Extruding Speed and tension
Posted by tjhj2
|
Extruding Speed and tension September 13, 2012 10:45AM |
Registered: 11 years ago Posts: 79 |
Hello All,
I have my Tantillus together and it was going well but now not so much. After discussions with brain (hotends.com) it appears I have bad luck and have gotten a bad hot end. But this leads me to my questions of how to diagnose the problems of clogged or problems.
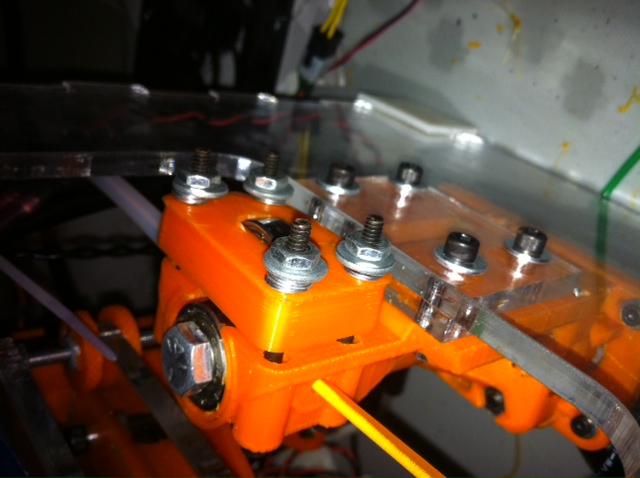
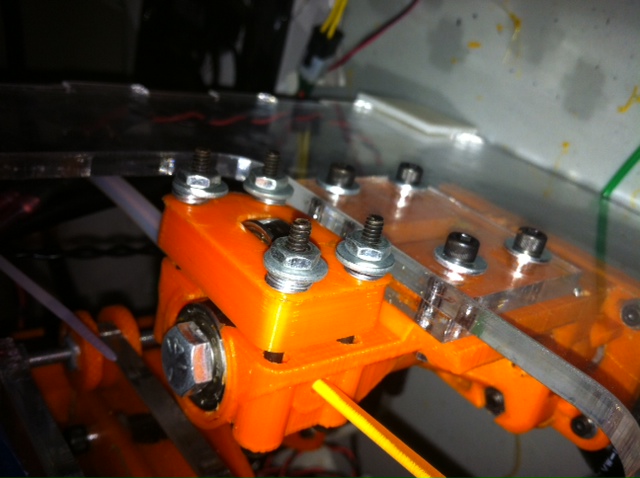
How much spring tension are people running to get it to extrude? I have to have the spring screws on the idler wheel bottomed out to get it not to skip. There is no slack in the springs when the filament is inserted. Picture attached.
What is the maximum rate you can extrude raw filament in pointer face? For me it was 20mm/min, now with my problems it is under 10mm/min. What can you guys run and not have it skip or miss steps? I can run my other printer up around 30mm/min but it is not a bowden cable this is the first bowden cable I have used so I don't have a reference.
If you guys could give me a reference of what your tantillus'es can do it would be great to figuring out my problems.
Thank you,
I have my Tantillus together and it was going well but now not so much. After discussions with brain (hotends.com) it appears I have bad luck and have gotten a bad hot end. But this leads me to my questions of how to diagnose the problems of clogged or problems.
How much spring tension are people running to get it to extrude? I have to have the spring screws on the idler wheel bottomed out to get it not to skip. There is no slack in the springs when the filament is inserted. Picture attached.
What is the maximum rate you can extrude raw filament in pointer face? For me it was 20mm/min, now with my problems it is under 10mm/min. What can you guys run and not have it skip or miss steps? I can run my other printer up around 30mm/min but it is not a bowden cable this is the first bowden cable I have used so I don't have a reference.
If you guys could give me a reference of what your tantillus'es can do it would be great to figuring out my problems.
Thank you,
{kind=link}
{kind=link}
|
Re: Extruding Speed and tension September 13, 2012 01:35PM |
Registered: 13 years ago Posts: 2,947 |
tjhj2 Wrote:
-------------------------------------------------------
> Hello All,
>
> I have my Tantillus together and it was going well
> but now not so much. After discussions with brain
> (hotends.com) it appears I have bad luck and have
> gotten a bad hot end. But this leads me to my
> questions of how to diagnose the problems of
> clogged or problems.
