Kossel Mini workshop
Posted by Chipsa
|
Kossel Mini workshop August 10, 2014 12:56PM |
Registered: 9 years ago Posts: 9 |
Zdravim,
uz delsi dobu davam dohromady kompletni kity na Kossel Mini 3D tiskarny, kde je vse co clovek potrebuje aby dal dohromady plnohodnotnyho kossela dle original specifikaci.
O kity je zajem, ale zatim ho registruju jen ze zahranici. v cechach jakoby vse stalo na klasickych XYZ tiskarnach jako je i3 od Prusi nebo Rebel.
Chtel jsem se zeptat jestli by byl zajem o stavbu Kossela Mini, popr jeho vetsi varianty Kossel XL/Pro v ramci nejakeho workshopu.
Jsem schopnej zajistit komplet stavebnice a vedeni workshopu, misto neni az tak dulezite, to by se doladilo Spis mi jde o to jestli by o to tuzemsti bastliri stali?
Spis mi jde o to jestli by o to tuzemsti bastliri stali?
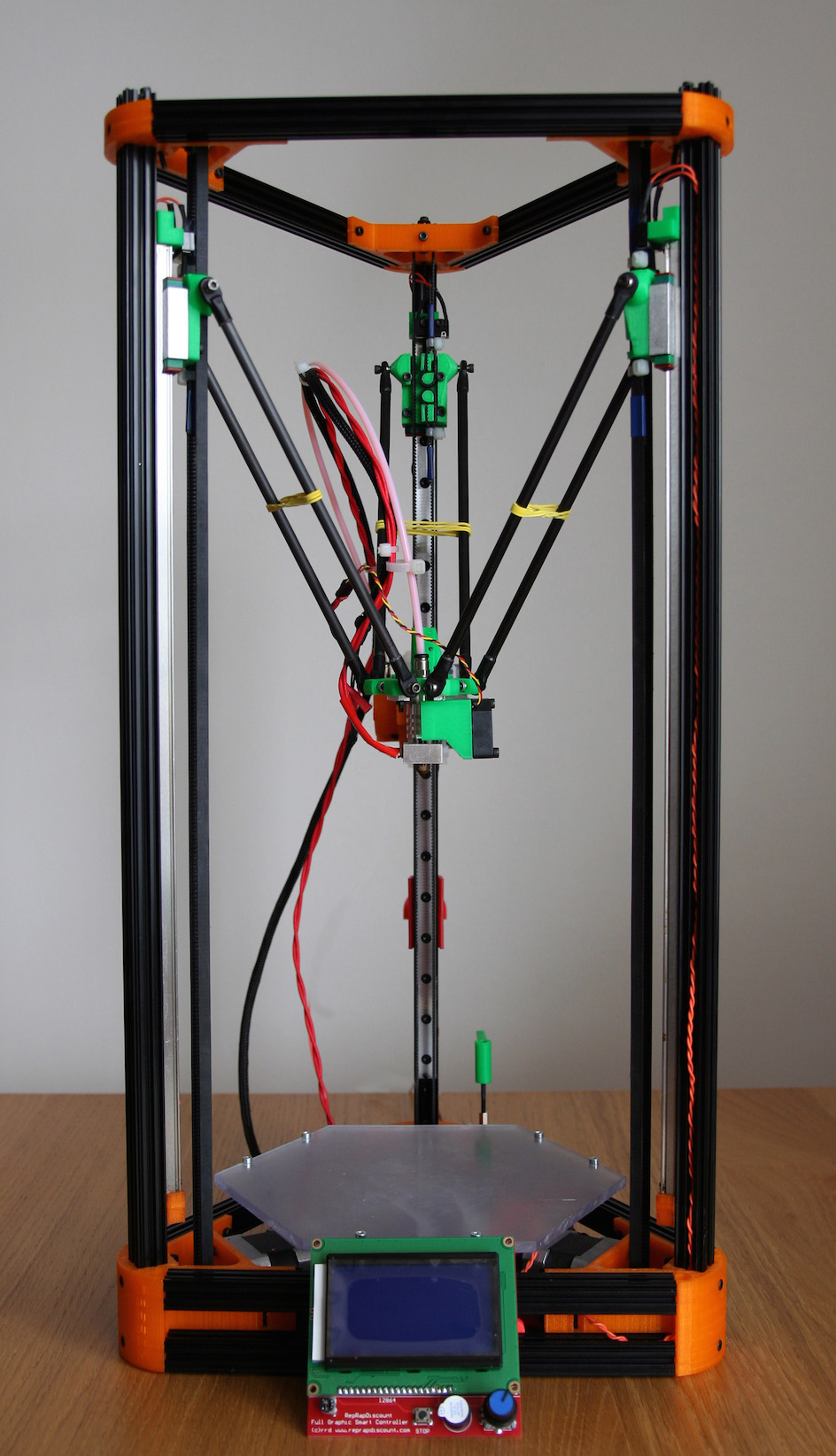
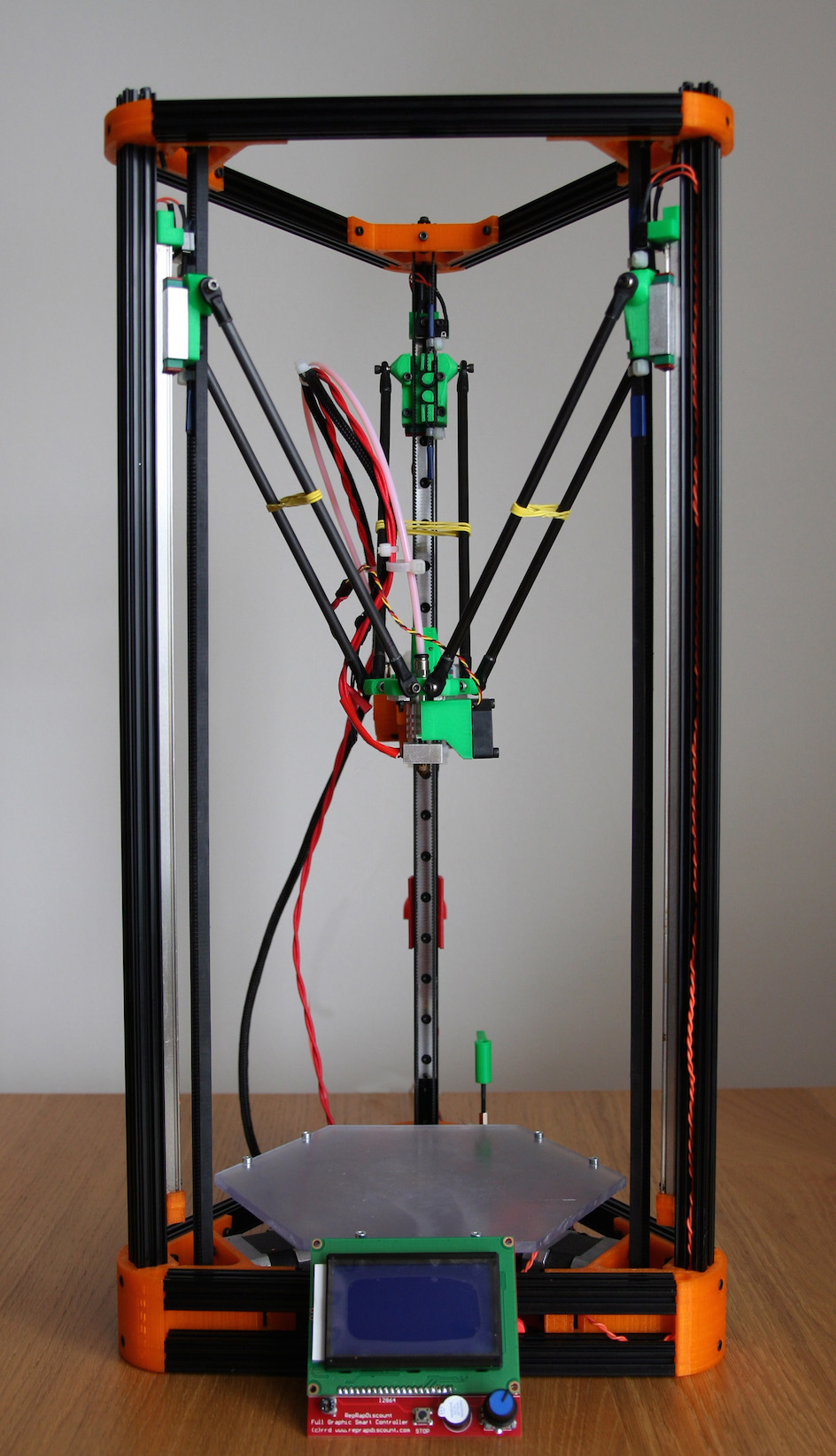
Jen pro doplneni, sam Kossel mini provozuju a je to uzasny stroj
Dik za info
Vojta
uz delsi dobu davam dohromady kompletni kity na Kossel Mini 3D tiskarny, kde je vse co clovek potrebuje aby dal dohromady plnohodnotnyho kossela dle original specifikaci.
