Curling Problems
Posted by Nick101
|
Curling Problems November 25, 2013 02:06PM |
Registered: 10 years ago Posts: 47 |
Quite a few of my prints are curling on the bottom layers and I'm really not quite sure the best way to combat them on the Tantillus. I've noticed this problem on small prints as well as large ones. I typically print using the Default setting on KISSlicer (200 deg first layer, 190 deg main) and more precise printing ~ 85 for most of my prints. I also have one 40mm fan blowing across the print during operation as well with Default fan settings.
I print on blue tape currently but I might try printing directly on glass with a coat of Elmer-type glue for possibly better print bed adhesion.
Does anyone else run into this problem? How do you get around it? Thanks!
I print on blue tape currently but I might try printing directly on glass with a coat of Elmer-type glue for possibly better print bed adhesion.
Does anyone else run into this problem? How do you get around it? Thanks!
|
Re: Curling Problems November 25, 2013 02:12PM |
Registered: 13 years ago Posts: 2,947 |
A few things to try.
Wipe the tape with acetone. ( can result in is sticking too well and even pulling up the tape if the warping is strong enough )
Print the first layer a little more squished down. ( similar to above and can be combined with the above one )
You could try hairspray (only certain brands) on the tape.
My choice now is PVA on glass.
Wipe the tape with acetone. ( can result in is sticking too well and even pulling up the tape if the warping is strong enough )
Print the first layer a little more squished down. ( similar to above and can be combined with the above one )
You could try hairspray (only certain brands) on the tape.
My choice now is PVA on glass.
| FFF Settings Calculator | Gcode post processors | Geometric Object Deposition Tool Blog |
| Tantillus.org | Mini Printable Lathe | How NOT to install a Pololu driver |
|
Re: Curling Problems November 25, 2013 05:43PM |
Registered: 10 years ago Posts: 87 |
|
Re: Curling Problems November 25, 2013 09:35PM |
Registered: 10 years ago Posts: 47 |
|
Re: Curling Problems November 25, 2013 09:52PM |
Registered: 13 years ago Posts: 2,947 |
I have not tried but I have heard good things about elmers kids glue sticks. The kind in the tube that you just rub on. For regular PVA (white glue) you do need to dilute it and you also need to put it on in thin coats because if you try to put to much on at once it shrinks and cracks.
| FFF Settings Calculator | Gcode post processors | Geometric Object Deposition Tool Blog |
| Tantillus.org | Mini Printable Lathe | How NOT to install a Pololu driver |
|
Re: Curling Problems November 25, 2013 10:24PM |
Registered: 10 years ago Posts: 87 |
I just put the PVA glue straight on the glass for maximum stick, no dilution. I try to spread it as thin as I can get it. I tried diluting 2 to 1 and it didnt stick as well for the print I was having trouble with. I have heard that heated beds work best with higher dilutions but have yet to try it. I should get my heated bed going this week if all goes well,
|
Re: Curling Problems November 26, 2013 05:31PM |
Registered: 10 years ago Posts: 47 |
|
Re: Curling Problems November 27, 2013 11:53PM |
Registered: 10 years ago Posts: 47 |
Just an update: I tried the glue method a couple of times with different results. The first time I tried it, the print still curled at the edges and could be removed without much effort. The second time I tried it, I printed closer to the print bed resulting in a slightly more smushed first layer. I also turned the fan off completely for the second print. The result was a very secure print with absolutely no curling but uneven layering and sloppy infill which I suspect resulted from the layers not cooling fast enough.
My reasoning behind turning the fan off was that the temp difference between the cold air blowing across the print could be causing the hot extruded filament to cool too quickly resulting in warping. Obviously turning the fan off had the negative effect of making a sloppy print but I wonder if I might be on the right track. I am currently only using one 40mm fan while I do see some with two fans mounted on either side. Do people find that two fans improves their print quality?
Either way, I'm chucking the blue tape and sticking with the glue. I might try cutting the default fan settings in half on my next print to see if that works better. I've been printing at 190 celsius and I think my thermistor is pretty accurate. I've also thought about printing at lower temps to reduce the amount of cooling necessary, but I'm hesitant to do so as I am worried about jamming up the hotend.
Does anyone have any suggestions?
My reasoning behind turning the fan off was that the temp difference between the cold air blowing across the print could be causing the hot extruded filament to cool too quickly resulting in warping. Obviously turning the fan off had the negative effect of making a sloppy print but I wonder if I might be on the right track. I am currently only using one 40mm fan while I do see some with two fans mounted on either side. Do people find that two fans improves their print quality?
