Ledge problem
Posted by Rural
|
Ledge problem December 01, 2012 04:01PM |
Registered: 11 years ago Posts: 88 |
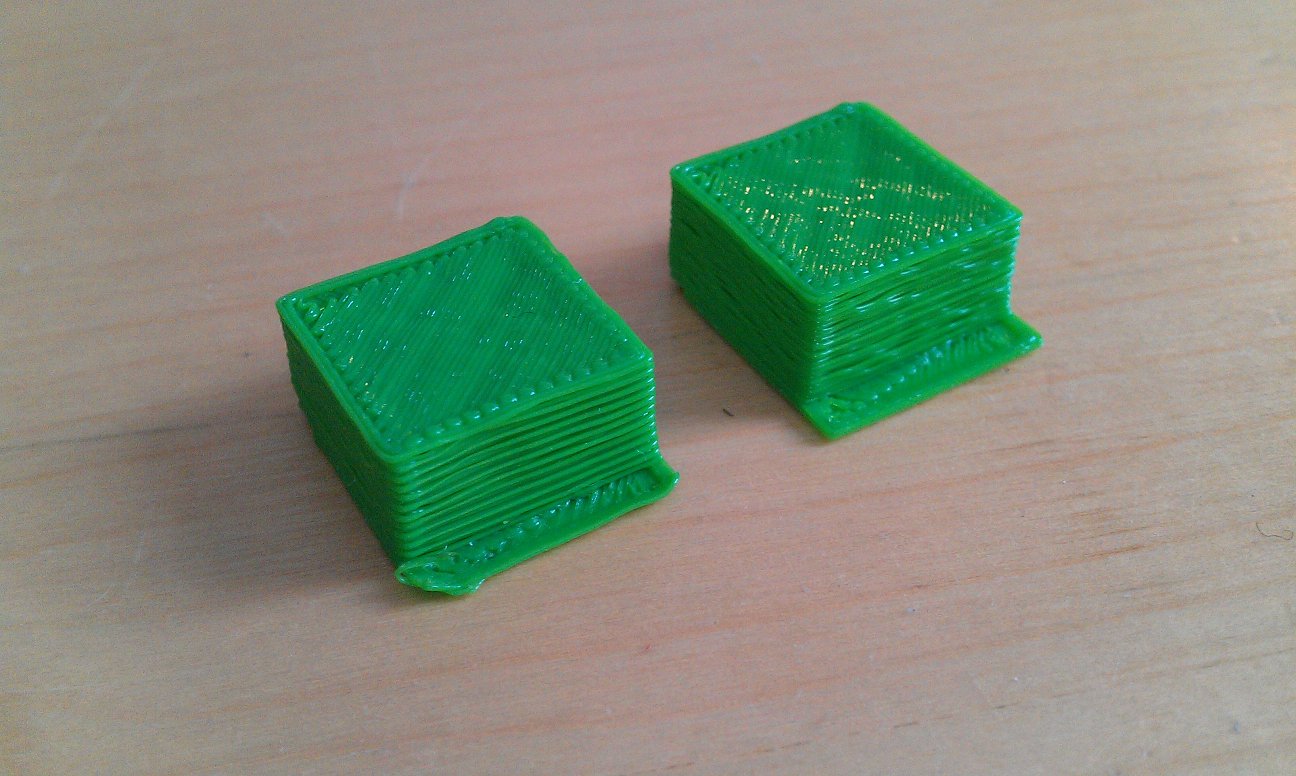
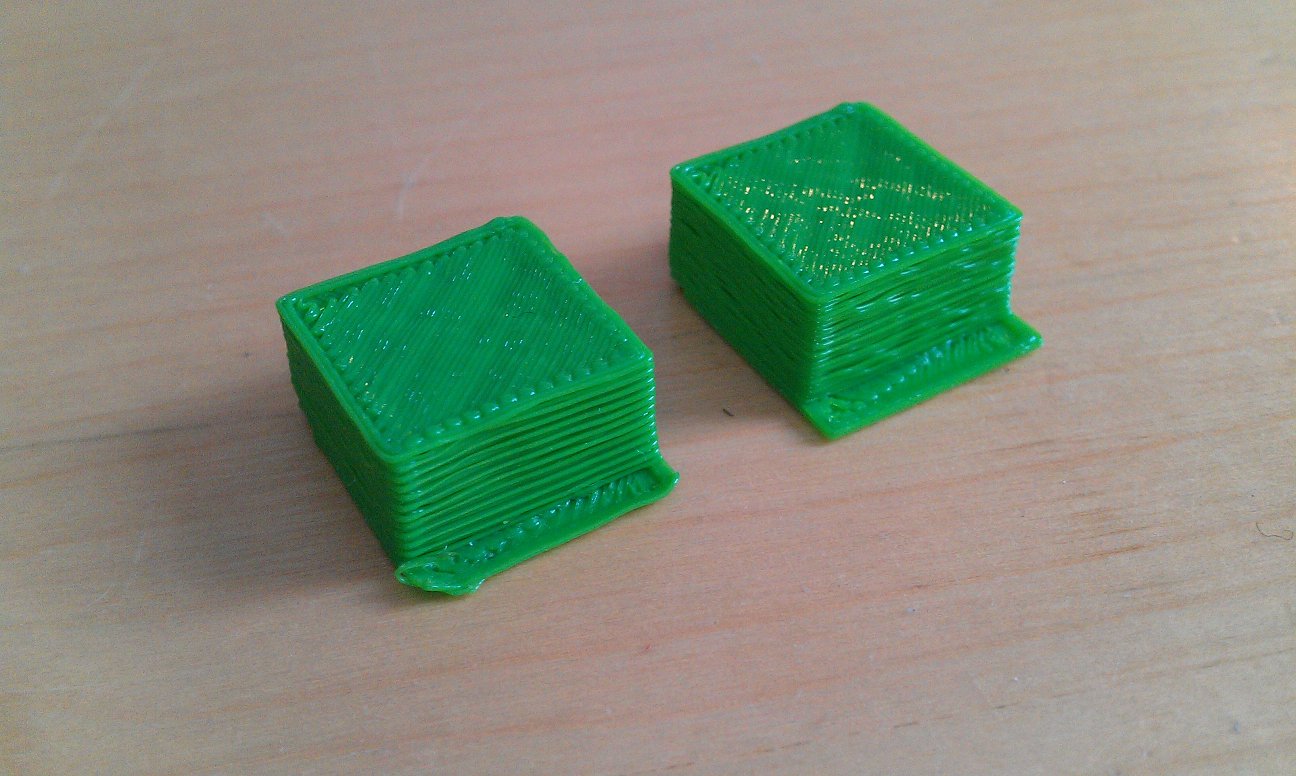
This one has me stumped. The two attached pictures do a better job describing the problem than I ever could.
After the first two layers, the print is offset about 3mm in Y. The offset happens gradually during the course of the third layer. You can see this in the print. The rest of the print won't have any issues in Y.
This is consistent on all prints. Strangely, turning on oozebane in Skeinforge (thanks for pioneering that Nop Head) seems to reduce the problem from 3 mm to about 1.5 mm.
Any ideas?
After the first two layers, the print is offset about 3mm in Y. The offset happens gradually during the course of the third layer. You can see this in the print. The rest of the print won't have any issues in Y.
This is consistent on all prints. Strangely, turning on oozebane in Skeinforge (thanks for pioneering that Nop Head) seems to reduce the problem from 3 mm to about 1.5 mm.
Any ideas?
{kind=link}
{kind=link}
{kind=link}
{kind=link}
|
Re: Ledge problem December 01, 2012 04:51PM |
|
Re: Ledge problem December 01, 2012 06:42PM |
Admin Registered: 17 years ago Posts: 7,879 |
What speed are you trying to print at?
You could try reducing the XY acceleration to 1500 but I can't see why the third layer would be special. Is the Y belt tight and running in the middle of the idler, i.e. not rubbing against the washer?
