NUESTRAS IMPRESIONES !! 
Posted by aleiovanevcp
|
Re: NUESTRAS IMPRESIONES !! June 10, 2014 08:48PM |
Registered: 10 years ago Posts: 209 |
Ahora cuando termine de imprimir esta ultima pieza voy a calibrar las config imprimiendo cubos, me da la sensacion de que esta pieza no da... ahora lo tengo en 0, osea automatico y subi el first layer a 360% y es lo mejor que consegui. Es ABS amarillo de Printalot. Aclaro que exactamente este problema es solo en esta pieza
Quote
aleiovanevcp
che yo le bajaria el extrusion width a 0.4mm, che que material es?
Quote
Moskito
Aca dejo el gcode.
[www.dropbox.com]
Estuve toqueteando un poco la parte de la extrusion y no tuve ningun cambio faborable. Estoy llegando a pensar que ahora es la pieza, todas las partes en las que aparece la falla tienen 2mm, el pico es de .35 y el ancho de extrusion esta supuestamente en "automatico". Ahora voy a probar un cubo para ver si hace lo mismo
|
Re: NUESTRAS IMPRESIONES !! June 10, 2014 08:58PM |
Registered: 10 years ago Posts: 371 |
mira:
; layer_height = 0.2
; perimeters = 2
; top_solid_layers = 3
; bottom_solid_layers = 3
; fill_density = 0.15
; perimeter_speed = 20
; infill_speed = 50
; travel_speed = 150
; nozzle_diameter = 0.35
; filament_diameter = 1.74
; extrusion_multiplier = 1
; perimeters extrusion width = 0.35mm
; infill extrusion width = 0.52mm
; solid infill extrusion width = 0.52mm
; top infill extrusion width = 0.52mm
; first layer extrusion width = 0.71mm
Sin el STL es dificil decirte, porque no lo puedo probar, pero todo esto me recuerda los problemas que me dio el ducto con leds del hot de santafesino, si bien tu boca es de 0.35 slic3r calcula automaticamente algunos valores, mi consejo es que uses "avanzadas" y le digas vos a mano los anchos de extrusion correctos. yo diria que tienen que se multiplos de el ancho de la pieza, ponele q la pieza tiene 2mm de ancho... usa 0.4 en perimetros y top solid infill...esto es algo de mi experiencia y q vas a tener q experimentar, porque viste q los trazos se deben superponer, quizas el total de los tratos deba sumar 2.3 por decirte algo
Tambien podes probar slicear con skeinforge y ver si te sirve, yo he llegado a la idea de que lo grande comunardo queda bien con slic3r y lo chico o con agujeros de precision necesitan skeinforge.
; layer_height = 0.2
; perimeters = 2
; top_solid_layers = 3
; bottom_solid_layers = 3
; fill_density = 0.15
; perimeter_speed = 20
; infill_speed = 50
; travel_speed = 150
; nozzle_diameter = 0.35
; filament_diameter = 1.74
; extrusion_multiplier = 1
; perimeters extrusion width = 0.35mm
; infill extrusion width = 0.52mm
; solid infill extrusion width = 0.52mm
; top infill extrusion width = 0.52mm
; first layer extrusion width = 0.71mm
Sin el STL es dificil decirte, porque no lo puedo probar, pero todo esto me recuerda los problemas que me dio el ducto con leds del hot de santafesino, si bien tu boca es de 0.35 slic3r calcula automaticamente algunos valores, mi consejo es que uses "avanzadas" y le digas vos a mano los anchos de extrusion correctos. yo diria que tienen que se multiplos de el ancho de la pieza, ponele q la pieza tiene 2mm de ancho... usa 0.4 en perimetros y top solid infill...esto es algo de mi experiencia y q vas a tener q experimentar, porque viste q los trazos se deben superponer, quizas el total de los tratos deba sumar 2.3 por decirte algo
Tambien podes probar slicear con skeinforge y ver si te sirve, yo he llegado a la idea de que lo grande comunardo queda bien con slic3r y lo chico o con agujeros de precision necesitan skeinforge.
|
Re: NUESTRAS IMPRESIONES !! June 10, 2014 09:20PM |
Registered: 10 years ago Posts: 209 |
voy a tener que probar eso que me decis y creo que me voy a tener que meter en skein porque tengo varias cosas chicas por hacer. Aca te dejo el stl por si te queres tomar el trabajo de probarlo, igual no es necesario che.
