Extrusion width mystery solved?
Posted by o_lampe
|
Extrusion width mystery solved? December 11, 2016 06:55AM |
Registered: 8 years ago Posts: 5,232 |
I want to share something that might be common sense, but all I've read about extrusion width didn't mention it:
I always thought, that setting a width of 0.4mm or 100% would give the same result ( nozzle =0.4 ). But it didn't.
Then I read about internal calculations are based on 0.48mm nozzle dia, but that doesn't make a difference too.
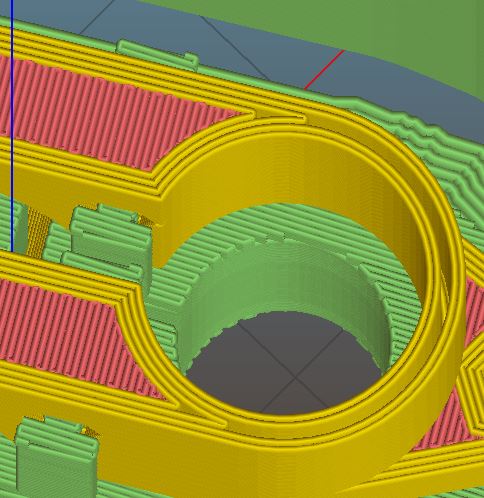
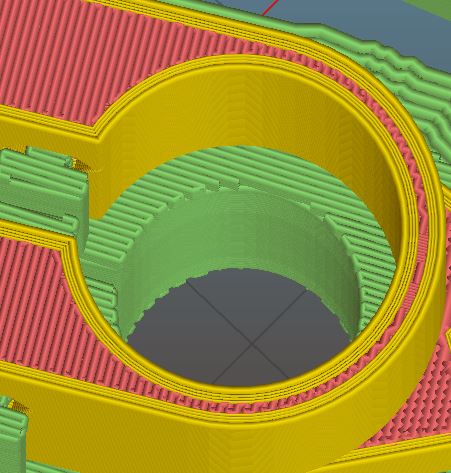
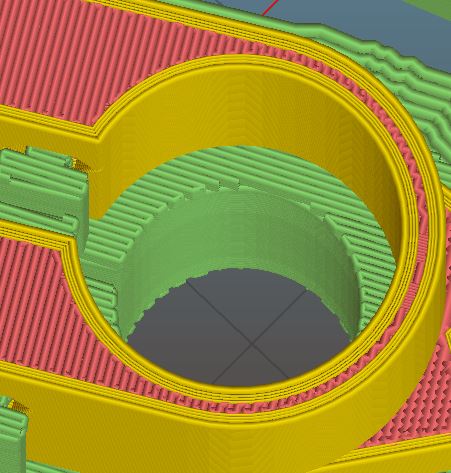
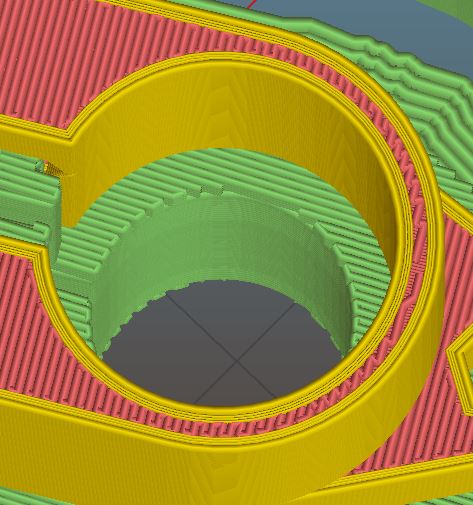
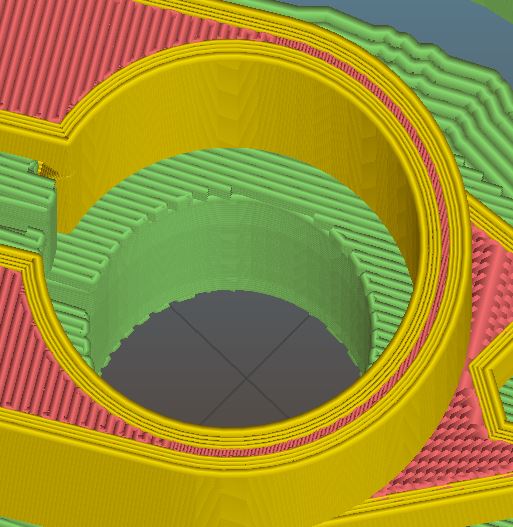
I sliced a part with 85% EW and 115% EW and both slices showed smaller traces for perimeters compared to the default external perimeter. (See pics)
When I set EW to 0.3mm or 0.5mm the difference is clearly visible.
