extra move on retract
Posted by printman
|
extra move on retract April 20, 2016 04:38PM |
Registered: 11 years ago Posts: 38 |
I'm printing walls with 1mm gap between them. Every wall is 10x10x0.5 mm. Extrusion width is set to 0.5 mm. Walls are in line on X axis. So It prints as it would draw dashed line.
I can see some extra movement of Y axis when the retraction is done before a gap. Y axis shouldn't move at all I would say. Do you have the same experience? Is it a feature or a bug of Slic3r app.
I can see some extra movement of Y axis when the retraction is done before a gap. Y axis shouldn't move at all I would say. Do you have the same experience? Is it a feature or a bug of Slic3r app.
... G92 E0 G1 X114.610 Y41.000 F7800.000 G1 E1.00000 F18000.00000 G1 X104.610 Y41.000 E1.38006 F900.000 G1 E0.38006 F18000.00000 G92 E0 G1 X104.610 Y41.250 F7800.000 G1 X104.110 Y41.250 F7800.000 G1 X103.610 Y41.250 F7800.000 G1 X103.610 Y41.000 F7800.000 G1 E1.00000 F18000.00000 G1 X93.610 Y41.000 E1.38006 F900.000 G1 E0.38006 F18000.00000 G92 E0 G1 X93.110 Y40.750 F7800.000 G1 X93.110 Y40.750 F7800.000 G1 X92.610 Y40.750 F7800.000 G1 X92.610 Y41.000 F7800.000 G1 E1.00000 F18000.00000 G1 X82.610 Y41.000 E1.38006 F900.000 G1 E0.38006 F18000.00000 G92 E0 G1 X82.610 Y41.250 F7800.000 G1 X82.110 Y41.250 F7800.000 G1 X81.610 Y41.250 F7800.000 G1 X81.610 Y41.000 F7800.000 G1 E1.00000 F18000.00000 G1 X71.610 Y41.000 E1.38006 F900.000 M106 S7.65 G1 Z0.400 F7800.000 G1 E0.38006 F18000.00000 G92 E0 ...
|
Re: extra move on retract April 20, 2016 04:42PM |
Registered: 10 years ago Posts: 580 |
Please turn on Verbose G-code in Print Settings - Output options and re-slice.
Then it will be easy to tell what it is doing.
I think it could be a "move inwards before travel" type thing, but you'll see.
My printer: Raptosaur - Large Format Delta - [www.paulwanamaker.wordpress.com]
Can you answer questions about Calibration, Printing issues, Mechanics? Write it up and improve the Wiki!
Then it will be easy to tell what it is doing.
I think it could be a "move inwards before travel" type thing, but you'll see.
My printer: Raptosaur - Large Format Delta - [www.paulwanamaker.wordpress.com]
Can you answer questions about Calibration, Printing issues, Mechanics? Write it up and improve the Wiki!
|
Re: extra move on retract April 20, 2016 05:18PM |
Registered: 11 years ago Posts: 38 |
Good idea!
I think it is visible on these lines:
Y axis is changed from 41.250 to 41.000.
... G92 E0 ; reset extrusion distance G1 X114.610 Y41.000 F7800.000 ; move to first perimeter point G1 E1.00000 F18000.00000 ; unretract G1 X104.610 Y41.000 E1.38006 F900.000 ; perimeter G1 E0.38006 F18000.00000 ; retract G92 E0 ; reset extrusion distance G1 X104.610 Y41.250 F7800.000 ; move to first perimeter point G1 X104.110 Y41.250 F7800.000 ; move to first perimeter point G1 X103.610 Y41.250 F7800.000 ; move to first perimeter point G1 X103.610 Y41.000 F7800.000 ; move to first perimeter point G1 E1.00000 F18000.00000 ; unretract G1 X93.610 Y41.000 E1.38006 F900.000 ; perimeter G1 E0.38006 F18000.00000 ; retract G92 E0 ; reset extrusion distance G1 X93.110 Y40.750 F7800.000 ; move to first perimeter point G1 X93.110 Y40.750 F7800.000 ; move to first perimeter point G1 X92.610 Y40.750 F7800.000 ; move to first perimeter point G1 X92.610 Y41.000 F7800.000 ; move to first perimeter point G1 E1.00000 F18000.00000 ; unretract G1 X82.610 Y41.000 E1.38006 F900.000 ; perimeter G1 E0.38006 F18000.00000 ; retract G92 E0 ; reset extrusion distance G1 X82.610 Y41.250 F7800.000 ; move to first perimeter point G1 X82.110 Y41.250 F7800.000 ; move to first perimeter point G1 X81.610 Y41.250 F7800.000 ; move to first perimeter point G1 X81.610 Y41.000 F7800.000 ; move to first perimeter point G1 E1.00000 F18000.00000 ; unretract G1 X71.610 Y41.000 E1.38006 F900.000 ; perimeter M106 S12.75 ; enable fan G1 Z0.400 F7800.000 ; move to next layer (1) G1 E0.38006 F18000.00000 ; retract G92 E0 ; reset extrusion distance ...
