Cura settings for Mendel90
Posted by paf78
|
Cura settings for Mendel90 May 27, 2013 01:51PM |
Registered: 10 years ago Posts: 3 |
|
Re: Cura settings for Mendel90 June 01, 2013 08:54PM |
Registered: 10 years ago Posts: 1 |
Hi,
I had the same issues but eventually was able to configure it, and It runs fine
The main steps I needed to figure out are:
1- Run the "First Run Wizard" selecting "RepRap" as the printer type, and set:
2- Go to File->Preferences and input the correct Steps per E that you calculated in the calibration phase in arduino firmware (This is important as Cura's default value is for Ultimaker hardware, which is quite different and too large!!)
In my case this is 534.948
Make sure the other parameters in this dialog are correct, like the USB port and other stuff...
3- Change the Extruder Configuration for Relative Mode, as this is Mendel90 default configuration, whereas Cura defaults to Absolute mode
You must locate the settings file , which in my case (Mac Os X version) is:
Cura.app/Contents/Resources/Cura/slice/cura_sf/fabmetheus_utilities/settings.py
And change the following 2 lines from:
to:
4- This step is optional, and changes the start gcode from Cura's default to a similar method to the one that nophead uses, which I like better.
If you don't do this, each job will start by heating the extruder right on the corner of the printer bed, and will drop filament on top of the screw, outside of the glass, which is messy.
I did a more or less merge of both versions and my result is as follows. (It works reasonably well)
Go to the Start/End-Gcode tab and replace the start.gcode commands that are there with:
And replace the end.gcode with:
5- (Still TO DO) How to print from SD card
Printing from SD Card in Pronterface appears to be broken (doesn't work) in the current Mac version (Printrun-Mac-experimental-28May2013)
and I haven't yet found how to run it from Cura...
Maybe I need to try repetier host ?...
If you're on Windows maybe this is not a problem at all
Anyway, I hope this walkthrough helps.
----------
EcoOak
I had the same issues but eventually was able to configure it, and It runs fine
The main steps I needed to figure out are:
1- Run the "First Run Wizard" selecting "RepRap" as the printer type, and set:
Machine width (mm) -> 200
Machine depth (mm) -> 200
Machine height (mm) -> 200
Nozzle Size (mm) -> 0.4
Heated Bed -> yes
Bed Center is 0,0,0 (RoStock) -> yes
2- Go to File->Preferences and input the correct Steps per E that you calculated in the calibration phase in arduino firmware (This is important as Cura's default value is for Ultimaker hardware, which is quite different and too large!!)
In my case this is 534.948
Make sure the other parameters in this dialog are correct, like the USB port and other stuff...
3- Change the Extruder Configuration for Relative Mode, as this is Mendel90 default configuration, whereas Cura defaults to Absolute mode
You must locate the settings file , which in my case (Mac Os X version) is:
Cura.app/Contents/Resources/Cura/slice/cura_sf/fabmetheus_utilities/settings.py
And change the following 2 lines from:
Absolute_Extrusion_Distance': "True",
Relative_Extrusion_Distance': "False",
to:
Absolute_Extrusion_Distance': "False",
Relative_Extrusion_Distance': "True",
4- This step is optional, and changes the start gcode from Cura's default to a similar method to the one that nophead uses, which I like better.
If you don't do this, each job will start by heating the extruder right on the corner of the printer bed, and will drop filament on top of the screw, outside of the glass, which is messy.
I did a more or less merge of both versions and my result is as follows. (It works reasonably well)
Go to the Start/End-Gcode tab and replace the start.gcode commands that are there with:
G21 ;metric values
G90 ;absolute positioning
M107 ;start with the fan off
M83
G28
G1 X5 Y98 F9000
G1 Z0.05
M109 S{print_temperature}
G92 E0
G1 E2 F50
G1 E-1.5 F1200
G1 X40 F4000
G1 Z0.3
G1 X-43.305 Y-10.104 Z0.3 F12000.0
G1 F1200.0
G1 E1.5
G1 F{travel_speed}
M117 Printing...
And replace the end.gcode with:
M104 S0 M140 S0 G1 X-100 Y100 F9000 G1 Z200 M84
5- (Still TO DO) How to print from SD card
Printing from SD Card in Pronterface appears to be broken (doesn't work) in the current Mac version (Printrun-Mac-experimental-28May2013)
and I haven't yet found how to run it from Cura...
Maybe I need to try repetier host ?...
If you're on Windows maybe this is not a problem at all
Anyway, I hope this walkthrough helps.
----------
EcoOak
|
Re: Cura settings for Mendel90 June 05, 2013 03:54PM |
Registered: 10 years ago Posts: 41 |
I am just playing with new beta of CURA (13.05.1)... and cannot get it to work...
