Stuck with slic3r on calibration
Posted by ByronStar
|
Stuck with slic3r on calibration November 14, 2012 04:49PM |
Registered: 11 years ago Posts: 3 |
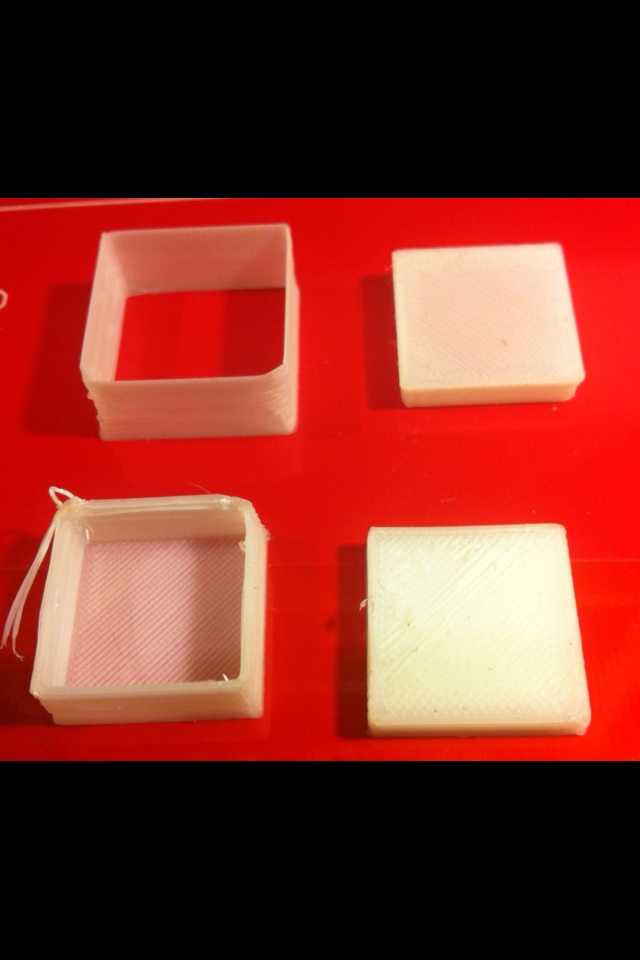
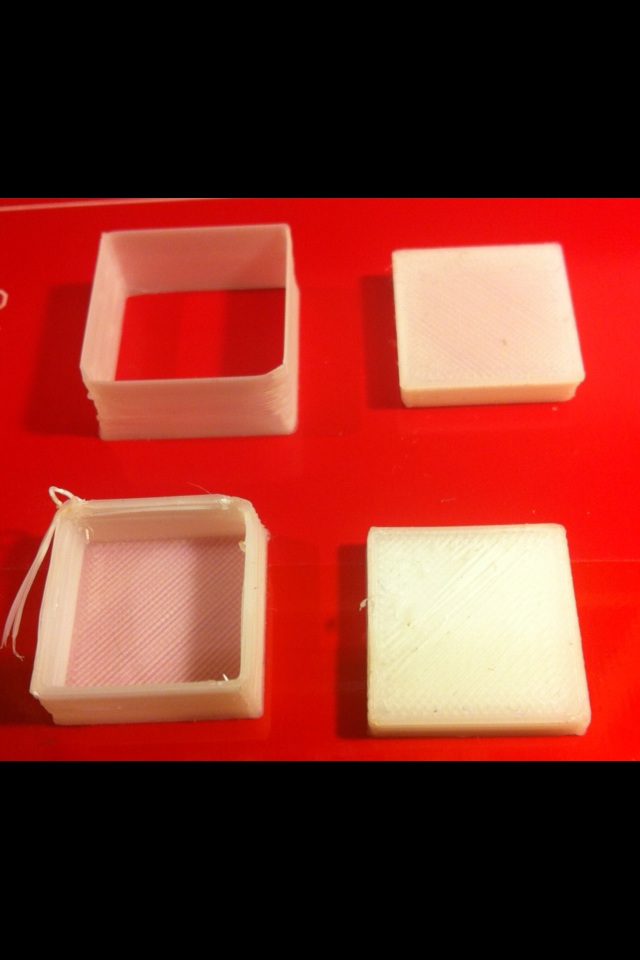
I am calibrating a ShaperCube 2.1.2 with a 0.25 nozzle running Marlin Firmware, Slic3r 0.9.5 and Repetier-Host Mac 0.51 printing with ABS. The e-steps are measured and calibrated to the exact mm. When I started with the thin wall object it took quite some time to get to decent results, but finally it looks quite ok with .21mm and as well .18mm layer hight. The extrusion multiplier is at 1.0 and the filament at 2.85 and the wall size matches with that in the generated gcode. Now I have started with the 20mm box to figure out the infill, but even with an infill of 0 I am getting nozzle crashes at the perimeters after not even 50% of the layers. I assume this is the case with the thin walls object as well, but there it does not get that visible. The z-steps are correct and I do not loose steps (measured the moves), I did increase the steps slightly just for testing, but than the objects are definitively too high and it does not really solve the issue.
