X axis skipping steps
Posted by Hobocop
|
X axis skipping steps October 23, 2012 01:24PM |
Registered: 11 years ago Posts: 15 |
Hey all,
Lately our Tantillus has been skipping steps usually somewhere in the first few layers. It prints normally at first, then the coordinates become off roughly -10mm on the X axis. If I leave it printing, it eventually moves the print another -10mm, toward 0, and so on. Y axis seems fine.
I have tried adjusting the corresponding gears a few times with no luck. Could it be the current to the motor? I haven't touched the current settings since Sublime masterfully calibrated them, and the printer was working fine up until about a week ago.
Thanks!
Jon
Lately our Tantillus has been skipping steps usually somewhere in the first few layers. It prints normally at first, then the coordinates become off roughly -10mm on the X axis. If I leave it printing, it eventually moves the print another -10mm, toward 0, and so on. Y axis seems fine.
I have tried adjusting the corresponding gears a few times with no luck. Could it be the current to the motor? I haven't touched the current settings since Sublime masterfully calibrated them, and the printer was working fine up until about a week ago.
Thanks!
Jon
|
Re: X axis skipping steps October 23, 2012 01:41PM |
Registered: 11 years ago Posts: 15 |
Update: May have moved slightly in the positive direction for X on the latest test.
Also, the filament tends to come out much thicker than usual which seems to be causing some resistance and making the bed shake around quite a bit. Fill density is only 0.3 yet the hex infill extrudes almost solid.
Also, the filament tends to come out much thicker than usual which seems to be causing some resistance and making the bed shake around quite a bit. Fill density is only 0.3 yet the hex infill extrudes almost solid.
|
Re: X axis skipping steps October 23, 2012 04:30PM |
Registered: 13 years ago Posts: 2,947 |
For the skipped steps it could be the current but it could also be that the upper bars need some lubrication. Try applying some Vaseline to the bars and see if that helps. It could also be a result of the flow issue you seem to be having. Are you using high end filament or cheaper stuff? If it is cheaper stuff could you try a different roll/color to see if it is a bad spot on the roll? It may also be that the temperature is too high and needs to be lowered. Pictures of the flow issue may help with diagnoses.
| FFF Settings Calculator | Gcode post processors | Geometric Object Deposition Tool Blog |
| Tantillus.org | Mini Printable Lathe | How NOT to install a Pololu driver |
|
Re: X axis skipping steps October 23, 2012 07:21PM |
Registered: 11 years ago Posts: 15 |
Thanks, I moved it along the X axis back and forth several times and noticed it was sticking a little near the center. Moved it a few more times and eventually it started to feel better... Tested a print and it worked for quite a while longer but eventually had the same problem.
I will try vaseline tomorrow and see if that helps, thanks!
I will try vaseline tomorrow and see if that helps, thanks!
|
Re: X axis skipping steps October 26, 2012 12:08PM |
Registered: 11 years ago Posts: 15 |
Vaseline seems to have helped the X axis issue!
The filament still feels like it's coming out way too thick. Pic attached, sorry for low quality but you can still see it's quite droopy. The extruder screws are set very loose, not sure what else to try, reduce temperature maybe?
The filament still feels like it's coming out way too thick. Pic attached, sorry for low quality but you can still see it's quite droopy. The extruder screws are set very loose, not sure what else to try, reduce temperature maybe?
{kind=link}
{kind=link}
|
Re: X axis skipping steps October 26, 2012 02:05PM |
Registered: 13 years ago Posts: 2,947 |
Ok from the picture I would say that the temperature is too high. I say this because of the dark spots which are usually a sign the plastic has been heated to high or too long.
One possible reason the dark spots could be there is because you had the hotend heated for a long period of time before trying to print. If this is the case you can use the "purge" option in the LCD menu to purge enough plastic that it comes out like spaghetti not like liquid. Then start the print and it should flow less.
The next thing I would do is the calibration steps on the tutorials page of Tantillus.org and while doing so try lowering your temperature in 5c increments. At some point you will find the plastic stops extruding and you will want to go up about 10c from that point. If you find you need to go below 175c you should add m302 to the start.gcode in Slic3r. This will allow you to try extruding below 170c which is the current minimum extrusion temperature set in the firmware. If you find you have filament that extrudes below 170 you can either use the m302 to override the min temp or edit the config file of the firmware to allow extrusions lower than needed.