I am assuming that E-steps setting is the same, althought (in file-preferences) it is now named "E-Steps per 1mm filament"... is this still 507 (calculated from my numbers?)
But, when i try to change Extruder Configuration for Relative Mode, this setting.py is nowhere to find... After I spoke to some of the guys at irc... they told me this CURA is using new slicing mechanism, and setting.py is gone...
So... what to do now? Advice I got was - put M82 to gcode.start... switching printer to absolute extrusion mode... Anyone tried this? Will it work? I think nophead warned against it ... ?
EDIT: the M82 did the trick... printer now prints cura's gcode... only compaint i have - for infill cura produces very fine zig-zag movements... and mendel90 is vibrting like crazy when printing it... i set infill speed in cura to only 30mm/s - so its a BIT better - but still loud vibrations... is this bad for printer? (video: vibrating
thanks,
Jaka
Edited 2 time(s). Last edit at 06/05/2013 05:33PM by weirdgod.
I am assuming that E-steps setting is the same, althought (in file-preferences) it is now named "E-Steps per 1mm filament"... is this still 507 (calculated from my numbers?)
But, when i try to change Extruder Configuration for Relative Mode, this setting.py is nowhere to find... After I spoke to some of the guys at irc... they told me this CURA is using new slicing mechanism, and setting.py is gone...
So... what to do now? Advice I got was - put M82 to gcode.start... switching printer to absolute extrusion mode... Anyone tried this? Will it work? I think nophead warned against it ... ?
EDIT: the M82 did the trick... printer now prints cura's gcode... only compaint i have - for infill cura produces very fine zig-zag movements... and mendel90 is vibrting like crazy when printing it... i set infill speed in cura to only 30mm/s - so its a BIT better - but still loud vibrations... is this bad for printer? (video: vibrating
thanks,
Jaka
Edited 2 time(s). Last edit at 06/05/2013 05:33PM by weirdgod.
|
Re: Cura settings for Mendel90 June 05, 2013 06:18PM |
Admin Registered: 17 years ago Posts: 7,879 |
I don't think it will do any harm but it might skip steps. If you reduce the acceleration in the firmware from 4000 to 2000 it might tame it.
[www.hydraraptor.blogspot.com]
[www.hydraraptor.blogspot.com]
|
Re: Cura settings for Mendel90 June 06, 2013 02:04AM |
Registered: 10 years ago Posts: 41 |
which of these?
#define DEFAULT_MAX_ACCELERATION {4000,4000,150,5000} // X, Y, Z, E maximum start speed for accelerated moves. E default values are good for skeinforge 40+, for older versions raise them a lot.
#define DEFAULT_ACCELERATION 4000 // X, Y, Z and E max acceleration in mm/s^2 for printing moves
#define DEFAULT_RETRACT_ACCELERATION 5000 // X, Y, Z and E max acceleration in mm/s^2 for r retracts
is it enough to change only the middle one?
#define DEFAULT_MAX_ACCELERATION {4000,4000,150,5000} // X, Y, Z, E maximum start speed for accelerated moves. E default values are good for skeinforge 40+, for older versions raise them a lot.
#define DEFAULT_ACCELERATION 4000 // X, Y, Z and E max acceleration in mm/s^2 for printing moves
#define DEFAULT_RETRACT_ACCELERATION 5000 // X, Y, Z and E max acceleration in mm/s^2 for r retracts
is it enough to change only the middle one?
|
Re: Cura settings for Mendel90 June 06, 2013 04:04AM |
Admin Registered: 17 years ago Posts: 7,879 |
I change all of the 4000s in those lines as Comb also does rapid zigzag moves while not extruding.
[www.hydraraptor.blogspot.com]
[www.hydraraptor.blogspot.com]
|
Re: Cura settings for Mendel90 June 15, 2013 02:51AM |
Registered: 10 years ago Posts: 67 |
Can I use in Slic3r the same Start/End-Gcode that ecooak wrote here?
ecooak Wrote:
> Go to the Start/End-Gcode tab and replace the
> start.gcode commands that are there with:
>
>
> G21 ;metric values
> G90 ;absolute positioning
> M107 ;start with the fan off
> M83
> G28
> G1 X5 Y98 F9000
> G1 Z0.05
> M109 S{print_temperature}
> G92 E0
> G1 E2 F50
> G1 E-1.5 F1200
> G1 X40 F4000
> G1 Z0.3
> G1 X-43.305 Y-10.104 Z0.3 F12000.0
> G1 F1200.0
> G1 E1.5
> G1 F{travel_speed}
> M117 Printing...