[www.dropbox.com]
[www.dropbox.com]
Quote
luismanson
mira:
; layer_height = 0.2
; perimeters = 2
; top_solid_layers = 3
; bottom_solid_layers = 3
; fill_density = 0.15
; perimeter_speed = 20
; infill_speed = 50
; travel_speed = 150
; nozzle_diameter = 0.35
; filament_diameter = 1.74
; extrusion_multiplier = 1
; perimeters extrusion width = 0.35mm
; infill extrusion width = 0.52mm
; solid infill extrusion width = 0.52mm
; top infill extrusion width = 0.52mm
; first layer extrusion width = 0.71mm
Sin el STL es dificil decirte, porque no lo puedo probar, pero todo esto me recuerda los problemas que me dio el ducto con leds del hot de santafesino, si bien tu boca es de 0.35 slic3r calcula automaticamente algunos valores, mi consejo es que uses "avanzadas" y le digas vos a mano los anchos de extrusion correctos. yo diria que tienen que se multiplos de el ancho de la pieza, ponele q la pieza tiene 2mm de ancho... usa 0.4 en perimetros y top solid infill...esto es algo de mi experiencia y q vas a tener q experimentar, porque viste q los trazos se deben superponer, quizas el total de los tratos deba sumar 2.3 por decirte algo
Tambien podes probar slicear con skeinforge y ver si te sirve, yo he llegado a la idea de que lo grande comunardo queda bien con slic3r y lo chico o con agujeros de precision necesitan skeinforge.
|
Re: NUESTRAS IMPRESIONES !! June 11, 2014 08:32AM |
Registered: 10 years ago Posts: 371 |

|
Re: NUESTRAS IMPRESIONES !! June 11, 2014 09:55AM |
Registered: 10 years ago Posts: 209 |
|
Re: NUESTRAS IMPRESIONES !! June 11, 2014 10:02AM |
Registered: 10 years ago Posts: 371 |

|
Re: NUESTRAS IMPRESIONES !! June 11, 2014 10:09AM |
Registered: 10 years ago Posts: 209 |
|
Re: NUESTRAS IMPRESIONES !! June 11, 2014 11:37AM |
Registered: 10 years ago Posts: 209 |
|
Re: NUESTRAS IMPRESIONES !! June 11, 2014 06:12PM |
Registered: 10 years ago Posts: 371 |
che, no lo imprmi,pero no tengo esos huecos en mi sliceo por lo que veo, las caras tienen unos 4mm y mi ancho de extrusion es de unos 0.47
te dejo el gcode sliceado al centro de mi cama y aca abajo todos los valores que tenia slicer, es para el abs blanco de 3d insumos
sostenResorte-Dluis.zip
; filament used = 453.4mm (3.0cm3)
; avoid_crossing_perimeters = 0
; bed_size = 200,175
; bed_temperature = 92
; bottom_solid_layers = 2
; bridge_acceleration = 0
; bridge_fan_speed = 60
; bridge_flow_ratio = 1
; bridge_speed = 75
; brim_width = 0
; complete_objects = 0
; cooling = 1
; default_acceleration = 0
; disable_fan_first_layers = 2
; duplicate = 1
; duplicate_distance = 6
; duplicate_grid = 1,1
; end_gcode = M104 S0 ; turn off temperature\nM140 S0 ; apagamos CAMA\nG28 X0 ; home X axis\n;G1 Z30 F5000\nM84 ; disable motors
; external_perimeter_speed = 70%
; external_perimeters_first = 0
; extra_perimeters = 1
; extruder_clearance_height = 60
; extruder_clearance_radius = 60
; extruder_offset = 0x0
; extrusion_axis = E
; extrusion_multiplier = 0.85
; extrusion_width = 0
; fan_always_on = 0
; fan_below_layer_time = 60
