Perimiters on a slope are not being detected as "top perimiters" and become too thin because of that
Posted by FalloutBe
|
Perimiters on a slope are not being detected as "top perimiters" and become too thin because of that December 17, 2015 07:51AM |
Registered: 9 years ago Posts: 63 |
Hello,
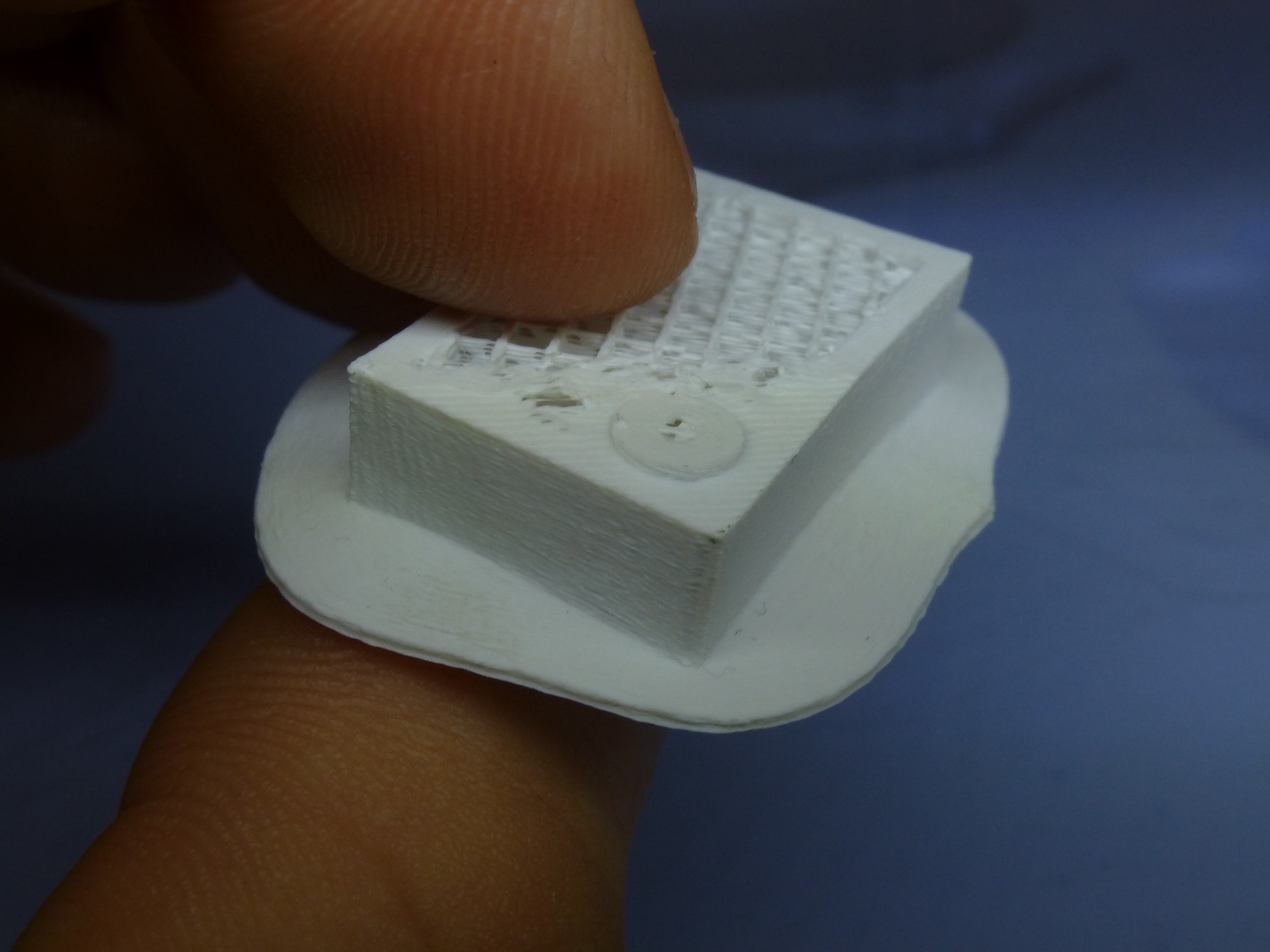
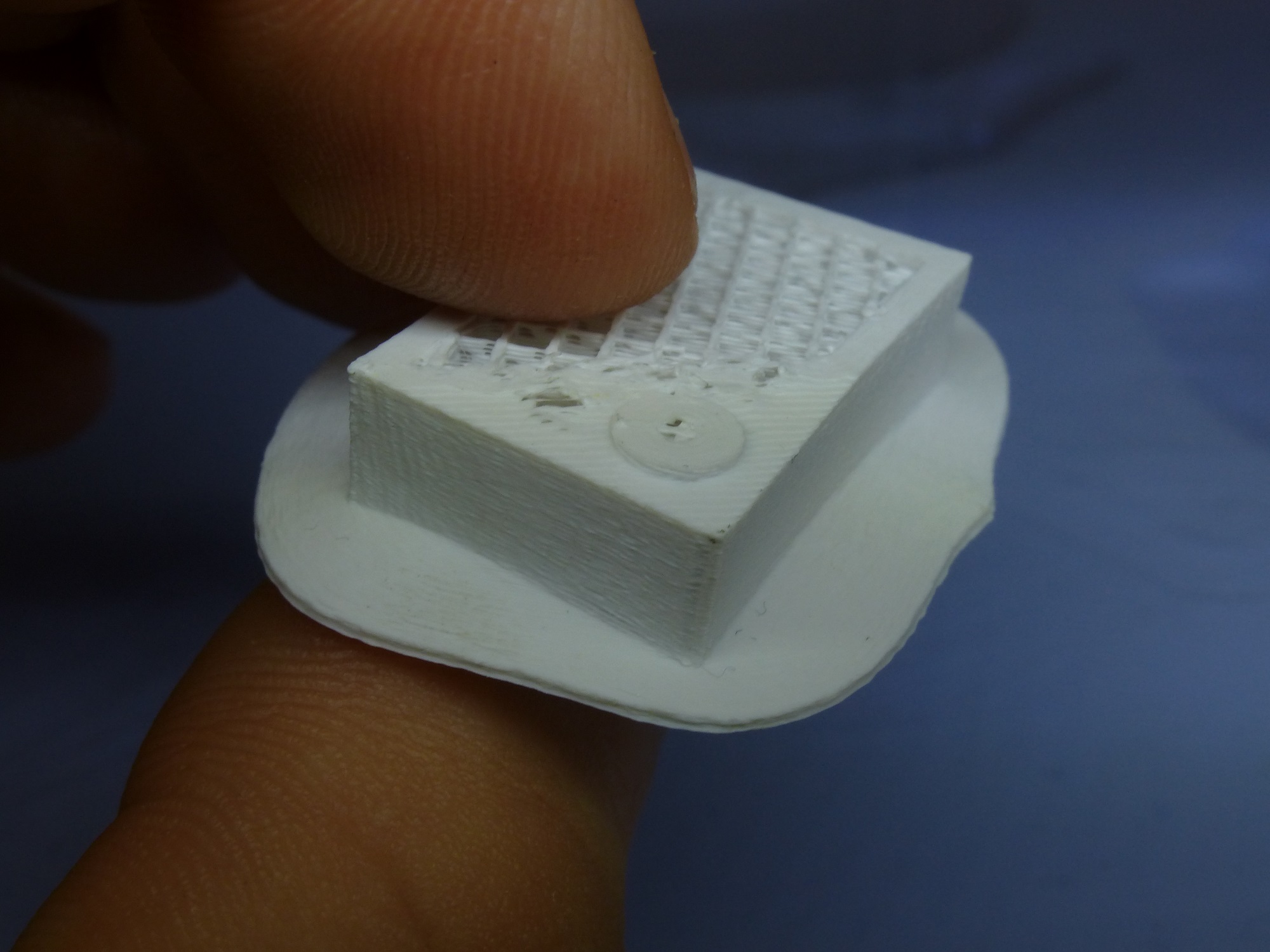
In attached picture 1 you can see a lego brick which perfectly illustrates the problem.
