------------------
> nophead Wrote:
> --------------------------------------------------
> -----
> > It determines the maximum
> > filament cross section you can produce and it
> also
> > determines corner radii and how much holes
> shrink
> > and how well bridging works.
>
> I frequently print with extrusion width set wider
> than the die swell, works fine for me.
You can print wider as long as the height is not too big but you can't print with a cross sectional area bigger than the die swell area. If you do it is like pushing a piece of string. You are trying to compress the plastic instead of stretching it. It wont bridge because in free air it comes out longer than the travel. Infill droops down instead of being stretched tight and walls tend to get ripples in them as it squirms.
When I get home I can post a picture of an object printed that way because the plastic had less die swell than the plastic the gcode was sliced for.
>
> Slic3r assumes zero die swell when bridging, so
> any actual die swell simply helps keep the bridge
> straight but doesn't show up in the math
No die swell never shows up in the maths for flow rate but neither does nozzle diameter. It is critical to bridging though as it determines how much the plastic is being stretched. It is no longer constrained above and below so it forms a cylinder with a diameter determined purely by flow rate over freed rate. The ratio of that diameter to the die swell diameter determines how much the filament is stretched. Too little and it will sag, too much and it will snap.
>
> how does it affect corner radii?
The more stretched it is the more it cuts the corner and the more holes shrink.
And die swell depends on speed. I slow down on small objects to keep the layer time to 20s or more. On very small objects that can result in very very slow extrusion. That can result in too little die swell and symptoms described above. An intelligent slicer would need to know how die swell varied with speed.
[www.hydraraptor.blogspot.com]
-------------------------------------------------------
> nophead Wrote:
> --------------------------------------------------
> -----
> > It determines the maximum
> > filament cross section you can produce and it
> also
> > determines corner radii and how much holes
> shrink
> > and how well bridging works.
>
> I frequently print with extrusion width set wider
> than the die swell, works fine for me.
You can print wider as long as the height is not too big but you can't print with a cross sectional area bigger than the die swell area. If you do it is like pushing a piece of string. You are trying to compress the plastic instead of stretching it. It wont bridge because in free air it comes out longer than the travel. Infill droops down instead of being stretched tight and walls tend to get ripples in them as it squirms.
When I get home I can post a picture of an object printed that way because the plastic had less die swell than the plastic the gcode was sliced for.
>
> Slic3r assumes zero die swell when bridging, so
> any actual die swell simply helps keep the bridge
> straight but doesn't show up in the math
No die swell never shows up in the maths for flow rate but neither does nozzle diameter. It is critical to bridging though as it determines how much the plastic is being stretched. It is no longer constrained above and below so it forms a cylinder with a diameter determined purely by flow rate over freed rate. The ratio of that diameter to the die swell diameter determines how much the filament is stretched. Too little and it will sag, too much and it will snap.
>
> how does it affect corner radii?
The more stretched it is the more it cuts the corner and the more holes shrink.
And die swell depends on speed. I slow down on small objects to keep the layer time to 20s or more. On very small objects that can result in very very slow extrusion. That can result in too little die swell and symptoms described above. An intelligent slicer would need to know how die swell varied with speed.
[www.hydraraptor.blogspot.com]
|
Re: Slic3r and J-head hotends June 14, 2012 09:53AM |
Registered: 12 years ago Posts: 88 |
Quote
Triffid_Hunter
other way around.. slic3r picks a width, you calibrate your printer to match.
Well, this is a picture of my situation:

All these and more are today's calibration efforts with ABS and slic3r.
I don't get religious with software, it's there just to do the job. I've only used slic3r so far, and am happy with it. Except, in times, it can get quite difficult to setup properly.
Quote
Triffid_Hunter
I frequently print with extrusion width set wider than the die swell, works fine for me.
I do the same while trying to achieve accurate prints. I also vary the filament diameter setting. Is there anything else I can vary?
My reasoning is that the user should not be required to fake actual measurements in order to make the software work, but rather the software should honor the actual measurements and adjust other parameters internally. The user could fiddle with slicer dependent measurements to refine the result, but not with the independent measurements.
EDIT:
I am grateful to the developer of this awesome open source software that's made slicing so fast and easy; he's already stated in this thread he's interested in the concerns expressed here so, hopefully, these comments are not out of line.