One possible reason the dark spots could be there is because you had the hotend heated for a long period of time before trying to print. If this is the case you can use the "purge" option in the LCD menu to purge enough plastic that it comes out like spaghetti not like liquid. Then start the print and it should flow less.
The next thing I would do is the calibration steps on the tutorials page of Tantillus.org and while doing so try lowering your temperature in 5c increments. At some point you will find the plastic stops extruding and you will want to go up about 10c from that point. If you find you need to go below 175c you should add m302 to the start.gcode in Slic3r. This will allow you to try extruding below 170c which is the current minimum extrusion temperature set in the firmware. If you find you have filament that extrudes below 170 you can either use the m302 to override the min temp or edit the config file of the firmware to allow extrusions lower than needed.
| FFF Settings Calculator | Gcode post processors | Geometric Object Deposition Tool Blog |
| Tantillus.org | Mini Printable Lathe | How NOT to install a Pololu driver |
|
Re: X axis skipping steps October 30, 2012 12:34PM |
Registered: 11 years ago Posts: 15 |
Update: Played with the temperature and flow speed settings a lot... Settled on original temperature settings (190) and have the flow reduced to 250. It's a little closer to the way it used to print but still slightly too thick. I found reducing the temperature too much made the filament not stick very well to the print bed.
Could the filament itself make a difference? We started using red, then light blue, now black. I have heard black is usually worse quality but don't know if that could be what is causing it to come out so thick.