Either way, I'm chucking the blue tape and sticking with the glue. I might try cutting the default fan settings in half on my next print to see if that works better. I've been printing at 190 celsius and I think my thermistor is pretty accurate. I've also thought about printing at lower temps to reduce the amount of cooling necessary, but I'm hesitant to do so as I am worried about jamming up the hotend.
Does anyone have any suggestions?
|
Re: Curling Problems November 28, 2013 03:09AM |
Registered: 13 years ago Posts: 2,947 |
I had always printed with both 50mm fans running all the time up until a few weeks ago. I moved earlier this year and now my machines are in my un-heated garage where with the weather change it is now only 10c and below. I removed the fans during a print as it seemed like it was too cold and it prints fine. But again it is only 10c so there is plenty of cooling from the surrounding air.
A suggestion to keep the quality with less cooling would be to reduce your speed giving the layer more time to cool passively. You can also increase the minimum layer time to ensure small layers do not print too fast. Beyond that you can trying lowering your extrusion temperature until failure and then increase it by 10-20c which should give you a good temp for your material (as long as the layers bond well).
A suggestion to keep the quality with less cooling would be to reduce your speed giving the layer more time to cool passively. You can also increase the minimum layer time to ensure small layers do not print too fast. Beyond that you can trying lowering your extrusion temperature until failure and then increase it by 10-20c which should give you a good temp for your material (as long as the layers bond well).
| FFF Settings Calculator | Gcode post processors | Geometric Object Deposition Tool Blog |
| Tantillus.org | Mini Printable Lathe | How NOT to install a Pololu driver |
|
Re: Curling Problems December 06, 2013 01:24AM |
Registered: 10 years ago Posts: 35 |
Thanks for this thread. I'd taken a bit of a break for school but started printing again last week and have been getting increasingly more frustrated at the curling.
I found [www.thingiverse.com] and printed just the default model. It turns out that a) these boxes are super useful b) it's a good test for curling and c) I've got another weird problem which I will detail below. I printed it once on 3M Blue tape without any cleaning. I ended up printing at 220C (seemed like a good idea at the time) and found the curling issue, as well as badly discolored print. Next go around I tried glass with some Elmer's Washable School Glue Stick Disappearing Purple which we had lying around the house. I did some searching and I think it's PVA, though I can't find the source of that information now. That yielded a far better result but I still have curling right at the edges. Someone in IRC then mentioned to use the 3M tape with acetone. The print stuck really well to the tape, but the curling was still an issue and it lifted the tape off of the glass.
I'm going to try removing both fans for this print and seeing how it fares, though I am concerned about sloppiness as Nick mentioned. As far as hotend temperature, I've heard that different brand of plastics are better at certain temperatures, but the calculator has its own idea of what temperatures I should use. Should I stick with what the calculator recommends? Also when you say "print the first layer a little more squished down", how would I go about doing that using KISSlicer? Is that Ptr G-code Prefix Z-offset negative/positive?
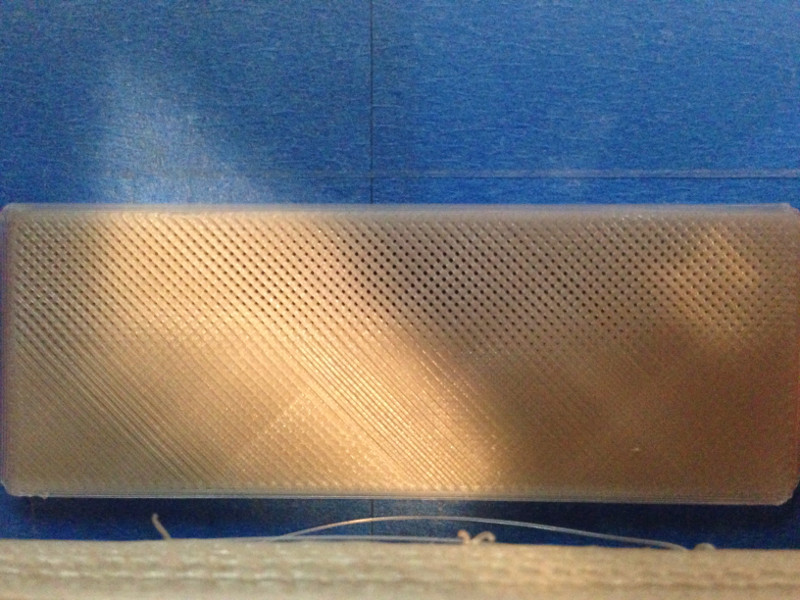
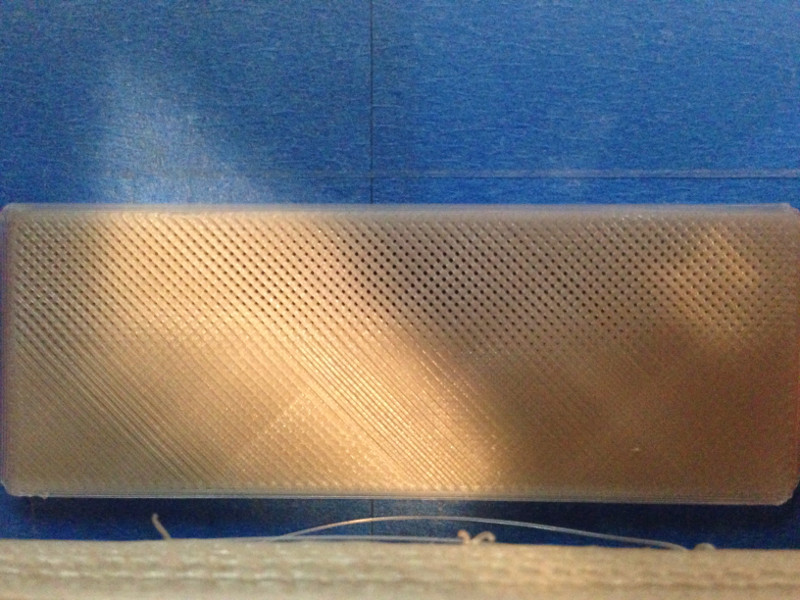
