extruder / material problem??
Posted by raptik
|
extruder / material problem?? July 01, 2013 03:16PM |
Registered: 10 years ago Posts: 1,038 |
Ahoj,
muzete mi nekdo prosim rict, co vse muze zpusobovat chybu pri posunovani plastu do hotendu??? mam s tim ted trosku problem na 0,5 trysce.
plast mam 3mm prumer a pohybuje se kolem 2,9 az 3,09 ( aspon zatim sem nic jineho nezmeril )
chyba v posunu je cca 0 - 2mm na 50mm pri rychlosti 50mm/min na 220°C ABS (pri rucnim vytlacovani v pronterface - stejne se to chova i pri rychlosti 30mm/min - coz je zatim ma jedina zkalibrovana rychlost tisku, pripadne i pri pri nizssi i vyssi teplote)
- uz sem vymenil sroub dodany za udelany presne na loziska - ze sestihrane tyce (puvodni se pekne vrtel v loziscich a snizil sem tak chybu do 2mm - puvodni mel az 7mm na 50mm )
- kompletne sem si vytisk celej extruder i s kolama (musel sem udelat sirsi cast pro uchyceni motoru, nevim jestli se da te nema 17 posunout osa, vsiml sem si, ze mi prokluzovalo kolecko, protoze jeho upevnovaci sroub byl mimo tu serizlou cast a ozubene kola se nedala uz jinam posunout; mam tento: wade )
- a mam ted kratsi srouby pro pritlacovani plastu k podavacimu sroubu, puvodnim branilo malo prostoru pro dotazeni (jeden nesel kvuly motoru a druhemu nestacila hloubka diry v extruderu)
do soboty se dalo docela normalne tisknout, ale ted to zacina vypadat, ze se meni mnozstvi podavaneho plastu vic behem tisku. steny maj casti, kde je videt stridani tloustek vlakna, tisk pres diry se nedari - prvni vlakno se obcas nechytne a upadne, vlakna se bud trhaj nebo se chytnou a vypadaj dobre nicmene pri pokladani vedlejsiho se odtrhne od konce...
do soboty sem s touto chybou (0 - 2 mm) vytiskl:
[www.thingiverse.com]
[www.thingiverse.com]
[www.thingiverse.com]
[www.thingiverse.com]
2x [www.thingiverse.com]
2x [www.thingiverse.com]
aniz by byla nejak znat, ale ted se mi nedari znova zkalibrovat tisk pres diry a vypadato, ze toto je ten duvod...
zatim co, sem meril a kalibroval kroky pro extruder, tak se zatim nemusel snizovat, takze se spis pomalu nedostava materialu. zacinal sem na hodnote vypocitane 772,5 a ted sem na 790 a zatim stale mirne pridavam abych vyrovnaval chybu...
nevypozoroval sem, ze by plast pri podavani prokluzoval nebo motor preskakoval, aspon sem si toho nevsim - znacka se pohybuje docela rovnomerne.
rucni tlaceni dratu jde na muj vkus trosku ztuha, ale jde
zkousel sem ted pri sundani hotendu na prazno a chyba prakticky 0 pri 790 krocich... (tam i zpet ruzne rychlosti)
uz se mi jednou ucpala tryska tak doufam, ze nezacina zas... ( pomohla nocni koupel v acetonu )
osobne me uz napada jen bud spatnej hotend nebo plast, ale jestli nekdo vite jeste neco, co by mohlo pomoc budu rad...
Diky
Presunuto z vlakna kalibrace a mirne doplneno o spravne udaje
muzete mi nekdo prosim rict, co vse muze zpusobovat chybu pri posunovani plastu do hotendu??? mam s tim ted trosku problem na 0,5 trysce.
plast mam 3mm prumer a pohybuje se kolem 2,9 az 3,09 ( aspon zatim sem nic jineho nezmeril )
chyba v posunu je cca 0 - 2mm na 50mm pri rychlosti 50mm/min na 220°C ABS (pri rucnim vytlacovani v pronterface - stejne se to chova i pri rychlosti 30mm/min - coz je zatim ma jedina zkalibrovana rychlost tisku, pripadne i pri pri nizssi i vyssi teplote)
- uz sem vymenil sroub dodany za udelany presne na loziska - ze sestihrane tyce (puvodni se pekne vrtel v loziscich a snizil sem tak chybu do 2mm - puvodni mel az 7mm na 50mm )
- kompletne sem si vytisk celej extruder i s kolama (musel sem udelat sirsi cast pro uchyceni motoru, nevim jestli se da te nema 17 posunout osa, vsiml sem si, ze mi prokluzovalo kolecko, protoze jeho upevnovaci sroub byl mimo tu serizlou cast a ozubene kola se nedala uz jinam posunout; mam tento: wade )
- a mam ted kratsi srouby pro pritlacovani plastu k podavacimu sroubu, puvodnim branilo malo prostoru pro dotazeni (jeden nesel kvuly motoru a druhemu nestacila hloubka diry v extruderu)
do soboty se dalo docela normalne tisknout, ale ted to zacina vypadat, ze se meni mnozstvi podavaneho plastu vic behem tisku. steny maj casti, kde je videt stridani tloustek vlakna, tisk pres diry se nedari - prvni vlakno se obcas nechytne a upadne, vlakna se bud trhaj nebo se chytnou a vypadaj dobre nicmene pri pokladani vedlejsiho se odtrhne od konce...
