Support settings in SF
Posted by danlad1631
|
Support settings in SF February 21, 2014 04:17PM |
Registered: 11 years ago Posts: 180 |
I'm trying to understand how "Support" works in SF, could anyone help?
What I was trying to print...
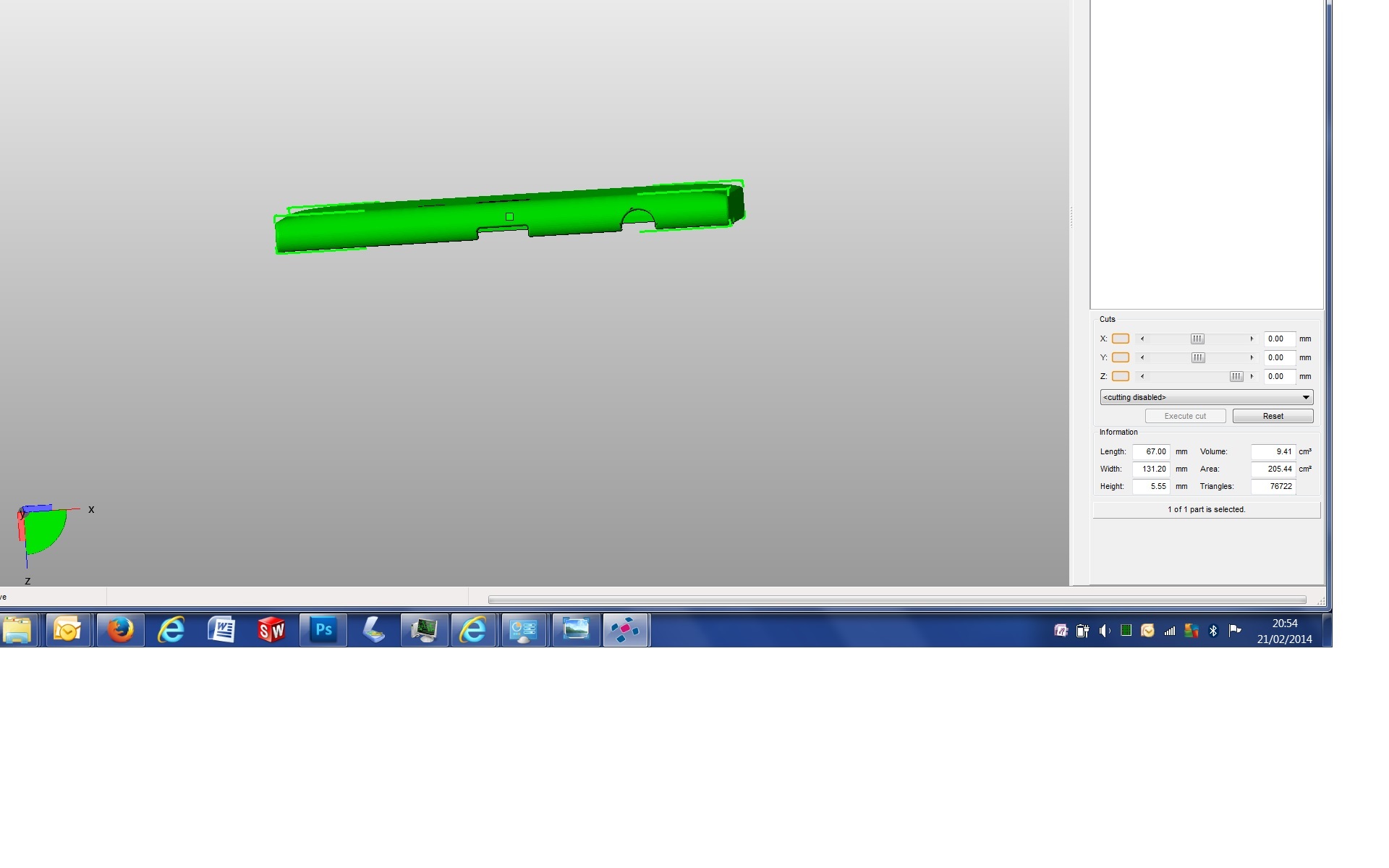
A phone case with a curved back (please see "Case" image), the curve was very gentle and started about 5mm in from the edges.