My conclusion: The % ratio is based on layer-height, while the mm-ratio is based on the default nozzle width.
Correct me, if I'm wrong
-Olaf
I always thought, that setting a width of 0.4mm or 100% would give the same result ( nozzle =0.4 ). But it didn't.
Then I read about internal calculations are based on 0.48mm nozzle dia, but that doesn't make a difference too.
I sliced a part with 85% EW and 115% EW and both slices showed smaller traces for perimeters compared to the default external perimeter. (See pics)
When I set EW to 0.3mm or 0.5mm the difference is clearly visible.
My conclusion: The % ratio is based on layer-height, while the mm-ratio is based on the default nozzle width.
Correct me, if I'm wrong
-Olaf
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
|
Re: Extrusion width mystery solved? December 11, 2016 08:13AM |
Registered: 11 years ago Posts: 5,780 |
If you move the mouse over any of the line width settings, a tool-tip will pop up that says the % is based on layer height. When you specify a mm value, that is the line width that will be printed assuming you have accurately calibrated the extruder and have given it accurate filament diameter (or extrusion multiplier), and should be based on the actual nozzle diameter that you set in the Printer Settings/Extruder tab.
I have found that Slic3r does weird things if you let it choose all the line widths- on a couple prints it apparently set the infill line width smaller than the nozzle diameter which resulted in very weak prints. From then on, I usually specify widths for all but the outer perimeters and top solid infill. I also specify speeds for everything. Most of the time, unless I'm printing a very simple part, I specify all the settings before loading the stl file. I have found that changing a bunch of settings before Slic3r finishes slicing is a good way to make it crash. I've had most reliable results from Slic3r when I compiled it from source code on a computer running Linux.
Ultra MegaMax Dominator 3D printer: [drmrehorst.blogspot.com]
I have found that Slic3r does weird things if you let it choose all the line widths- on a couple prints it apparently set the infill line width smaller than the nozzle diameter which resulted in very weak prints. From then on, I usually specify widths for all but the outer perimeters and top solid infill. I also specify speeds for everything. Most of the time, unless I'm printing a very simple part, I specify all the settings before loading the stl file. I have found that changing a bunch of settings before Slic3r finishes slicing is a good way to make it crash. I've had most reliable results from Slic3r when I compiled it from source code on a computer running Linux.
Ultra MegaMax Dominator 3D printer: [drmrehorst.blogspot.com]
|
Re: Extrusion width mystery solved? December 11, 2016 08:59AM |
Registered: 8 years ago Posts: 5,232 |
Yeah, these annoying popups....
For foreign users like me, they pop up to short and it is difficult to navigate through the menus, too. I wish, they would fold up and close by mouseclick instead of mouse-over.
Anyway, I thought, it would be worth mentioning the relationship. Finding it out, was my highlight of the day...
For foreign users like me, they pop up to short and it is difficult to navigate through the menus, too. I wish, they would fold up and close by mouseclick instead of mouse-over.
Anyway, I thought, it would be worth mentioning the relationship. Finding it out, was my highlight of the day...
|
Re: Extrusion width mystery solved? December 12, 2016 07:16AM |
Registered: 10 years ago Posts: 2,472 |
Setting the line width in mm should result in that width of line regardless of your nozzle diameter. The line width is dependent only on the rate of extrusion and the layer height - the nozzle width does not affect the width of the extrusion, though you will not get good results if the line width is a lot different to the nozzle diameter. IOW any given G-code file will print the same width lines regardless of the nozzle diameter used. This is obvious with a bit of thought - the volume of plastic for any line is the same (fixed by the amount extruded), the line height (layer height) and length is the same, so the width must also be the same (volume = length X width X height).
