First Print
Posted by robster34
|
First Print February 19, 2014 09:14PM |
Registered: 10 years ago Posts: 42 |
After several starts and stops, and many months in between, my first Tantillus is finally printing. Thank you to everyone who provides ongoing support here, including Pokey9000 and Sublime. Special thanks to Brad. This isn't just a machine, it's a work of art.
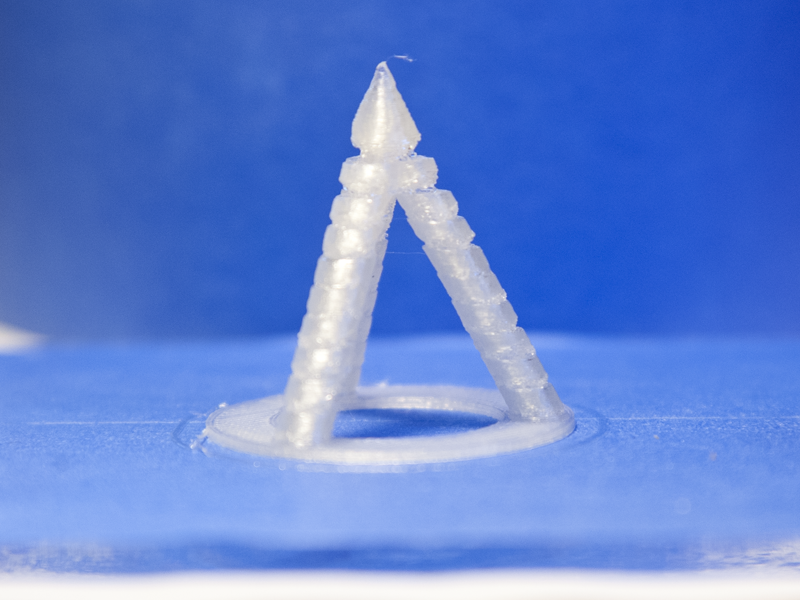
OK, now some questions. I've got a little experience with Mendel-class printers and ABS, but very little with this machine and PLA. Here's a very early test print using my 0.4mm 'official' hotend. I've calibrated the flow through the extruder, though it seemed a little low (394).
First, the PLA is surprisingly goopy. A lot of plastic gets pushed around before it finally lays down a base and starts building. Too hot or too cold? Or something else?
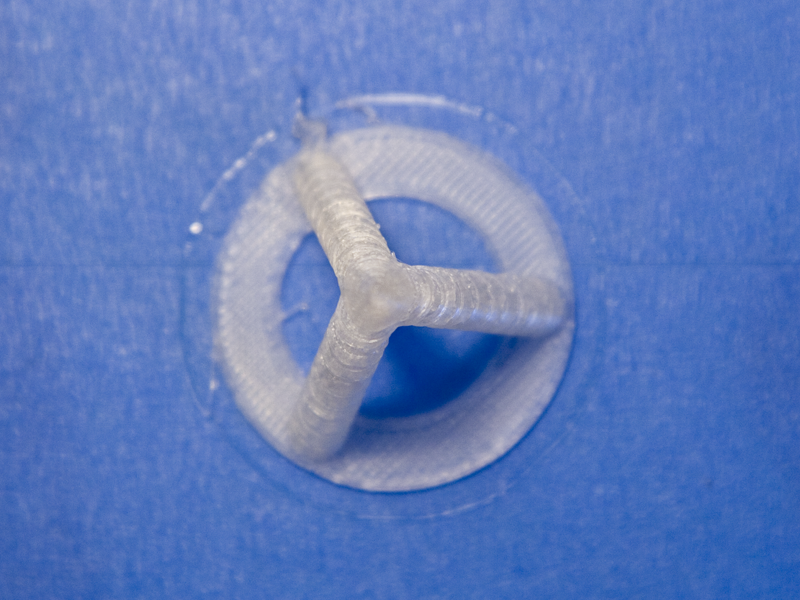
Second, I'm getting these vertical serrations in the posts. It appears to me that this ISN'T a Z-axis problem as the slope of the posts doesn't change. I'm using the original leadscrew Z axis rather than the cable version. I wonder if this is a temperature problem. I'm using a big, 24V supply so I can add a heated ABS bed later, and I've throttled the duty cycle on the hotend to roughly 1/4 by setting PID_MAX at 63 so I don't burn out the heating resistor. I'm using the default Tantillus Marlin firmware with very small, careful changes. So, it's still using bang-bang rather than PID control. Any thoughts on what's causing the serrations before I start running a series of temperature control tests?