do soboty sem s touto chybou (0 - 2 mm) vytiskl:
[www.thingiverse.com]
[www.thingiverse.com]
[www.thingiverse.com]
[www.thingiverse.com]
2x [www.thingiverse.com]
2x [www.thingiverse.com]
aniz by byla nejak znat, ale ted se mi nedari znova zkalibrovat tisk pres diry a vypadato, ze toto je ten duvod...
zatim co, sem meril a kalibroval kroky pro extruder, tak se zatim nemusel snizovat, takze se spis pomalu nedostava materialu. zacinal sem na hodnote vypocitane 772,5 a ted sem na 790 a zatim stale mirne pridavam abych vyrovnaval chybu...
nevypozoroval sem, ze by plast pri podavani prokluzoval nebo motor preskakoval, aspon sem si toho nevsim - znacka se pohybuje docela rovnomerne.
rucni tlaceni dratu jde na muj vkus trosku ztuha, ale jde
zkousel sem ted pri sundani hotendu na prazno a chyba prakticky 0 pri 790 krocich... (tam i zpet ruzne rychlosti)
uz se mi jednou ucpala tryska tak doufam, ze nezacina zas... ( pomohla nocni koupel v acetonu )
osobne me uz napada jen bud spatnej hotend nebo plast, ale jestli nekdo vite jeste neco, co by mohlo pomoc budu rad...
Diky
Presunuto z vlakna kalibrace a mirne doplneno o spravne udaje
|
Re: extruder / material problem?? July 01, 2013 04:03PM |
Registered: 11 years ago Posts: 77 |
Mění se ta chyba v delším časovém horiznotu (třeba během čtrnácti dní)? Je ta chyba stálá alespoň během krátké doby (během jednoho tisku)? Co znamená "vypočtená hodnota", podle jakého vzorce? Moje zkušenost je totiž, že vypočtená hodnota je silně orientační, že se to musí nakalibrovat podle nějakého prvního materiálu, a že se to musí jemně upravovat podle měření u každého nového materiálu, protože do každého se podávací šroub zakousne trochu jinak. Mimochodem jak nastavuješ "Filament Packing Density", případně "Material Feed Ratio" (nebo jak se to jmenuje ve slic3ru)?
|
Re: extruder / material problem?? July 01, 2013 04:36PM |
Registered: 10 years ago Posts: 1,038 |
fugazza Wrote:
-------------------------------------------------------
> Mění se ta chyba v delším časovém horiznotu
> (třeba během čtrnácti dní)?
jak kdy 4h az 1d
> Je ta chyba
> stálá alespoň během krátké doby (během
> jednoho tisku)?
do soboty to tak vypadalo, ze je stalejsi - napr byl sem schopen tisknout i 1cm diru jako 1cm diru ( teprv 0,5 a 0,3 cm diry mely rozmer 0,49 a 0,29). a treba 3 tisky ( 4, 3 a 2 hodky po sobe)
a ted od 18:00 zkusim, zjistim chybu nastavim, zkusim, zmerim ok... za 30minut pridu otestuju a hele 1 - 2 mm chyby do 50mm (aniz bych tisknul)
a to to merim tak, ze trikrat zkusim, overim jak moc to lita a prenastavim. zas trikrat zmerim a pokud sedi nemenim...
> Co znamená "vypočtená hodnota",
> podle jakého vzorce? Moje zkušenost je totiž,
> že vypočtená hodnota je silně orientační,
> že se to musí nakalibrovat podle nějakého
> prvního materiálu, a že se to musí jemně
> upravovat podle měření u každého nového
> materiálu, protože do každého se podávací
> šroub zakousne trochu jinak.
to je mi jasny taky sem s tim pocital.
taky sem s tim pocital.
nevim uz kde ale na nake strance o kalibraci extrudu sem jej nasel:
a poprve byla kupodivu uprava jen na korekci o cca 4 mm, ale jestli vis o necem lepsim, jak dostat pribliznou hodnotu...
> Mimochodem jak
> nastavuješ "Filament Packing Density",
> případně "Material Feed Ratio" (nebo jak se to
> jmenuje ve slic3ru)?
mam skeinforge a nechavam na 1 - podle toho, co sem cet o tehle verzi skeinforge a jak jej spravne nastavit, tak pokud je spravne kalibrovan extruder ma se nechat na 1 a "Filament Packing Density" nastavovat jen v pripade, ze je clovek linej menit nastaveni ve firmwaru pri pouziti PLA... to same sem nekde cet i o slic3ru
jinak fw je marlin.