Edited 1 time(s). Last edit at 06/14/2012 12:17PM by dzach.
|
Re: Slic3r and J-head hotends June 14, 2012 10:45AM |
Registered: 11 years ago Posts: 124 |
Dont want to hijack this thread so I'll be brief, I'm building my first reprap and I dont understand half of this thread but it sounds like I may want to change my mind on getting J-head. If someone can suggest a good hot ends to me by PM that wont cause me all these headaches Id appreciate it.
Thank you, and grats for the amazing developement effort, im sure there will be an update to Slic3r because of what is going on in this thread.
Edited 1 time(s). Last edit at 06/14/2012 10:46AM by thecrazy.
Thank you, and grats for the amazing developement effort, im sure there will be an update to Slic3r because of what is going on in this thread.
Edited 1 time(s). Last edit at 06/14/2012 10:46AM by thecrazy.
|
Re: Slic3r and J-head hotends June 14, 2012 11:04AM |
Admin Registered: 17 years ago Posts: 7,879 |
There is nothing wrong with the J-Head, it is just that Slic3r makes assumptions that are not valid.
The J-head simply has less die swell than the nozzle that the author of Slic3r uses. It is generally beneficial as it means you can extrude smaller filament for the the same size nozzle.
[www.hydraraptor.blogspot.com]
The J-head simply has less die swell than the nozzle that the author of Slic3r uses. It is generally beneficial as it means you can extrude smaller filament for the the same size nozzle.
[www.hydraraptor.blogspot.com]
|
Re: Slic3r and J-head hotends June 14, 2012 01:01PM |
Registered: 12 years ago Posts: 88 |
Here is a picture of my problem:
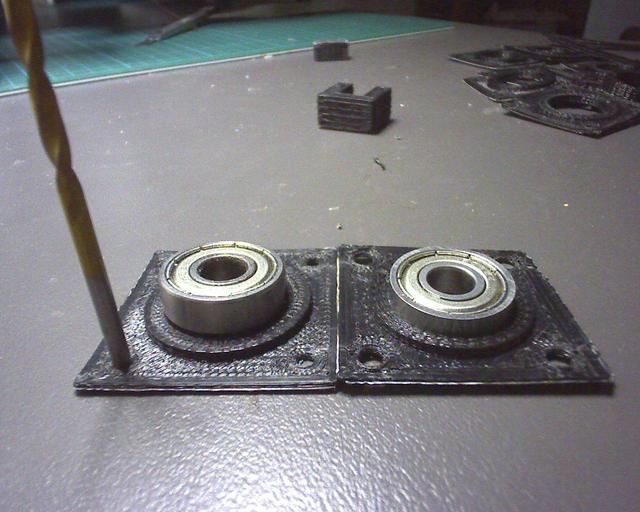
To the left is a piece with nozzle and filament sizes set to the actual nominal/measured values, 0.4mm and 1.70mm respectively with 0.25mm layers. The corner holes are designed to be 3mm in diameter and are indeed 3mm when printed as can be seen with the 3mm drill bit fitting snugly. The center hole is designed to be 22mm and take a 608Z bearing. Its printed measured diameter is 21.2mm; the bearing doesn't fit.
After fiddling with nozzle and filament diameters and other advanced parameters, I got the center hole to size, shown in the right piece. The bearing fits snugly, only, this time, the corner holes measure 4mm, way above the design size of 3mm.
It seems I cannot have the right size in both corner and center holes. Here is the STL file I'm using:
Edited 2 time(s). Last edit at 06/14/2012 01:18PM by dzach.

To the left is a piece with nozzle and filament sizes set to the actual nominal/measured values, 0.4mm and 1.70mm respectively with 0.25mm layers. The corner holes are designed to be 3mm in diameter and are indeed 3mm when printed as can be seen with the 3mm drill bit fitting snugly. The center hole is designed to be 22mm and take a 608Z bearing. Its printed measured diameter is 21.2mm; the bearing doesn't fit.
After fiddling with nozzle and filament diameters and other advanced parameters, I got the center hole to size, shown in the right piece. The bearing fits snugly, only, this time, the corner holes measure 4mm, way above the design size of 3mm.
It seems I cannot have the right size in both corner and center holes. Here is the STL file I'm using:
Edited 2 time(s). Last edit at 06/14/2012 01:18PM by dzach.
|
Re: Slic3r and J-head hotends June 14, 2012 02:43PM |
Registered: 13 years ago Posts: 2,947 |
dzach Wrote:
-------------------------------------------------------
> After fiddling with nozzle and filament diameters
> and other advanced parameters, I got the center
> hole to size, shown in the right piece. The
> bearing fits snugly, only, this time, the corner
> holes measure 4mm, way above the design size of
> 3mm.