Finally, I'm new to Kisslicer as well and couldn't find the retraction speed control. Not that I want to change it - I just want to ensure it's at 1000, per the instructions. Where am I missing it?
OK, now some questions. I've got a little experience with Mendel-class printers and ABS, but very little with this machine and PLA. Here's a very early test print using my 0.4mm 'official' hotend. I've calibrated the flow through the extruder, though it seemed a little low (394).
First, the PLA is surprisingly goopy. A lot of plastic gets pushed around before it finally lays down a base and starts building. Too hot or too cold? Or something else?
Second, I'm getting these vertical serrations in the posts. It appears to me that this ISN'T a Z-axis problem as the slope of the posts doesn't change. I'm using the original leadscrew Z axis rather than the cable version. I wonder if this is a temperature problem. I'm using a big, 24V supply so I can add a heated ABS bed later, and I've throttled the duty cycle on the hotend to roughly 1/4 by setting PID_MAX at 63 so I don't burn out the heating resistor. I'm using the default Tantillus Marlin firmware with very small, careful changes. So, it's still using bang-bang rather than PID control. Any thoughts on what's causing the serrations before I start running a series of temperature control tests?
Finally, I'm new to Kisslicer as well and couldn't find the retraction speed control. Not that I want to change it - I just want to ensure it's at 1000, per the instructions. Where am I missing it?
{kind=link}
{kind=link}
{kind=link}
{kind=link}
|
Re: First Print February 19, 2014 09:48PM |
Registered: 13 years ago Posts: 2,947 |
Quote
robster34
OK, now some questions. I've got a little experience with Mendel-class printers and ABS, but very little with this machine and PLA. Here's a very early test print using my 0.4mm 'official' hotend. I've calibrated the flow through the extruder, though it seemed a little low (394).
If you have the herringbone gears on the extruder you are almost exactly what I have. If you have the regular gears then yes it could be a little low. You could follow the section marked "fine tuning the flow" on the tutorials page of Tantillus.org and see if it looks correct.
Quote
First, the PLA is surprisingly goopy. A lot of plastic gets pushed around before it finally lays down a base and starts building. Too hot or too cold? Or something else?
Can you post a picture?
Are you preheating before starting the print? This can cause too much plastic to get preheated. I never preheat and if for some reason it is preheated I will use the purge option in the prepare menu on the LCD. If you do not have the LCD and you are using a host program you could just use the extrude controls to purge the molten plastic before pressing print.
Quote
Second, I'm getting these vertical serrations in the posts. It appears to me that this ISN'T a Z-axis problem as the slope of the posts doesn't change. I'm using the original leadscrew Z axis rather than the cable version. I wonder if this is a temperature problem. I'm using a big, 24V supply so I can add a heated ABS bed later, and I've throttled the duty cycle on the hotend to roughly 1/4 by setting PID_MAX at 63 so I don't burn out the heating resistor. I'm using the default Tantillus Marlin firmware with very small, careful changes. So, it's still using bang-bang rather than PID control. Any thoughts on what's causing the serrations before I start running a series of temperature control tests?
That is a strange one. It could be the larger temperature swing from the higher voltage. PID is not a bad idea I just have it disabled by default to reduce issues caused by not having it properly tuned. Feel free to enable and tune it.
It could be the idler tension on the extruder is too low. If the temperature drops from the swing it could allow it too slip a little on an un-retract. It could also be the retraction speed in the firmware is just a little too high and skips steps so it does not un-retract when the temp has dropped.
I do not think the PID_MAX effects the bang bang max PWM but I could be wrong.
Quote
Finally, I'm new to Kisslicer as well and couldn't find the retraction speed control. Not that I want to change it - I just want to ensure it's at 1000, per the instructions. Where am I missing it?