-------------------------------------------------------
> Mění se ta chyba v delším časovém horiznotu
> (třeba během čtrnácti dní)?
jak kdy 4h az 1d
> Je ta chyba
> stálá alespoň během krátké doby (během
> jednoho tisku)?
do soboty to tak vypadalo, ze je stalejsi - napr byl sem schopen tisknout i 1cm diru jako 1cm diru ( teprv 0,5 a 0,3 cm diry mely rozmer 0,49 a 0,29). a treba 3 tisky ( 4, 3 a 2 hodky po sobe)
a ted od 18:00 zkusim, zjistim chybu nastavim, zkusim, zmerim ok... za 30minut pridu otestuju a hele 1 - 2 mm chyby do 50mm (aniz bych tisknul)
a to to merim tak, ze trikrat zkusim, overim jak moc to lita a prenastavim. zas trikrat zmerim a pokud sedi nemenim...
> Co znamená "vypočtená hodnota",
> podle jakého vzorce? Moje zkušenost je totiž,
> že vypočtená hodnota je silně orientační,
> že se to musí nakalibrovat podle nějakého
> prvního materiálu, a že se to musí jemně
> upravovat podle měření u každého nového
> materiálu, protože do každého se podávací
> šroub zakousne trochu jinak.
to je mi jasny
taky sem s tim pocital.nevim uz kde ale na nake strance o kalibraci extrudu sem jej nasel:
kroky motoru na otacku *(1 / mikrostepings) * pomer kol extruderu
steps per mm = ---------------------------------------------------------------------------------------------------
prumer ozubeni podavaciho sroubu * pi
a poprve byla kupodivu uprava jen na korekci o cca 4 mm, ale jestli vis o necem lepsim, jak dostat pribliznou hodnotu...
> Mimochodem jak
> nastavuješ "Filament Packing Density",
> případně "Material Feed Ratio" (nebo jak se to
> jmenuje ve slic3ru)?
mam skeinforge a nechavam na 1 - podle toho, co sem cet o tehle verzi skeinforge a jak jej spravne nastavit, tak pokud je spravne kalibrovan extruder ma se nechat na 1 a "Filament Packing Density" nastavovat jen v pripade, ze je clovek linej menit nastaveni ve firmwaru pri pouziti PLA... to same sem nekde cet i o slic3ru
jinak fw je marlin.
|
Re: extruder / material problem?? July 02, 2013 02:34AM |
Registered: 10 years ago Posts: 1,038 |
tak nevim, vypada to na problem bud v podavacim sroubu, pritlacovani filamanetu nebo v filamentu...
jeste nez sem sel spat, tak mi i na prazdno (bez hotendu) novejsi sroub zacal po zkalibrovani delat chybu kolem 2mm na 50mm,
tak sem tam zkusil dat puvodni a dosah sem stejneho vysledku...
moh by mi nekdo prosim zapujcit:
- overeny sroub nebo komplet extruder (asi bez hotendu - akorat ja mam teda typ hotendu reprapfab.org - ptfe prumer 1cm - dira pro upevneni v extruderu)
- par metru overeneho ABS filamentu 3mm na otestovani.
nemam problem s tim, aby zapujcovatel byl pritomen testum no mozna s tim bude mit problem manzelka a pokud bude zapujceny fungovat tak i odkoupim.
Sem v centru prahy, akorat v tejdnu jedine po 18:00.
jeste nez sem sel spat, tak mi i na prazdno (bez hotendu) novejsi sroub zacal po zkalibrovani delat chybu kolem 2mm na 50mm,
tak sem tam zkusil dat puvodni a dosah sem stejneho vysledku...
moh by mi nekdo prosim zapujcit:
- overeny sroub nebo komplet extruder (asi bez hotendu - akorat ja mam teda typ hotendu reprapfab.org - ptfe prumer 1cm - dira pro upevneni v extruderu)
- par metru overeneho ABS filamentu 3mm na otestovani.
nemam problem s tim, aby zapujcovatel byl pritomen testum
no mozna s tim bude mit problem manzelka a pokud bude zapujceny fungovat tak i odkoupim.Sem v centru prahy, akorat v tejdnu jedine po 18:00.
|
Re: extruder / material problem?? July 02, 2013 05:44AM |
Registered: 11 years ago Posts: 77 |
Je pravda, že já sám jsem to na svým stroji moc nezkoumal. Jednou jsem to nastavil a od tý doby spoléhám, že to funguje. Napadá mě:
- Měřil bych to na delším vzorku - alespoň 100mm, ale klidně i 200mm, naprázdno tím můžeš tam a zpátky protahovat i 0,5m. Tím eliminuješ případnou elipsovitost šroubu. Pokud ho máš trochu elipsovitý, tak pak by mohlo záležet na tom, jestli začneš na vedlejší nebo na hlavní ose. Při průměru šroubu 7mm, máš obvod cca 20mm a při měření na 50mm to máš jenom 2,5otáčky. Můžeš zkusit i změřit, popojet o cca 5mm a změřit znova.
- Zkoušel jsi u toho měřit i průměr drátu? (možná to má vliv)
- Vadí ti to jenom z principu, nebo se ti to podepisuje na kvalitě tisku? (potrhané stěny a výplně, nebo naopak přetékající materiál, "ideálně" kombinace obou příznaků na jednom výtisku
- Jaký je rozdíl naprázdno a s ohřátým hotendem, s různou teplotou? (to je třeba to, co mně nikdy ani nenapadlo zkoumat)
- vzoreček je mi povědomý a je ok
- filament packing density - používám obrácenou metodu, protože střídám materiály jako ponožky, tak je pak jednodušší ohlídat si to při generování modelu, než před každým tiskem aktualizovat firmware.