O kity je zajem, ale zatim ho registruju jen ze zahranici. v cechach jakoby vse stalo na klasickych XYZ tiskarnach jako je i3 od Prusi nebo Rebel.
Chtel jsem se zeptat jestli by byl zajem o stavbu Kossela Mini, popr jeho vetsi varianty Kossel XL/Pro v ramci nejakeho workshopu.
Jsem schopnej zajistit komplet stavebnice a vedeni workshopu, misto neni az tak dulezite, to by se doladilo
Spis mi jde o to jestli by o to tuzemsti bastliri stali?Jen pro doplneni, sam Kossel mini provozuju a je to uzasny stroj
Dik za info
Vojta
|
Re: Kossel Mini workshop August 11, 2014 02:42PM |
Registered: 10 years ago Posts: 51 |
|
Re: Kossel Mini workshop August 11, 2014 04:43PM |
Registered: 9 years ago Posts: 9 |
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
|
Re: Kossel Mini workshop August 11, 2014 04:51PM |
Registered: 9 years ago Posts: 9 |
|
Re: Kossel Mini workshop August 11, 2014 05:00PM |
Registered: 9 years ago Posts: 9 |
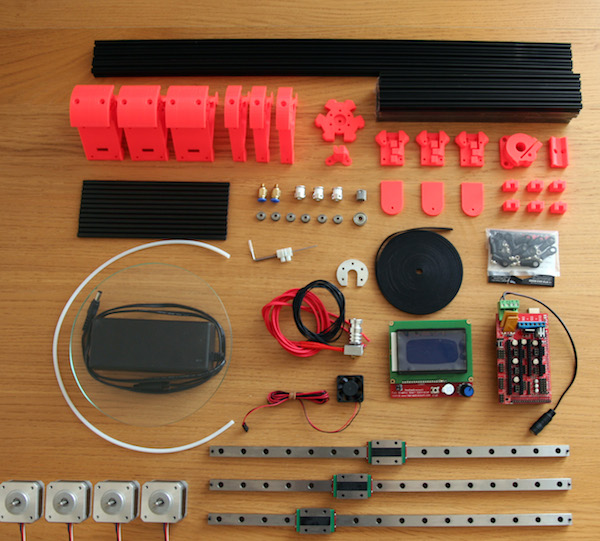
A dnes naposled - komplet specifikace stavebnice, asi by se hodilo ji prilozit
Printed Parts
A complete set of parts printed in PLA
3x Bottom vertex / corner
3x Top vertex / corner
1x Hotend effector
1x Leveling probe mount
1x Hotend cooling fan mount
3x GT2 belt carriage for linear rails
6x Endstop
3x Glass fixing tabs
1x Extruder body
1x Extruder mounting bracket
2x EXTRA - push rod assembly jig! These are extremely useful for precise rod assembly, one of the most critical points of the build, which directly affects the quality of the entire printer.