Could the filament itself make a difference? We started using red, then light blue, now black. I have heard black is usually worse quality but don't know if that could be what is causing it to come out so thick.
|
Re: X axis skipping steps October 30, 2012 01:45PM |
Registered: 13 years ago Posts: 2,947 |
I am not sure where you have a setting set to 250. Can you let me know and maybe we can find the problem.
Yes the filament can be the issue. Black can have dirt in it that clogs the nozzle (not your current issue) and all filament can have moisture in it that turns to steam and causes the plastic to ooze out of the nozzle which could be your issue. Try some filament that you know is dry and clean.
Yes the filament can be the issue. Black can have dirt in it that clogs the nozzle (not your current issue) and all filament can have moisture in it that turns to steam and causes the plastic to ooze out of the nozzle which could be your issue. Try some filament that you know is dry and clean.
| FFF Settings Calculator | Gcode post processors | Geometric Object Deposition Tool Blog |
| Tantillus.org | Mini Printable Lathe | How NOT to install a Pololu driver |
|
Re: X axis skipping steps October 30, 2012 02:41PM |
Registered: 11 years ago Posts: 15 |
I reduced it in the Arduino interface per the tutorial page. Now reads:
#define DEFAULT_AXIS_STEPS_PER_UNIT {122.5,122.5,2514.628,250}
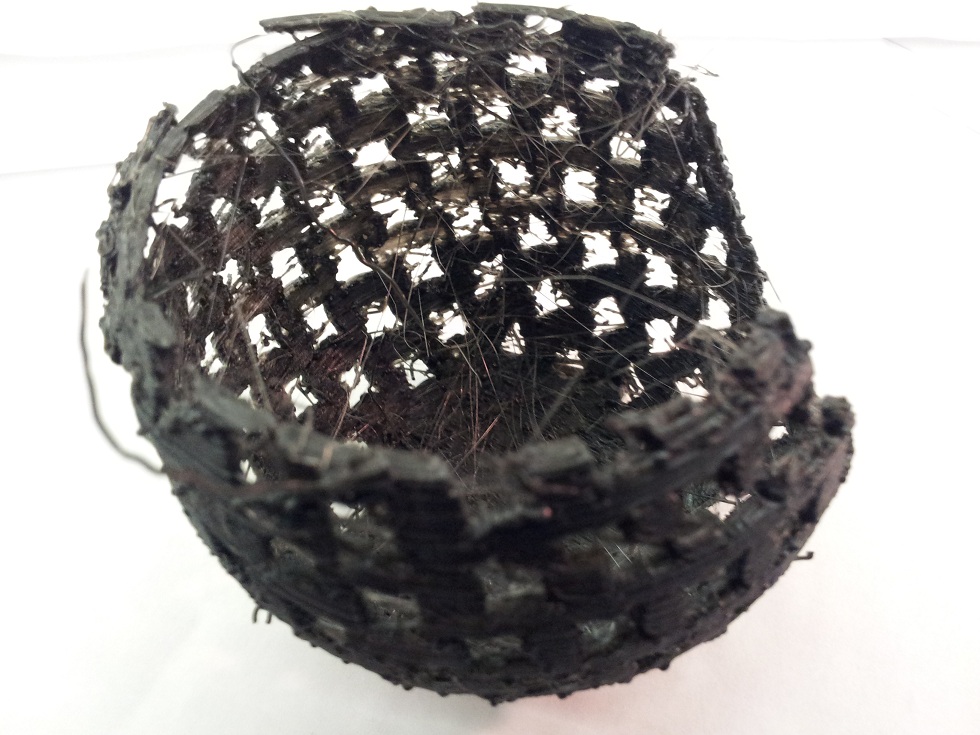
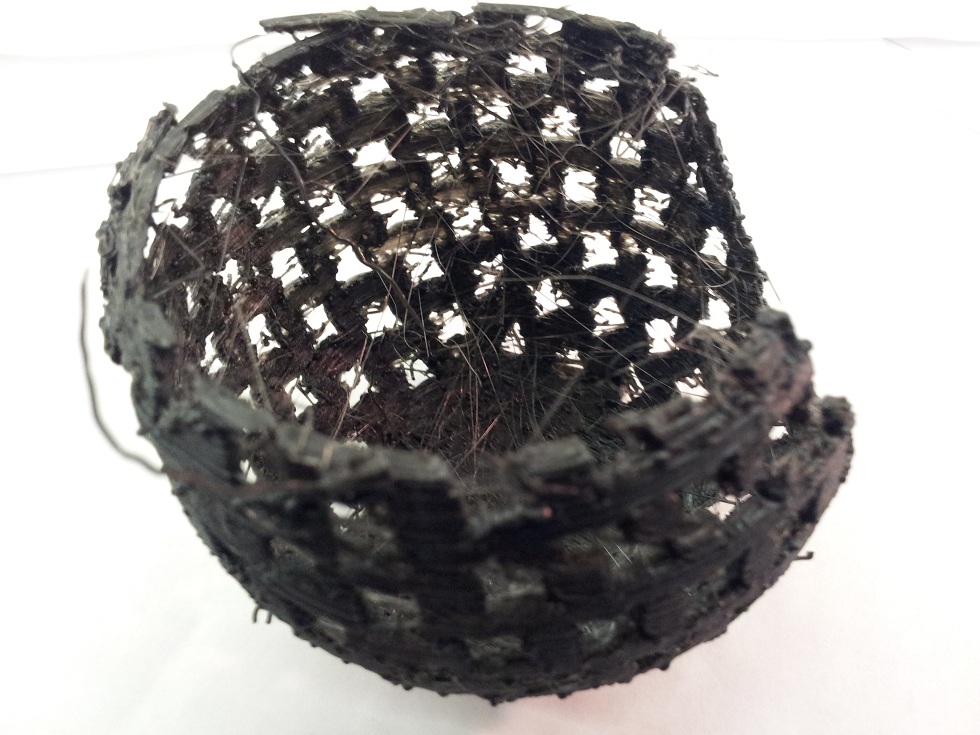
I have checked on the machine itself and it is running at 250. Anything higher seemed to make the filament ooze out very thick - the perimeter laps at the start of a print were over 1mm wide on the first lap. Currently printing, been running for a couple hours and the print seems very messy. It's a semi complicated model, hollow sphere with star shaped holes on the sided. I would link to the Thingiverse page but it seems this object has been taken off the site.