- extruder bych půjčil, ale tenhle týden chci tisknout a náhradní nemám
|
Re: extruder / material problem?? July 02, 2013 06:30AM |
Registered: 10 years ago Posts: 1,038 |
fugazza Wrote:
-------------------------------------------------------
> Je pravda, že já sám jsem to na svým stroji
> moc nezkoumal. Jednou jsem to nastavil a od tý
> doby spoléhám, že to funguje. Napadá mě:
>
> Měřil bych to na delším vzorku - alespoň
> 100mm, ale klidně i 200mm, naprázdno tím
> můžeš tam a zpátky protahovat i 0,5m. Tím
> eliminuješ případnou elipsovitost šroubu.
> Pokud ho máš trochu elipsovitý, tak pak by
> mohlo záležet na tom, jestli začneš na
> vedlejší nebo na hlavní ose. Při průměru
> šroubu 7mm, máš obvod cca 20mm a při měření
> na 50mm to máš jenom 2,5otáčky. Můžeš
> zkusit i změřit, popojet o cca 5mm a změřit
> znova.
delsi vzorek zkusim, zacal sem s 50mm, ale kdyz sem delal 100mm casto, tak mi prislo skoda vyplejtvat cca 60cm na kalibraci a za treba 4h znova atd...
jestli si pamatuju dobre to s mim sroubem vychazi neco kolem 2,2 cm na otacku, coz mi prislo dost pro cca dve otacky na projeveni nake vetsi nepresnosti, kterou by snad nezpusoboval nestaly prumer fillamentu.
> Zkoušel jsi u toho měřit i průměr drátu?
> (možná to má vliv)
2,9 az 3,09 ale spis 3,00 (z asi zatim 30 pokusu o mereni se 3,09 objevilo tak 4x)
> Vadí ti to jenom z principu, nebo se ti to
> podepisuje na kvalitě tisku? (potrhané stěny a
> výplně, nebo naopak přetékající materiál,
> "ideálně" kombinace obou příznaků na jednom
> výtisku
prave od soboty se to zaclo podepisovat na kvalite... nejsem zchopnej vytisknout premosteni, pistalku nedotisknu, pac se potrhaj nebo popadaj vlakna v bridge vrstve a dalsi vrstvy se nemaj kam pokladat. a na stranach se dost casto stridaj pak vrstvy, kde je videt jak obcas dal vic materialu a obcas tak akorat.
a nez sem sem napsal, tak sem nebyl schopen znova nakalibrovat tisk bridge ani po 7h pokusu...predtim to slo asi na pet vytisku, nez sem to doladil do idealniho stavu, ale ted se asi moc casto meni mnozstvi materialu, takze se nedari.
v patek sem si zrovna rikal, no mam tam sice chybu, ale videt neni a docela zustava delsi dobu stejna nebo se pomalu meni - tak to necham a budu pomalu resit cim to muze bejt. a v sobotu sem se chtel pochlubit pistalkama a vytisknout nahradni X end a idler a ono ne... Idler se jeste poved, ale bridge vrstvy nic moc. ale pistalky uz total konec...
nevypada to, ze by problem byl v tom, ze by nedodal material, ale obcas ho da vic a obcas tak jak ma.
> Jaký je rozdíl naprázdno a s ohřátým
> hotendem, s různou teplotou? (to je třeba to, co
> mně nikdy ani nenapadlo zkoumat)
vysledek je stejny, a podle par navodu ma podavat stejne jak za studena (bez hotendu) tak za tepla. jinak je nekde problem.
sice bych rek, ze by mel v hotendu bejt nakej odpor, ale zas spravne zakouslej sroub a silnej motor by to mel protlacit tak jako tak...
> vzoreček je mi povědomý a je ok
> filament packing density - používám obrácenou
> metodu, protože střídám materiály jako
> ponožky, tak je pak jednodušší ohlídat si to
> při generování modelu, než před každým
> tiskem aktualizovat firmware.
jasne, to chapu, akorat ja mam, zatim, jen jedno ABS
> extruder bych půjčil, ale tenhle týden chci
> tisknout a náhradní nemám
>
tak uvidime, treba do te doby najdu bug, nebo se nekdo nabidne
sroub mas samo domo nebo od nekad koupen??? ze bych se tam mrknul na jejich reseni
jako premyslel sem objednad si novej komplet extruder, ale zas se mi nechce zbytecne vyhazovat prachy, vzlast pokud je to treba jem fillamentem...
-------------------------------------------------------
> Je pravda, že já sám jsem to na svým stroji
> moc nezkoumal. Jednou jsem to nastavil a od tý
> doby spoléhám, že to funguje. Napadá mě:
>
> Měřil bych to na delším vzorku - alespoň
> 100mm, ale klidně i 200mm, naprázdno tím
> můžeš tam a zpátky protahovat i 0,5m. Tím
> eliminuješ případnou elipsovitost šroubu.