The print has several problems. It looks like the object is not cooling enough between layers. Have you got the fan running?
Maybe the plastic is not being stretched enough, what layer height are you using?
It also looks like the flow doesn't start quick enough. One corner of the infill doesn't seem to have enough plastic but the opposite corner looks to have plenty.
What did the android printed from the sample gcode look like? Did it look like the one in the manual?
[www.hydraraptor.blogspot.com]
You could try reducing the XY acceleration to 1500 but I can't see why the third layer would be special. Is the Y belt tight and running in the middle of the idler, i.e. not rubbing against the washer?
The print has several problems. It looks like the object is not cooling enough between layers. Have you got the fan running?
Maybe the plastic is not being stretched enough, what layer height are you using?
It also looks like the flow doesn't start quick enough. One corner of the infill doesn't seem to have enough plastic but the opposite corner looks to have plenty.
What did the android printed from the sample gcode look like? Did it look like the one in the manual?
[www.hydraraptor.blogspot.com]
|
Re: Ledge problem December 01, 2012 08:04PM |
Registered: 11 years ago Posts: 88 |
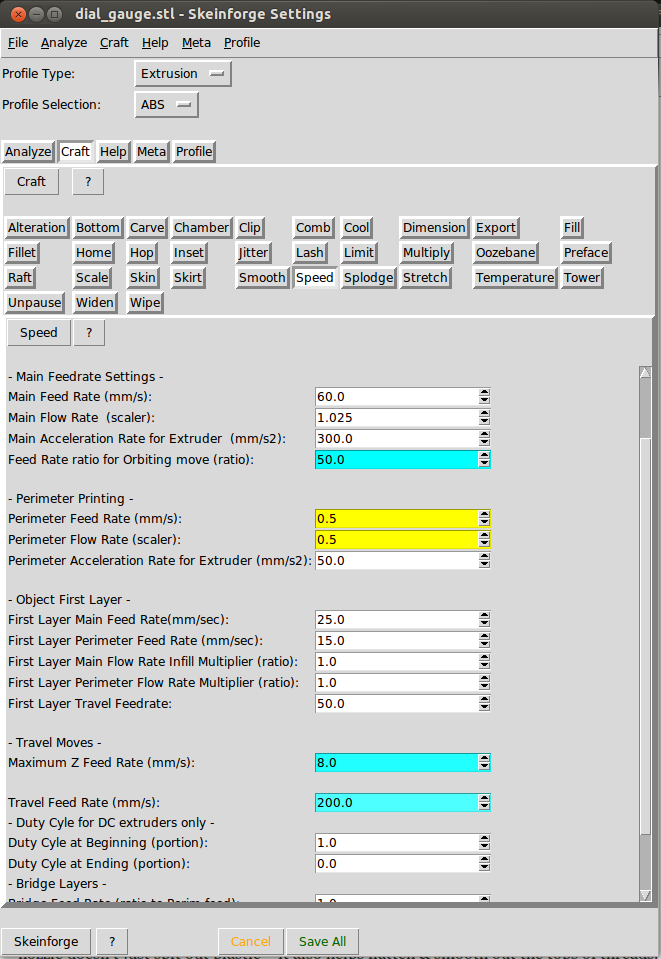
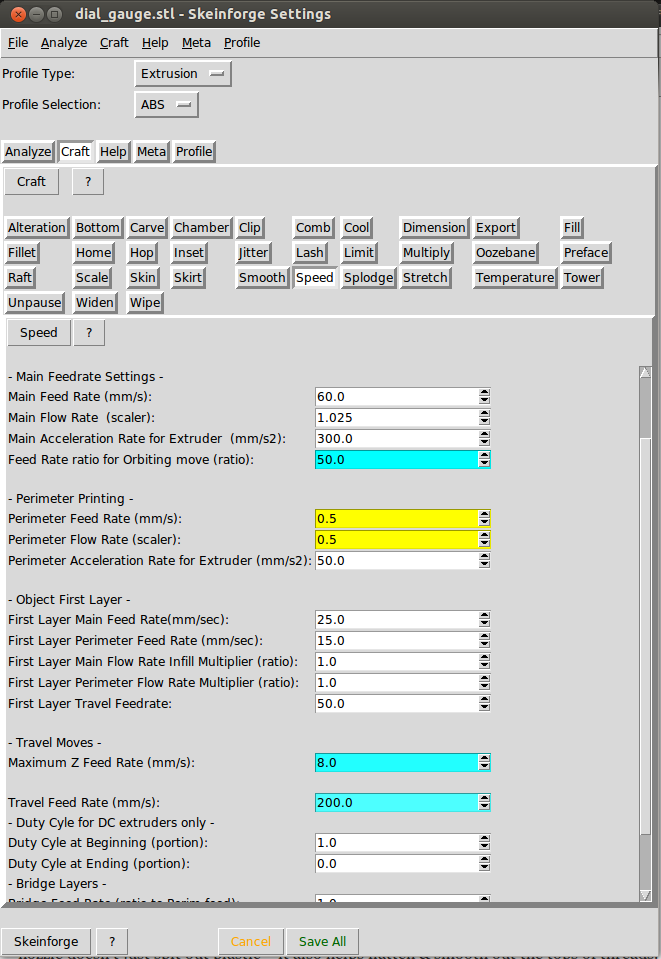
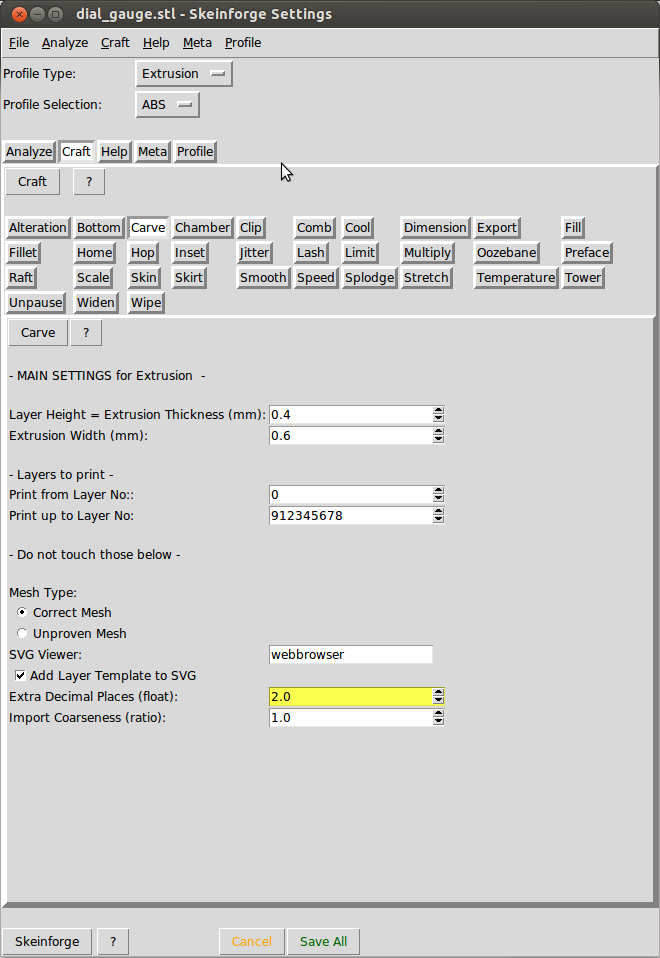