; filament_diameter = 2.92
; fill_angle = 45
; fill_density = 0.60
; fill_pattern = line
; first_layer_acceleration = 0
; first_layer_bed_temperature = 90
; first_layer_extrusion_width = 0
; first_layer_height = 0.348
; first_layer_speed = 50%
; first_layer_temperature = 216
; g0 = 0
; gap_fill_speed = 20
; gcode_arcs = 0
; gcode_comments = 1
; gcode_flavor = reprap
; infill_acceleration = 0
; infill_every_layers = 1
; infill_extruder = 1
; infill_extrusion_width = 0
; infill_first = 0
; infill_only_where_needed = 0
; infill_speed = 60
; layer_gcode =
; layer_height = 0.3
; max_fan_speed = 100
; min_fan_speed = 10
; min_print_speed = 10
; min_skirt_length = 0
; notes = l height 0.36 - reocmienda MAX 80% de diametro punta\nen output pase a 60 y completar individuales a ver q onda\nsetie ext width para probar el infill every x\nreduje la densidad a 098 para probar algo diminuto, no sirvio
; nozzle_diameter = 0.45
; only_retract_when_crossing_perimeters = 1
; ooze_prevention = 0
; output_filename_format = [input_filename_base].gcode
; overhangs = 0
; perimeter_acceleration = 0
; perimeter_extruder = 1
; perimeter_extrusion_width = 0
; perimeter_speed = 40
; perimeters = 2
; post_process = /home/luis/RepRap/RepetierHost/slic3r-costo.pl
; print_center = 100,88
; raft_layers = 0
; randomize_start = 0
; resolution = 0
; retract_before_travel = 2
; retract_layer_change = 1
; retract_length = 1
; retract_length_toolchange = 10
; retract_lift = 0
; retract_restart_extra = 0
; retract_restart_extra_toolchange = 0
; retract_speed = 30
; rotate = 0
; scale = 1
; skirt_distance = 6
; skirt_height = 1
; skirts = 2
; slowdown_below_layer_time = 30
; small_perimeter_speed = 20
; solid_fill_pattern = rectilinear
; solid_infill_below_area = 70
; solid_infill_every_layers = 0
; solid_infill_extrusion_width = 0
; solid_infill_speed = 50
; spiral_vase = 0
; standby_temperature_delta = -5
; start_gcode = G28 ; home all axes\n;G1 Z5 F5000 ; NO lift nozzle
; start_perimeters_at_concave_points = 0
; start_perimeters_at_non_overhang = 0
; support_material =
; support_material_angle = 45
; support_material_enforce_layers = 0
; support_material_extruder = 1
; support_material_extrusion_width = 0
; support_material_interface_extruder = 1
; support_material_interface_layers = 3
; support_material_interface_spacing = 0.39
; support_material_pattern = rectilinear
; support_material_spacing = 2
; support_material_speed = 60
; support_material_threshold = 0
; temperature = 216
; thin_walls = 1
; threads = 4
; toolchange_gcode =
; top_infill_extrusion_width = 0
; top_solid_infill_speed = 45
; top_solid_layers = 2
; travel_speed = 100
; use_firmware_retraction = 0
; use_relative_e_distances = 0
; vibration_limit = 0
; wipe = 0
; z_offset = 0

te dejo el gcode sliceado al centro de mi cama y aca abajo todos los valores que tenia slicer, es para el abs blanco de 3d insumos
sostenResorte-Dluis.zip
; filament used = 453.4mm (3.0cm3)
; avoid_crossing_perimeters = 0
; bed_size = 200,175
