Infill help
Posted by drhender
|
Infill help June 05, 2017 09:25PM |
Registered: 9 years ago Posts: 9 |
I am having a little bit of trouble with Slic3r, and am looking for some advice.
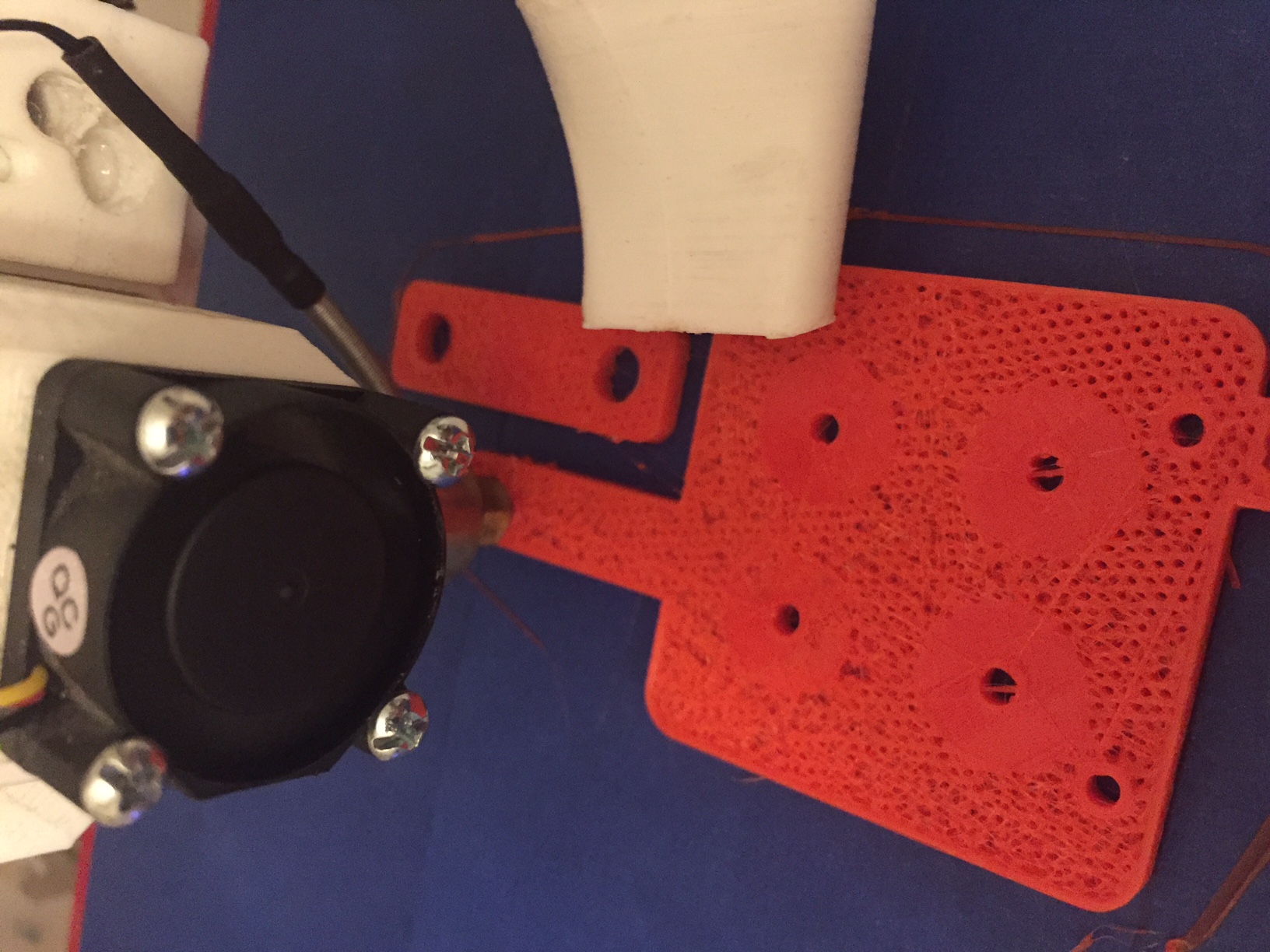
First of all, I'd like someone to confirm that what I am seeing it to be expected. The attached photo shows the infill pattern that I am seeing in a model sliced at 0.2mm layer height and 25% honeycomb infill. It seems very small to me-- is something wrong here, or is this about what I should expect. (By the way, the body of that piece is about 4.5mm square, plus the upper arm that is under the hotend.
Secondly, you can see how rough the infill is in places. I *think* it is because I am slightly under-extruding and probably running a little too fast (i am running at about 60mm per second).
This is printing in PLA at about 210C.
Thanks in advanced for any and all advice.
drhender
First of all, I'd like someone to confirm that what I am seeing it to be expected. The attached photo shows the infill pattern that I am seeing in a model sliced at 0.2mm layer height and 25% honeycomb infill. It seems very small to me-- is something wrong here, or is this about what I should expect. (By the way, the body of that piece is about 4.5mm square, plus the upper arm that is under the hotend.
Secondly, you can see how rough the infill is in places. I *think* it is because I am slightly under-extruding and probably running a little too fast (i am running at about 60mm per second).
This is printing in PLA at about 210C.
Thanks in advanced for any and all advice.
drhender
{kind=link}
{kind=link}
|
Re: Infill help June 05, 2017 10:42PM |
Registered: 9 years ago Posts: 9 |
|
Re: Infill help June 06, 2017 03:16AM |
Registered: 8 years ago Posts: 5,232 |
|
Re: Infill help June 07, 2017 08:06AM |
Registered: 10 years ago Posts: 2,472 |
|
Re: Infill help June 09, 2017 11:23PM |
Registered: 8 years ago Posts: 10 |
For normal PLA printing temperature should be below 200C, check the filament specification
Extrusion width 0.2mm is too small for a 0.5mm nozzle
Extra length on restart should be 0mm not 0.4mm
4mm Retract length is recommended
60mm Infill speed may be too fast, check the filament specification
Extrusion width 0.2mm is too small for a 0.5mm nozzle
Extra length on restart should be 0mm not 0.4mm
4mm Retract length is recommended
60mm Infill speed may be too fast, check the filament specification
Sorry, only registered users may post in this forum.