#define DEFAULT_AXIS_STEPS_PER_UNIT {122.5,122.5,2514.628,250}
I have checked on the machine itself and it is running at 250. Anything higher seemed to make the filament ooze out very thick - the perimeter laps at the start of a print were over 1mm wide on the first lap. Currently printing, been running for a couple hours and the print seems very messy. It's a semi complicated model, hollow sphere with star shaped holes on the sided. I would link to the Thingiverse page but it seems this object has been taken off the site.
|
Re: X axis skipping steps October 30, 2012 02:51PM |
Registered: 11 years ago Posts: 15 |
Couple pictures attached. WARNING: GRAPHIC CONTENT, NOT SUITABLE FOR EXPERIENCED REP-RAPPERS
(Ignore the skipped steps near the top, that was another issue due to computer freezing up)
Edited 1 time(s). Last edit at 10/30/2012 02:52PM by Hobocop.
(Ignore the skipped steps near the top, that was another issue due to computer freezing up)
Edited 1 time(s). Last edit at 10/30/2012 02:52PM by Hobocop.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
|
Re: X axis skipping steps October 30, 2012 04:36PM |
Registered: 13 years ago Posts: 2,947 |
Ok. The first thing I would do is stop using the black until this is figured out since it could be your issue and it sounds like this all started when you changed.
Now reprint the solid calibration cube with the new filament and confirm it comes out nice and solid. 250 sounds a little low but could be perfect.
Then do the pyramid retraction calibration to confirm it retracts properly. It may be that the idler on the extruder is not tight enough and it slips during retraction but un-retracts properly resulting in too much filament coming out after a travel move.
Also when you change filament and purge the black have a look and confirm the extruded plastic comes out nice and smooth. If it curls as it comes out of the nozzle it means you have some dirt in the nozzle.
For reference the picture you sent looks a lot like when you have moisture in the filament. You should also note that that print is not very easy since it has so many retracts.
Last thing is Slic3r does not have anything in the way of path planning and travels across the center opening far to many times as opposed to what we want ideally. Other slicers can do this better but none are set up for Tantillus currently. If you can get the pyramid to print properly though you should be able to print this without many strings from crossing the center.
Now reprint the solid calibration cube with the new filament and confirm it comes out nice and solid. 250 sounds a little low but could be perfect.
Then do the pyramid retraction calibration to confirm it retracts properly. It may be that the idler on the extruder is not tight enough and it slips during retraction but un-retracts properly resulting in too much filament coming out after a travel move.
Also when you change filament and purge the black have a look and confirm the extruded plastic comes out nice and smooth. If it curls as it comes out of the nozzle it means you have some dirt in the nozzle.
For reference the picture you sent looks a lot like when you have moisture in the filament. You should also note that that print is not very easy since it has so many retracts.
Last thing is Slic3r does not have anything in the way of path planning and travels across the center opening far to many times as opposed to what we want ideally. Other slicers can do this better but none are set up for Tantillus currently. If you can get the pyramid to print properly though you should be able to print this without many strings from crossing the center.
| FFF Settings Calculator | Gcode post processors | Geometric Object Deposition Tool Blog |
| Tantillus.org | Mini Printable Lathe | How NOT to install a Pololu driver |
|
Re: X axis skipping steps October 31, 2012 12:14PM |
Registered: 11 years ago Posts: 15 |
|
Re: X axis skipping steps October 31, 2012 02:43PM |
Registered: 13 years ago Posts: 2,947 |
The z-coupler is smaller on one side by a fraction of a mm so it may work better the other way around. Also you want it tight enough that it deforms the coupler a fair bit. Don't be afraid that it is being contorted and the two halves almost touch in the center where the bolts go through.
| FFF Settings Calculator | Gcode post processors | Geometric Object Deposition Tool Blog |
| Tantillus.org | Mini Printable Lathe | How NOT to install a Pololu driver |
|
Re: X axis skipping steps November 01, 2012 01:23PM |
Registered: 11 years ago Posts: 15 |
I flipped the Z coupler and it definitely helped. The end that was previously on the threaded rod was considerably worn.
Any advice on a noisy extruder? Something in that assembly sounds like it's strangling a goose every time the filament retracts back and forth during the travel parts of every print.
Another random question... for some reason, when a layer has a very sharp point in the geometry (like a tight V shape), for some reason there is always a step right at the corner that extrudes quite a big blob in one shot. Any way to remove these steps?
Any advice on a noisy extruder? Something in that assembly sounds like it's strangling a goose every time the filament retracts back and forth during the travel parts of every print.