> Pokud ho máš trochu elipsovitý, tak pak by
> mohlo záležet na tom, jestli začneš na
> vedlejší nebo na hlavní ose. Při průměru
> šroubu 7mm, máš obvod cca 20mm a při měření
> na 50mm to máš jenom 2,5otáčky. Můžeš
> zkusit i změřit, popojet o cca 5mm a změřit
> znova.
delsi vzorek zkusim, zacal sem s 50mm, ale kdyz sem delal 100mm casto, tak mi prislo skoda vyplejtvat cca 60cm na kalibraci a za treba 4h znova atd...
jestli si pamatuju dobre to s mim sroubem vychazi neco kolem 2,2 cm na otacku, coz mi prislo dost pro cca dve otacky na projeveni nake vetsi nepresnosti, kterou by snad nezpusoboval nestaly prumer fillamentu.
> Zkoušel jsi u toho měřit i průměr drátu?
> (možná to má vliv)
2,9 az 3,09 ale spis 3,00 (z asi zatim 30 pokusu o mereni se 3,09 objevilo tak 4x)
> Vadí ti to jenom z principu, nebo se ti to
> podepisuje na kvalitě tisku? (potrhané stěny a
> výplně, nebo naopak přetékající materiál,
> "ideálně" kombinace obou příznaků na jednom
> výtisku
prave od soboty se to zaclo podepisovat na kvalite... nejsem zchopnej vytisknout premosteni, pistalku nedotisknu, pac se potrhaj nebo popadaj vlakna v bridge vrstve a dalsi vrstvy se nemaj kam pokladat. a na stranach se dost casto stridaj pak vrstvy, kde je videt jak obcas dal vic materialu a obcas tak akorat.
a nez sem sem napsal, tak sem nebyl schopen znova nakalibrovat tisk bridge ani po 7h pokusu...predtim to slo asi na pet vytisku, nez sem to doladil do idealniho stavu, ale ted se asi moc casto meni mnozstvi materialu, takze se nedari.
v patek sem si zrovna rikal, no mam tam sice chybu, ale videt neni a docela zustava delsi dobu stejna nebo se pomalu meni - tak to necham a budu pomalu resit cim to muze bejt. a v sobotu sem se chtel pochlubit pistalkama a vytisknout nahradni X end a idler a ono ne... Idler se jeste poved, ale bridge vrstvy nic moc. ale pistalky uz total konec...
nevypada to, ze by problem byl v tom, ze by nedodal material, ale obcas ho da vic a obcas tak jak ma.
> Jaký je rozdíl naprázdno a s ohřátým
> hotendem, s různou teplotou? (to je třeba to, co
> mně nikdy ani nenapadlo zkoumat)
vysledek je stejny, a podle par navodu ma podavat stejne jak za studena (bez hotendu) tak za tepla. jinak je nekde problem.
sice bych rek, ze by mel v hotendu bejt nakej odpor, ale zas spravne zakouslej sroub a silnej motor by to mel protlacit tak jako tak...
> vzoreček je mi povědomý a je ok
> filament packing density - používám obrácenou
> metodu, protože střídám materiály jako
> ponožky, tak je pak jednodušší ohlídat si to
> při generování modelu, než před každým
> tiskem aktualizovat firmware.
jasne, to chapu, akorat ja mam, zatim, jen jedno ABS
> extruder bych půjčil, ale tenhle týden chci
> tisknout a náhradní nemám
>
tak uvidime, treba do te doby najdu bug, nebo se nekdo nabidne
sroub mas samo domo nebo od nekad koupen??? ze bych se tam mrknul na jejich reseni
jako premyslel sem objednad si novej komplet extruder, ale zas se mi nechce zbytecne vyhazovat prachy, vzlast pokud je to treba jem fillamentem...
|
Re: extruder / material problem?? July 02, 2013 08:47AM |
Registered: 11 years ago Posts: 77 |
síla na protlačení - blbě se to popisuje, ale když si to párkrát vyzkoušíš, tak poznáš, kdy to jde optimálně (klade lehký odpor), kdy je malá teplota (musíš docela tlačit, je i vidět, že prohýbáš pojezd x-stolku) a kdy je naopak moc velká teplota (teče to prakticky samo, smrdí, kouří, vyfukuje bublinky). ... Co protlačíš rukou, to motor protlačí levou zadní taky.
Šroub - ten jsem dostal věnem od kluka, který mi tisknul plasty. Ten nejjednodušší s vyfrézovanými drážkami. Takže odkaz žádnej nemám.
Hele, jak jsem psal, že extruder ti nepůjčím, tak bych ti ale mohl věnovat pár různých drátů na pokusy.
Šroub - ten jsem dostal věnem od kluka, který mi tisknul plasty. Ten nejjednodušší s vyfrézovanými drážkami. Takže odkaz žádnej nemám.