>
> How much spring tension are people running to get
> it to extrude? I have to have the spring screws on
> the idler wheel bottomed out to get it not to
> skip. There is no slack in the springs when the
> filament is inserted. Picture attached.
That is more tension then I run normally but when I have had problems I have tried it that high. What my problem was was the filament was too thick to fit through the bowden tube resulting in an excessive amount of force being required. It can even be that the end of the bowden tube was not drilled out after having the nut installed (only needed on the smaller bowden tube supplied not the larger one).
>
> What is the maximum rate you can extrude raw
> filament in pointer face? For me it was 20mm/min,
> now with my problems it is under 10mm/min. What
> can you guys run and not have it skip or miss
> steps? I can run my other printer up around
> 30mm/min but it is not a bowden cable this is the
> first bowden cable I have used so I don't have a
> reference.
If you are talking continuous extrusion speed I am not sure. But when I purge or load / unload I run it at 900mm/m.
>
> If you guys could give me a reference of what
> your tantillus'es can do it would be great to
> figuring out my problems.
List of possible causes:
1) The Bowden tube is too small for the filament (cheap filament often goes over 3mm)
2) Nut on Bowden tube has compressed the opening of the tube.
3) Dirt in the nozzle hole.
4) J-head has been over tightened and the Teflon liner is compressed and restricting the filament.
5) J-head has gotten to hot near the top and is melting the filament prematurely which increases the force required to extrude (this is usually because it has been on for hours and hours without the fans being on).
6) Temperature is too low.
7) Too much tension on the idler springs.
8) Bad filament.
9) Gear on the extruder motor is slipping.
I am sure there are other possible reasons, these are just the ones that have come up so far.
-------------------------------------------------------
> Hello All,
>
> I have my Tantillus together and it was going well
> but now not so much. After discussions with brain
> (hotends.com) it appears I have bad luck and have
> gotten a bad hot end. But this leads me to my
> questions of how to diagnose the problems of
> clogged or problems.
>
> How much spring tension are people running to get
> it to extrude? I have to have the spring screws on
> the idler wheel bottomed out to get it not to
> skip. There is no slack in the springs when the
> filament is inserted. Picture attached.
That is more tension then I run normally but when I have had problems I have tried it that high. What my problem was was the filament was too thick to fit through the bowden tube resulting in an excessive amount of force being required. It can even be that the end of the bowden tube was not drilled out after having the nut installed (only needed on the smaller bowden tube supplied not the larger one).
>
> What is the maximum rate you can extrude raw
> filament in pointer face? For me it was 20mm/min,
> now with my problems it is under 10mm/min. What
> can you guys run and not have it skip or miss
> steps? I can run my other printer up around
> 30mm/min but it is not a bowden cable this is the
> first bowden cable I have used so I don't have a
> reference.
If you are talking continuous extrusion speed I am not sure. But when I purge or load / unload I run it at 900mm/m.
>
> If you guys could give me a reference of what
> your tantillus'es can do it would be great to
> figuring out my problems.
List of possible causes:
1) The Bowden tube is too small for the filament (cheap filament often goes over 3mm)
2) Nut on Bowden tube has compressed the opening of the tube.
3) Dirt in the nozzle hole.
4) J-head has been over tightened and the Teflon liner is compressed and restricting the filament.
5) J-head has gotten to hot near the top and is melting the filament prematurely which increases the force required to extrude (this is usually because it has been on for hours and hours without the fans being on).
6) Temperature is too low.
7) Too much tension on the idler springs.
8) Bad filament.
9) Gear on the extruder motor is slipping.
I am sure there are other possible reasons, these are just the ones that have come up so far.
| FFF Settings Calculator | Gcode post processors | Geometric Object Deposition Tool Blog |
| Tantillus.org | Mini Printable Lathe | How NOT to install a Pololu driver |
|
Re: Extruding Speed and tension September 13, 2012 04:11PM |
Registered: 11 years ago Posts: 79 |
Sublime,
Thank you for the suggestions.
Not so much just a short purge, but could someone tell me the maximum speed you can extrude 100mm of 3mm filament. This would be incredibly helpful because if I am really slow then I know where to look, or if I can't even get the speed just moving the filament I know to look at extruder. But if I am at that speed then life is good, but when it drops I know when to start looking. It would be great to give me a base reference point.