Another random question... for some reason, when a layer has a very sharp point in the geometry (like a tight V shape), for some reason there is always a step right at the corner that extrudes quite a big blob in one shot. Any way to remove these steps?
|
Re: X axis skipping steps November 01, 2012 03:29PM |
Registered: 13 years ago Posts: 2,947 |
Hobocop Wrote:
-------------------------------------------------------
> Any advice on a noisy extruder? Something in that
> assembly sounds like it's strangling a goose every
> time the filament retracts back and forth during
> the travel parts of every print.
It always makes some noise as it is retracting at a pretty high speed. But it should not be so loud it bothers you. Is the large gear rubbing against the extruder body? If you could make a video with the noise I may be able to better diagnose the problem.
>
> Another random question... for some reason, when a
> layer has a very sharp point in the geometry (like
> a tight V shape), for some reason there is always
> a step right at the corner that extrudes quite a
> big blob in one shot. Any way to remove these
> steps?
This is one of the two bugs I know of in Slic3r 0.7.2b it extrudes the very tip of sharp objects as a separate extrusion where it should just delete that section of the model. From my experience that little blob should come off with ease. The other bug is once and a while on certain models the infill will escape the perimeter and to work around it you just need to rotate the model a few degrees and the problem goes away.
-------------------------------------------------------
> Any advice on a noisy extruder? Something in that
> assembly sounds like it's strangling a goose every
> time the filament retracts back and forth during
> the travel parts of every print.
It always makes some noise as it is retracting at a pretty high speed. But it should not be so loud it bothers you. Is the large gear rubbing against the extruder body? If you could make a video with the noise I may be able to better diagnose the problem.
>
> Another random question... for some reason, when a
> layer has a very sharp point in the geometry (like
> a tight V shape), for some reason there is always
> a step right at the corner that extrudes quite a
> big blob in one shot. Any way to remove these
> steps?
This is one of the two bugs I know of in Slic3r 0.7.2b it extrudes the very tip of sharp objects as a separate extrusion where it should just delete that section of the model. From my experience that little blob should come off with ease. The other bug is once and a while on certain models the infill will escape the perimeter and to work around it you just need to rotate the model a few degrees and the problem goes away.
| FFF Settings Calculator | Gcode post processors | Geometric Object Deposition Tool Blog |
| Tantillus.org | Mini Printable Lathe | How NOT to install a Pololu driver |
|
Re: X axis skipping steps November 11, 2012 08:28AM |
Registered: 11 years ago Posts: 79 |
Hobocop,
Did you trim the inside of the extruder where the inner bearing race sleve top and bottom sits? If it gets harder to turn as you start to tighten it, the inner bearing race is rubbing.
On mine it would click and chatter like crazy if I set it where the bolt would turn freely. Once I trimmed it so the inner bearing sleeve wasn't rubbing I was able to tighten it a lot more and all the clicking and noise went away.
Did you trim the inside of the extruder where the inner bearing race sleve top and bottom sits? If it gets harder to turn as you start to tighten it, the inner bearing race is rubbing.
On mine it would click and chatter like crazy if I set it where the bolt would turn freely. Once I trimmed it so the inner bearing sleeve wasn't rubbing I was able to tighten it a lot more and all the clicking and noise went away.
|
Re: X axis skipping steps November 11, 2012 11:39AM |
Registered: 11 years ago Posts: 79 |
WARNING BAD ADVICE DO NOT FOLLOW THIS, SEE SUBLIME POST BELOW
You might try a more traditional calibration approach. I kept having odd results using the print the cube method.
Take the Bowden clamp off.
Extrude a little bit of filament so it's sticking out the end. Measure how far past the tube end = L1
Tell pointer face to extrude 30mm slowly. Around 50-100mm min to elimate any step skipping.
Measure the new length =L2
Subtract L2-L1 for actual length extruded = LA= (L2-L1).
Then take your current flow (E step) setting = ES.
Multiply 30 times flow setting and devide by actual length extruded to give new flow (e step) setting. (30*ES)/LA
Put the new value into the flow (E steps)
Repeat this and check the length. You may have to repeat this a few times to get it dialed in.
Next check for lost steps during retract speeds.