Dave
Dave
|
Re: Extrusion width mystery solved? December 15, 2016 10:30AM |
Registered: 8 years ago Posts: 5,232 |
|
Re: Extrusion width mystery solved? December 15, 2016 06:50PM |
Registered: 11 years ago Posts: 5,780 |
Quote
dmould
Setting the line width in mm should result in that width of line regardless of your nozzle diameter. The line width is dependent only on the rate of extrusion and the layer height - the nozzle width does not affect the width of the extrusion, though you will not get good results if the line width is a lot different to the nozzle diameter. IOW any given G-code file will print the same width lines regardless of the nozzle diameter used. This is obvious with a bit of thought - the volume of plastic for any line is the same (fixed by the amount extruded), the line height (layer height) and length is the same, so the width must also be the same (volume = length X width X height).
Dave
That doesn't make sense. All the plastic has to flow through the nozzle. The diameter does matter- the rate of extrusion is affected by the nozzle diameter. That's why the slicer needs to know the diameter of the nozzle. You will get different line widths if you move gcode from a printer with a 0.4 mm nozzle and try to run it in a machine with a 0.25 mm nozzle because less plastic will flow through the 0.25 mm nozzle.
Ultra MegaMax Dominator 3D printer: [drmrehorst.blogspot.com]
|
Re: Extrusion width mystery solved? December 15, 2016 11:40PM |
Registered: 9 years ago Posts: 351 |
Actually, the nozzle diameter might slightly change things because the manual says in the section about tuning dimensional errors in holes at [manual.slic3r.org] that Slic3r tries to guess the cross-sectional shape of the extruded material, which could be different depending on how much squash is happening to get to a specified layer height and extrusion width.
However, if you model the extrudate as a rectangular cross-section, nozzle diameter really wouldn't matter, because the amount of plastic extruded would be a function only of the layer height, extrusion width, and length of the line. That's always going to be the same length of 1.75mm diameter filament at the extruder drive (where the g-code distances are measured). A smaller nozzle would squirt a greater length of smaller-cross-section molten plastic, but by the time it is squeezed to the defined layer height and extrusion width by the bed or previous layer of material, the ideal theoretical (rectangular cross-section) case would look exactly the same for a given amount of extruder drive.
However, if you model the extrudate as a rectangular cross-section, nozzle diameter really wouldn't matter, because the amount of plastic extruded would be a function only of the layer height, extrusion width, and length of the line. That's always going to be the same length of 1.75mm diameter filament at the extruder drive (where the g-code distances are measured). A smaller nozzle would squirt a greater length of smaller-cross-section molten plastic, but by the time it is squeezed to the defined layer height and extrusion width by the bed or previous layer of material, the ideal theoretical (rectangular cross-section) case would look exactly the same for a given amount of extruder drive.
|
Re: Extrusion width mystery solved? December 16, 2016 06:49AM |
Registered: 10 years ago Posts: 2,472 |
Quote
the_digital_dentist
That doesn't make sense. All the plastic has to flow through the nozzle. The diameter does matter- the rate of extrusion is affected by the nozzle diameter. That's why the slicer needs to know the diameter of the nozzle. You will get different line widths if you move gcode from a printer with a 0.4 mm nozzle and try to run it in a machine with a 0.25 mm nozzle because less plastic will flow through the 0.25 mm nozzle.
That is incorrect. The rate of extrusion (in terms of volume per second) is fixed by the G-code regardless of nozzle diameter. The G-code tells the printer how many mm of filament to feed over each move. If you have a printer with a 0.4mm nozzle and it executes a G-code move that commands it to feed 10mm of filament, then you execute the same G-code on a machine with a 0.25mm nozzle, then both machines will feed 10mm of filament into the nozzle because they have received the same command. The volume of plastic that comes out of a nozzle must be the same as the volume of plastic fed into the nozzle, so they will both extrude the same volume of plastic. The same length of filament was fed on both machines, so the volume extruded must be the same. The layer height is the same, the length of the move is the same, so the width must be the same. Sure, the flow speed is higher inside the smaller nozzle, but that is irrelevant.