I think I actually have the retraction in the default profiles set to 500 now (I should change the instructions to match). But either number is fine. With 500 you can turn down the speed via the LCD to 10% without effecting the retractions. With it at 1000 you could go down to 5%. The setting in Kisslicer is in the material tab in a section called "destring".
| FFF Settings Calculator | Gcode post processors | Geometric Object Deposition Tool Blog |
| Tantillus.org | Mini Printable Lathe | How NOT to install a Pololu driver |
|
Re: First Print February 19, 2014 11:34PM |
Registered: 13 years ago Posts: 2,947 |
Another thought is maybe the temperature overshoots so much it causes the filament to jam. Maybe try a lower temp so the overshoot does not go above the original set temperature?
| FFF Settings Calculator | Gcode post processors | Geometric Object Deposition Tool Blog |
| Tantillus.org | Mini Printable Lathe | How NOT to install a Pololu driver |
|
Re: First Print February 20, 2014 01:50AM |
Registered: 10 years ago Posts: 42 |
|
Re: First Print February 23, 2014 01:17PM |
Registered: 13 years ago Posts: 2,947 |
After a little more thought on this I am wondering if the gcode preview (layer view) shows any of these serrations or weather it is an actual machine issue be it hardware or firmware.
| FFF Settings Calculator | Gcode post processors | Geometric Object Deposition Tool Blog |
| Tantillus.org | Mini Printable Lathe | How NOT to install a Pololu driver |
|
Re: First Print February 24, 2014 01:41PM |
Registered: 10 years ago Posts: 42 |
I had the same thought, and saw in a Goode previewed that the towers were comprised of very short segments of plastic...not long extrusions. I didn't try to find the offending layers yet, or debug why the gcode looks this way. I've only transitioned to KISSlicer with this new machine, since you seem happy with its capabilities on Tantillus. I'll investigate further later this week when time permits. Thx again.
|
Re: First Print February 24, 2014 02:09PM |
Registered: 13 years ago Posts: 2,947 |
Quote
robster34
I had the same thought, and saw in a Goode previewed that the towers were comprised of very short segments of plastic...not long extrusions. I didn't try to find the offending layers yet, or debug why the gcode looks this way. I've only transitioned to KISSlicer with this new machine, since you seem happy with its capabilities on Tantillus. I'll investigate further later this week when time permits. Thx again.
Are you running the Tantillus branch of Marlin? Are you running the Kisslicer configs provided for Tantillus?
The reason I ask is because the Tantillus Marlin and Kisslicer configs are set to use Relative extrusion. If you are trying to use the Kisslicer configs with another firmware you will need to either add M83 to the start code or switch the firmware to relative E or change the settings in Kisslicer to generate Absolute.
If you were trying to view the gcode in Repetier you will also need to add the M83 to the start code so that Repetier knows how to display the gcode.
| FFF Settings Calculator | Gcode post processors | Geometric Object Deposition Tool Blog |
| Tantillus.org | Mini Printable Lathe | How NOT to install a Pololu driver |
|
Re: First Print February 25, 2014 10:32AM |
Registered: 10 years ago Posts: 42 |
Yes, I started with your Tantillus branch of Marlin and only changed the LCD portion to utilize an OLED display and the extruder heater control. I need to better characterize the heater control loop, but I think I've exonerated it with a couple tests with widely different extrusion temperatures. I also used the KISSlicer settings you provided, though I did have to build a template for a 0.4mm nozzle. It wasn't hard, as your configurations seemed straightforward. Still, I need to double-check that when time permits.
|
Re: First Print February 25, 2014 11:38AM |
Registered: 13 years ago Posts: 2,947 |
Quote
robster34
Yes, I started with your Tantillus branch of Marlin and only changed the LCD portion to utilize an OLED display and the extruder heater control. I need to better characterize the heater control loop, but I think I've exonerated it with a couple tests with widely different extrusion temperatures. I also used the KISSlicer settings you provided, though I did have to build a template for a 0.4mm nozzle. It wasn't hard, as your configurations seemed straightforward. Still, I need to double-check that when time permits.