; bed_temperature = 92
; bottom_solid_layers = 2
; bridge_acceleration = 0
; bridge_fan_speed = 60
; bridge_flow_ratio = 1
; bridge_speed = 75
; brim_width = 0
; complete_objects = 0
; cooling = 1
; default_acceleration = 0
; disable_fan_first_layers = 2
; duplicate = 1
; duplicate_distance = 6
; duplicate_grid = 1,1
; end_gcode = M104 S0 ; turn off temperature\nM140 S0 ; apagamos CAMA\nG28 X0 ; home X axis\n;G1 Z30 F5000\nM84 ; disable motors
; external_perimeter_speed = 70%
; external_perimeters_first = 0
; extra_perimeters = 1
; extruder_clearance_height = 60
; extruder_clearance_radius = 60
; extruder_offset = 0x0
; extrusion_axis = E
; extrusion_multiplier = 0.85
; extrusion_width = 0
; fan_always_on = 0
; fan_below_layer_time = 60
; filament_diameter = 2.92
; fill_angle = 45
; fill_density = 0.60
; fill_pattern = line
; first_layer_acceleration = 0
; first_layer_bed_temperature = 90
; first_layer_extrusion_width = 0
; first_layer_height = 0.348
; first_layer_speed = 50%
; first_layer_temperature = 216
; g0 = 0
; gap_fill_speed = 20
; gcode_arcs = 0
; gcode_comments = 1
; gcode_flavor = reprap
; infill_acceleration = 0
; infill_every_layers = 1
; infill_extruder = 1
; infill_extrusion_width = 0
; infill_first = 0
; infill_only_where_needed = 0
; infill_speed = 60
; layer_gcode =
; layer_height = 0.3
; max_fan_speed = 100
; min_fan_speed = 10
; min_print_speed = 10
; min_skirt_length = 0
; notes = l height 0.36 - reocmienda MAX 80% de diametro punta\nen output pase a 60 y completar individuales a ver q onda\nsetie ext width para probar el infill every x\nreduje la densidad a 098 para probar algo diminuto, no sirvio
; nozzle_diameter = 0.45
; only_retract_when_crossing_perimeters = 1
; ooze_prevention = 0
; output_filename_format = [input_filename_base].gcode
; overhangs = 0
; perimeter_acceleration = 0
; perimeter_extruder = 1
; perimeter_extrusion_width = 0
; perimeter_speed = 40
; perimeters = 2
; post_process = /home/luis/RepRap/RepetierHost/slic3r-costo.pl
; print_center = 100,88
; raft_layers = 0
; randomize_start = 0
; resolution = 0
; retract_before_travel = 2
; retract_layer_change = 1
; retract_length = 1
; retract_length_toolchange = 10
; retract_lift = 0
; retract_restart_extra = 0
; retract_restart_extra_toolchange = 0
; retract_speed = 30
; rotate = 0
; scale = 1
; skirt_distance = 6
; skirt_height = 1
; skirts = 2
; slowdown_below_layer_time = 30
; small_perimeter_speed = 20
; solid_fill_pattern = rectilinear
; solid_infill_below_area = 70
; solid_infill_every_layers = 0
; solid_infill_extrusion_width = 0
; solid_infill_speed = 50
; spiral_vase = 0
; standby_temperature_delta = -5
; start_gcode = G28 ; home all axes\n;G1 Z5 F5000 ; NO lift nozzle
; start_perimeters_at_concave_points = 0
; start_perimeters_at_non_overhang = 0
; support_material =
; support_material_angle = 45
; support_material_enforce_layers = 0
; support_material_extruder = 1
; support_material_extrusion_width = 0
; support_material_interface_extruder = 1