The brick is slightly rotated so the top part is not level with the printbed.
Slic3r does not yet detect the top part of the brick as "top layers" at this angle, but as perimiters.
As a result, no "number of top layers" are being printed.
The layer height in this print was 0.05mm. Printing perimiters at this angle makes them much thinner than printing them on a 90degrees vertical angle!
This is why there are holes in the top.
The only solution I could find for this problem is to make all perimiters thicker. I set the value to 4 instead of 2 perimiters, but it still was not enough.
Possible fix:
If I could manually change the angle at which slicer detects this as a top layer, that would help a lot!
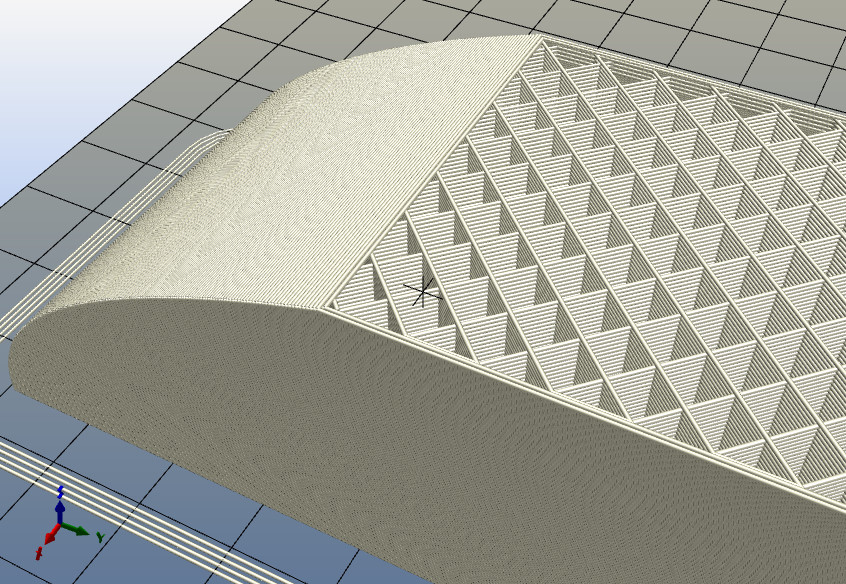
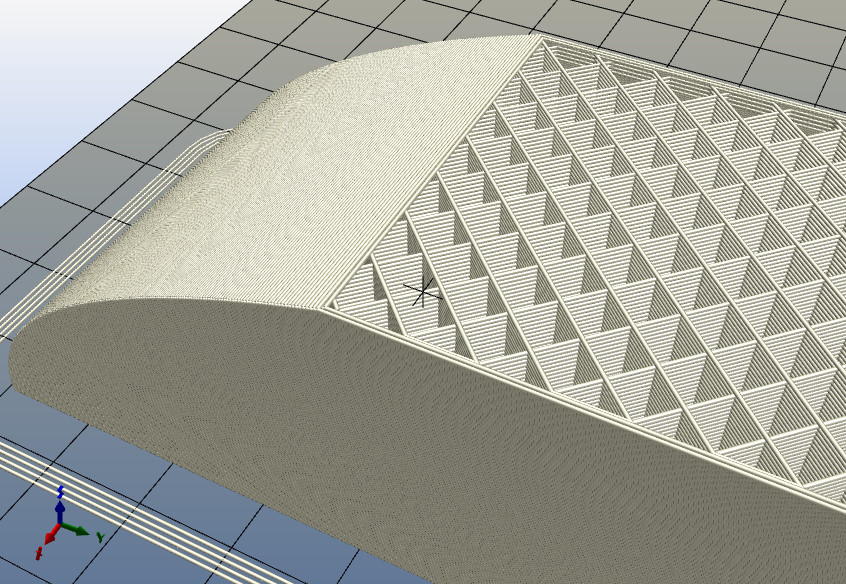