You can use the calculator in my signature to get the settings for a 0.4mm nozzle.
| FFF Settings Calculator | Gcode post processors | Geometric Object Deposition Tool Blog |
| Tantillus.org | Mini Printable Lathe | How NOT to install a Pololu driver |
|
Re: First Print March 06, 2014 09:25AM |
Registered: 10 years ago Posts: 42 |
I'm not getting enough time at home to work on this project much, but where can I find the source for the herringbone extruder gears? I didn't find them on Github this weekend, and I'm not sure the ones posted on Thingiverse are the same as Sublime's original post. (I understand they are difficult to print.)
|
Re: First Print March 06, 2014 12:05PM |
Registered: 13 years ago Posts: 2,947 |
You just needed to go back through the github commits to find when they were removed and browse the code before that point. Here is the last time they were in the repo [github.com]
You can also use the ones on Thingiverse since I believe they were made because these ones may not slice properly in some slicers and were made with Blender.
You can also use the ones on Thingiverse since I believe they were made because these ones may not slice properly in some slicers and were made with Blender.
| FFF Settings Calculator | Gcode post processors | Geometric Object Deposition Tool Blog |
| Tantillus.org | Mini Printable Lathe | How NOT to install a Pololu driver |
|
Re: First Print March 21, 2014 10:14PM |
Registered: 10 years ago Posts: 42 |
Still trying to diagnose this problem. Lots of good suggestions, Sublime, that I think I've worked through.
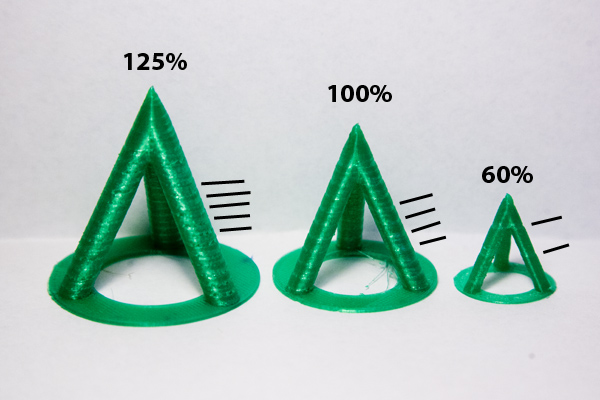
This new test might be a little hard to see, but I've tried to show the period of the serrations. I'm pretty sure I've exonerated temperature variations by playing with the firmware settings in Marlin, even tightening the allowable range for the bang bang trigger. I thought it might be a Z-axis problem, but this three-piece test doesn't show any consistency in Z variations across object scale.
My current theory is that I've got a problem with one tooth on the extruder gears. I'm still using the standard gears, but have printed a new set of herringbones that I'll install this weekend. Until then, additional suggestions are encouraged.
This new test might be a little hard to see, but I've tried to show the period of the serrations. I'm pretty sure I've exonerated temperature variations by playing with the firmware settings in Marlin, even tightening the allowable range for the bang bang trigger. I thought it might be a Z-axis problem, but this three-piece test doesn't show any consistency in Z variations across object scale.
My current theory is that I've got a problem with one tooth on the extruder gears. I'm still using the standard gears, but have printed a new set of herringbones that I'll install this weekend. Until then, additional suggestions are encouraged.
{kind=link}
{kind=link}
|
Re: First Print March 22, 2014 01:14AM |
Registered: 13 years ago Posts: 2,947 |
Maybe the Z axis is sticky? If it were I could see it not moving the Z with each microstep and then moving in a jerky step and leaving the serrations. If you remove the lead screw or cable and move the axis by hand will it fall? If not it could be that one of the bearings is bad. It could be some of the plastic parts are a little warped, in which case use a hair dryer or heat gun and just warm up the arms and z lift a little and then let it cool. This will allow it to reshape to the space of the bars and should slide a lot better.
By the spacing on the different size prints it almost seems like it is time or volume dependent between when it happens. If that is the case maybe it is the heat is creeping up the hotend and causing the filament too swell and increase friction and reduce the extrusion. Then when the pressure builds up enough it pushes past the jam and continues at a fixed frequency.