>
> It seems I cannot have the right size in both
> corner and center holes. Here is the STL file I'm
> using:
The current release of slic3r has a known bug that makes small holes to big.
-------------------------------------------------------
> After fiddling with nozzle and filament diameters
> and other advanced parameters, I got the center
> hole to size, shown in the right piece. The
> bearing fits snugly, only, this time, the corner
> holes measure 4mm, way above the design size of
> 3mm.
>
> It seems I cannot have the right size in both
> corner and center holes. Here is the STL file I'm
> using:
The current release of slic3r has a known bug that makes small holes to big.
| FFF Settings Calculator | Gcode post processors | Geometric Object Deposition Tool Blog |
| Tantillus.org | Mini Printable Lathe | How NOT to install a Pololu driver |
|
Re: Slic3r and J-head hotends June 14, 2012 03:26PM |
Registered: 13 years ago Posts: 818 |
|
Re: Slic3r and J-head hotends June 14, 2012 03:41PM |
Registered: 13 years ago Posts: 2,947 |
richrap Wrote:
-------------------------------------------------------
> It's fixed in the new release - 0.8.3
Thanks for the heads up. When I went to look it still showed 0.8.2 until I forced a full refresh of the page.
-------------------------------------------------------
> It's fixed in the new release - 0.8.3
Thanks for the heads up. When I went to look it still showed 0.8.2 until I forced a full refresh of the page.
| FFF Settings Calculator | Gcode post processors | Geometric Object Deposition Tool Blog |
| Tantillus.org | Mini Printable Lathe | How NOT to install a Pololu driver |
|
Re: Slic3r and J-head hotends June 14, 2012 03:55PM |
Admin Registered: 17 years ago Posts: 7,879 |
It only mentions "arc compensation was applied to non-circular holes too, causing them to be too large"
What would normally happen (without compensation) is polygonal holes with small numbers of side would come out the correct size, large holes with lots of facets would shrink a little bit and small holes would shrink more.
I don't know how Slic3r can attempt to compensate because it depends on a lot of factors that it doesn't know about. The die swell for one. Perhaps one could input a small table of measurements and it could interpolate.
I prefer Skeinforge because the holes in the gcode are the same as holes in the STL. I use polyholes to get them the right size.
[www.hydraraptor.blogspot.com]
What would normally happen (without compensation) is polygonal holes with small numbers of side would come out the correct size, large holes with lots of facets would shrink a little bit and small holes would shrink more.
I don't know how Slic3r can attempt to compensate because it depends on a lot of factors that it doesn't know about. The die swell for one. Perhaps one could input a small table of measurements and it could interpolate.
I prefer Skeinforge because the holes in the gcode are the same as holes in the STL. I use polyholes to get them the right size.
[www.hydraraptor.blogspot.com]
|
Re: Slic3r and J-head hotends June 14, 2012 04:14PM |
Admin Registered: 17 years ago Posts: 7,879 |
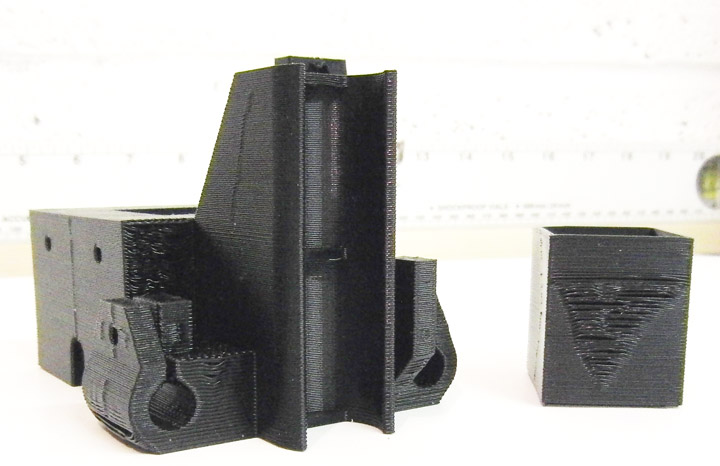
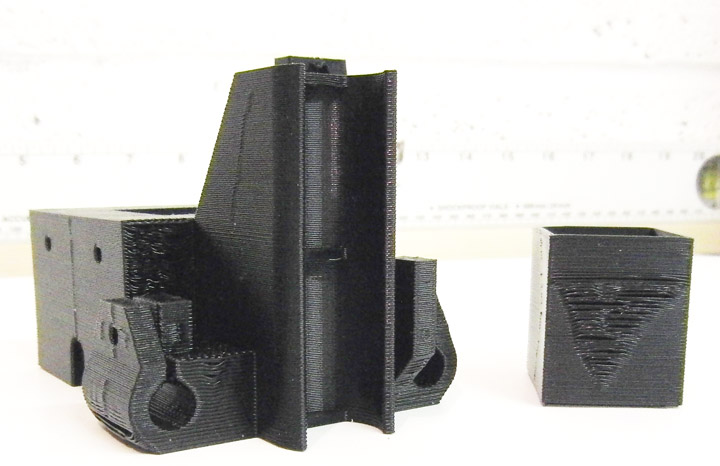
As promised earlier, a picture of an object printed where the die swell was slightly less than the extruded filament size.