I think it is visible on these lines:
G1 X103.610 Y41.250 F7800.000 ; move to first perimeter point G1 X103.610 Y41.000 F7800.000 ; move to first perimeter point
Y axis is changed from 41.250 to 41.000.
|
Re: extra move on retract April 20, 2016 06:12PM |
Registered: 10 years ago Posts: 580 |
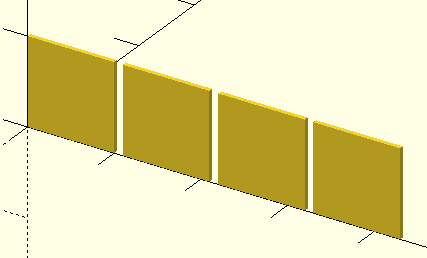
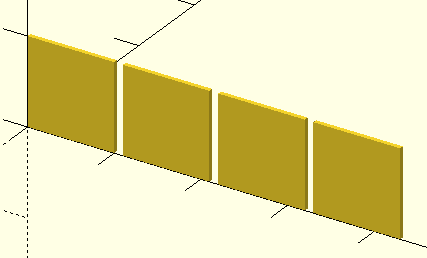
It is actually moving 3 extra times, alternating between going up or down between segments - not always using 90 degree moves to get there.
* .25mm up (Y)
* .5mm over (X)
* .5mm over (X)
* .25mm down to where the next segment starts.
Here are you can see some of the moves (image from a gcode debugger/visualizer I wrote).
Note that your layer time is only just over 3 seconds. I don't know if cooling code has anything to do with this.
This is odd behavior that I have not seen.
My printer: Raptosaur - Large Format Delta - [www.paulwanamaker.wordpress.com]
Can you answer questions about Calibration, Printing issues, Mechanics? Write it up and improve the Wiki!
* .25mm up (Y)
* .5mm over (X)
* .5mm over (X)
* .25mm down to where the next segment starts.
Here are you can see some of the moves (image from a gcode debugger/visualizer I wrote).

{kind=link}
{kind=link}
Note that your layer time is only just over 3 seconds. I don't know if cooling code has anything to do with this.
This is odd behavior that I have not seen.
My printer: Raptosaur - Large Format Delta - [www.paulwanamaker.wordpress.com]
Can you answer questions about Calibration, Printing issues, Mechanics? Write it up and improve the Wiki!
|
Re: extra move on retract April 21, 2016 05:26PM |
Registered: 11 years ago Posts: 38 |
I found out that this option causes it:
Slic3r -> Layers and Perimeters -> detect thin walls
If it is unchecked then the gcode is not generated at all for walls thick like extrusion width. So either crippled gcode or none. I looked at Slic3r web and there is no new version for almost one year :-(
Slic3r -> Layers and Perimeters -> detect thin walls
If it is unchecked then the gcode is not generated at all for walls thick like extrusion width. So either crippled gcode or none. I looked at Slic3r web and there is no new version for almost one year :-(
|
Re: extra move on retract April 21, 2016 07:23PM |
Registered: 9 years ago Posts: 351 |
|
Re: extra move on retract May 04, 2016 11:37AM |
Registered: 11 years ago Posts: 38 |
Tried that without success :-(
I saw test of slicers here: [www.youtube.com]
and Slic3r finished in last place.
1st - Simplify 3D
2nd - Craftware
3rd - Cura
4th - Slic3r
Edited 1 time(s). Last edit at 05/04/2016 11:37AM by printman.
I saw test of slicers here: [www.youtube.com]
and Slic3r finished in last place.
1st - Simplify 3D
2nd - Craftware
3rd - Cura
4th - Slic3r
Edited 1 time(s). Last edit at 05/04/2016 11:37AM by printman.
|
Re: extra move on retract May 05, 2016 12:03AM |
Registered: 9 years ago Posts: 351 |
The results will depend on which version of each slicer you're using, how you've configured each, the printer you're using, the filament you're using, ambient temperature, how you weight and evaluate the various qualities of the prints, and innumerable other variables. The guy he linked at the end of the video did his own test and came to a completely different conclusion. Simplify3D didn't even finish the fine-layer-height version of his part without having it break.
|
Re: extra move on retract May 05, 2016 08:16AM |
Registered: 10 years ago Posts: 2,472 |
I usually use Simplify3D because it usually does a slightly better (and much faster) job than Slic3r with no bugs AFAICS and a better user interface, and is by far the best slicing application when it comes to generating support structures. However it is extremely unforgiving of STLs that are not exactly correct. Many STL's that I have downloaded from the Internet will slice perfectly with Slic3r, but Simplify3D makes a complete hash of them, leaving out walls, filling areas that should be hollow, and placing a 1 layer solid bridge over the entire print at seemingly random places. Running a repair on the STL sometimes fixes the issues, but more often than not makes the problems worse. Simplify3D's support people just say that the problem is with the STL and not their application, so won't do anything about it even though Cura and Slic3r will slice the same STL OK.
Dave
Dave
Sorry, only registered users may post in this forum.