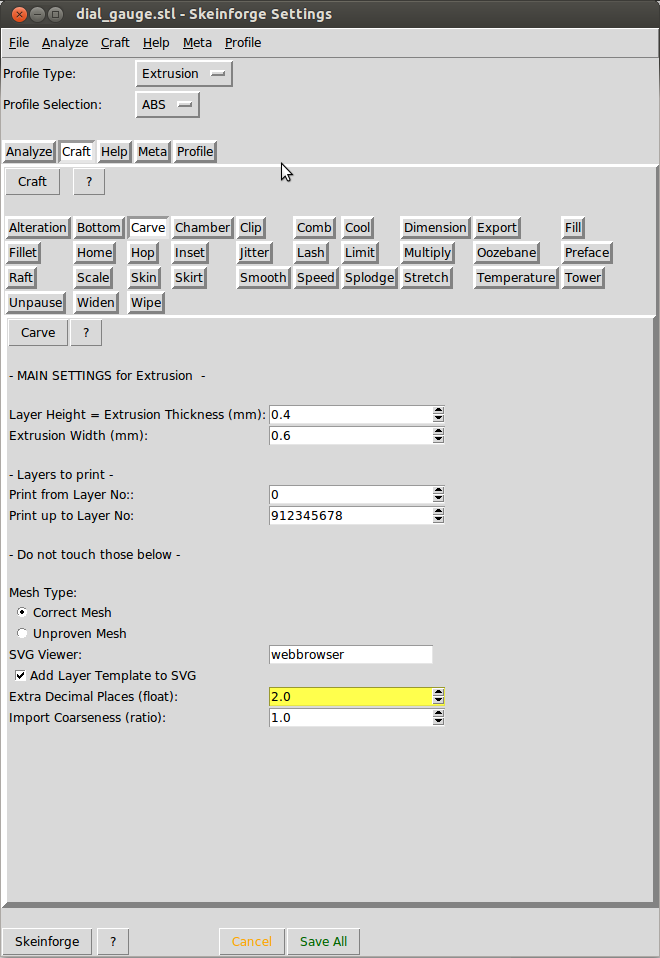
I've attached my Skeinforge settings for speed and carve. There are obvious differences between the android G-code and what I'm producing (ie. layer height of .3 versus .4 mm). I'll make some changes, do a couple prints, and attach some pictures.
{kind=link}
{kind=link}
{kind=link}
{kind=link}
|
Re: Ledge problem December 01, 2012 08:07PM |
Admin Registered: 17 years ago Posts: 7,879 |
Actually if the flow rate is too high then plastic accumulates and drags on the nozzle while it is making solid layers but gets respite during the sparse layers, That makes the third layer the worst for dragging on the nozzle.
The top solid layers look to be sunken in so they wont drag. That is either due to the plastic not being stretched enough (layer height too big) or the layers below still molten when it is deposited. Have you got cool enabled? That should slow it down on such a small object so that the layers take at least 20s if you use my settings.
[www.hydraraptor.blogspot.com]
The top solid layers look to be sunken in so they wont drag. That is either due to the plastic not being stretched enough (layer height too big) or the layers below still molten when it is deposited. Have you got cool enabled? That should slow it down on such a small object so that the layers take at least 20s if you use my settings.
[www.hydraraptor.blogspot.com]
|
Re: Ledge problem December 01, 2012 09:44PM |
Registered: 11 years ago Posts: 88 |
Using a layer height of 0.3mm makes a world of difference in the quality of the part. No sinking on top. Still getting the ledge.
In any case, I decided that the version of Skeinforge I'm running (installed vian an Ubuntu package) must be my issue and decided to run the one Nop Head included. Bingo! I guess the other version was old enough that it didn't understand much of the configuration and just used the Skeinforge defaults.
Using the included configuration and included version of Skeinforge, I sliced the STL for my half-cube and began a print on a PVA coated bed. It finished the first layer and...formed a ledge between the first, second, and third layers. The third layer and up all site over each other. Even so, the finished print is definitely an improvement over mine. See the pictures.
I also included a picture of an android printed right before the half-cube. It is worse than the first android printed on this printer (ie. it's first print). Really not sure why, but I'm printing off a dial gauge clamp to make sure the bed is perfectly level.
In any case, I decided that the version of Skeinforge I'm running (installed vian an Ubuntu package) must be my issue and decided to run the one Nop Head included. Bingo! I guess the other version was old enough that it didn't understand much of the configuration and just used the Skeinforge defaults.