The same gode printed correctly with some white ABS that had more die swell.
[www.hydraraptor.blogspot.com]

The same gode printed correctly with some white ABS that had more die swell.
[www.hydraraptor.blogspot.com]
|
Re: Slic3r and J-head hotends June 14, 2012 04:59PM |
Registered: 12 years ago Posts: 88 |
|
Re: Slic3r and J-head hotends June 14, 2012 05:23PM |
Registered: 12 years ago Posts: 88 |
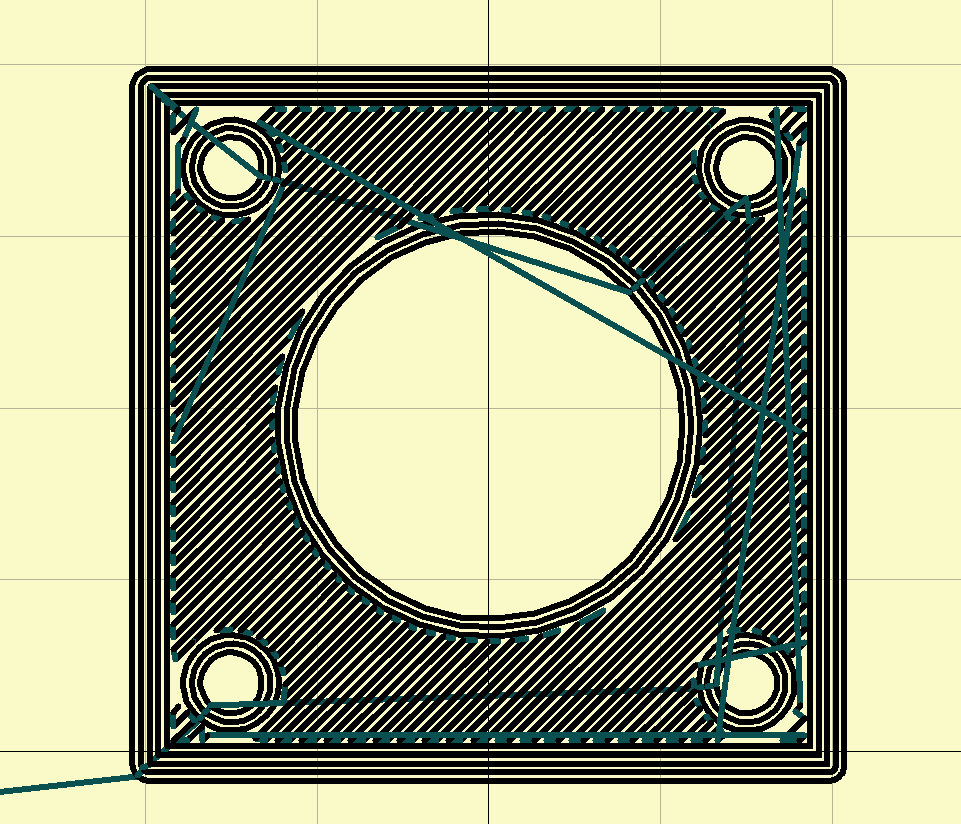
It seems like the calculation of the size is wrong not the print. Here is a picture from pronterface's Gcode viewer:

The ratio of the center/corner holes is not what it is supposed to be, 22/3, when measuring the size of the holes on screen. Is this the way it should be?
Edited 2 time(s). Last edit at 06/14/2012 05:25PM by dzach.
The ratio of the center/corner holes is not what it is supposed to be, 22/3, when measuring the size of the holes on screen. Is this the way it should be?