Hele, jak jsem psal, že extruder ti nepůjčím, tak bych ti ale mohl věnovat pár různých drátů na pokusy.
|
Re: extruder / material problem?? July 02, 2013 09:40AM |
Registered: 10 years ago Posts: 1,038 |
|
Re: extruder / material problem?? July 06, 2013 04:37PM |
Registered: 10 years ago Posts: 1,038 |
Ahoj,
takze drobny update stavu - pokud to nekoho zajima
fugazza - dekuji za dovezeni testovacih vzorku
sice sem zatim otestoval jen ten bilej ABS z mladce, ale od te doby, co sem ho tam mel a pak vratil svuj na test, tak zatim chyba neni.
je sice pravda, ze pri tom byla i rozborka a procistenmi vseho, co slo u extrudu (opet), ale do ted podavani drzi s odchylkou 0,5mm na 100mm tak jednou z 10 testu.
takze asi sem si neco i nadrobil predtim sam...
coz ale vedlo k opetovnemu kalibracnimu kolecku tisku
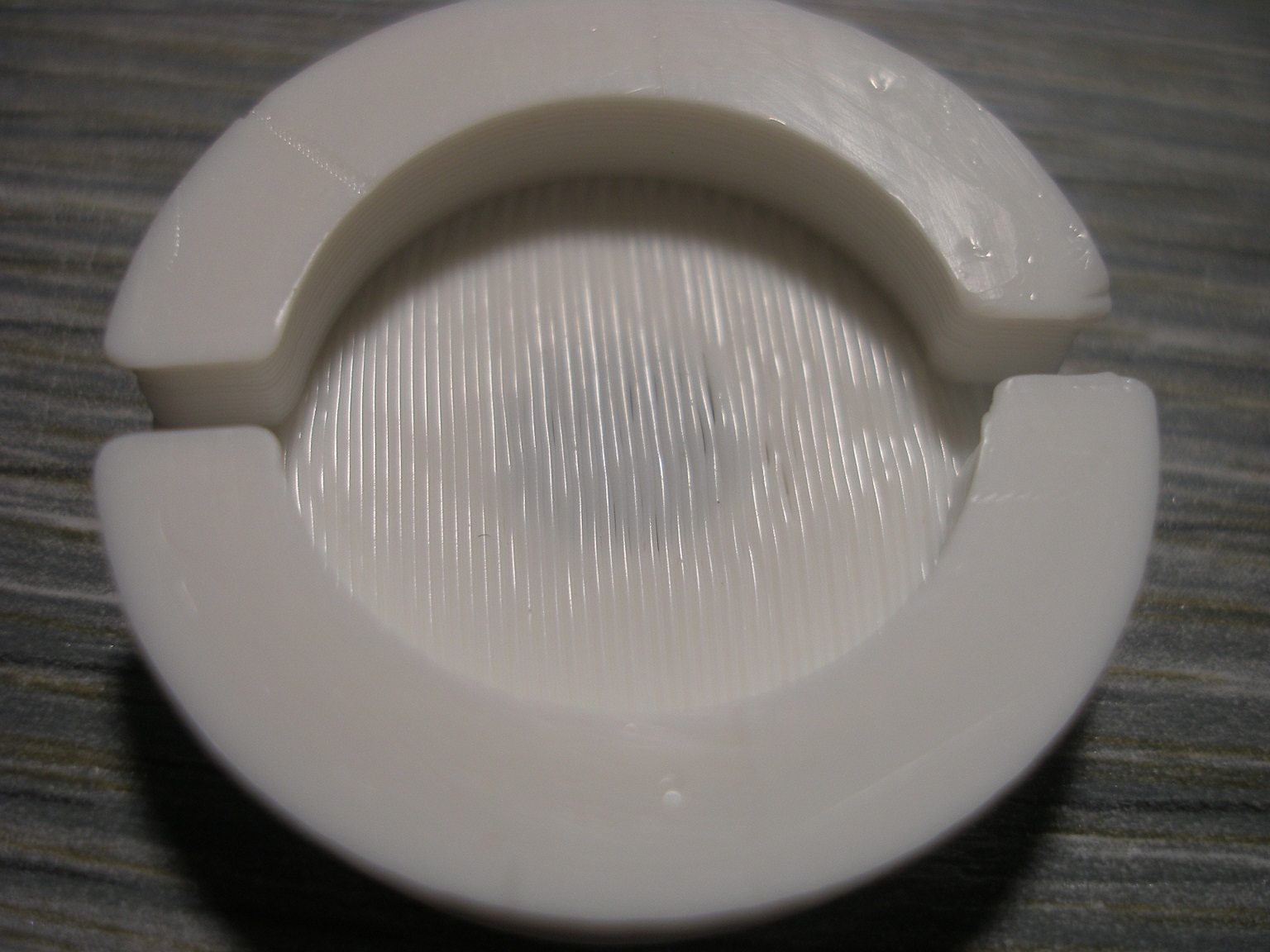
prikladam par fotek, jak se to doted povedlo (nic neni cisteno ani vrtano) + jedna k porovnani puvodniho stavu (i s ABS mladec vs ABS reprap-austria - na fotce je mladec vlevo - tisknuto se stejnym nastavenim)
ty kolecka sou testy bridge - konkretne testy pro tisk wadu - je tam cast, kde se tiskne na 1 bridge vrstvu rovnou dira na podavaci sroub
a ty propojeny L je na ukazku, jak zradne je nastavovani bridgu - i kdyz mi behem kalibrace vypadal tento vytvor dobre nebo blbe, neznamenalo to pri tisku bridge s kruhovym typem premosteni (testy na wade), ze se to povede nebo nepovede...