; support_material_interface_layers = 3
; support_material_interface_spacing = 0.39
; support_material_pattern = rectilinear
; support_material_spacing = 2
; support_material_speed = 60
; support_material_threshold = 0
; temperature = 216
; thin_walls = 1
; threads = 4
; toolchange_gcode =
; top_infill_extrusion_width = 0
; top_solid_infill_speed = 45
; top_solid_layers = 2
; travel_speed = 100
; use_firmware_retraction = 0
; use_relative_e_distances = 0
; vibration_limit = 0
; wipe = 0
; z_offset = 0
|
Re: NUESTRAS IMPRESIONES !! June 12, 2014 07:41PM |
Registered: 10 years ago Posts: 209 |
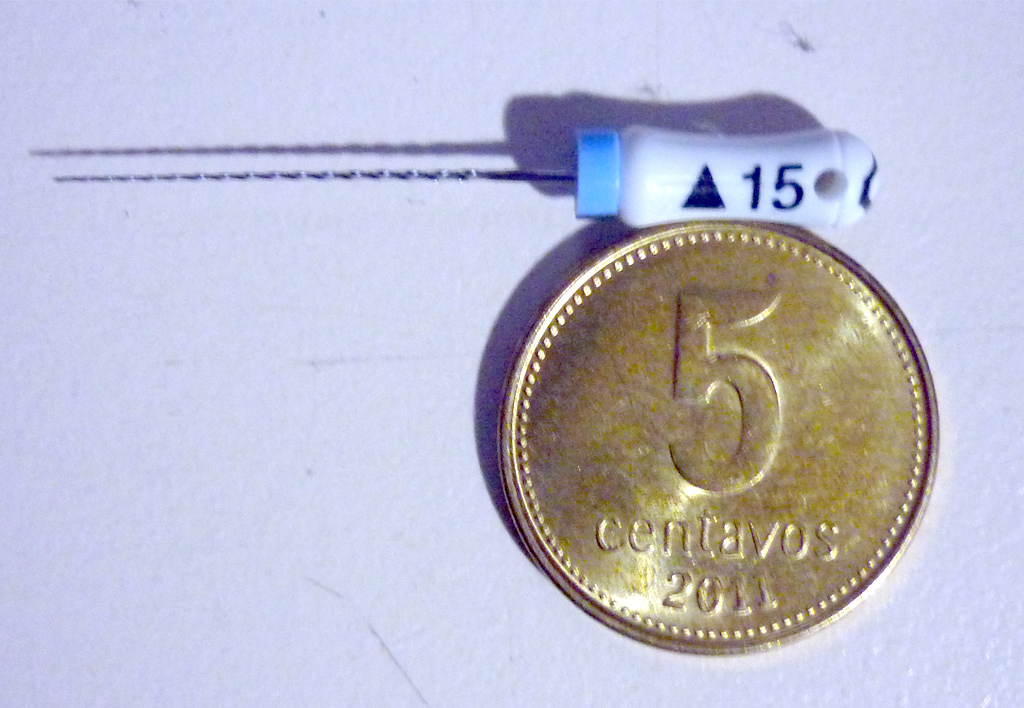
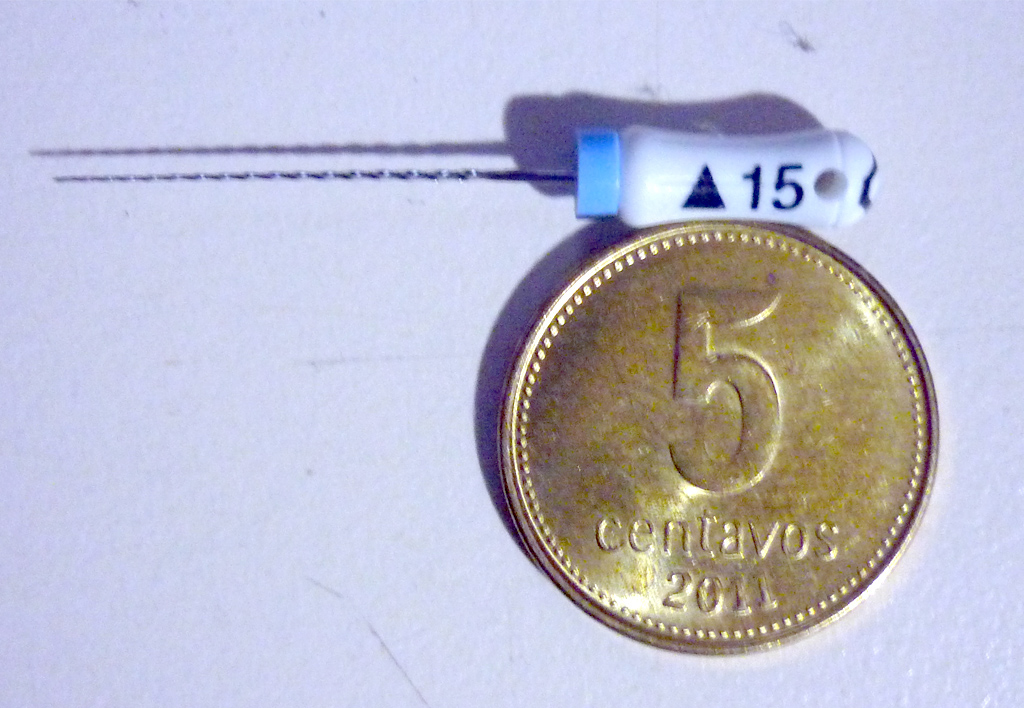
No era necesario que te tomes tanto laburo Luis! al final, imprimiendo algo asi de 20 primeras dos capas del cubo y ya casi resignado, puse en marcha la cabeza y rebobine en los hechos que podrian haberle pasado a la impresora. No tarde mucho en darme cuenta que lo que me habia pasado era que se me habia agrandado el pico por limpiarlo (con la imagen que adjunto) despues de un hermoso taponamiento.
Ya que me era imposible saber cuanto se habia agrandado, fui probando de a poco hasta que llegue a la mejor impresion con los anchos de extrusion "automaticos" el tema fue, que de tener un pico de 0.35 pase a tener uno de 0.4 UN ESPECTACULO
Ya que me era imposible saber cuanto se habia agrandado, fui probando de a poco hasta que llegue a la mejor impresion con los anchos de extrusion "automaticos" el tema fue, que de tener un pico de 0.35 pase a tener uno de 0.4 UN ESPECTACULO
|
Re: NUESTRAS IMPRESIONES !! June 12, 2014 07:47PM |
Registered: 10 years ago Posts: 371 |
|
Re: NUESTRAS IMPRESIONES !! June 12, 2014 07:52PM |
Registered: 10 years ago Posts: 209 |
obviamente que ni a mi, por eso fue la ultima opción jaja. Ahora si ya puedo jugar con los anchos de extrusión para que salga mejor, antes era imposible darle en la tecla porque o se pasaba o hacia un pelo, pero nunca se juntaban.
Quote
luismanson
Jajaja, no se me ocurrio esa, es tan poco comun...
|
Re: NUESTRAS IMPRESIONES !! June 13, 2014 05:48PM |
Registered: 10 years ago Posts: 155 |
Primer palanca de cambios en el mundo construida integramente con una impresora 3D
Bueno en realidad sólo la bochita... pero ya que estamos tan hypeados por la prensa...
Incluye el apellido del piloto.
Edited 1 time(s). Last edit at 06/13/2014 08:19PM by patriciorivera.
Bueno en realidad sólo la bochita... pero ya que estamos tan hypeados por la prensa...
Incluye el apellido del piloto.




Edited 1 time(s). Last edit at 06/13/2014 08:19PM by patriciorivera.
|
Re: NUESTRAS IMPRESIONES !! June 13, 2014 07:33PM |
Registered: 10 years ago Posts: 209 |
jajaja bueniiisima, yo me diseñe una pero no la pude imprimir todavia porque tengo la maquina ocupada en otras cosas. muy buena che
Quote
patriciorivera
Primer palanca de cambios en el mundo construida integramente con una impresora 3D
Bueno en realidad sólo la bochita... pero ya que estamos tan hypeados por la prensa...