Using the included configuration and included version of Skeinforge, I sliced the STL for my half-cube and began a print on a PVA coated bed. It finished the first layer and...formed a ledge between the first, second, and third layers. The third layer and up all site over each other. Even so, the finished print is definitely an improvement over mine. See the pictures.
I also included a picture of an android printed right before the half-cube. It is worse than the first android printed on this printer (ie. it's first print). Really not sure why, but I'm printing off a dial gauge clamp to make sure the bed is perfectly level.
|
Re: Ledge problem December 02, 2012 01:47AM |
Registered: 11 years ago Posts: 88 |
Guess I should include the pictures.
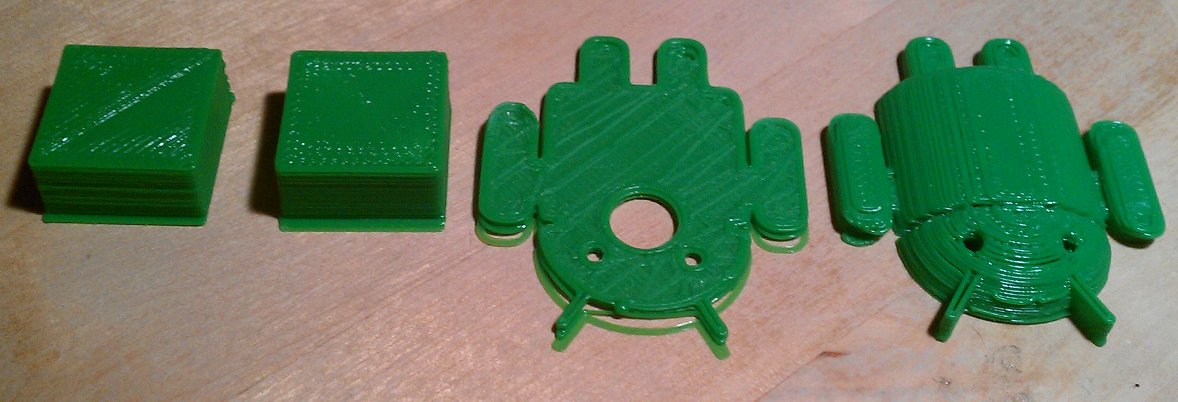
From left to right, my calibration object using my settings in Skeinforge, the same object sliced using Nop Heads settings (you can't see it well, but the quality is much better with everything "shiny"), a half-finished android (notice how dull the in-fill is), and finally a finished android (using Nop Head's G-code and printed after the nice calibration cube). The finished android definitely has some creep in the Y-direction for the first few layers, but it's not as much and not concentrate in the first layer or two as the others.
The unfinished android was printed right after accurately levelling the bed and setting the Z_HOME_POS. It was not on a PVA coated bed, but an Android printed earlier I watched the print carefully and it didn't seem like anything slipped. Rather it seemed like the perimeter of the first layer was printed offset to everything else, but I can't really be sure.
This wasn't happening two days ago. The only real change is that I dialed in E_STEPS_PER_MM. I'll definitely be checking that again tomorrow morning.
I'm baffled...but really happy that I now have the capability to produce useful objects that just require a bit of clean-up.
From left to right, my calibration object using my settings in Skeinforge, the same object sliced using Nop Heads settings (you can't see it well, but the quality is much better with everything "shiny"), a half-finished android (notice how dull the in-fill is), and finally a finished android (using Nop Head's G-code and printed after the nice calibration cube). The finished android definitely has some creep in the Y-direction for the first few layers, but it's not as much and not concentrate in the first layer or two as the others.
The unfinished android was printed right after accurately levelling the bed and setting the Z_HOME_POS. It was not on a PVA coated bed, but an Android printed earlier I watched the print carefully and it didn't seem like anything slipped. Rather it seemed like the perimeter of the first layer was printed offset to everything else, but I can't really be sure.
This wasn't happening two days ago. The only real change is that I dialed in E_STEPS_PER_MM. I'll definitely be checking that again tomorrow morning.