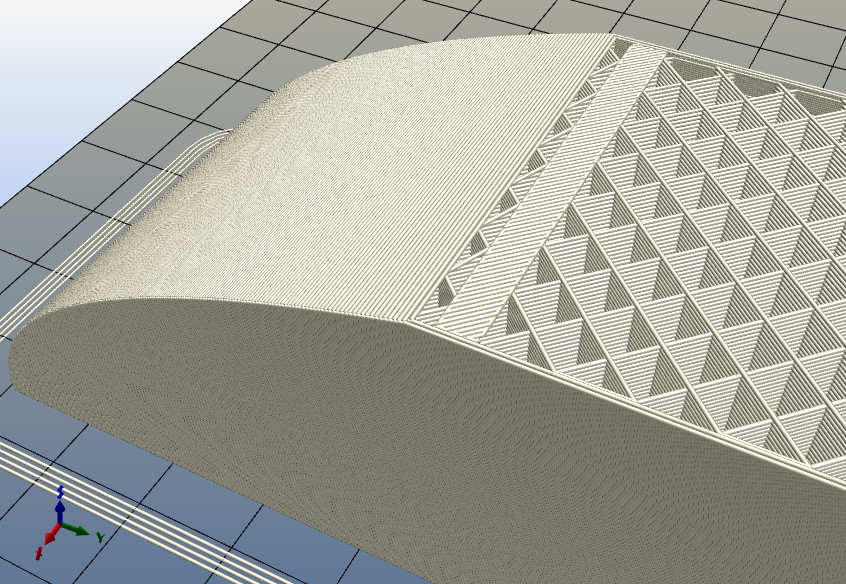
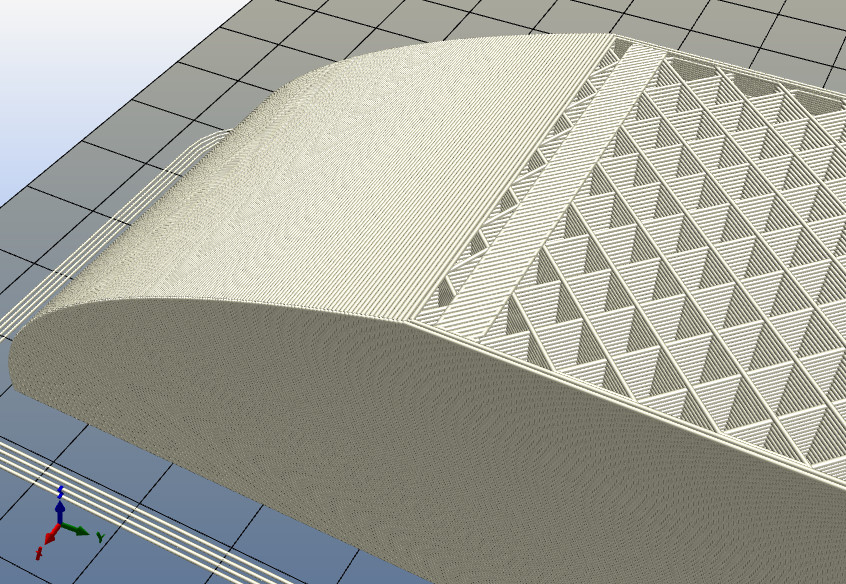
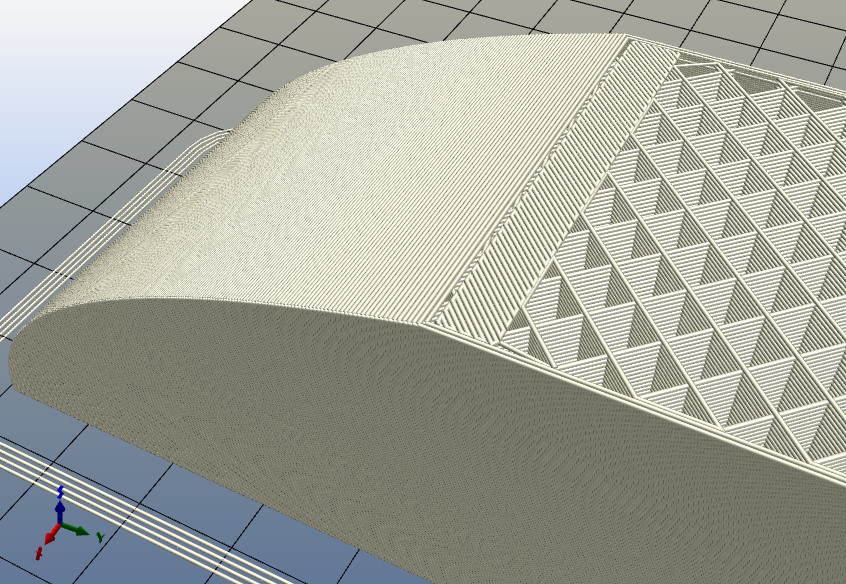
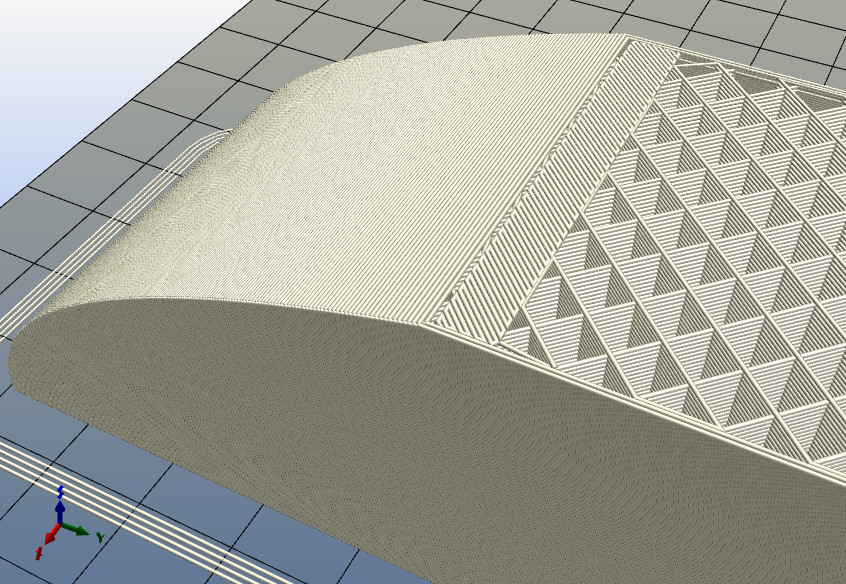
The other attached pictures (2-5) show the angle when slic3r starts supporting top layers.
It happened to be 15 degrees in this example, but that value depends on layer height.
I suggest you open these images in different tabs so that you can quickly switch from one to the other. Otherwise they all look the same
Picture 6 shows another print which suffored from this problem. That print had a 0.1 layer height and 2x0.4mm perimiters
Edited 4 time(s). Last edit at 12/17/2015 07:57AM by FalloutBe.
In attached picture 1 you can see a lego brick which perfectly illustrates the problem.
The brick is slightly rotated so the top part is not level with the printbed.
Slic3r does not yet detect the top part of the brick as "top layers" at this angle, but as perimiters.
As a result, no "number of top layers" are being printed.
The layer height in this print was 0.05mm. Printing perimiters at this angle makes them much thinner than printing them on a 90degrees vertical angle!
This is why there are holes in the top.
The only solution I could find for this problem is to make all perimiters thicker. I set the value to 4 instead of 2 perimiters, but it still was not enough.
Possible fix:
If I could manually change the angle at which slicer detects this as a top layer, that would help a lot!
The other attached pictures (2-5) show the angle when slic3r starts supporting top layers.
It happened to be 15 degrees in this example, but that value depends on layer height.