>
>
> And replace the end.gcode with:
>
>
> M104 S0
> M140 S0
> G1 X-100 Y100 F9000
> G1 Z200
> M84
ecooak Wrote:
> Go to the Start/End-Gcode tab and replace the
> start.gcode commands that are there with:
>
>
> G21 ;metric values
> G90 ;absolute positioning
> M107 ;start with the fan off
> M83
> G28
> G1 X5 Y98 F9000
> G1 Z0.05
> M109 S{print_temperature}
> G92 E0
> G1 E2 F50
> G1 E-1.5 F1200
> G1 X40 F4000
> G1 Z0.3
> G1 X-43.305 Y-10.104 Z0.3 F12000.0
> G1 F1200.0
> G1 E1.5
> G1 F{travel_speed}
> M117 Printing...
>
>
> And replace the end.gcode with:
>
>
> M104 S0
> M140 S0
> G1 X-100 Y100 F9000
> G1 Z200
> M84
|
Re: Cura settings for Mendel90 July 09, 2013 06:45PM |
Registered: 10 years ago Posts: 1 |
|
Re: Cura settings for Mendel90 August 03, 2013 01:51AM |
Registered: 11 years ago Posts: 250 |
I just installed Cura to try on my Mendel90.
I can not find the settings.py file? I've been through the entire directory!
Windows 7 64bit.
Help?! lol
--------------------------------------------------------
Custom all metal CoreXY
- Duet 2 Wifi w/ PanelDue 7i
- 330mm x 360mm x 500mm
- 750w Silicon heater
Custom Mendel90
(Backup printer - Old reliable!) - Sold
I can not find the settings.py file? I've been through the entire directory!
Windows 7 64bit.
Help?! lol
Quote
You must locate the settings file , which in my case (Mac Os X version) is:
Cura.app/Contents/Resources/Cura/slice/cura_sf/fabmetheus_utilities/settings.py
--------------------------------------------------------
Custom all metal CoreXY
- Duet 2 Wifi w/ PanelDue 7i
- 330mm x 360mm x 500mm
- 750w Silicon heater
Custom Mendel90
(Backup printer - Old reliable!) - Sold
|
Re: Cura settings for Mendel90 August 03, 2013 02:18AM |
Registered: 12 years ago Posts: 122 |
The latest version of Cura (13.6.4) has a completely new engine. It doesn't use skeinforge code any more which is why the settings folder has gone.
This effectively prevents any machine that uses relative extrusions distances (the only sensible option, in my opinion) from using Cura.
Your options are:
Edited 1 time(s). Last edit at 08/03/2013 02:20AM by richgain.
This effectively prevents any machine that uses relative extrusions distances (the only sensible option, in my opinion) from using Cura.
Your options are:
- 1. Request Relative E as a new option - I have done this.
2. Download and install an older version of Cura (13.3?)
3. Change your firmware to use Absolute E (and throw away all your old gcode files)
4. Forget about using Cura
Edited 1 time(s). Last edit at 08/03/2013 02:20AM by richgain.
|
Re: Cura settings for Mendel90 August 03, 2013 05:26AM |
Registered: 12 years ago Posts: 212 |
FWIW, I am using V13.03 of CURA with my stock + Panelolou2 Dibond Mendel90 and it works just fine with the changes referred to for relative extrusion. It is a real pity that this has not been taken forward with later versions of CURA as the package is very well thought out and much easier to manage than SF which is still the one I use 99% of the time.
Alan
Alan
|
Re: Cura settings for Mendel90 August 03, 2013 05:44AM |
Admin Registered: 17 years ago Posts: 7,879 |
Can't you simply add M82 to start.gcode?
Edited 1 time(s). Last edit at 08/03/2013 07:14AM by nophead.
[www.hydraraptor.blogspot.com]
Edited 1 time(s). Last edit at 08/03/2013 07:14AM by nophead.
[www.hydraraptor.blogspot.com]
|
Re: Cura settings for Mendel90 August 03, 2013 09:04AM |
Admin Registered: 17 years ago Posts: 7,879 |
M82 works. I am printing gcode generated from it now, but it seems very buggy.
[www.hydraraptor.blogspot.com]
[www.hydraraptor.blogspot.com]
|
Re: Cura settings for Mendel90 August 03, 2013 10:06AM |
Registered: 12 years ago Posts: 122 |
|
Re: Cura settings for Mendel90 August 04, 2013 05:39PM |
Admin Registered: 17 years ago Posts: 7,879 |
Yes it prints fine with M82 but you of course lose the advantages of relative E. I.e. ability to pause mid print and change the filament, or splice together bits of g-code.