My problems in the pictures attached...
The support started to far from the perimeter, it needed to start right next to it for the second layer to sit on and the curve to start forming
The support was too dense and hard to remove
The support printed to the same height as the model, even though it only needed to print to the height of the curve
Any help on how I can correct these issues and the best settings for "Support" in SF would be great.
Thanks
What I was trying to print...
A phone case with a curved back (please see "Case" image), the curve was very gentle and started about 5mm in from the edges.
My problems in the pictures attached...
The support started to far from the perimeter, it needed to start right next to it for the second layer to sit on and the curve to start forming
The support was too dense and hard to remove
The support printed to the same height as the model, even though it only needed to print to the height of the curve
Any help on how I can correct these issues and the best settings for "Support" in SF would be great.
Thanks
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
|
Re: Support settings in SF February 22, 2014 11:49AM |
Registered: 10 years ago Posts: 541 |
You have already learned that Base layers (integer): and Interface layers (integer): both need to be 0 to disable generation of the raft.
The Interface Infill Density (ratio): controls the density of the support material. The default value of 1.0 is probably too high for your needs.
The Support Gap over Perimeter Extrusion Width (ratio): defines the gap between the printed object and the support material. For a perimeter line width of 0.5mm, a value of 4.0 would give a gap of 2mm.
The Support Material Choice: setting lets you choose where to place support material e.g. Exterior Only, Empty Layers Only or Everywhere.
I cannot see any method of limiting the number of support layers. If you are providing support underneath an overhang then Skeinforge should calculate the number of layers for you. In your application, assuming you are printing your case open-side down, then setting the Support Material Choice to Empty Layers might be appropriate to support the interior of the case. I would guess that Infill Density should be as low as possible to ease removal e.g. 0.2 (or 20%). As for Support Gap over Perimeter Extrusion Width, this too would be quite small, maybe 1.0 or less.
EDIT: Corrected Support Flow Rate over Operating Flow Rate (ratio): to Interface Infill Density (ratio): and added some suggested values.
Regards,
Neil Darlow
Edited 1 time(s). Last edit at 02/23/2014 11:29AM by neildarlow.
I try to write with consideration for all nationalities. Please let me know if something is unclear.
Printing with Mendel90 from fedora 25 using Cura, FreeCAD, MeshLab, OpenSCAD, Skeinforge and Slic3r tools.
The Interface Infill Density (ratio): controls the density of the support material. The default value of 1.0 is probably too high for your needs.
The Support Gap over Perimeter Extrusion Width (ratio): defines the gap between the printed object and the support material. For a perimeter line width of 0.5mm, a value of 4.0 would give a gap of 2mm.
The Support Material Choice: setting lets you choose where to place support material e.g. Exterior Only, Empty Layers Only or Everywhere.
I cannot see any method of limiting the number of support layers. If you are providing support underneath an overhang then Skeinforge should calculate the number of layers for you. In your application, assuming you are printing your case open-side down, then setting the Support Material Choice to Empty Layers might be appropriate to support the interior of the case. I would guess that Infill Density should be as low as possible to ease removal e.g. 0.2 (or 20%). As for Support Gap over Perimeter Extrusion Width, this too would be quite small, maybe 1.0 or less.
EDIT: Corrected Support Flow Rate over Operating Flow Rate (ratio): to Interface Infill Density (ratio): and added some suggested values.
Regards,
Neil Darlow
Edited 1 time(s). Last edit at 02/23/2014 11:29AM by neildarlow.
I try to write with consideration for all nationalities. Please let me know if something is unclear.
Printing with Mendel90 from fedora 25 using Cura, FreeCAD, MeshLab, OpenSCAD, Skeinforge and Slic3r tools.
Sorry, only registered users may post in this forum.