Frame
3x 15x15mm aluminum extrusion, 600mm length, vertical
9x 15x15mm aluminum extrusion, 240mm length, top and bottom vertex
1x Glass printing bed, 180mm diameter, 4mm extra thick glass for increased robustness, precision machine cut, ground edges
Linear Motion
3x MGN-12H based linear rails with carriages, 400mm length, hardened steel for super-smooth motion
3x GT2 Pulley, 16 teeth, 2mm pitch
3x GT2 Belt, 2mm pitch, 6mm width, 1300mm length each
6x F623ZZ ball bearings
3x NEMA17 Stepper motor, 5.1Kg.cm torque, 1.8°step angle
Diagonal Push Rods
6x Carbon fibre rods, 180mm length, 6mm OD, 4mm ID, precision machine cut
12x Traxxas 5347 rod ends
Hotend effector and bowden extruder
1x Metal hotend, for 1.75mm filament, 0.4mm nozzle
1x Hotend cooling fan
2x Push-fit connector, accepts 4mm OD tubing, M5 thread
1x PTFE/Teflon Bowden tubing, 4mm OD, 2mm ID, 500mm length
1x NEMA17 Extruder stepper motor
1x 625ZZ Ball bearing for idler
1x Extruder gear, stainless steel
Electronics
1x Arduino MEGA 2560, Rev3
1x RAMPS 1.4 Board
4x Stepper motor driver with heatsink
1x 12V, 5A power supply
1x LCD controller and SD card reader
4x Endstop switch
4x Endstop wiring, 1m each
Tools, accessories, screws, nuts etc. Most items include a few extra spare pieces
1x 1.5mm allen wrench for auto-leveling probe
1x Euro-style terminal block connector
2x Spring for autoleveling probe
10x M2.5x12mm socket screw
130x M3x8mm socket screw
10x M3x16mm socket screw
10x M3x20mm socket screw
10x M3x25mm socket screw
5x M3x35mm socket screw
13x M4x20mm set screw
130x M3 nut
12x M3 nyloc nut
20x M3 washer
1x M5x20mm socket screw
1x M5 nut
Zipties
Print Quality and Parameters:
Perimeters: 2
Layer height: 0.2mm
Infill: 50%
Solid Layers Top&Bottom: 3
The listed kit contains all parts required for the build.
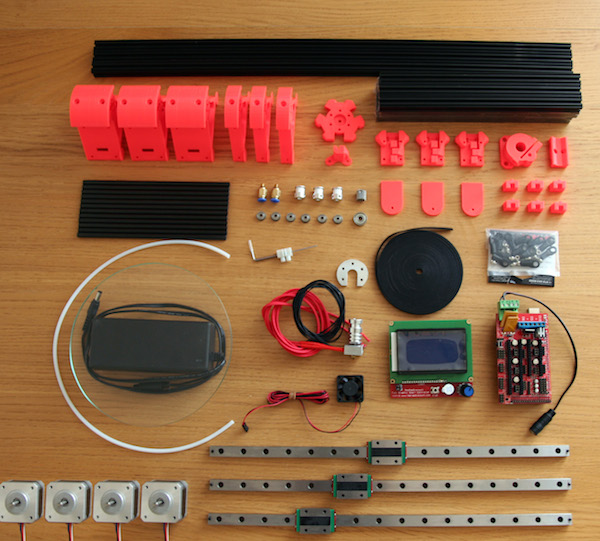
Printed Parts
A complete set of parts printed in PLA
3x Bottom vertex / corner
3x Top vertex / corner
1x Hotend effector
1x Leveling probe mount
1x Hotend cooling fan mount
3x GT2 belt carriage for linear rails
6x Endstop
3x Glass fixing tabs
1x Extruder body
1x Extruder mounting bracket
2x EXTRA - push rod assembly jig! These are extremely useful for precise rod assembly, one of the most critical points of the build, which directly affects the quality of the entire printer.