Take your retract speed setting (E Max) and multiply it by 60. (For example 45mm/s, gives 2700 mm/min)
Set the speed in pointer face to this number. (pointer face is in mm/min)
Extrude 30mm and check the length. If it is not 30mm increase extruder current or slow speed)
Then
Extrude 5mm forward, to take out any slack) mark the filament.
Reverse 30 mm then while it is moving tell it to extrude 30mm.
Check that it returned to the same spot. If not decrease e acceleration until it does.
Hope this helps.
Edited 1 time(s). Last edit at 11/12/2012 08:46AM by tjhj2.
You might try a more traditional calibration approach. I kept having odd results using the print the cube method.
Take the Bowden clamp off.
Extrude a little bit of filament so it's sticking out the end. Measure how far past the tube end = L1
Tell pointer face to extrude 30mm slowly. Around 50-100mm min to elimate any step skipping.
Measure the new length =L2
Subtract L2-L1 for actual length extruded = LA= (L2-L1).
Then take your current flow (E step) setting = ES.
Multiply 30 times flow setting and devide by actual length extruded to give new flow (e step) setting. (30*ES)/LA
Put the new value into the flow (E steps)
Repeat this and check the length. You may have to repeat this a few times to get it dialed in.
Next check for lost steps during retract speeds.
Take your retract speed setting (E Max) and multiply it by 60. (For example 45mm/s, gives 2700 mm/min)
Set the speed in pointer face to this number. (pointer face is in mm/min)
Extrude 30mm and check the length. If it is not 30mm increase extruder current or slow speed)
Then
Extrude 5mm forward, to take out any slack) mark the filament.
Reverse 30 mm then while it is moving tell it to extrude 30mm.
Check that it returned to the same spot. If not decrease e acceleration until it does.
Hope this helps.
Edited 1 time(s). Last edit at 11/12/2012 08:46AM by tjhj2.
|
Re: X axis skipping steps November 11, 2012 02:05PM |
Registered: 13 years ago Posts: 2,947 |
tjhj2 Wrote:
-------------------------------------------------------
> You might try a more traditional calibration
> approach. I kept having odd results using the
> print the cube method.
> Take the Bowden clamp off.
> Extrude a little bit of filament so it's sticking
> out the end. Measure how far past the tube end =
> L1
> Tell pointer face to extrude 30mm slowly. Around
> 50-100mm min to elimate any step skipping.
> Measure the new length =L2
> Subtract L2-L1 for actual length extruded = LA=
> (L2-L1).
> Then take your current flow (E step) setting = ES.
>
> Multiply 30 times flow setting and devide by
> actual length extruded to give new flow (e step)
> setting. (30*ES)/LA
> Put the new value into the flow (E steps)
> Repeat this and check the length. You may have to
> repeat this a few times to get it dialed in.
The reason I do not have you calibrate it like this is because the maths in Slic3r is very wrong and it will try and extrude WAY to much filament and you will end up with skipped extruder steps after an hour or two of printing as the extra steps accumulate. Or you will have to decrease the extrusion multiplier by some arbitrary amount to end up back where you were with my method.
> Next check for lost steps during retract speeds.
> Take your retract speed setting (E Max) and
> multiply it by 60. (For example 45mm/s, gives
> 2700 mm/min)
> Set the speed in pointer face to this number.
> (pointer face is in mm/min)
> Extrude 30mm and check the length. If it is not
> 30mm increase extruder current or slow speed)
> Then
> Extrude 5mm forward, to take out any slack) mark
> the filament.
> Reverse 30 mm then while it is moving tell it to
> extrude 30mm.
> Check that it returned to the same spot. If not
> decrease e acceleration until it does.
Decreasing the extruder speed or acceleration will result in bumps where it stops to retract. If you find this was needed you most likely have the idler to loose, it needs to be really strong and apply a lot of force. Also unless you are testing the speed with the retract distance used you will always need to slow it down. But if you test the max speed at 5mm of retract distance you will see it can use all 10,000mm/s^2 of acceleration and a max speed of 55mm/s (47mm/s with the herringbone gears). We would never try and move 30mm of filament at these speeds or acceleration so why would we test with it?
>
> Hope this helps.
-------------------------------------------------------
> You might try a more traditional calibration
> approach. I kept having odd results using the
> print the cube method.
> Take the Bowden clamp off.