As IMBoring25 has said, the cross-sectional shape of the extrusion might be a little different, but not enough to affect the extrusion width significantly.
If you have a printer that extrudes less plastic with a smaller nozzle for the same G-code, then it means that your extruder is slipping or skipping. That can certainly happen because the back-pressure is a lot higher with a small nozzle and so needs a more powerful extruder. In that case slow down the print. The volume of plastic for each move will be the same, but because of the slower speed, the rate of extrusion will be less and your extruder is less likely to slip.
Dave
|
Re: Extrusion width mystery solved? December 18, 2016 11:35AM |
Registered: 11 years ago Posts: 5,780 |
The nozzle diameter does matter. See: [manual.slic3r.org]
"Sane defaults
Slic3r allows users to define extrusion width manually for each kind of extrusion (perimeters, infill, support material etc.) but will calculate sane defaults if no custom values are entered.
For the outermost loop of perimeters (aka external perimeters) Slic3r will default to a thin extrusion width, equal to nozzle diameter * 1.05. This is considered the thinnest safe extrusion width. A thin extrusion width provides better accuracy to the object shape and minimizes the flow errors caused by irregular filament.
Extrusion width for other things is calculated by getting the cross-sectional area of the configured nozzle diameter and then calculating the extrusion width produced by extruding that amount of material. In other words, by matching flow speed and head speed. The purpose of this logic is to find the "native" flow that minimizes side forces during extrusion. Such calculated extrusion with is capped to max value equal to nozzle_diameter * 1.7, except for internal sparse infill where the full native flow is used."
Ultra MegaMax Dominator 3D printer: [drmrehorst.blogspot.com]
"Sane defaults
Slic3r allows users to define extrusion width manually for each kind of extrusion (perimeters, infill, support material etc.) but will calculate sane defaults if no custom values are entered.
For the outermost loop of perimeters (aka external perimeters) Slic3r will default to a thin extrusion width, equal to nozzle diameter * 1.05. This is considered the thinnest safe extrusion width. A thin extrusion width provides better accuracy to the object shape and minimizes the flow errors caused by irregular filament.
Extrusion width for other things is calculated by getting the cross-sectional area of the configured nozzle diameter and then calculating the extrusion width produced by extruding that amount of material. In other words, by matching flow speed and head speed. The purpose of this logic is to find the "native" flow that minimizes side forces during extrusion. Such calculated extrusion with is capped to max value equal to nozzle_diameter * 1.7, except for internal sparse infill where the full native flow is used."
Ultra MegaMax Dominator 3D printer: [drmrehorst.blogspot.com]
|
Re: Extrusion width mystery solved? December 19, 2016 07:49AM |
Registered: 10 years ago Posts: 2,472 |
Yes, it matters insofar that you will not get a good print if you choose an extrusion width that is too thin or wide for the nozzle diameter. My point however was that having chosen a particular extrusion width and produced the corresponding G-code, the width printed using that code will not be affected by nozzle diameter - though the quality of the print will be terrible if the extrusion width is not appropriate for the nozzle diameter.
Dave
|
Re: Extrusion width mystery solved? January 15, 2017 03:11PM |
Registered: 8 years ago Posts: 19 |
o lampe i totally agree with you. I have been looking for someone who realized this
when you use a percentange of height it is over the first layer.
If your first layer is .2mm and you choose 150% it will only be .3mm.
Check out my post on this. Nobody seemed to get it.
http://forums.reprap.org/read.php?406,623606,625441t
My folger tech came with this setting of 150% first layer and i couldnt figure out why my prints werent sticking. Now i just set the first layer extrusion width to .6mm with my .4mm nozzle.
Edited 1 time(s). Last edit at 01/15/2017 07:34PM by igel.
when you use a percentange of height it is over the first layer.