Edited 1 time(s). Last edit at 08/04/2013 05:39PM by nophead.
[www.hydraraptor.blogspot.com]
Edited 1 time(s). Last edit at 08/04/2013 05:39PM by nophead.
[www.hydraraptor.blogspot.com]
|
Re: Cura settings for Mendel90 November 29, 2014 08:35AM |
Registered: 9 years ago Posts: 89 |
Hello everyone,
Could someone provide an config file for the current version of cura? I figured out some things that need a change but I dont know how to include the ooze free restart to current version as there still seems no switch to configure cura to provice code with relative e.
I found a config at [wiki.imal.org] but these settings look outdated as cura 14.09 behave wrong, the retraction is working way to fast while the rest seems okay at least to me. The first layer is printed to high but maybe I can correct that as I take a closer look at the g-code.
Thanks,
Ingo
Could someone provide an config file for the current version of cura? I figured out some things that need a change but I dont know how to include the ooze free restart to current version as there still seems no switch to configure cura to provice code with relative e.
I found a config at [wiki.imal.org] but these settings look outdated as cura 14.09 behave wrong, the retraction is working way to fast while the rest seems okay at least to me. The first layer is printed to high but maybe I can correct that as I take a closer look at the g-code.
Thanks,
Ingo
|
Re: Cura settings for Mendel90 November 29, 2014 10:50AM |
Registered: 10 years ago Posts: 541 |
Hi,
Here are my version of nophead's standard start and end GCode adapted for Cura 14.09. Bed fan control is included in end.gcode but needs to be uncommented to enable.
start.gcode:
Regards,
Neil Darlow
I try to write with consideration for all nationalities. Please let me know if something is unclear.
Printing with Mendel90 from fedora 25 using Cura, FreeCAD, MeshLab, OpenSCAD, Skeinforge and Slic3r tools.
Here are my version of nophead's standard start and end GCode adapted for Cura 14.09. Bed fan control is included in end.gcode but needs to be uncommented to enable.
start.gcode:
;Sliced at: {day} {date} {time}
;Basic settings: Layer height: {layer_height} Walls: {wall_thickness} Fill: {fill_density}
;Print time: {print_time}
;Filament used: {filament_amount}m {filament_weight}g
;Filament cost: {filament_cost}
G21 ; metric values
G90 ; absolute positioning
M83 ; set extruder to relative mode
G92 E0 ; zero the extruded length
M107 ; start with the fan off
G28 ; home all axes
G1 X0 Y98 F6000 ; go to the middle of the front
G1 Z0.05 ; close to the bed
M104 S{print_temperature} ; set extruder temp
M190 S{print_bed_temperature} ; set bed temp & wait
M109 S{print_temperature} ; wait for extruder temp
G1 X50 E5 F200 ; make a thick line to prime extruder
G1 E-1 F1200 ; retract a little
G1 Z0.3 ; lift Z
M82 ; set extruder to absolute mode
G92 E0 ; zero the extruded length again
end.gcode:
;End GCode
M104 S0 ; turn off extruder
M140 S0 ; bed off
M107 ; carriage fan off
M83 ; set extruder to relative mode
G92 E0 ; zero the extruded length
G1 E-1 F1200 ; extra retract
;G1 X-100 Y100 F6000 ; go to back
;M42 P28 S255 ; bed fan on
G1 Z200 X-100 F6000 ; go to top
;G4 P300000
;M42 P28 S0 ; bed fan off
G1 Y-100 ; bed to front
M84 ; disable motors
;{profile_string}
Regards,
Neil Darlow
I try to write with consideration for all nationalities. Please let me know if something is unclear.
Printing with Mendel90 from fedora 25 using Cura, FreeCAD, MeshLab, OpenSCAD, Skeinforge and Slic3r tools.
|
Re: Cura settings for Mendel90 November 30, 2014 07:18AM |
Registered: 9 years ago Posts: 89 |
Thanks Neil, its working right away with excellent results. The dimensional accuracy of cura seems to be a weak point but the infill on small parts like gears is something I wish for skeinforge. Just produce lines that follow the perimeter when a normal infill pattern shakes the printhead to dead and will destory the object while printing.
Ingo
Ingo

|
Re: Cura settings for Mendel90 November 30, 2014 07:37AM |
Registered: 10 years ago Posts: 541 |
Hi,
You can produce good infill with Skeinforge although it takes a little practice to assess the required density and orientation. I have printed the Wade's gear set using Skeinforge to slice it.
For your spring objects, try and make them a multiple of the printed line width (I use 0.5mm) and avoid gaps which might cause Skeinforge to produce zig-zag infill. Although, if your bed adhesion is good, that really is not a problem.