> Extrude a little bit of filament so it's sticking
> out the end. Measure how far past the tube end =
> L1
> Tell pointer face to extrude 30mm slowly. Around
> 50-100mm min to elimate any step skipping.
> Measure the new length =L2
> Subtract L2-L1 for actual length extruded = LA=
> (L2-L1).
> Then take your current flow (E step) setting = ES.
>
> Multiply 30 times flow setting and devide by
> actual length extruded to give new flow (e step)
> setting. (30*ES)/LA
> Put the new value into the flow (E steps)
> Repeat this and check the length. You may have to
> repeat this a few times to get it dialed in.
The reason I do not have you calibrate it like this is because the maths in Slic3r is very wrong and it will try and extrude WAY to much filament and you will end up with skipped extruder steps after an hour or two of printing as the extra steps accumulate. Or you will have to decrease the extrusion multiplier by some arbitrary amount to end up back where you were with my method.
> Next check for lost steps during retract speeds.
> Take your retract speed setting (E Max) and
> multiply it by 60. (For example 45mm/s, gives
> 2700 mm/min)
> Set the speed in pointer face to this number.
> (pointer face is in mm/min)
> Extrude 30mm and check the length. If it is not
> 30mm increase extruder current or slow speed)
> Then
> Extrude 5mm forward, to take out any slack) mark
> the filament.
> Reverse 30 mm then while it is moving tell it to
> extrude 30mm.
> Check that it returned to the same spot. If not
> decrease e acceleration until it does.
Decreasing the extruder speed or acceleration will result in bumps where it stops to retract. If you find this was needed you most likely have the idler to loose, it needs to be really strong and apply a lot of force. Also unless you are testing the speed with the retract distance used you will always need to slow it down. But if you test the max speed at 5mm of retract distance you will see it can use all 10,000mm/s^2 of acceleration and a max speed of 55mm/s (47mm/s with the herringbone gears). We would never try and move 30mm of filament at these speeds or acceleration so why would we test with it?
>
> Hope this helps.
| FFF Settings Calculator | Gcode post processors | Geometric Object Deposition Tool Blog |
| Tantillus.org | Mini Printable Lathe | How NOT to install a Pololu driver |
|
Re: X axis skipping steps November 12, 2012 09:03AM |
Registered: 11 years ago Posts: 79 |
Edited the post to include a warning about that it is bad advice, and not to follow it. I didn't delete it so the thread still makes sense.
If I understand the math error of slicer is related to the J head having much different die swell properties than other nozzles. This is why you have to use .30 for a .35 nozzle and override the default extrusion width calculation.
Is the math error still propogated in the 9.? versions of slicer? With my prusa and a maker gear nozzle (0.35) and pre 9 versions of slicer I was having to run a nozzle width of .42-.45 for it to print correctly. Yet in the latest updates it changed to allow correct widths with a .35 setting.
If I understand the math error of slicer is related to the J head having much different die swell properties than other nozzles. This is why you have to use .30 for a .35 nozzle and override the default extrusion width calculation.
Is the math error still propogated in the 9.? versions of slicer? With my prusa and a maker gear nozzle (0.35) and pre 9 versions of slicer I was having to run a nozzle width of .42-.45 for it to print correctly. Yet in the latest updates it changed to allow correct widths with a .35 setting.
|
Re: X axis skipping steps November 12, 2012 10:15AM |
Registered: 12 years ago Posts: 195 |
|
Re: X axis skipping steps November 12, 2012 03:53PM |
Registered: 13 years ago Posts: 2,947 |
tjhj2 Wrote:
-------------------------------------------------------
> Edited the post to include a warning about that it
> is bad advice, and not to follow it. I didn't
> delete it so the thread still makes sense.
Its not that bad it just causes an accumulated error which results in problems on large prints.
>
> If I understand the math error of slicer is
> related to the J head having much different die
> swell properties than other nozzles. This is why
> you have to use .30 for a .35 nozzle and override
> the default extrusion width calculation.
Yes that is one of the errors, but it is not the one that causes this problem. They fixed the one that caused this over extrusion issue in the 8 series or early 9 series. But introduced major quality problems around the same time.
>
> Is the math error still propogated in the 9.?