Edited 2 time(s). Last edit at 06/14/2012 05:25PM by dzach.
|
Re: Slic3r and J-head hotends June 14, 2012 05:55PM |
Registered: 13 years ago Posts: 2,947 |
From my calculations it has made the 3mm holes 3.4mm (if the center is exactly 22) which does make sense since they tend to shrink inwards so it compensates by making them larger.
| FFF Settings Calculator | Gcode post processors | Geometric Object Deposition Tool Blog |
| Tantillus.org | Mini Printable Lathe | How NOT to install a Pololu driver |
|
Re: Slic3r and J-head hotends June 14, 2012 06:40PM |
Admin Registered: 17 years ago Posts: 7,879 |
How did you measure it on screen? The lines are thinner than the filament because they are not touching. If you measure the circle diameter at the centre of the line then you need to subtract half the filament width. Do we know what that is?
[www.hydraraptor.blogspot.com]
[www.hydraraptor.blogspot.com]
|
Re: Slic3r and J-head hotends June 14, 2012 06:42PM |
Registered: 11 years ago Posts: 939 |
I'm in two minds about a slicer changing dimensions to account for shrinkage, in principle it sounds like a good idea, but it seems to me there are two many variables for it to account for and it really ought to be done before the slicer, during modeling where you actually know what tolerances you require.
|
Re: Slic3r and J-head hotends June 14, 2012 06:42PM |
Registered: 12 years ago Posts: 88 |
|
Re: Slic3r and J-head hotends June 14, 2012 07:31PM |
Registered: 13 years ago Posts: 2,947 |
nophead Wrote:
-------------------------------------------------------
> How did you measure it on screen? The lines are
> thinner than the filament because they are not
> touching. If you measure the circle diameter at
> the centre of the line then you need to subtract
> half the filament width. Do we know what that is?
I measured from outside of one side of the loops to the inside of the other side (center to center of the lines drawn by pronterface) and compared the ratio assuming the large one was modelled exactly 22mm.
Edited 1 time(s). Last edit at 06/14/2012 07:34PM by Sublime.
-------------------------------------------------------
> How did you measure it on screen? The lines are
> thinner than the filament because they are not
> touching. If you measure the circle diameter at
> the centre of the line then you need to subtract
> half the filament width. Do we know what that is?
I measured from outside of one side of the loops to the inside of the other side (center to center of the lines drawn by pronterface) and compared the ratio assuming the large one was modelled exactly 22mm.
Edited 1 time(s). Last edit at 06/14/2012 07:34PM by Sublime.
| FFF Settings Calculator | Gcode post processors | Geometric Object Deposition Tool Blog |
| Tantillus.org | Mini Printable Lathe | How NOT to install a Pololu driver |
|
Re: Slic3r and J-head hotends June 14, 2012 08:01PM |
Registered: 12 years ago Posts: 88 |
|
Re: Slic3r and J-head hotends June 15, 2012 02:57AM |
Registered: 16 years ago Posts: 1,094 |
dzach Wrote:
-------------------------------------------------------
> But the 3mm holes come out right. It is the 22mm
> one that comes out 21.3mm.
this is exactly what I'd expect to see if slic3r is trying to make the 3mm holes 3.4mm in diameter and you're pushing too much plastic
I tune my plastic flow so that when I slice something at 95% fill, I can see gaps in the fill but not the solid top layers. Doing this at very low layer heights makes the difference very obvious, so can be used for fine adjustments.
-----------------------------------------------
Wooden Mendel
Teacup Firmware
-------------------------------------------------------
> But the 3mm holes come out right. It is the 22mm
> one that comes out 21.3mm.
this is exactly what I'd expect to see if slic3r is trying to make the 3mm holes 3.4mm in diameter and you're pushing too much plastic
I tune my plastic flow so that when I slice something at 95% fill, I can see gaps in the fill but not the solid top layers. Doing this at very low layer heights makes the difference very obvious, so can be used for fine adjustments.
-----------------------------------------------
Wooden Mendel
Teacup Firmware
|
Re: Slic3r and J-head hotends June 15, 2012 03:46AM |
Registered: 12 years ago Posts: 88 |
Sublime Wrote:
-------------------------------------------------------
> From my calculations it has made the 3mm holes
> 3.4mm (if the center is exactly 22) which does
> make sense since they tend to shrink inwards so it
> compensates by making them larger.
Triffid_Hunter Wrote:
-------------------------------------------------------
> this is exactly what I'd expect to see if slic3r
> is trying to make the 3mm holes 3.4mm in diameter
> and you're pushing too much plastic
I see. If I don't push too much plastic the 22mm hole will print to size but the 3mm holes will print larger due to slic3r trying to compensate, which is exactly what happened earlier, as shown in the picture. Do I have any control over this process? Has anybody else printed the test.stl successfully?