By the spacing on the different size prints it almost seems like it is time or volume dependent between when it happens. If that is the case maybe it is the heat is creeping up the hotend and causing the filament too swell and increase friction and reduce the extrusion. Then when the pressure builds up enough it pushes past the jam and continues at a fixed frequency.
| FFF Settings Calculator | Gcode post processors | Geometric Object Deposition Tool Blog |
| Tantillus.org | Mini Printable Lathe | How NOT to install a Pololu driver |
|
Problem found and fixed March 26, 2014 12:27AM |
Registered: 10 years ago Posts: 42 |
Just to close this issue for future reference.... The ultimate problem seemed to be not enough tension on the extruder idler. With a bit of filament dust fouling the hobbed bolt non-uniformly, most of the bolt's rotation would push filament fine. Once the bolt turned to the fouled portion, the flow would slow, causing voids in the extrusion. Increasing the idler tension seemed to ensure reliable extrusion.
I've installed stronger springs and will probably replace them with black tubing this weekend as the new springs are still marginal with some filament. They're already fully tightened.
I won't list all the tests and possible fixes I tried before finding this very simple solution. Perhaps I'll post a print once everything is nicely tuned up. Until then, thanks for all the support and ideas, Sublime.
Edited 1 time(s). Last edit at 03/26/2014 12:14PM by robster34.
I've installed stronger springs and will probably replace them with black tubing this weekend as the new springs are still marginal with some filament. They're already fully tightened.
I won't list all the tests and possible fixes I tried before finding this very simple solution. Perhaps I'll post a print once everything is nicely tuned up. Until then, thanks for all the support and ideas, Sublime.
Edited 1 time(s). Last edit at 03/26/2014 12:14PM by robster34.
|
Bowden Help?? March 30, 2014 09:31PM |
Registered: 10 years ago Posts: 42 |
I'm looking for ideas. I've been playing with the printer and love its resolution and speed. However, I'm having ongoing problems with the extruder. It'll print fine for 30 to 60 minutes, and then the plastic starts to get sparse...every other layer seems to have 50% of the plastic coming out of the nozzle. Increasing the extrusion temperature helped a little, as did really cranking down on the idler screws. The screws are now so tight that it's a real challenge to insert a new piece of filament. While the PLA is extruding sparsely, if I loosen any of the idler screws, the extrusion stops and the bolt just strips the filament. I could conclude that I just need it tighter...but I've got heavy springs already bottomed.
I'm pretty sure the temperature isn't a factor as (a) I've raised it 18 degrees already and (b) the display and heater LED suggest it's still working properly. In other words, I believe the machine is managing the temp properly.
The filament is all high quality, and I've checked it for uniform diameter. I don't think it's getting fouled or constrained in the tube.
I've got no experience with bowden's and my review of related forum topics hasn't revealed any great insight. How tight does this group run their idlers? Should I clean the teeth on the bolt occasionally, or do they tend to clear themselves when working properly (my other printer seems to clear itself of dust as it runs)? Other ideas?
Edited 4 time(s). Last edit at 03/30/2014 10:15PM by robster34.
I'm pretty sure the temperature isn't a factor as (a) I've raised it 18 degrees already and (b) the display and heater LED suggest it's still working properly. In other words, I believe the machine is managing the temp properly.
The filament is all high quality, and I've checked it for uniform diameter. I don't think it's getting fouled or constrained in the tube.
I've got no experience with bowden's and my review of related forum topics hasn't revealed any great insight. How tight does this group run their idlers? Should I clean the teeth on the bolt occasionally, or do they tend to clear themselves when working properly (my other printer seems to clear itself of dust as it runs)? Other ideas?
Edited 4 time(s). Last edit at 03/30/2014 10:15PM by robster34.
|
Re: First Print March 30, 2014 11:10PM |
Registered: 11 years ago Posts: 290 |
|
Re: First Print March 31, 2014 01:39AM |
Registered: 10 years ago Posts: 42 |
Quote
zungmann
Have you tried pushing the filament manually ie by hand? Is it easy or hard?