Regards,
Neil Darlow
I try to write with consideration for all nationalities. Please let me know if something is unclear.
Printing with Mendel90 from fedora 25 using Cura, FreeCAD, MeshLab, OpenSCAD, Skeinforge and Slic3r tools.
You can produce good infill with Skeinforge although it takes a little practice to assess the required density and orientation. I have printed the Wade's gear set using Skeinforge to slice it.
For your spring objects, try and make them a multiple of the printed line width (I use 0.5mm) and avoid gaps which might cause Skeinforge to produce zig-zag infill. Although, if your bed adhesion is good, that really is not a problem.
Regards,
Neil Darlow
I try to write with consideration for all nationalities. Please let me know if something is unclear.
Printing with Mendel90 from fedora 25 using Cura, FreeCAD, MeshLab, OpenSCAD, Skeinforge and Slic3r tools.
|
Re: Cura settings for Mendel90 November 30, 2014 09:39AM |
Admin Registered: 17 years ago Posts: 7,879 |
Also I think there is something wrong with your printer or settings if it can't print anything Skeinforge throws at it. Perhaps the belts are loose or the speed or acceleration set too high, or not enough USB bandwidth. I print everything at 50mm/s with acceleration set to 2000 and don't get problems like that. It simply slows down on fine zigzags due to the acceleration limit.
[www.hydraraptor.blogspot.com]
[www.hydraraptor.blogspot.com]
|
Re: Cura settings for Mendel90 November 30, 2014 02:24PM |
Registered: 9 years ago Posts: 89 |
I can play a low note on both belts and dont get any ghosting/echo effects around holes or prints.
My laptop cannot provide enough USB Speed, I print everything from SD Card and only use the laptop for selecting files via Pronterface.
I did not touch any paramter from the provided PLA 0.2 profile as well the Melzi firmware. Feed Rate is at 50mm/s and Acceleration at 2000 but I can run a diff on the files maybe I did touch something by accident.
The perimeters print okay but the violent shake seems a littlebit to much for the mechanic to follow so the head swings over the perimeters.
My laptop cannot provide enough USB Speed, I print everything from SD Card and only use the laptop for selecting files via Pronterface.
I did not touch any paramter from the provided PLA 0.2 profile as well the Melzi firmware. Feed Rate is at 50mm/s and Acceleration at 2000 but I can run a diff on the files maybe I did touch something by accident.
The perimeters print okay but the violent shake seems a littlebit to much for the mechanic to follow so the head swings over the perimeters.
|
Re: Cura settings for Mendel90 November 30, 2014 02:54PM |
Admin Registered: 17 years ago Posts: 7,879 |
Please post the gcode and I will try it here. I have never had my machine do that.
[www.hydraraptor.blogspot.com]
[www.hydraraptor.blogspot.com]
|
Re: Cura settings for Mendel90 November 30, 2014 04:47PM |
Registered: 9 years ago Posts: 89 |
I am printing 3D printed mechanical Clock with Anchor Escapement as a present for my dad. Most of the parts are done, two need modifications but the spring was the hardest part which introduced to much shaking.
Ingo
Ingo
|
Re: Cura settings for Mendel90 December 07, 2014 06:21AM |
Registered: 10 years ago Posts: 68 |
Hello,
I just tried Cura 14.09 with the settings provided in this thread, by ecooak and Neil Darlow.
Thanks! I works!
I would be good if nophead could put the "latest cura settings" on his blog or somwhere easy to find, where it could be maintained.
I think many mendel90 users would benefit and could also contribute.
(Even if cura is inaccurate for layer height 0.3, it is *way* faster than skeinforge, which takes almost as long as the print itself, sometimes, and has a hopeless user interface, where you cant avoid saving the configuration without even knowing it... I save all the SF config tree in a tar ball to protect it from itself ;-) Maybe one should even have a git repo for it? sorry for this off-topic parenthesis)
I tried a small print, and there is some "stringing". Some very thin strings from where the retracts have been made.
Could it be wrong temp or wrong retract settings? Unfortunately I dont have a camera that can catch these thin strings.
I have just changed from the green filament included with the kit, to esun black PLA, 2.92 mm. I think I followed all the steps, to adjust E_STEPS_PER_MM, both in firmware and Cura. It worked well in skeinforge, no strings there. I think both SF and Cura have retract speed 40 mm/s, but Cura now has retract distance 4.5 mm and SF I think has 1 mm. But I have difficulties navigating in the SF settings, so I dont really know.
The temp is still 185 degrees. Maybe this should be changed?
But the stringing may be an indication that the temp is too high?
Any advice?
BR,
David
I just tried Cura 14.09 with the settings provided in this thread, by ecooak and Neil Darlow.