I finally gave up and changed the model to account for the shrinking of the center hole.
In any case, I thank everybody for helping me straighten this out.
Edited 1 time(s). Last edit at 06/15/2012 03:46AM by dzach.
-------------------------------------------------------
> From my calculations it has made the 3mm holes
> 3.4mm (if the center is exactly 22) which does
> make sense since they tend to shrink inwards so it
> compensates by making them larger.
Triffid_Hunter Wrote:
-------------------------------------------------------
> this is exactly what I'd expect to see if slic3r
> is trying to make the 3mm holes 3.4mm in diameter
> and you're pushing too much plastic
I see. If I don't push too much plastic the 22mm hole will print to size but the 3mm holes will print larger due to slic3r trying to compensate, which is exactly what happened earlier, as shown in the picture. Do I have any control over this process? Has anybody else printed the test.stl successfully?
I finally gave up and changed the model to account for the shrinking of the center hole.
In any case, I thank everybody for helping me straighten this out.
Edited 1 time(s). Last edit at 06/15/2012 03:46AM by dzach.
|
Re: Slic3r and J-head hotends June 15, 2012 04:10AM |
Admin Registered: 17 years ago Posts: 7,879 |
You could try Skeinforge and use the Stretch module to compensate for hole shrinkage. I don't know if it works but at least everything it does is adjustable and can be disabled. Slic3r, it seems, makes undocumented and non-configurable changes to your model.
[www.hydraraptor.blogspot.com]
[www.hydraraptor.blogspot.com]
|
Re: Slic3r and J-head hotends June 15, 2012 08:48AM |
Registered: 12 years ago Posts: 88 |
|
Re: Slic3r and J-head hotends June 15, 2012 03:48PM |
Registered: 12 years ago Posts: 313 |
nophead Wrote:
-------------------------------------------------------
> There is nothing wrong with the J-Head, it is just
> that Slic3r makes assumptions that are not valid.
>
> The J-head simply has less die swell than the
> nozzle that the author of Slic3r uses. It is
> generally beneficial as it means you can extrude
> smaller filament for the the same size nozzle.
Here's another datapoint about die swell. I have recently started printing with polycarbonate. It works well with Arcol V4 but it seems to have no die swell at all. The free air extrusion is the same as the nozzle diameter (0.35), at least as far as I can measure it. With layer height of 0.225 (midpoint between 0.2 and 0.25, at which I arrived after printing ABS at both for some time) and W/T of 200%, the extrusion track cross section is very close to the cross section of the free air extrusion. Consequently, I'm getting the best overhang and corner behaviour ever. All this with standard Slic3r.
But... bridging totally sucks. The filament droops down into pretty much a hemicircle for any bridge. I have bridging speed set at 25 mm/s, half the speed of everything else, and I thought I could fix this by decreasing the bridging feed rate multiplier, but using 80% had no effect. Is it possible to get decent bridging by just adjusting the feed rate and speed multipliers, I wonder? I don't want to change the layer height or W/T, since those are such a good tradeoff between precision and speed.
-------------------------------------------------------
> There is nothing wrong with the J-Head, it is just
> that Slic3r makes assumptions that are not valid.
>
> The J-head simply has less die swell than the
> nozzle that the author of Slic3r uses. It is
> generally beneficial as it means you can extrude
> smaller filament for the the same size nozzle.
Here's another datapoint about die swell. I have recently started printing with polycarbonate. It works well with Arcol V4 but it seems to have no die swell at all. The free air extrusion is the same as the nozzle diameter (0.35), at least as far as I can measure it. With layer height of 0.225 (midpoint between 0.2 and 0.25, at which I arrived after printing ABS at both for some time) and W/T of 200%, the extrusion track cross section is very close to the cross section of the free air extrusion. Consequently, I'm getting the best overhang and corner behaviour ever. All this with standard Slic3r.
But... bridging totally sucks. The filament droops down into pretty much a hemicircle for any bridge. I have bridging speed set at 25 mm/s, half the speed of everything else, and I thought I could fix this by decreasing the bridging feed rate multiplier, but using 80% had no effect. Is it possible to get decent bridging by just adjusting the feed rate and speed multipliers, I wonder? I don't want to change the layer height or W/T, since those are such a good tradeoff between precision and speed.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
Sorry, only registered users may post in this forum.