For the oddball question (and feel free to redirect me if it shouldn't go in this thread), I've got the attached image happening. This has happened each time in the same spot on all three attempts. I ensured the bed is decently level but it keeps happening there. Since it happened each time it could be the model, it just doesn't seem likely.
I found [www.thingiverse.com] and printed just the default model. It turns out that a) these boxes are super useful b) it's a good test for curling and c) I've got another weird problem which I will detail below. I printed it once on 3M Blue tape without any cleaning. I ended up printing at 220C (seemed like a good idea at the time) and found the curling issue, as well as badly discolored print. Next go around I tried glass with some Elmer's Washable School Glue Stick Disappearing Purple which we had lying around the house. I did some searching and I think it's PVA, though I can't find the source of that information now. That yielded a far better result but I still have curling right at the edges. Someone in IRC then mentioned to use the 3M tape with acetone. The print stuck really well to the tape, but the curling was still an issue and it lifted the tape off of the glass.
I'm going to try removing both fans for this print and seeing how it fares, though I am concerned about sloppiness as Nick mentioned. As far as hotend temperature, I've heard that different brand of plastics are better at certain temperatures, but the calculator has its own idea of what temperatures I should use. Should I stick with what the calculator recommends? Also when you say "print the first layer a little more squished down", how would I go about doing that using KISSlicer? Is that Ptr G-code Prefix Z-offset negative/positive?
For the oddball question (and feel free to redirect me if it shouldn't go in this thread), I've got the attached image happening. This has happened each time in the same spot on all three attempts. I ensured the bed is decently level but it keeps happening there. Since it happened each time it could be the model, it just doesn't seem likely.
{kind=link}
{kind=link}
|
Re: Curling Problems December 06, 2013 02:16AM |
Registered: 13 years ago Posts: 2,947 |
Quote
maik
Thanks for this thread. I'd taken a bit of a break for school but started printing again last week and have been getting increasingly more frustrated at the curling.
I found [www.thingiverse.com] and printed just the default model. It turns out that a) these boxes are super useful b) it's a good test for curling and c) I've got another weird problem which I will detail below. I printed it once on 3M Blue tape without any cleaning. I ended up printing at 220C (seemed like a good idea at the time) and found the curling issue, as well as badly discolored print. Next go around I tried glass with some Elmer's Washable School Glue Stick Disappearing Purple which we had lying around the house. I did some searching and I think it's PVA, though I can't find the source of that information now. That yielded a far better result but I still have curling right at the edges. Someone in IRC then mentioned to use the 3M tape with acetone. The print stuck really well to the tape, but the curling was still an issue and it lifted the tape off of the glass.
I'm going to try removing both fans for this print and seeing how it fares, though I am concerned about sloppiness as Nick mentioned. As far as hotend temperature, I've heard that different brand of plastics are better at certain temperatures, but the calculator has its own idea of what temperatures I should use. Should I stick with what the calculator recommends? Also when you say "print the first layer a little more squished down", how would I go about doing that using KISSlicer? Is that Ptr G-code Prefix Z-offset negative/positive?