vse tisknuto se stejnym nastavenim
takze drobny update stavu - pokud to nekoho zajima
fugazza - dekuji za dovezeni testovacih vzorku
sice sem zatim otestoval jen ten bilej ABS z mladce, ale od te doby, co sem ho tam mel a pak vratil svuj na test, tak zatim chyba neni.
je sice pravda, ze pri tom byla i rozborka a procistenmi vseho, co slo u extrudu (opet), ale do ted podavani drzi s odchylkou 0,5mm na 100mm tak jednou z 10 testu.
takze asi sem si neco i nadrobil predtim sam...
coz ale vedlo k opetovnemu kalibracnimu kolecku tisku
prikladam par fotek, jak se to doted povedlo (nic neni cisteno ani vrtano) + jedna k porovnani puvodniho stavu (i s ABS mladec vs ABS reprap-austria - na fotce je mladec vlevo - tisknuto se stejnym nastavenim)
ty kolecka sou testy bridge - konkretne testy pro tisk wadu - je tam cast, kde se tiskne na 1 bridge vrstvu rovnou dira na podavaci sroub
a ty propojeny L je na ukazku, jak zradne je nastavovani bridgu - i kdyz mi behem kalibrace vypadal tento vytvor dobre nebo blbe, neznamenalo to pri tisku bridge s kruhovym typem premosteni (testy na wade), ze se to povede nebo nepovede...
vse tisknuto se stejnym nastavenim
Attachments:
open | download - 2 ABS pred kalibraci.jpg (475.8 KB)
open | download - br test 1.jpg (358.2 KB)
open | download - br test 2.jpg (507.7 KB)
open | download - br test 3.jpg (484.1 KB)
open | download - br test 4 wade bottom.jpg (372.2 KB)
open | download - br test 4 wade up.jpg (374.2 KB)
open | download - 2 ABS pred kalibraci.jpg (475.8 KB)
{kind=link}
{kind=link}
open | download - br test 1.jpg (358.2 KB)
{kind=link}
{kind=link}
open | download - br test 2.jpg (507.7 KB)
{kind=link}
{kind=link}
open | download - br test 3.jpg (484.1 KB)
{kind=link}
{kind=link}
open | download - br test 4 wade bottom.jpg (372.2 KB)
{kind=link}
{kind=link}
open | download - br test 4 wade up.jpg (374.2 KB)
{kind=link}
{kind=link}
|
Re: extruder / material problem?? July 06, 2013 05:00PM |
Registered: 10 years ago Posts: 1,038 |
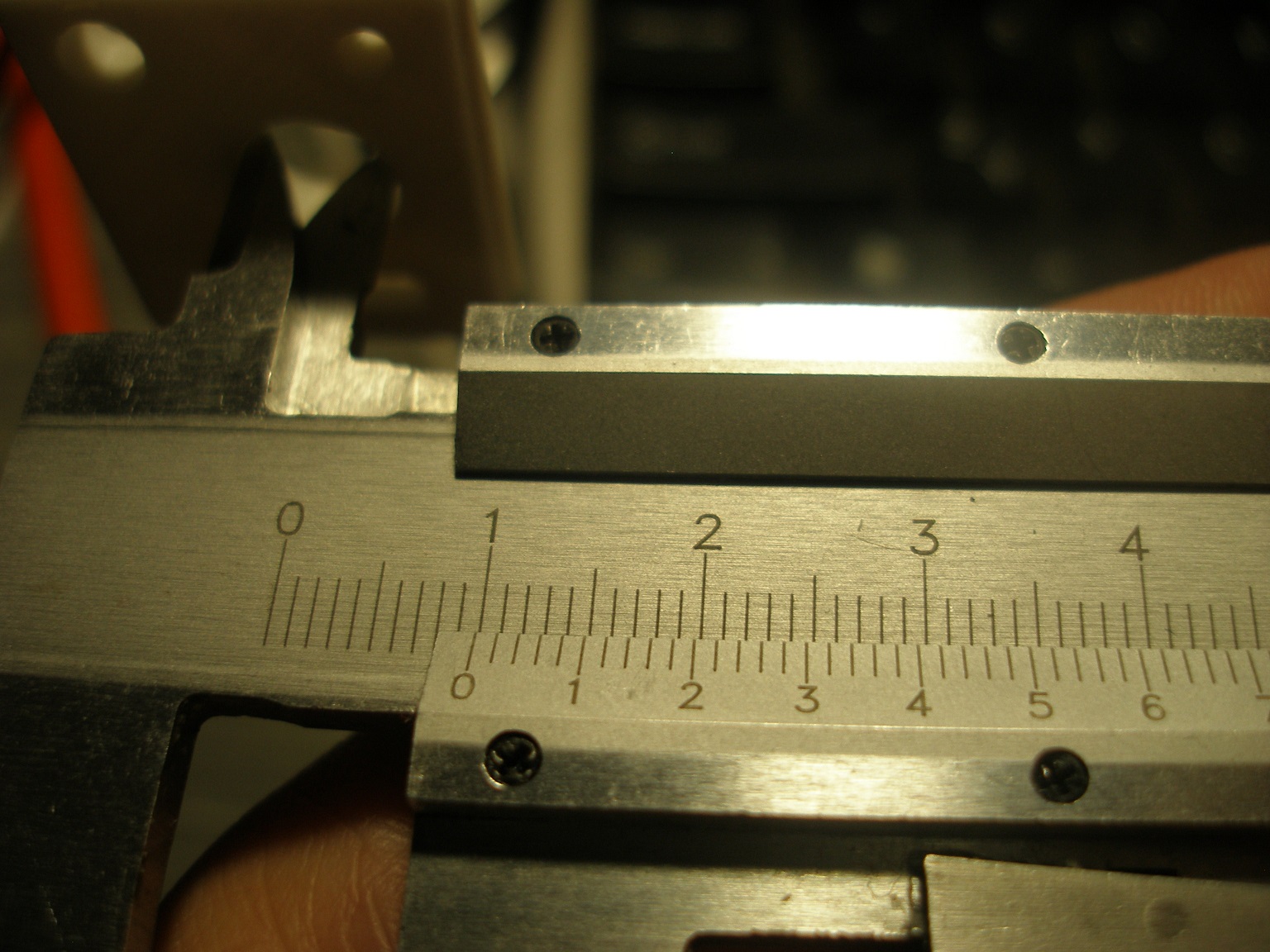
a fotky s kalibraci a merenim:
priznavam, ze par jich mohlo bejt z lepsiho uhlu takze uhel zkresluje umisteni odcitaci rysky, ale bojoval sem se svetlem, nepouzitim blesku, drzenim v jedne ruce a vse tak, aby aspon nak bylo i videt, ze to neni vyndana suplera...
nic nevrtano ani obrusovano
je to muj testovaci objekt 25x30x5mm s dirama 3, 5 a 10mm + dira 3x10 mm.