[attachment 34885 DSC_9302_WEB.jpg]
[attachment 34886 DSC_9304_WEB.jpg]
[attachment 34887 DSC_9115_WEB.jpg]
[attachment 34888 IMG_0426_WEB.jpg]
|
Re: NUESTRAS IMPRESIONES !! June 14, 2014 09:14PM |
Registered: 9 years ago Posts: 105 |
Despues de tanto renegar y recibir una GRAN ayuda de Javier Ameghino, cuando ya queria tirar la impresora por la ventana, puedo decir que estoy muy pero muy conforme con los resultados obtenidos,

|
Re: NUESTRAS IMPRESIONES !! June 14, 2014 10:29PM |
Registered: 10 years ago Posts: 155 |
|
Re: NUESTRAS IMPRESIONES !! June 15, 2014 08:59PM |
Registered: 10 years ago Posts: 209 |
muy buena manuel. usaste spiral vase?
Quote
manuel19941
Despues de tanto renegar y recibir una GRAN ayuda de Javier Ameghino, cuando ya queria tirar la impresora por la ventana, puedo decir que estoy muy pero muy conforme con los resultados obtenidos,
|
Re: NUESTRAS IMPRESIONES !! June 15, 2014 09:45PM |
Registered: 9 years ago Posts: 105 |
Exactamente, spiral vase, pla de trimaker a 190°, aunque la veo muy fragil, tal vez un poco mas de temperatura ayudaria a que se fundan bien las capas entre si, pero me da cosa, aunque es un perimetro solo, no puedo pedir que sea muy resistente que digamos, fuera de eso, me encanto como quedo.
|
Re: NUESTRAS IMPRESIONES !! June 15, 2014 11:13PM |
Registered: 10 years ago Posts: 209 |
te quedo muy bien. por ahi para que tenga un poco mas de resistencia quizas podes hacer capas mas finas. pero es como decis vos, es un perimetro nomas
Quote
manuel19941
Exactamente, spiral vase, pla de trimaker a 190°, aunque la veo muy fragil, tal vez un poco mas de temperatura ayudaria a que se fundan bien las capas entre si, pero me da cosa, aunque es un perimetro solo, no puedo pedir que sea muy resistente que digamos, fuera de eso, me encanto como quedo.
|
Re: NUESTRAS IMPRESIONES !! October 26, 2014 05:05PM |
Registered: 12 years ago Posts: 325 |

|
Re: NUESTRAS IMPRESIONES !! October 26, 2014 05:23PM |
Registered: 10 years ago Posts: 721 |
|
Re: NUESTRAS IMPRESIONES !! November 15, 2014 07:42PM |
Registered: 12 years ago Posts: 325 |



|
Re: NUESTRAS IMPRESIONES !! November 16, 2014 08:18AM |
Registered: 10 years ago Posts: 721 |
|
Re: NUESTRAS IMPRESIONES !! November 16, 2014 05:37PM |
Registered: 10 years ago Posts: 654 |
|
Re: NUESTRAS IMPRESIONES !! November 17, 2014 04:31PM |
Registered: 9 years ago Posts: 8 |
Excelente trabajo!
Los envidio a todos sanamente, yo estoy armando una Prusa i3 rework y espero algún día subir la fotos de mi primera impresión.
Los envidio a todos sanamente, yo estoy armando una Prusa i3 rework y espero algún día subir la fotos de mi primera impresión.
Quote
aleiovanevcp
layer 0.2 mm + spiral vase, esta bueno el spiral vase lo unico que mete 1 solo perimetro sale muy finito, pero esta bueno no deja marcas.