Thanks! I works!
I would be good if nophead could put the "latest cura settings" on his blog or somwhere easy to find, where it could be maintained.
I think many mendel90 users would benefit and could also contribute.
(Even if cura is inaccurate for layer height 0.3, it is *way* faster than skeinforge, which takes almost as long as the print itself, sometimes, and has a hopeless user interface, where you cant avoid saving the configuration without even knowing it... I save all the SF config tree in a tar ball to protect it from itself ;-) Maybe one should even have a git repo for it? sorry for this off-topic parenthesis)
I tried a small print, and there is some "stringing". Some very thin strings from where the retracts have been made.
Could it be wrong temp or wrong retract settings? Unfortunately I dont have a camera that can catch these thin strings.
I have just changed from the green filament included with the kit, to esun black PLA, 2.92 mm. I think I followed all the steps, to adjust E_STEPS_PER_MM, both in firmware and Cura. It worked well in skeinforge, no strings there. I think both SF and Cura have retract speed 40 mm/s, but Cura now has retract distance 4.5 mm and SF I think has 1 mm. But I have difficulties navigating in the SF settings, so I dont really know.
The temp is still 185 degrees. Maybe this should be changed?
But the stringing may be an indication that the temp is too high?
Any advice?
BR,
David
|
Re: Cura settings for Mendel90 December 07, 2014 09:18AM |
Admin Registered: 17 years ago Posts: 7,879 |
I think Cura sometimes misses out the retracts because it is aimed at Bowden machines that don't retract well. For that reason and the fact it doesn't get dimensions accurate I don't use it.
Also Cura and Slic3r are continually changing so I can't support them as I simply don't have time to test each new version. Skienforge never changes so there is no on going work involved to support it.
[www.hydraraptor.blogspot.com]
Also Cura and Slic3r are continually changing so I can't support them as I simply don't have time to test each new version. Skienforge never changes so there is no on going work involved to support it.
[www.hydraraptor.blogspot.com]
|
Re: Cura settings for Mendel90 December 07, 2014 09:39AM |
Registered: 10 years ago Posts: 68 |
Thanks, I understand.
I just tried some prints of the same model with Cura and SF, and SF gives much better result, no stringing.
This may be because of my lacking configuration skills.
But I can actually see that even the Cura sliced object does retracts during the print.
There should really be a fast slicer for repraps, not written in python.
If I get time, knowlegde and energy, I will write one in Haskell :-)
I think the user interface, the printer specific config, and the slicer engine should be separated.
There should be an engine that should be shared between various projects. After all, its just a compiler.
BR,
David
Edited 1 time(s). Last edit at 12/07/2014 09:45AM by dawa.
I just tried some prints of the same model with Cura and SF, and SF gives much better result, no stringing.
This may be because of my lacking configuration skills.
But I can actually see that even the Cura sliced object does retracts during the print.
There should really be a fast slicer for repraps, not written in python.
If I get time, knowlegde and energy, I will write one in Haskell :-)
I think the user interface, the printer specific config, and the slicer engine should be separated.
There should be an engine that should be shared between various projects. After all, its just a compiler.
BR,
David
Edited 1 time(s). Last edit at 12/07/2014 09:45AM by dawa.
|
Re: Cura settings for Mendel90 December 07, 2014 11:28AM |
Admin Registered: 17 years ago Posts: 7,879 |
Actually Github provides a Wiki with each project so maybe user contributions could go there: [github.com]. I am not sure if anybody with a github account can edit it or just named contributors. Perhaps somebody can try editing it.
The retract options for SF are on the Dimension tab.
Cura already has a separate engine / GUI structure. The engine is a separate GitHub project.
[www.hydraraptor.blogspot.com]
The retract options for SF are on the Dimension tab.
Cura already has a separate engine / GUI structure. The engine is a separate GitHub project.
[www.hydraraptor.blogspot.com]
|
Re: Cura settings for Mendel90 December 07, 2014 02:05PM |
Registered: 9 years ago Posts: 89 |
David,
maybe you forgot to switch on retract? I have activated retract on the basic page and and the speed on the advanced tab is set to 35mm/s and retract distance 0.5mm. The result is fine but yes, the dimensions are not the way they should be but for this project I go with the power drill to get the dimensions right.
Ingo
maybe you forgot to switch on retract? I have activated retract on the basic page and and the speed on the advanced tab is set to 35mm/s and retract distance 0.5mm. The result is fine but yes, the dimensions are not the way they should be but for this project I go with the power drill to get the dimensions right.

Ingo
|
Re: Cura settings for Mendel90 December 07, 2014 02:39PM |
Registered: 10 years ago Posts: 68 |
Looks nice!