I'm baffled...but really happy that I now have the capability to produce useful objects that just require a bit of clean-up.
{kind=link}
{kind=link}
|
Re: Ledge problem December 02, 2012 11:42AM |
Registered: 11 years ago Posts: 88 |
nophead Wrote:
-------------------------------------------------------
> Actually if the flow rate is too high then plastic
> accumulates and drags on the nozzle while it is
> making solid layers but gets respite during the
> sparse layers, That makes the third layer the
> worst for dragging on the nozzle.
I'm just trying to understand this behaviour better. Wouldn't dragging on the nozzle always be in the direction of the nozzle shortly after? So any radius would be pulled towards its center. Correct?
On my half-finished android (which uses the settings included in the kit), nozzle drag seems to be an issue. It certainly seems like too much plastic is being extruded as the first layers have a dull look. The third layer (interrupted on the perimeter) looks better. The perimeter of the third layer seems to be where things are very wrong, but the problem is always in the same Y direction. Strangely, the holes for the eyes and "mouth" (seems like a hole to hang him on) don't exhibit this problem. I can't imagine what could cause this except for software or firmware, but I might lack imagination.
I just checked my E_STEPS_PER_MM again and it is really close (99.94mm when aiming at 100mm). My filament measures slightly smaller than expected at 2.82mm. The extruded filament measures around .38mm.
> The top solid layers look to be sunken in so they
> wont drag. That is either due to the plastic not
> being stretched enough (layer height too big) or
> the layers below still molten when it is
> deposited. Have you got cool enabled? That should
> slow it down on such a small object so that the
> layers take at least 20s if you use my settings.
The sunken top problem dissappeared when I dropped the layer height from .4 to .3. That problem is solved, but since using the latest version of Skeinforge, cool is enabled.
The only issues that remain are the nozzle drag on bottom layers and the ledge. Perhaps these are related. Looking at finished prints, the only visible issue is the ledge. Except for that, the machine is producing really beautiful prints.
Edited 1 time(s). Last edit at 12/02/2012 11:44AM by Rural.
-------------------------------------------------------
> Actually if the flow rate is too high then plastic
> accumulates and drags on the nozzle while it is
> making solid layers but gets respite during the
> sparse layers, That makes the third layer the
> worst for dragging on the nozzle.
I'm just trying to understand this behaviour better. Wouldn't dragging on the nozzle always be in the direction of the nozzle shortly after? So any radius would be pulled towards its center. Correct?
On my half-finished android (which uses the settings included in the kit), nozzle drag seems to be an issue. It certainly seems like too much plastic is being extruded as the first layers have a dull look. The third layer (interrupted on the perimeter) looks better. The perimeter of the third layer seems to be where things are very wrong, but the problem is always in the same Y direction. Strangely, the holes for the eyes and "mouth" (seems like a hole to hang him on) don't exhibit this problem. I can't imagine what could cause this except for software or firmware, but I might lack imagination.
I just checked my E_STEPS_PER_MM again and it is really close (99.94mm when aiming at 100mm). My filament measures slightly smaller than expected at 2.82mm. The extruded filament measures around .38mm.
> The top solid layers look to be sunken in so they
> wont drag. That is either due to the plastic not
> being stretched enough (layer height too big) or
> the layers below still molten when it is
> deposited. Have you got cool enabled? That should
> slow it down on such a small object so that the
> layers take at least 20s if you use my settings.
The sunken top problem dissappeared when I dropped the layer height from .4 to .3. That problem is solved, but since using the latest version of Skeinforge, cool is enabled.
The only issues that remain are the nozzle drag on bottom layers and the ledge. Perhaps these are related. Looking at finished prints, the only visible issue is the ledge. Except for that, the machine is producing really beautiful prints.
Edited 1 time(s). Last edit at 12/02/2012 11:44AM by Rural.
|
Re: Ledge problem December 02, 2012 12:54PM |
Registered: 11 years ago Posts: 76 |
|
Re: Ledge problem December 02, 2012 01:02PM |
Admin Registered: 17 years ago Posts: 7,879 |
It normally has to be very bad nozzle drag to stall the axis. Usually on a large object where the plastic gets fully hard before the nozzle returns to it. The bottom layers are where most force is used but I think there must be some other underlying problem.