Here is where I am at in accordance with reference to your numbers.
1) - Using the bigger tube 3/16" ID, after mixed success with 1/8" ID tube. I figured reduce the problems by using the larger one till I get it working well.
2) - Drilled out twice now to make sure.
3) - Maybe I have tried everything to break it up, including using a piece of wire like dental floss, more on this below.
4) - Maybe see note below
5) - I have been using short run times, with prints under 30min.
6) - I calibrated the Hot end using a thermocouple before installing it. I am running 200 deg C in the barrel for 1st layer, 190 there after
7) - Maybe... But any less it just skips, and not the motor. If the motor was skipping/stalling then I would go here.
8) - Haven't figured that one out yet.
9) - Checked and still tight.
As for 3-5 Brian has kindly sent me a replacement, it hasn't arrived yet, but this could be the answer to everything. I am trying to get a baseline.
As for 8 This brings up a bigger question. People always talk about cheap filament, poor quality, or bad filament. I have been paying $36 a kg. Is this cheap? For a better question what are some suppliers that would be considered good?
Thank you for the suggestions.
Quote
Sublime
If you are talking continuous extrusion speed I am not sure. But when I purge or load / unload I run it at 900mm/m.
Not so much just a short purge, but could someone tell me the maximum speed you can extrude 100mm of 3mm filament. This would be incredibly helpful because if I am really slow then I know where to look, or if I can't even get the speed just moving the filament I know to look at extruder. But if I am at that speed then life is good, but when it drops I know when to start looking. It would be great to give me a base reference point.
Quote
Sublime
1) The Bowden tube is too small for the filament (cheap filament often goes over 3mm)
2) Nut on Bowden tube has compressed the opening of the tube.
3) Dirt in the nozzle hole.
4) J-head has been over tightened and the Teflon liner is compressed and restricting the filament.
5) J-head has gotten to hot near the top and is melting the filament prematurely which increases the force required to extrude (this is usually because it has been on for hours and hours without the fans being on).
6) Temperature is too low.
7) Too much tension on the idler springs.
8) Bad filament.
9) Gear on the extruder motor is slipping.
Here is where I am at in accordance with reference to your numbers.
1) - Using the bigger tube 3/16" ID, after mixed success with 1/8" ID tube. I figured reduce the problems by using the larger one till I get it working well.
2) - Drilled out twice now to make sure.
3) - Maybe I have tried everything to break it up, including using a piece of wire like dental floss, more on this below.
4) - Maybe see note below
5) - I have been using short run times, with prints under 30min.
6) - I calibrated the Hot end using a thermocouple before installing it. I am running 200 deg C in the barrel for 1st layer, 190 there after
7) - Maybe... But any less it just skips, and not the motor. If the motor was skipping/stalling then I would go here.
8) - Haven't figured that one out yet.
9) - Checked and still tight.
As for 3-5 Brian has kindly sent me a replacement, it hasn't arrived yet, but this could be the answer to everything. I am trying to get a baseline.
As for 8 This brings up a bigger question. People always talk about cheap filament, poor quality, or bad filament. I have been paying $36 a kg. Is this cheap? For a better question what are some suppliers that would be considered good?
|
Re: Extruding Speed and tension September 13, 2012 05:05PM |
Registered: 13 years ago Posts: 2,947 |
tjhj2 Wrote:
-------------------------------------------------------
> Not so much just a short purge, but could someone
> tell me the maximum speed you can extrude 100mm of
> 3mm filament. This would be incredibly helpful
> because if I am really slow then I know where to
> look, or if I can't even get the speed just moving
> the filament I know to look at extruder. But if I
> am at that speed then life is good, but when it
> drops I know when to start looking. It would be
> great to give me a base reference point.
I will try and test this today.
> 4) - Maybe see note below
If it is a mk-Vb it is less likely. If it is mk-IVb it could be the problem
> 6) - I calibrated the Hot end using a thermocouple
> before installing it. I am running 200 deg C in
> the barrel for 1st layer, 190 there after
I would be interested in knowing how far off the temp table in Marlin is to the actual temperature.
> 7) - Maybe... But any less it just skips, and not
> the motor. If the motor was skipping/stalling then
> I would go here.
Did you get the kit with the 4 heavy springs or the 8 lighter ones? I have the 8 on two machines and the 4 heavier on the other machines and they work the same.