> versions of slicer? With my prusa and a maker gear
> nozzle (0.35) and pre 9 versions of slicer I was
> having to run a nozzle width of .42-.45 for it to
> print correctly. Yet in the latest updates it
> changed to allow correct widths with a .35
> setting.
I have not tried the latest version (see next answer) but to check if it still has the issue with too wide of extrusion you can set the layer height to 0.1 and see if it produces a path just wider than the nozzle (as it needs to) or does it produce a path way wider than the nozzle as it always did . It always produced the correct width at the default 0.3 layer and always wanted a super wide path for low layers which is the opposite that I have found is needed.
-------------------------------------------------------
> Edited the post to include a warning about that it
> is bad advice, and not to follow it. I didn't
> delete it so the thread still makes sense.
Its not that bad it just causes an accumulated error which results in problems on large prints.
>
> If I understand the math error of slicer is
> related to the J head having much different die
> swell properties than other nozzles. This is why
> you have to use .30 for a .35 nozzle and override
> the default extrusion width calculation.
Yes that is one of the errors, but it is not the one that causes this problem. They fixed the one that caused this over extrusion issue in the 8 series or early 9 series. But introduced major quality problems around the same time.
>
> Is the math error still propogated in the 9.?
> versions of slicer? With my prusa and a maker gear
> nozzle (0.35) and pre 9 versions of slicer I was
> having to run a nozzle width of .42-.45 for it to
> print correctly. Yet in the latest updates it
> changed to allow correct widths with a .35
> setting.
I have not tried the latest version (see next answer) but to check if it still has the issue with too wide of extrusion you can set the layer height to 0.1 and see if it produces a path just wider than the nozzle (as it needs to) or does it produce a path way wider than the nozzle as it always did . It always produced the correct width at the default 0.3 layer and always wanted a super wide path for low layers which is the opposite that I have found is needed.
| FFF Settings Calculator | Gcode post processors | Geometric Object Deposition Tool Blog |
| Tantillus.org | Mini Printable Lathe | How NOT to install a Pololu driver |
|
Re: X axis skipping steps November 12, 2012 04:02PM |
Registered: 13 years ago Posts: 2,947 |
pokey9000 Wrote:
-------------------------------------------------------
> Slic3r documentation recommends calibrating this
> by measuring the expected vs. actual width of a
> thin wall cube and putting that factor into the
> extrusion multiplier. It seems to me that this is
> a faster way to get to the same result (fudge
> factor applied to e-steps in FW vs in Slic3r).
This is a good way to calibrate but requires a set of callipers and requires a perfectly smooth wall or your measurement is incorrect. When using this method I tell people to use the extrusion multiplier value they have found works to adjust the E steps and then set the multiplier back to 1.
But now that I have said all this I have to tell everyone I have given up on Slic3r completely and moved on to Kisslicer and I am working on getting Cura to work as well. I have Kisslicer working fairly well but I need help to write a post processing script to fix one issue with the fan speeds.
P.s. Kisslicer = less vibrations, less stringing, smoother movements, faster slicing, working support (but it is shareware and closed source).
I will write a post about it and let you try what I have now.
-------------------------------------------------------
> Slic3r documentation recommends calibrating this
> by measuring the expected vs. actual width of a
> thin wall cube and putting that factor into the
> extrusion multiplier. It seems to me that this is
> a faster way to get to the same result (fudge
> factor applied to e-steps in FW vs in Slic3r).
This is a good way to calibrate but requires a set of callipers and requires a perfectly smooth wall or your measurement is incorrect. When using this method I tell people to use the extrusion multiplier value they have found works to adjust the E steps and then set the multiplier back to 1.
But now that I have said all this I have to tell everyone I have given up on Slic3r completely and moved on to Kisslicer and I am working on getting Cura to work as well. I have Kisslicer working fairly well but I need help to write a post processing script to fix one issue with the fan speeds.
P.s. Kisslicer = less vibrations, less stringing, smoother movements, faster slicing, working support (but it is shareware and closed source).
I will write a post about it and let you try what I have now.
| FFF Settings Calculator | Gcode post processors | Geometric Object Deposition Tool Blog |
| Tantillus.org | Mini Printable Lathe | How NOT to install a Pololu driver |
Sorry, only registered users may post in this forum.