My experiences 'jam' in the cold zone of the hotend can cause this problem.
Thanks for the reply. Yes, I can push filament through their by hand. It's relatively easy. I *have* had problems with strings in the tube blocking the cold zone, but never during the middle of a print.
|
Re: First Print March 31, 2014 03:37AM |
Registered: 11 years ago Posts: 290 |
When the printer started to print sparsely, did you try to manually turn the extruder? Was it easy too? Well, if you have tightened enough the idler then something blocking the filament along the way to the nozzle or within the nozzle itself, unless your hobbled is not good hence slipping.
I had similar issue with my Prusa, what I did just increase the temp to 215 - 220, it temporary help a bit, but eventually worsened the problem and then fix by cleaning the cold zone from clogged. I suspect when temp raised, heat creeped up, making the lower cold zone hotter than it supposed to be. The problem quickly manifested when my print retracted a lot. This happened and always on white PLA filament form the same manufacturer. It was a bit thicker than any other PLA. Not really understand what was happened, I just then avoid using the same PLA.
I had similar issue with my Prusa, what I did just increase the temp to 215 - 220, it temporary help a bit, but eventually worsened the problem and then fix by cleaning the cold zone from clogged. I suspect when temp raised, heat creeped up, making the lower cold zone hotter than it supposed to be. The problem quickly manifested when my print retracted a lot. This happened and always on white PLA filament form the same manufacturer. It was a bit thicker than any other PLA. Not really understand what was happened, I just then avoid using the same PLA.
|
Re: Bowden Help?? March 31, 2014 03:49AM |
Registered: 10 years ago Posts: 87 |
I had two causes for this problem on my printer.
1) The nut on the bowden cable compressed the bowden tube a little making it tight at each end. I redid the ends and it has been smooth since. Shaving the right amount of plastic off before threading the nuts on helped.
2) The nozzle needs cleaning. I clean my nozzle on a regular bassis now and this makes things work really well. I added thumb nuts to the hot end so I can whip the top off quickly The cleaning / fishing method at 80C works really well. I also run a shammy cloth filiament cleaner just before the extruder too.
1) The nut on the bowden cable compressed the bowden tube a little making it tight at each end. I redid the ends and it has been smooth since. Shaving the right amount of plastic off before threading the nuts on helped.
2) The nozzle needs cleaning. I clean my nozzle on a regular bassis now and this makes things work really well. I added thumb nuts to the hot end so I can whip the top off quickly The cleaning / fishing method at 80C works really well. I also run a shammy cloth filiament cleaner just before the extruder too.
|
Re: Bowden Help?? March 31, 2014 11:24AM |
Registered: 13 years ago Posts: 2,947 |
The nuts compressing the tube is a possible culprit. Cleaning the hotend as Robonz said should also help. But since you said it is time dependent I would guess the hotend transition zone is getting too warm. Do you have the fans running all the time? Could you try increasing the fan minimum speed? Do you have a 25mm fan you could add to the hotend? Are you using a properly made J-head or other well designed hotend? Printing faster will decrease the time the filament is in the transition zone and should reduce the jams if the problem is the heat creeping up.
| FFF Settings Calculator | Gcode post processors | Geometric Object Deposition Tool Blog |
| Tantillus.org | Mini Printable Lathe | How NOT to install a Pololu driver |
|
Re: Bowden Help?? March 31, 2014 12:15PM |
Registered: 10 years ago Posts: 42 |
A quick removal of the tube from the carriage following an overnight failure found the blunt end of the filament suspended about 1 cm above the plug deep in the hot end. (I measured and compared the distance between the bottom of the nut and the end of the filament versus the depth from the bottom of the nut to the cold, hard PLA plug still remaining in the hotend.) I didn't have time to heat the machine this morning, but I'm convinced the orifice isn't clogged as it hasn't been blocked previously.
My fans are running at the rates suggested in the Tantillus.org Kisslicer profiles, but I don't have a separate 25mm fan to install. The Mk V is from hotends.com. This print was quite fast, using an 0.206mm layer and the recommended temps and speeds from the calculator. I started increasing the temperature from those settings for a total of 18 degrees as I encountered problems with prints. Before it seizes, the newly extruded PLA is very soft and shiny.