> 8) - Haven't figured that one out yet.
If the filament is transparent or translucent you can usually see the dirt in the filament. If it is opaque then its a lot harder to tell if it is contaminated. The diameter will also be a tell tale sign of quality. If it measure 2.9mm +/- 0.1mm or 2.8mm +/-0.1mm and is consistent over the majority of the roll you most likely have good stuff. If it measure 3.0mm +/- 0.1mm you have cheap filament. If it measure 2.9mm +/- 0.25mm then you have really cheap filament and you could run into issues. With all of that said you can get filament that falls into the good category that still has strange issues. Some need to have the temperature much lower because PLA can crystallize at higher temperatures which jams the hotend. Some need higher temps because it is a mix of plastics or they sent you ABS.
> As for 8 This brings up a bigger question. People
> always talk about cheap filament, poor quality, or
> bad filament. I have been paying $36 a kg. Is this
> cheap? For a better question what are some
> suppliers that would be considered good?
$36 is most likely a filament made in China, although good stuff was even cheaper then that a year ago and you may have found good filament for a decent price. You can buy filament from China for fairly cheap and it does work well 90% of the time. For known quality you can get it from Makergear, Ultimachine, Makerbot, Faberdashery, Diamond age solutions and there are a few more that I can not think of right now.
Edited 1 time(s). Last edit at 09/13/2012 08:45PM by Sublime.
-------------------------------------------------------
> Not so much just a short purge, but could someone
> tell me the maximum speed you can extrude 100mm of
> 3mm filament. This would be incredibly helpful
> because if I am really slow then I know where to
> look, or if I can't even get the speed just moving
> the filament I know to look at extruder. But if I
> am at that speed then life is good, but when it
> drops I know when to start looking. It would be
> great to give me a base reference point.
I will try and test this today.
> 4) - Maybe see note below
If it is a mk-Vb it is less likely. If it is mk-IVb it could be the problem
> 6) - I calibrated the Hot end using a thermocouple
> before installing it. I am running 200 deg C in
> the barrel for 1st layer, 190 there after
I would be interested in knowing how far off the temp table in Marlin is to the actual temperature.
> 7) - Maybe... But any less it just skips, and not
> the motor. If the motor was skipping/stalling then
> I would go here.
Did you get the kit with the 4 heavy springs or the 8 lighter ones? I have the 8 on two machines and the 4 heavier on the other machines and they work the same.
> 8) - Haven't figured that one out yet.
If the filament is transparent or translucent you can usually see the dirt in the filament. If it is opaque then its a lot harder to tell if it is contaminated. The diameter will also be a tell tale sign of quality. If it measure 2.9mm +/- 0.1mm or 2.8mm +/-0.1mm and is consistent over the majority of the roll you most likely have good stuff. If it measure 3.0mm +/- 0.1mm you have cheap filament. If it measure 2.9mm +/- 0.25mm then you have really cheap filament and you could run into issues. With all of that said you can get filament that falls into the good category that still has strange issues. Some need to have the temperature much lower because PLA can crystallize at higher temperatures which jams the hotend. Some need higher temps because it is a mix of plastics or they sent you ABS.
> As for 8 This brings up a bigger question. People
> always talk about cheap filament, poor quality, or
> bad filament. I have been paying $36 a kg. Is this
> cheap? For a better question what are some
> suppliers that would be considered good?
$36 is most likely a filament made in China, although good stuff was even cheaper then that a year ago and you may have found good filament for a decent price. You can buy filament from China for fairly cheap and it does work well 90% of the time. For known quality you can get it from Makergear, Ultimachine, Makerbot, Faberdashery, Diamond age solutions and there are a few more that I can not think of right now.
Edited 1 time(s). Last edit at 09/13/2012 08:45PM by Sublime.
| FFF Settings Calculator | Gcode post processors | Geometric Object Deposition Tool Blog |
| Tantillus.org | Mini Printable Lathe | How NOT to install a Pololu driver |
|
Re: Extruding Speed and tension September 14, 2012 02:39AM |
Registered: 13 years ago Posts: 2,947 |
Ok I have done some testing. It was using a Mk-IVb.
All test were done at 190c (unconfirmed) using the 1 temp table in Marlin.