It looks to me like the pulley is loose. With the motors energised try pushing on the Y carriage, it should be held firmly. Then try turning the pulley by hand. It should take a lot of torque to defeat the motor. Compare it with the X axis motor, they should be the same. If the torque is good and the pulley is not loose try moving the Y carriage my hand with the motor disabled. It should move freely with just some resistance from the motor.
Sometimes linear bearings can seize in one direction. If that is the case add some oil.
Edited 1 time(s). Last edit at 12/02/2012 01:02PM by nophead.
[www.hydraraptor.blogspot.com]
It looks to me like the pulley is loose. With the motors energised try pushing on the Y carriage, it should be held firmly. Then try turning the pulley by hand. It should take a lot of torque to defeat the motor. Compare it with the X axis motor, they should be the same. If the torque is good and the pulley is not loose try moving the Y carriage my hand with the motor disabled. It should move freely with just some resistance from the motor.
Sometimes linear bearings can seize in one direction. If that is the case add some oil.
Edited 1 time(s). Last edit at 12/02/2012 01:02PM by nophead.
[www.hydraraptor.blogspot.com]
|
Re: Ledge problem December 02, 2012 01:15PM |
Admin Registered: 17 years ago Posts: 7,879 |
Quote
Shiny vs Dull ....what's the significance of this?
Temperature makes a difference, I think it gets dull when too low. Also thinner layers, where the plastic is more smeared are less shiny.
[www.hydraraptor.blogspot.com]
|
Re: Ledge problem December 03, 2012 06:45PM |
Registered: 11 years ago Posts: 88 |
Nophead, you called it. My Y pulley was loose. I actually reached the same conclusion but your test made it obvious. Easy fix.
My first ledgeless print is finishing up now. Actually, there is a tiny ledge, but it goes the whole way around. That I can figure out.
Logrod, I was thinking of Nophead's second sentence. (His first is new to me, but a welcome bit of knowledge.) Where too much plastic was being extruded, the smeared surface was distinctly matte compared to where the amount of extruded plastic was closer to optimal. It's actually pretty obvious that the head was smearing the plastic. There is a distinct scalloping pattern
My first ledgeless print is finishing up now. Actually, there is a tiny ledge, but it goes the whole way around. That I can figure out.
Logrod, I was thinking of Nophead's second sentence. (His first is new to me, but a welcome bit of knowledge.) Where too much plastic was being extruded, the smeared surface was distinctly matte compared to where the amount of extruded plastic was closer to optimal. It's actually pretty obvious that the head was smearing the plastic. There is a distinct scalloping pattern
|
Re: Ledge problem December 05, 2012 09:20AM |
|
Re: Ledge problem December 05, 2012 11:13PM |
Registered: 12 years ago Posts: 156 |
nophead Wrote:
-------------------------------------------------------
> Temperature makes a difference, I think it gets
> dull when too low. Also thinner layers, where the
> plastic is more smeared are less shiny.
Low temp = matte, high temp = glossy, yeah. You can actually get interesting effects by modulating the temperature during print (somewhat similar to faux grain effect people do with the "wood" filament). Also, if you print with a low temp and keep your bed near the glass transition temperature, the first x layers will always end up being glossy and then transition off into matte.
-------------------------------------------------------
> Temperature makes a difference, I think it gets
> dull when too low. Also thinner layers, where the
> plastic is more smeared are less shiny.
Low temp = matte, high temp = glossy, yeah. You can actually get interesting effects by modulating the temperature during print (somewhat similar to faux grain effect people do with the "wood" filament). Also, if you print with a low temp and keep your bed near the glass transition temperature, the first x layers will always end up being glossy and then transition off into matte.
|
Re: Ledge problem December 07, 2012 01:08AM |
Registered: 11 years ago Posts: 88 |
Sorry, only registered users may post in this forum.