If your first layer is .2mm and you choose 150% it will only be .3mm.
Check out my post on this. Nobody seemed to get it.
http://forums.reprap.org/read.php?406,623606,625441t
My folger tech came with this setting of 150% first layer and i couldnt figure out why my prints werent sticking. Now i just set the first layer extrusion width to .6mm with my .4mm nozzle.
Edited 1 time(s). Last edit at 01/15/2017 07:34PM by igel.
|
Re: Extrusion width mystery solved? January 15, 2017 06:51PM |
Registered: 11 years ago Posts: 5,780 |
It's a really bad idea to set the layer height to be greater than the nozzle diameter. The plastic will have to practically drip off the extruder to get to the bed plate. See: [manual.slic3r.org]
"First layer height.
A thicker layer height will provide more flow, and consequently more heat, making the extrusion adhere to the bed more. It also gives the benefit of giving more tolerance for the levelness of the bed. It is recommended to raise the first layer height to match the diameter of the nozzle, e.g. a first layer height of 0.35mm for a 0.35mm nozzle. Note: The first layer height is set this way automatically in simple mode."
and
"For the outermost loop of perimeters (aka external perimeters) Slic3r will default to a thin extrusion width, equal to nozzle diameter * 1.05. This is considered the thinnest safe extrusion width. A thin extrusion width provides better accuracy to the object shape and minimizes the flow errors caused by irregular filament.
Extrusion width for other things is calculated by getting the cross-sectional area of the configured nozzle diameter and then calculating the extrusion width produced by extruding that amount of material. In other words, by matching flow speed and head speed. The purpose of this logic is to find the "native" flow that minimizes side forces during extrusion. Such calculated extrusion with is capped to max value equal to nozzle_diameter * 1.7, except for internal sparse infill where the full native flow is used."
Ultra MegaMax Dominator 3D printer: [drmrehorst.blogspot.com]
"First layer height.
A thicker layer height will provide more flow, and consequently more heat, making the extrusion adhere to the bed more. It also gives the benefit of giving more tolerance for the levelness of the bed. It is recommended to raise the first layer height to match the diameter of the nozzle, e.g. a first layer height of 0.35mm for a 0.35mm nozzle. Note: The first layer height is set this way automatically in simple mode."
and
"For the outermost loop of perimeters (aka external perimeters) Slic3r will default to a thin extrusion width, equal to nozzle diameter * 1.05. This is considered the thinnest safe extrusion width. A thin extrusion width provides better accuracy to the object shape and minimizes the flow errors caused by irregular filament.
Extrusion width for other things is calculated by getting the cross-sectional area of the configured nozzle diameter and then calculating the extrusion width produced by extruding that amount of material. In other words, by matching flow speed and head speed. The purpose of this logic is to find the "native" flow that minimizes side forces during extrusion. Such calculated extrusion with is capped to max value equal to nozzle_diameter * 1.7, except for internal sparse infill where the full native flow is used."
Ultra MegaMax Dominator 3D printer: [drmrehorst.blogspot.com]
|
Re: Extrusion width mystery solved? January 15, 2017 07:35PM |
Registered: 8 years ago Posts: 19 |
|
Re: Extrusion width mystery solved? March 02, 2019 11:12PM |
Registered: 6 years ago Posts: 50 |
You guys are off in lala'vill if you think nozzle size does not effect the wall thickness...
Of course the nozzle size affects the extrusion width if you move the same G-code between printers with different size nozzles. The nozzle size sets the area of pressure control between the last layer and current layer. If you take a 0.6mm nozzle settings and move it to a 0.3mm nozzle printer, the wall width will be way out because the flow of plastic is spewing out way past the control area of the nozzle, this is why there is a range of Optimal settings.
So your volume of plastic won't change but the extrusion width most certainly will, the smaller nozzle will end up with not only thicker walls if it can manage to, it will end up with layer issues due to the additional plastic spewing out past the area of pressure control. Now this is not always the case, hence why I said if it can mange to as a 1.0mm nozzle file on a 0.3mm nozzle won't get thicker walls because the nozzle won't be able to spread the plastic enough and most of it will squeeze out bast the nozzle and raise up in a curl above the current layer height (this is also the same cause for most curling on prints, over extrusion).