50mm @ 250mm/min
100mm @ 230mm/min
150mm @ 220mm/min
All of these tests showed that by the end the filament was coming out a lot colder then desired and almost reached the point of slipping or skipping steps.
All test were done at 190c (unconfirmed) using the 1 temp table in Marlin.
50mm @ 250mm/min
100mm @ 230mm/min
150mm @ 220mm/min
All of these tests showed that by the end the filament was coming out a lot colder then desired and almost reached the point of slipping or skipping steps.
| FFF Settings Calculator | Gcode post processors | Geometric Object Deposition Tool Blog |
| Tantillus.org | Mini Printable Lathe | How NOT to install a Pololu driver |
|
Re: Extruding Speed and tension September 14, 2012 04:37AM |
Admin Registered: 17 years ago Posts: 7,879 |
Quote
If it measure 3.0mm +/- 0.1mm you have cheap filament.
Not necessarily, there are two conventions: "3mm" tends to mean 3mm +/- in Europe. In the US it seems to mean 2.85mm +/-, i.e. guaranteed to fit through a 3mm hole. I make my extruders for the former and they don't work as well with the latter as there is too much back-flow.
So in reality one needs to buy filament from a supplier that specifies the tolerance rather than just quoting "3mm".
[www.hydraraptor.blogspot.com]
|
Re: Extruding Speed and tension September 14, 2012 09:22AM |
Registered: 11 years ago Posts: 79 |
Sublime,
Thank you, that gives me a referance for what I should be working for.
I am not sure I would call my springs heavy. I got 4 springs that are 6mm ID, 7mm OD, 17mm long uncompressed. Are these the heavy springs?
They are so close to start with I think the table is pretty good. But I may have just been lucky. My other hot ends from maker gear are all over the place. One reads an average of 20 deg low the other reads 10 deg high. Ill let you know when I get the new hot end cal chart with the replacement Brain is sending me.
Thank you,
Edited 1 time(s). Last edit at 09/14/2012 09:23AM by tjhj2.
Thank you, that gives me a referance for what I should be working for.
Quote
Sublime
Did you get the kit with the 4 heavy springs or the 8 lighter ones? I have the 8 on two machines and the 4 heavier on the other machines and they work the same.
I am not sure I would call my springs heavy. I got 4 springs that are 6mm ID, 7mm OD, 17mm long uncompressed. Are these the heavy springs?
Here are the results from my calibration. I then just interpolated to find the intermediate values and replaced the temp for the actual temp in marlin.Quote
Sublime
I would be interested in knowing how far off the temp table in Marlin is to the actual temperature.
Pointerace Setting Actual Temp 160 164 170 171 180 191 190 193 200 203 210 211 220 221 230 231 240 241
They are so close to start with I think the table is pretty good. But I may have just been lucky. My other hot ends from maker gear are all over the place. One reads an average of 20 deg low the other reads 10 deg high. Ill let you know when I get the new hot end cal chart with the replacement Brain is sending me.
Thank you,
Edited 1 time(s). Last edit at 09/14/2012 09:23AM by tjhj2.
|
Re: Extruding Speed and tension September 14, 2012 07:03PM |
Registered: 13 years ago Posts: 2,947 |
tjhj2 Wrote:
-------------------------------------------------------
> I am not sure I would call my springs heavy. I got
> 4 springs that are 6mm ID, 7mm OD, 17mm long
> uncompressed. Are these the heavy springs?
Some kits came with a total of 9 springs (1 for the Z-lift bracket and 8 for the extruder). Other kits only came with 5 springs (1 for the Z-lift bracket and 4 for the extruder). They all give a total force that is equal.
Glad to hear the default Temp Table is close the actual temperatures.
-------------------------------------------------------
> I am not sure I would call my springs heavy. I got
> 4 springs that are 6mm ID, 7mm OD, 17mm long
> uncompressed. Are these the heavy springs?
Some kits came with a total of 9 springs (1 for the Z-lift bracket and 8 for the extruder). Other kits only came with 5 springs (1 for the Z-lift bracket and 4 for the extruder). They all give a total force that is equal.
Glad to hear the default Temp Table is close the actual temperatures.
| FFF Settings Calculator | Gcode post processors | Geometric Object Deposition Tool Blog |
| Tantillus.org | Mini Printable Lathe | How NOT to install a Pololu driver |
Sorry, only registered users may post in this forum.