I started juggling with extrusion multiplier (must be too much material...), but that breaks the thin wall object.
Since I am out of ideas - what the hack is wrong with the setup? Where shall I look for the issue? Any suggestion is appreciated.
I started juggling with extrusion multiplier (must be too much material...), but that breaks the thin wall object.
Since I am out of ideas - what the hack is wrong with the setup? Where shall I look for the issue? Any suggestion is appreciated.
{kind=link}
{kind=link}
|
Re: Stuck with slic3r on calibration November 15, 2012 02:23AM |
Registered: 11 years ago Posts: 9 |
|
Re: Stuck with slic3r on calibration November 15, 2012 06:27AM |
Registered: 11 years ago Posts: 3 |
|
Re: Stuck with slic3r on calibration November 15, 2012 01:33PM |
Registered: 11 years ago Posts: 9 |
What is puzzling me is how a nozzle crash is even possible when all you have is perimeter to print. This would indicate that your material is expanding as it cools (huh?!) or that (like you mentioned) you are laying down too much material. Measure your filament at as many points as is practical -- it may have been 2.85mm only at one point, and wider on average (this happened to me: I had a few feet of a spool that was 2.8 and the rest was mostly uniformly 2.92mm).
Also, and this is probably unrelated, it seems like you have either loose belts or some backlash, as evidenced by the sloppy corners on your single-wall print (top left). Check your belt tension (should make a deep bass note when plucked) and watch for backlash while printing.
Might also be worth checking that your bed is traveling in a level manner (right? it looks like the shapercube build platform is guided by several threaded rods?). Go to different Z-heights and measure to a reference point on both sides of the X-axis.
Finally, I have to say that 3mm filament with a 0.25mm nozzle doesnt seem to be a common combination, and that many people have issues with 0.25mm nozzles in general. Not that you should give up, but rather expect a fight!
--d
Also, and this is probably unrelated, it seems like you have either loose belts or some backlash, as evidenced by the sloppy corners on your single-wall print (top left). Check your belt tension (should make a deep bass note when plucked) and watch for backlash while printing.
Might also be worth checking that your bed is traveling in a level manner (right? it looks like the shapercube build platform is guided by several threaded rods?). Go to different Z-heights and measure to a reference point on both sides of the X-axis.
Finally, I have to say that 3mm filament with a 0.25mm nozzle doesnt seem to be a common combination, and that many people have issues with 0.25mm nozzles in general. Not that you should give up, but rather expect a fight!
--d
|
Re: Stuck with slic3r on calibration November 15, 2012 06:51PM |
Registered: 11 years ago Posts: 3 |
Thanks for all the suggestions - that's quite something to chew on. So I did re-check the filament size and the belt tension - took quite some time to take it apart and reassemble, but seems that everything is/was ok in that area. Same with the bed leveling. So far nothing changed and I am now looking into the amount of extruded material and maybe an issue with nozzle-size and extrusion speed.
And yes about the thin nozzle and the 3mm filament I was wondering myself, but that is what I've got right now to deal with.
thx - Byron
And yes about the thin nozzle and the 3mm filament I was wondering myself, but that is what I've got right now to deal with.
thx - Byron
Sorry, only registered users may post in this forum.