|
Re: NUESTRAS IMPRESIONES !! November 18, 2014 05:04PM |
Registered: 9 years ago Posts: 14 |
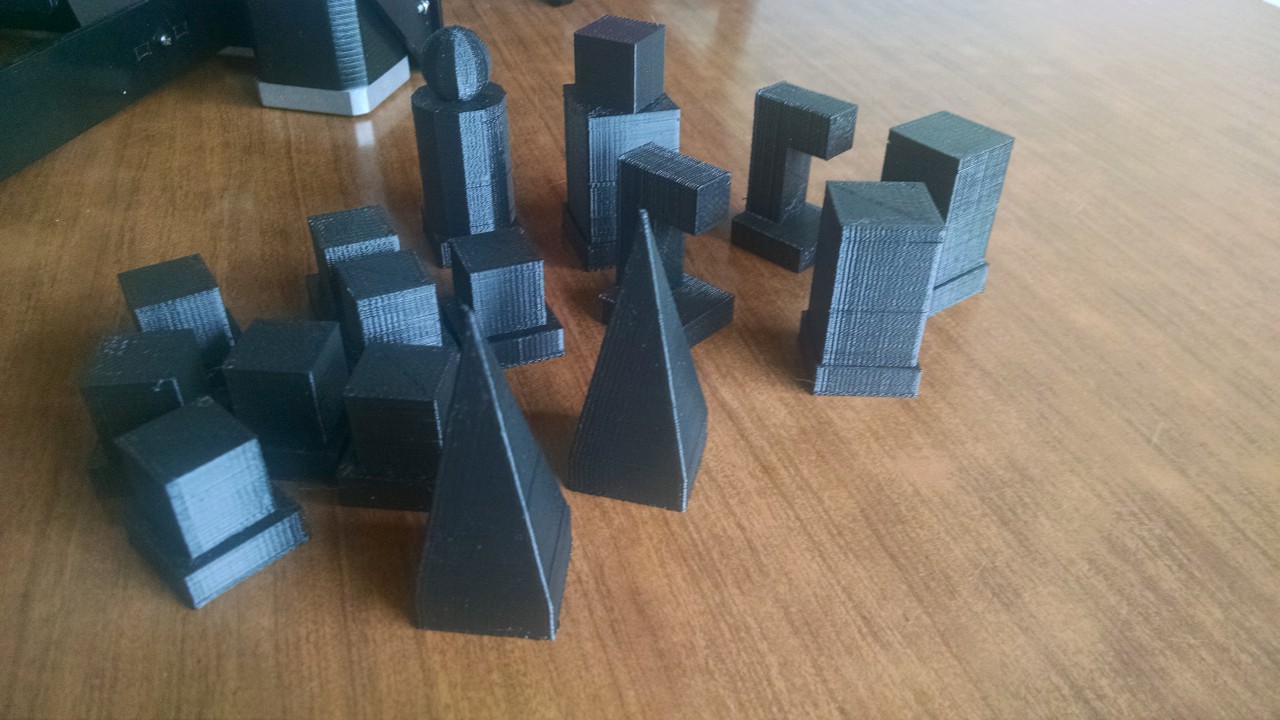
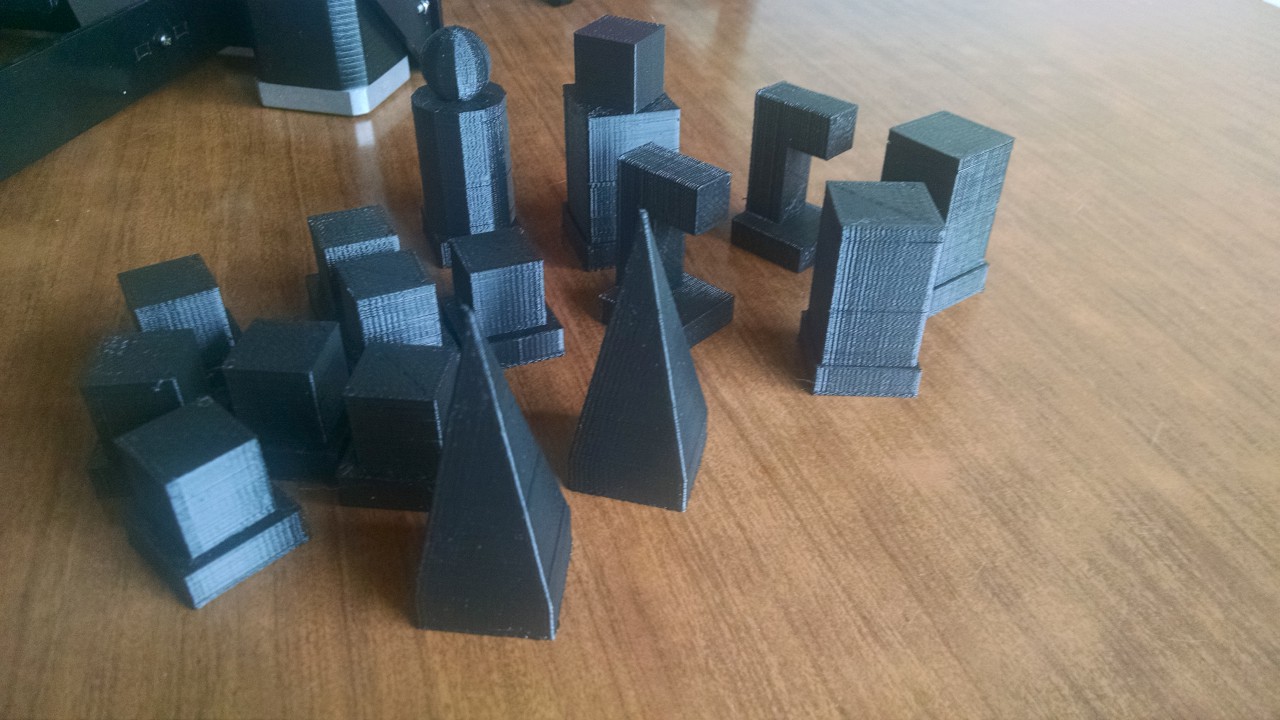
Son las primeras cositas que fuí haciendo estas, me da vergüenza mostrar esto al lado de las cosas lindas de uds.