Without getting into all the complicated maths around how the area of pressure control works I shall use an example of extrusion multiplier that is easy to understand and you can easily test. So if you were not aware, you should not only calibrate your extruder steps, you also need to calibrate your extrusion multiplier due to different brands of plastic having slight differences in filament width and filament expansion. So we all know how to calibrate the extruder steps right, but how many of you know how to calibrate your extrusion multiplier?
Well fortunately it is pretty easy, you just print a small cube without a top layer and with only 1 wall thick using extrusion multiplier set to 1.00. Then measure the wall of the cube with decent digi calipers then take the valve you set your extrusion width to (should be 105-140% of nozzle diameter, 120% is generally the accepted starting point), lets go with 0.48mm, then divide it by your measured wall thickness, lets go with 0.51, then times it by your extrusion multiplier, in this case 1. Then rinse and repeat will wall thickness is perfect.
That's 0.48mm extrusion width / 0.51mm measured wall thickness *1.00 extrusion multiplier = 0.94 new extrusion multiplier (maths looks pretty familiar right ).
So keeping this in mind, when you move a G-code file between printers with different nozzle sizes, in the simplest explanation, you are effectively changing the extrusion multiplier which means going up in nozzle size will reduce it and going down in nozzle size will increase it. The nozzle diameter modified by the extrusion multiplier is what sets the wall thickness.
Edited 1 time(s). Last edit at 03/02/2019 11:14PM by Redemptioner.
Of course the nozzle size affects the extrusion width if you move the same G-code between printers with different size nozzles. The nozzle size sets the area of pressure control between the last layer and current layer. If you take a 0.6mm nozzle settings and move it to a 0.3mm nozzle printer, the wall width will be way out because the flow of plastic is spewing out way past the control area of the nozzle, this is why there is a range of Optimal settings.
So your volume of plastic won't change but the extrusion width most certainly will, the smaller nozzle will end up with not only thicker walls if it can manage to, it will end up with layer issues due to the additional plastic spewing out past the area of pressure control. Now this is not always the case, hence why I said if it can mange to as a 1.0mm nozzle file on a 0.3mm nozzle won't get thicker walls because the nozzle won't be able to spread the plastic enough and most of it will squeeze out bast the nozzle and raise up in a curl above the current layer height (this is also the same cause for most curling on prints, over extrusion).
Without getting into all the complicated maths around how the area of pressure control works I shall use an example of extrusion multiplier that is easy to understand and you can easily test. So if you were not aware, you should not only calibrate your extruder steps, you also need to calibrate your extrusion multiplier due to different brands of plastic having slight differences in filament width and filament expansion. So we all know how to calibrate the extruder steps right, but how many of you know how to calibrate your extrusion multiplier?
Well fortunately it is pretty easy, you just print a small cube without a top layer and with only 1 wall thick using extrusion multiplier set to 1.00. Then measure the wall of the cube with decent digi calipers then take the valve you set your extrusion width to (should be 105-140% of nozzle diameter, 120% is generally the accepted starting point), lets go with 0.48mm, then divide it by your measured wall thickness, lets go with 0.51, then times it by your extrusion multiplier, in this case 1. Then rinse and repeat will wall thickness is perfect.
That's 0.48mm extrusion width / 0.51mm measured wall thickness *1.00 extrusion multiplier = 0.94 new extrusion multiplier (maths looks pretty familiar right ).
So keeping this in mind, when you move a G-code file between printers with different nozzle sizes, in the simplest explanation, you are effectively changing the extrusion multiplier which means going up in nozzle size will reduce it and going down in nozzle size will increase it. The nozzle diameter modified by the extrusion multiplier is what sets the wall thickness.
Edited 1 time(s). Last edit at 03/02/2019 11:14PM by Redemptioner.
Sorry, only registered users may post in this forum.