Frame
3x 15x15mm aluminum extrusion, 600mm length, vertical
9x 15x15mm aluminum extrusion, 240mm length, top and bottom vertex
1x Glass printing bed, 180mm diameter, 4mm extra thick glass for increased robustness, precision machine cut, ground edges
Linear Motion
3x MGN-12H based linear rails with carriages, 400mm length, hardened steel for super-smooth motion
3x GT2 Pulley, 16 teeth, 2mm pitch
3x GT2 Belt, 2mm pitch, 6mm width, 1300mm length each
6x F623ZZ ball bearings
3x NEMA17 Stepper motor, 5.1Kg.cm torque, 1.8°step angle
Diagonal Push Rods
6x Carbon fibre rods, 180mm length, 6mm OD, 4mm ID, precision machine cut
12x Traxxas 5347 rod ends
Hotend effector and bowden extruder
1x Metal hotend, for 1.75mm filament, 0.4mm nozzle
1x Hotend cooling fan
2x Push-fit connector, accepts 4mm OD tubing, M5 thread
1x PTFE/Teflon Bowden tubing, 4mm OD, 2mm ID, 500mm length
1x NEMA17 Extruder stepper motor
1x 625ZZ Ball bearing for idler
1x Extruder gear, stainless steel
Electronics
1x Arduino MEGA 2560, Rev3
1x RAMPS 1.4 Board
4x Stepper motor driver with heatsink
1x 12V, 5A power supply
1x LCD controller and SD card reader
4x Endstop switch
4x Endstop wiring, 1m each
Tools, accessories, screws, nuts etc. Most items include a few extra spare pieces
1x 1.5mm allen wrench for auto-leveling probe
1x Euro-style terminal block connector
2x Spring for autoleveling probe
10x M2.5x12mm socket screw
130x M3x8mm socket screw
10x M3x16mm socket screw
10x M3x20mm socket screw
10x M3x25mm socket screw
5x M3x35mm socket screw
13x M4x20mm set screw
130x M3 nut
12x M3 nyloc nut
20x M3 washer
1x M5x20mm socket screw
1x M5 nut
Zipties
Print Quality and Parameters:
Perimeters: 2
Layer height: 0.2mm
Infill: 50%
Solid Layers Top&Bottom: 3
The listed kit contains all parts required for the build.
|
Re: Kossel Mini workshop August 12, 2014 04:00AM |
Registered: 9 years ago Posts: 1 |
|
Re: Kossel Mini workshop August 12, 2014 05:10AM |
Registered: 9 years ago Posts: 9 |
Ahoj
Pokud bych jako priklad XYZ tiskaren vzal prave i3 nebo Rebela (trosku zavadejici, protoze XYZ je jen popis koncepce pohybu v 3d prostoru - X Y a Z jsou oddelene osy - a samozrejme jsou i jine typy XYZ tiskaren nez i3 nebo rebel), tzn tiskarny kde obecne plati:
Pohyb v ose X = pohyb voziku (doleva-doprava), ktery nese trysku/hotend a ve standartni konfiguraci je v usporadani direct extruder => na voziku se spolu s tryskou vozi extruder stepper motor
Pohyb v ose Y = pohyb voziku (dopredu dozadu), ktery nese desku, na kterou se tiskne
Pohyb v ose Z = vetsinou dva motory, ktere zvedaji celou osu Z nahoru a dolu.
a srovnal bych to s delta tiskarnou (budu mluvit konkretne o Kossel Mini)
pohyb v osach X Y a Z se zde neda izolovat. Delta kinematika je zalozena na tom, ze se linearni pohyb voziku na kazde ze 3 vezi prenese na pohyb effektoru (soucastka ktera nese trysku) kamkoliv v 3D prostoru. Tzn i kdyz u delta tiskarny necham posounout efektor jen v 1 ose (napr posun o 30mm v ose X), tak se stejne budou hybat vsechny 3 voziky na vezich.
Veskery pohyb ve smyslu nesene vahy je u delta tiskarny tudiz omezen pouze na pohyb efektoru s tryskou - tiskovou plochou se nehybe ani v rovine ani vyskove.
To ma nekolik dusledku
efektor je velmi lehky (plast, tryska, vetracek a v dusledku i carbon fiber ramena ktera jej nesou) a jako celek vazi par desitek gramu. Extruder motor v tomto pripade neni nesen efektorem, ale je pripevnen na ram a filament tlaci pres bowden mechanismus primo do trysky. Tim, ze nemusi tahat tezke komponenty (extruder motor (~300g), ktery tahaji vyse zminene tiskarny po ose X nebo celou tiskovou plochu kterou tahaji po ose Y) tak si tento typ tiskarny zachova skvelou tiskovou kvalitu i pri dost vysokych rychlostech - u vyse zminenych tiskaren se pri vyssich rychlstech tisku projevi prave setrvacnost. Sam bezne tisknu pri 100mm/s ale neni problem jet vic, pri 130mm/s tiskarna nijak nenaznacuje ze by nestihala, dal jsem nezkousel.