pokud zprumeruju vsechny mozny natoceni suplery v dirach tak:
3mm dira ma 2,9mm podle toho kam, az mi dovolej jit zobacky suplery
5mm dira ma 4,9mm
10mm dira ma 9,9mm
25mm ma 25mm
30mm ma 30mm
5mm ma 4,8mm a to si nejsem jistej jestli mam hejbat s Z axis scale ratio.
ale vypada to, ze bridge budu jeste muset nastavovat... ted si tisknu jeden objekt se zaslepenou dirou 6mm v polovine a SF zrejme nepoznal, ze se jedna o bridge a nedokaze ji zakrejt s feedrate 30 a flow rate 23,5... - jde o 15mm valec s dirou pro M6, na vejsku to ma asi 25mm.
priznavam, ze par jich mohlo bejt z lepsiho uhlu takze uhel zkresluje umisteni odcitaci rysky, ale bojoval sem se svetlem, nepouzitim blesku, drzenim v jedne ruce a vse tak, aby aspon nak bylo i videt, ze to neni vyndana suplera...
nic nevrtano ani obrusovano
je to muj testovaci objekt 25x30x5mm s dirama 3, 5 a 10mm + dira 3x10 mm.
pokud zprumeruju vsechny mozny natoceni suplery v dirach tak:
3mm dira ma 2,9mm podle toho kam, az mi dovolej jit zobacky suplery
5mm dira ma 4,9mm
10mm dira ma 9,9mm
25mm ma 25mm
30mm ma 30mm
5mm ma 4,8mm a to si nejsem jistej jestli mam hejbat s Z axis scale ratio.
ale vypada to, ze bridge budu jeste muset nastavovat... ted si tisknu jeden objekt se zaslepenou dirou 6mm v polovine a SF zrejme nepoznal, ze se jedna o bridge a nedokaze ji zakrejt s feedrate 30 a flow rate 23,5... - jde o 15mm valec s dirou pro M6, na vejsku to ma asi 25mm.
Attachments:
open | download - kalibracni kostka.jpg (403.1 KB)
open | download - kalibracni kostka 3cm hrana.jpg (552.5 KB)
open | download - kalibracni kostka 25mm hrana.jpg (498.1 KB)
open | download - kalibracni kostka 3mm dira.jpg (371.8 KB)
open | download - kalibracni kostka 5mm dira.jpg (411.3 KB)
open | download - kalibracni kostka 10mm dira.jpg (420.6 KB)
open | download - kalibracni kostka.jpg (403.1 KB)
{kind=link}
{kind=link}
open | download - kalibracni kostka 3cm hrana.jpg (552.5 KB)
{kind=link}
{kind=link}
open | download - kalibracni kostka 25mm hrana.jpg (498.1 KB)
{kind=link}
{kind=link}
open | download - kalibracni kostka 3mm dira.jpg (371.8 KB)
{kind=link}
{kind=link}
open | download - kalibracni kostka 5mm dira.jpg (411.3 KB)
{kind=link}
{kind=link}
open | download - kalibracni kostka 10mm dira.jpg (420.6 KB)
{kind=link}
{kind=link}
Sorry, only registered users may post in this forum.