For the oddball question (and feel free to redirect me if it shouldn't go in this thread), I've got the attached image happening. This has happened each time in the same spot on all three attempts. I ensured the bed is decently level but it keeps happening there. Since it happened each time it could be the model, it just doesn't seem likely.
Yes the plastic brand can change the way it curls.
Yes acetone on the blue tape can make it stick really well and pull up the blue tape. Be sure to clean the glass with acetone first to ensure the tape sticks really well.
My garage is only 10c right now and it makes printing harder. If I have the fans on it cools the plastic too quick and makes it hard to stop warping. I have temporarily removed my fans to print a few items recently. But normally when the room temp is 20c and above I use the fans all the time.
To change the first layer height you can use the z-offset in Kisslicer or the Z-offset in the prefix.
I use the prefix method for two reasons:
1) With the software endstops enabled in the firmware you can not go into the negative so the Kisslicer offset will not work if the head is too far form the bed and you want it closer because it generates negative coordinates.
2) With the prefix method you can open the gcode file in a text editor and change the offset without re-slicing. This is good for when you have multiple printing surfaces that are different thicknesses or make a change to the machine.
To get the nozzle closer to the bed with the prefix method you increase the Z-offset positive G92 Z0.0
G92 tells the firmware where the nozzle is which is too high. It then moves down to zero at the beginning of the print. (have the negative set to 0)
To get the nozzle farther from the bed with the prefix method you increase the Z-offset negative G1 Z0.0
G1 tells the machine to move the bed away and the following positive G92 Z0.0 sets the machine to the new location as 0
The temperatures the calculator generates are based off of the two brands of filament I have. They are not to be taken as absolute and your filament will differ. One thing to note is higher temps can cause the filament to degrade (the discoloration you found). The higher temp can also have the effect of a greater temperature differential while cooling and actually increase the shrinkage and warping. But at the same time to low of temp can cause poor layer bonding and delamination.
| FFF Settings Calculator | Gcode post processors | Geometric Object Deposition Tool Blog |
| Tantillus.org | Mini Printable Lathe | How NOT to install a Pololu driver |
|
Re: Curling Problems July 28, 2014 06:18PM |
Registered: 10 years ago Posts: 47 |
Just an update regarding bed adhesion and blue tape:
I've started using a stronger adhesion tape by 3M that seems to do a much better job sticking to the glass, preventing pull-up by the print when it cools. I've only printed a couple of times with it, but so far the results are FAR superior to the blue painters tape I've been using.
3M Scotch Tape #2060
The top surface of the tape is very similar to blue painters tape as well, so with some acetone to remove the waxy coating, prints seem to react very similarly to it. Hope this helps!
Nick
Edited 1 time(s). Last edit at 07/28/2014 08:10PM by Nick101.
I've started using a stronger adhesion tape by 3M that seems to do a much better job sticking to the glass, preventing pull-up by the print when it cools. I've only printed a couple of times with it, but so far the results are FAR superior to the blue painters tape I've been using.
3M Scotch Tape #2060
The top surface of the tape is very similar to blue painters tape as well, so with some acetone to remove the waxy coating, prints seem to react very similarly to it. Hope this helps!
Nick
Edited 1 time(s). Last edit at 07/28/2014 08:10PM by Nick101.
|
Re: Curling Problems July 29, 2014 02:12AM |
Registered: 10 years ago Posts: 87 |
I have some of the green tape i have been meaning to try for my ABS prints as I get the same issue, the blue tape does lift off the glass a little bit. I should run my bed hotter than 100 but the prints are not too warped so no need for now. Thanks for the heads up. Right now my ABS sticks too well to the tape so I might skip the acetone and use IPA to start with.
One thing I really like about the Tantillus is when a print starts, I can grab the Z stepper coupler and click it round one step or two by hand if my print is not starting off perfectly. I find with 100um layers and a heated bed that I can be 1 step out depending on ambient temperature and how long the heated bed has been on for. Anyway its an awesome undocumented feature Sublime!
Cheers
Keith
Edited 1 time(s). Last edit at 07/29/2014 04:02AM by Robonz.
One thing I really like about the Tantillus is when a print starts, I can grab the Z stepper coupler and click it round one step or two by hand if my print is not starting off perfectly. I find with 100um layers and a heated bed that I can be 1 step out depending on ambient temperature and how long the heated bed has been on for. Anyway its an awesome undocumented feature Sublime!
Cheers
Keith
Edited 1 time(s). Last edit at 07/29/2014 04:02AM by Robonz.
Sorry, only registered users may post in this forum.