I had retract on, and I looked at the layer visualization, and I could see the retract lines.
I also saw the extruder going backwards during the print, which should correspond to retracts.
Probably the wrong values somewhere.
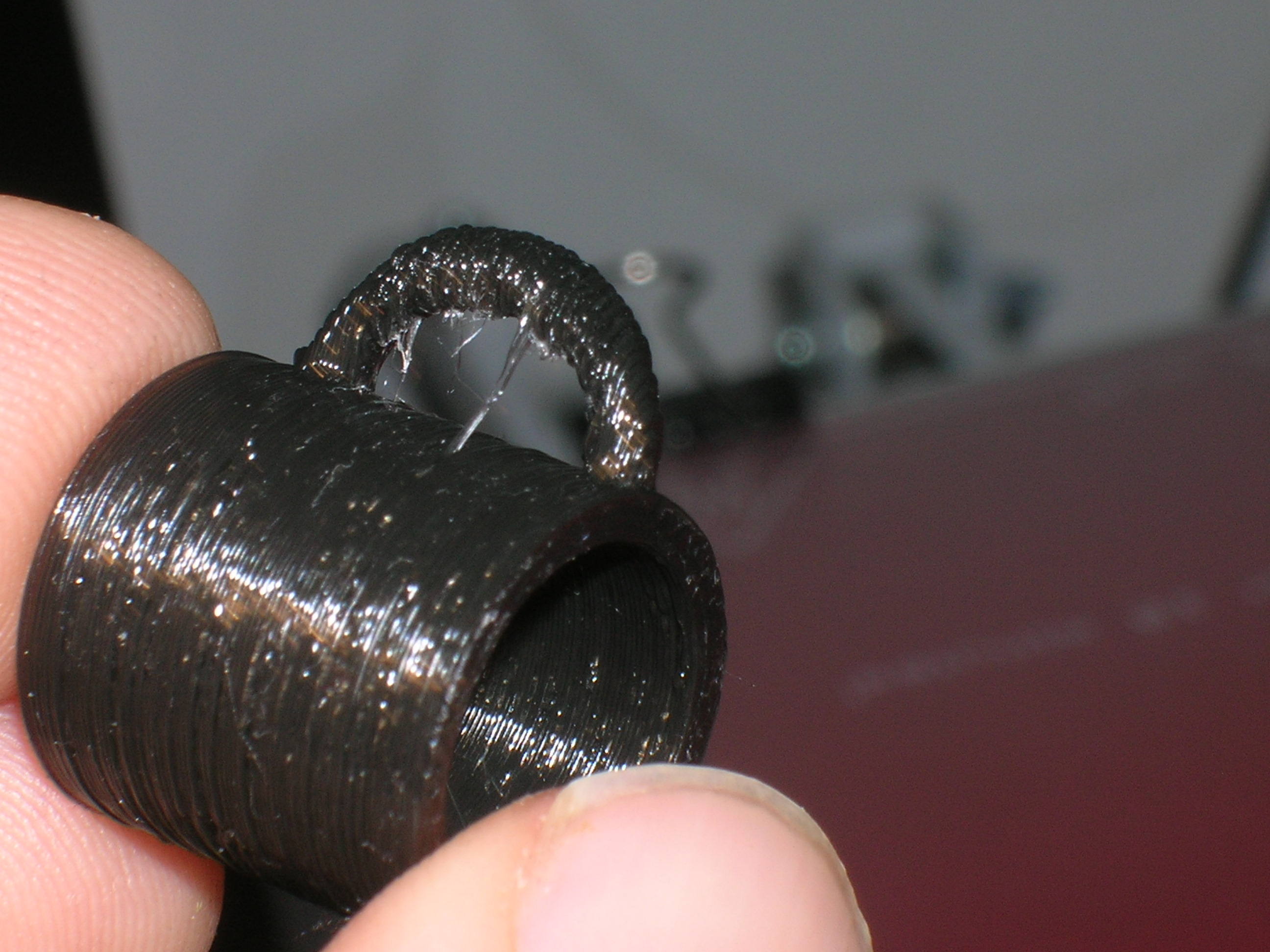
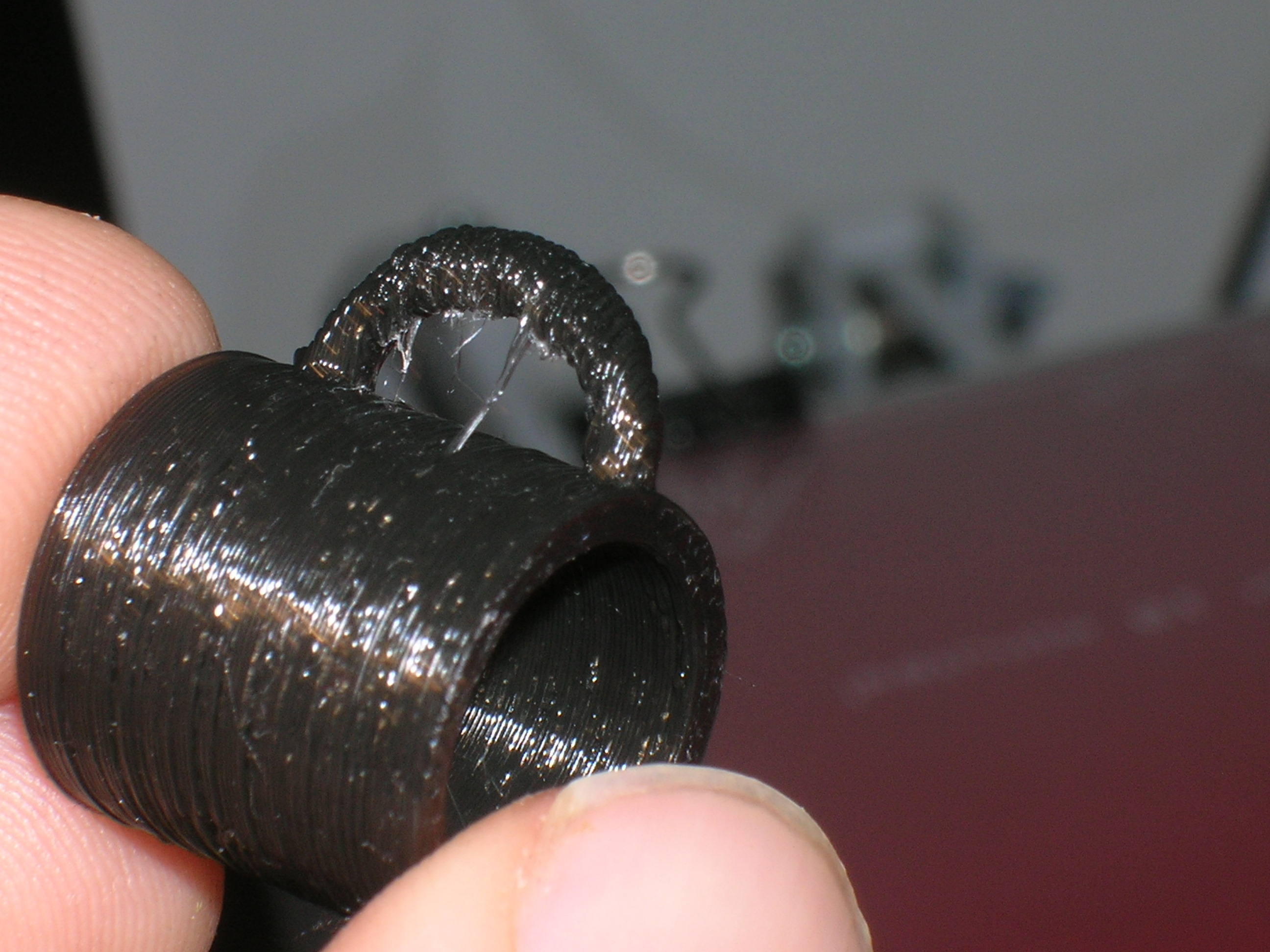
I found batteries for my old digital camera... so here are two pictures of the thing. I attach gcode too.
The two pictures are the result of slicing with Cura.
I also attach the scad and the two gcode files.
If you happen to have the energy ... :-)
BR,
David
I had retract on, and I looked at the layer visualization, and I could see the retract lines.
I also saw the extruder going backwards during the print, which should correspond to retracts.
Probably the wrong values somewhere.
I found batteries for my old digital camera... so here are two pictures of the thing. I attach gcode too.
The two pictures are the result of slicing with Cura.
I also attach the scad and the two gcode files.
If you happen to have the energy ... :-)
BR,
David
|
Re: Cura settings for Mendel90 December 07, 2014 02:52PM |
Registered: 9 years ago Posts: 89 |
I will give them a try when the current print finishes. Did you set to layer time to something higher, this is really small. In the meantime you could give this retraction test a shot, it should usually print very well as its not that small and narrow.
And as always: Try lower temperatures on the hotend.
Edited 1 time(s). Last edit at 12/07/2014 02:54PM by minimales.
And as always: Try lower temperatures on the hotend.
Edited 1 time(s). Last edit at 12/07/2014 02:54PM by minimales.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Sorry, only registered users may post in this forum.