Tohle mi prijde jako jedno z nejvyraznejsich pozitiv delta tiskaren.
dalsi pekna vec je staticka tiskova plocha. jednak opet ve smyslu setrvacnosti, ktera samozrejme odpada, ale taky ve smyslu kalibrace - podlozka fixovana k ramu se bude kalibrovat lip, ze kdyz se s ni musi hodiny jezdit tam a zpet.
no a posledni vec - neni to asi vyhoda v pravem slova smyslu, ale delta tiskarny jsou proste sexy))
aby to bylo fer srovnani tak:
bowden mechanismus jde samozrejme namontovat i na klasicke tiskarny (napr na i3) a tim padem odpada nutnost tahat na voziku s tryskou tezky motorek. docela se divim, ze se tohle trochu vic nerozmohlo, myty kolem ladeni bowdenu se prehani a vyladit retrakci je otazkou par minut.
Nevyhody delta tiskaren - trojuhelnikovy pudorys primo vybizi k pouzivani kulatych tiskovych ploch. Ne ze by to byla nevyhoda, ale nekdo kdo resi maximalni tiskovy prostor muze mit problem s tim, ze klasicky Kossel Mini ma tiskovou plochu nejakych 170-180mm = prumer skla na ktere se tiskne. Toto je ale nevyhoda spis v pripade, ze nekdo potrebuje tisknout velke mnozstvi soucastek najednou a tim padem plochu zaplni. tisknout takhle velkou jednu mega soucastku - to uz pak clovek spis narazi na jine problemy zpusobene smrstovanim plastu atd.
Casto se jako nevyhoda zminuje kalibrace. sam jsem kalibroval jak kossely tak XYZ tiskarnu a muzu rict ze v tom zadny vyraznejsi rozdil neni.
To je ve zkratce asi tak to nejdulezitejsi. Nerad bych tady budil dojem, ze delta tiskarny jsou jedinou spravnou cestou a XYZ je spatne - to ani nahodou.kazdy system ma sva + a -. Me je blizsi delta koncept a proto jsem se rozhodl se venovat prave tomuto.
Co se tyce ceny kitu, tak komplet sestava tak jak je vyjmenovana vyse, vychazi na 15k Kc a zahrnuje uplne vse nutne pro rozbehnuti do posledniho sroubku. Pokud by se dal dohromady nejaky workshop, tak se s cenou da hnout - je rozdil davat do kopy 1 kit a 3 kity
Jako idealni pocet ucastniku (resp pocet stavenych kitu) se mi pro zacatek jevi prave 2-3. Samozrejme 1 kit nutne neznamena 1 clovek, tech se na 1 kitu muze podilet klidne vic
Pokud bych jako priklad XYZ tiskaren vzal prave i3 nebo Rebela (trosku zavadejici, protoze XYZ je jen popis koncepce pohybu v 3d prostoru - X Y a Z jsou oddelene osy - a samozrejme jsou i jine typy XYZ tiskaren nez i3 nebo rebel), tzn tiskarny kde obecne plati:
Pohyb v ose X = pohyb voziku (doleva-doprava), ktery nese trysku/hotend a ve standartni konfiguraci je v usporadani direct extruder => na voziku se spolu s tryskou vozi extruder stepper motor
Pohyb v ose Y = pohyb voziku (dopredu dozadu), ktery nese desku, na kterou se tiskne
Pohyb v ose Z = vetsinou dva motory, ktere zvedaji celou osu Z nahoru a dolu.
a srovnal bych to s delta tiskarnou (budu mluvit konkretne o Kossel Mini)
pohyb v osach X Y a Z se zde neda izolovat. Delta kinematika je zalozena na tom, ze se linearni pohyb voziku na kazde ze 3 vezi prenese na pohyb effektoru (soucastka ktera nese trysku) kamkoliv v 3D prostoru. Tzn i kdyz u delta tiskarny necham posounout efektor jen v 1 ose (napr posun o 30mm v ose X), tak se stejne budou hybat vsechny 3 voziky na vezich.