My proposed next steps:
o Drill and deburr both ends of the tube again
o Increase the fan speed and decrease the extrusion temp 5 degrees
o Re-run a long print and see how long it continues before failure
What's the theory about the heat creeping up the hotend? I guess I don't see the issue if the glass and melting transition points move upward a couple mm.
My fans are running at the rates suggested in the Tantillus.org Kisslicer profiles, but I don't have a separate 25mm fan to install. The Mk V is from hotends.com. This print was quite fast, using an 0.206mm layer and the recommended temps and speeds from the calculator. I started increasing the temperature from those settings for a total of 18 degrees as I encountered problems with prints. Before it seizes, the newly extruded PLA is very soft and shiny.
My proposed next steps:
o Drill and deburr both ends of the tube again
o Increase the fan speed and decrease the extrusion temp 5 degrees
o Re-run a long print and see how long it continues before failure
What's the theory about the heat creeping up the hotend? I guess I don't see the issue if the glass and melting transition points move upward a couple mm.
|
Re: Bowden Help?? March 31, 2014 05:48PM |
Registered: 13 years ago Posts: 2,947 |
It is well known that J-heads need cooling at the top for PLA and can jam if not cooled enough. The reason is that PLA's glass transition temperature is so low that once the top of the hotend has reached 60c all the filament in it is soft and swells when you push on it which increases friction to the point that the hobbed bolt slips. That is why the Tantillus version of Marlin automatically turns the fans on once the hotend is above a certain temperature. The fans I supplied with my kits were strong enough at the current min fan speed set in the firmware to keep the hotend cool. But if the fans you used are not as powerful it may be worth increasing the fan min speed in the firmware.
But by the sounds of it the jam is happening in the tube and not the hotend. If that is the case it is possible the bowden tube has some narrow sections. I have purchased many rolls of tubing and one of them was under 3mm ID at the ends and I returned it. Since the tolerance for tubing is for the outside it may be that part of your tube is just too small. I have two machines running larger ID tubing so I can run crap filament which could be another option if you feel it is the tubing. Can you push the filament through the tubing by hand with ease?
Another possible work around you could try is oil in the tube / on the filament. I personally am not a fan of it but many people use oil on PLA and in bowden tubes without it causing an issue.
But by the sounds of it the jam is happening in the tube and not the hotend. If that is the case it is possible the bowden tube has some narrow sections. I have purchased many rolls of tubing and one of them was under 3mm ID at the ends and I returned it. Since the tolerance for tubing is for the outside it may be that part of your tube is just too small. I have two machines running larger ID tubing so I can run crap filament which could be another option if you feel it is the tubing. Can you push the filament through the tubing by hand with ease?
Another possible work around you could try is oil in the tube / on the filament. I personally am not a fan of it but many people use oil on PLA and in bowden tubes without it causing an issue.
| FFF Settings Calculator | Gcode post processors | Geometric Object Deposition Tool Blog |
| Tantillus.org | Mini Printable Lathe | How NOT to install a Pololu driver |
|
My Big Fat Greek Filament April 01, 2014 11:08AM |
Registered: 10 years ago Posts: 42 |
This particular roll from a reputable merchant measured a very consistent, round 2.98 mm each time I checked and recorded it prior to every print.
...except every 20-30 feet when it suddenly expanded to 3.05 mm for a couple inches and dragged in my bowden tube. I had to unroll quite a bit to find a problem section.
I had to unroll quite a bit to find a problem section.
I replaced the roll, restored the original Tantillus.org calculator and Kisslicer profile settings, and the first 2 hour print rolled onto the bed like clockwork.
Thanks for your time, everyone.
...except every 20-30 feet when it suddenly expanded to 3.05 mm for a couple inches and dragged in my bowden tube.
I had to unroll quite a bit to find a problem section. I replaced the roll, restored the original Tantillus.org calculator and Kisslicer profile settings, and the first 2 hour print rolled onto the bed like clockwork.
Thanks for your time, everyone.
Sorry, only registered users may post in this forum.