I suggest you open these images in different tabs so that you can quickly switch from one to the other. Otherwise they all look the same
Picture 6 shows another print which suffored from this problem. That print had a 0.1 layer height and 2x0.4mm perimiters
Edited 4 time(s). Last edit at 12/17/2015 07:57AM by FalloutBe.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
|
Re: Perimiters on a slope are not being detected as "top perimiters" and become too thin because of that December 21, 2015 08:08AM |
Registered: 10 years ago Posts: 444 |
|
Re: Perimiters on a slope are not being detected as "top perimiters" and become too thin because of that December 21, 2015 12:57PM |
Registered: 10 years ago Posts: 580 |
FalloutBe,
There are a couple of settings that may help.
- Layers and Perimeters - Extra Perimeters as needed. Is this on already? This is made to help with sloping walls. Otherwise, increasing perimeters and perimeter width would make a greater thickness there.
- Advanced - Bridge Flow Ratio. You may be wondering what that could have to do with it... I believe the First layer over infill is applied using the Bridge Flow Ratio. You could try increasing the ratio quite a bit and see if that makes a difference in this case. If you try it please let us know.
Hope that helps.
My printer: Raptosaur - Large Format Delta - [www.paulwanamaker.wordpress.com]
Can you answer questions about Calibration, Printing issues, Mechanics? Write it up and improve the Wiki!
There are a couple of settings that may help.
- Layers and Perimeters - Extra Perimeters as needed. Is this on already? This is made to help with sloping walls. Otherwise, increasing perimeters and perimeter width would make a greater thickness there.
- Advanced - Bridge Flow Ratio. You may be wondering what that could have to do with it... I believe the First layer over infill is applied using the Bridge Flow Ratio. You could try increasing the ratio quite a bit and see if that makes a difference in this case. If you try it please let us know.
Hope that helps.
My printer: Raptosaur - Large Format Delta - [www.paulwanamaker.wordpress.com]
Can you answer questions about Calibration, Printing issues, Mechanics? Write it up and improve the Wiki!
|
Re: Perimiters on a slope are not being detected as "top perimiters" and become too thin because of that December 21, 2015 01:46PM |
Registered: 9 years ago Posts: 63 |
Paul,
Extra Perimiters if needed was off, I enabled it but seemingly that does not make any difference in this case. The generated Gcode is exactly the same on my test piece.
About your second suggestion, I'll have to try that.
Thicker perimiters indeed help, but I'd have to use at least 5 instead of 2 to fix this problem. A lot of material will be wasted because I don't need the bottom walls to be this thick :/
Extra Perimiters if needed was off, I enabled it but seemingly that does not make any difference in this case. The generated Gcode is exactly the same on my test piece.
About your second suggestion, I'll have to try that.
Thicker perimiters indeed help, but I'd have to use at least 5 instead of 2 to fix this problem. A lot of material will be wasted because I don't need the bottom walls to be this thick :/
|
Re: Perimiters on a slope are not being detected as "top perimiters" and become too thin because of that December 21, 2015 02:28PM |
Registered: 10 years ago Posts: 580 |
This could be a good test case if the "Extra Perimeters as needed" does not help, perhaps it needs to do it more.
Note that you can submit an issue on github if you have a replicatable issue, with the STL and your config file..
It's a bit difficult to see what's happening without viewing the extruded volume of each line. If your test doesn't work, send me a PM if you'd like, and we'll discuss running it through my debugger. I've written a gcode viewer and debugger that will display this, given verbose gcode.
Note that you can submit an issue on github if you have a replicatable issue, with the STL and your config file..
It's a bit difficult to see what's happening without viewing the extruded volume of each line. If your test doesn't work, send me a PM if you'd like, and we'll discuss running it through my debugger. I've written a gcode viewer and debugger that will display this, given verbose gcode.
|
Re: Perimiters on a slope are not being detected as "top perimiters" and become too thin because of that December 25, 2015 07:34AM |
Registered: 10 years ago Posts: 128 |
Sorry, only registered users may post in this forum.