Como ven (en las primeras piezas sobre todo) tengo un banding vertical raro que no logro saber de donde viene, me dijeron que tiene que ver con la aceleración, pero no logré deshacerme de eso. Finalmente algunas piezas tienen un poco de des-laminación pero fui subiendo de a poquito la temperatura hasta eliminarla
El juego de ajedrez bauhaus está en .3 lo demás en .1
Como ven (en las primeras piezas sobre todo) tengo un banding vertical raro que no logro saber de donde viene, me dijeron que tiene que ver con la aceleración, pero no logré deshacerme de eso. Finalmente algunas piezas tienen un poco de des-laminación pero fui subiendo de a poquito la temperatura hasta eliminarla
El juego de ajedrez bauhaus está en .3 lo demás en .1
|
Re: NUESTRAS IMPRESIONES !! November 18, 2014 06:47PM |
Registered: 9 years ago Posts: 792 |
Quote
SerialK
Son las primeras cositas que fuí haciendo estas, me da vergüenza mostrar esto al lado de las cosas lindas de uds.
Como ven (en las primeras piezas sobre todo) tengo un banding vertical raro que no logro saber de donde viene, me dijeron que tiene que ver con la aceleración, pero no logré deshacerme de eso. Finalmente algunas piezas tienen un poco de des-laminación pero fui subiendo de a poquito la temperatura hasta eliminarla
El juego de ajedrez bauhaus está en .3 lo demás en .1
Mortal el ajedres lo quiero imprimir hace rato.
Tenés los stl ahí lo imprimo?
|
Re: NUESTRAS IMPRESIONES !! December 05, 2014 10:12PM |
Registered: 10 years ago Posts: 721 |








|
Re: NUESTRAS IMPRESIONES !! January 11, 2015 12:46PM |
Registered: 10 years ago Posts: 654 |
Quería compartir con el grupo varias impresiones que hice para probar mi CoreXY
Son todas en PLA con una altura de capa de 0,2mm
Rook - Escala: 100%: http://www.thingiverse.com/thing:99028
Whistle - Escala: 100%: http://www.thingiverse.com/thing:1046
Julia Vase - Escala: 50%: http://www.thingiverse.com/thing:28123
Treefrog - Escala: 100%: http://www.thingiverse.com/thing:18479
Screw and Nut - Escala: 25%: http://www.thingiverse.com/thing:387266
Twist Gear Vase - Escala: 75%: http://www.thingiverse.com/thing:31722
Yoda - Escala: 100%: http://www.thingiverse.com/thing:48060
CuteOpto - Escala: 75%: http://www.thingiverse.com/thing:27053
Mayan Temple - Escala: 50%: http://www.thingiverse.com/thing:486343
CD-Rom Motor Pump Derivative: http://www.thingiverse.com/thing:111022
Video en YouTube de la bomba con motor de CD-ROM
Son todas en PLA con una altura de capa de 0,2mm

Rook - Escala: 100%: http://www.thingiverse.com/thing:99028
Whistle - Escala: 100%: http://www.thingiverse.com/thing:1046
Julia Vase - Escala: 50%: http://www.thingiverse.com/thing:28123
Treefrog - Escala: 100%: http://www.thingiverse.com/thing:18479
Screw and Nut - Escala: 25%: http://www.thingiverse.com/thing:387266
Twist Gear Vase - Escala: 75%: http://www.thingiverse.com/thing:31722
Yoda - Escala: 100%: http://www.thingiverse.com/thing:48060
CuteOpto - Escala: 75%: http://www.thingiverse.com/thing:27053
Mayan Temple - Escala: 50%: http://www.thingiverse.com/thing:486343
CD-Rom Motor Pump Derivative: http://www.thingiverse.com/thing:111022
Video en YouTube de la bomba con motor de CD-ROM
|
Re: NUESTRAS IMPRESIONES !! January 11, 2015 12:49PM |
Registered: 10 years ago Posts: 721 |


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Sorry, only registered users may post in this forum.