Veskery pohyb ve smyslu nesene vahy je u delta tiskarny tudiz omezen pouze na pohyb efektoru s tryskou - tiskovou plochou se nehybe ani v rovine ani vyskove.
To ma nekolik dusledku
efektor je velmi lehky (plast, tryska, vetracek a v dusledku i carbon fiber ramena ktera jej nesou) a jako celek vazi par desitek gramu. Extruder motor v tomto pripade neni nesen efektorem, ale je pripevnen na ram a filament tlaci pres bowden mechanismus primo do trysky. Tim, ze nemusi tahat tezke komponenty (extruder motor (~300g), ktery tahaji vyse zminene tiskarny po ose X nebo celou tiskovou plochu kterou tahaji po ose Y) tak si tento typ tiskarny zachova skvelou tiskovou kvalitu i pri dost vysokych rychlostech - u vyse zminenych tiskaren se pri vyssich rychlstech tisku projevi prave setrvacnost. Sam bezne tisknu pri 100mm/s ale neni problem jet vic, pri 130mm/s tiskarna nijak nenaznacuje ze by nestihala, dal jsem nezkousel.
Tohle mi prijde jako jedno z nejvyraznejsich pozitiv delta tiskaren.
dalsi pekna vec je staticka tiskova plocha. jednak opet ve smyslu setrvacnosti, ktera samozrejme odpada, ale taky ve smyslu kalibrace - podlozka fixovana k ramu se bude kalibrovat lip, ze kdyz se s ni musi hodiny jezdit tam a zpet.
no a posledni vec - neni to asi vyhoda v pravem slova smyslu, ale delta tiskarny jsou proste sexy
))aby to bylo fer srovnani tak:
bowden mechanismus jde samozrejme namontovat i na klasicke tiskarny (napr na i3) a tim padem odpada nutnost tahat na voziku s tryskou tezky motorek. docela se divim, ze se tohle trochu vic nerozmohlo, myty kolem ladeni bowdenu se prehani a vyladit retrakci je otazkou par minut.
Nevyhody delta tiskaren - trojuhelnikovy pudorys primo vybizi k pouzivani kulatych tiskovych ploch. Ne ze by to byla nevyhoda, ale nekdo kdo resi maximalni tiskovy prostor muze mit problem s tim, ze klasicky Kossel Mini ma tiskovou plochu nejakych 170-180mm = prumer skla na ktere se tiskne. Toto je ale nevyhoda spis v pripade, ze nekdo potrebuje tisknout velke mnozstvi soucastek najednou a tim padem plochu zaplni. tisknout takhle velkou jednu mega soucastku - to uz pak clovek spis narazi na jine problemy zpusobene smrstovanim plastu atd.
Casto se jako nevyhoda zminuje kalibrace. sam jsem kalibroval jak kossely tak XYZ tiskarnu a muzu rict ze v tom zadny vyraznejsi rozdil neni.
To je ve zkratce asi tak to nejdulezitejsi. Nerad bych tady budil dojem, ze delta tiskarny jsou jedinou spravnou cestou a XYZ je spatne - to ani nahodou.kazdy system ma sva + a -. Me je blizsi delta koncept a proto jsem se rozhodl se venovat prave tomuto.
Co se tyce ceny kitu, tak komplet sestava tak jak je vyjmenovana vyse, vychazi na 15k Kc a zahrnuje uplne vse nutne pro rozbehnuti do posledniho sroubku. Pokud by se dal dohromady nejaky workshop, tak se s cenou da hnout - je rozdil davat do kopy 1 kit a 3 kity
Jako idealni pocet ucastniku (resp pocet stavenych kitu) se mi pro zacatek jevi prave 2-3. Samozrejme 1 kit nutne neznamena 1 clovek, tech se na 1 kitu muze podilet klidne vic
|
Re: Kossel Mini workshop August 12, 2014 07:11AM |
Registered: 10 years ago Posts: 63 |
|
Re: Kossel Mini workshop August 12, 2014 07:52AM |
Registered: 9 years ago Posts: 9 |
S heatbed neni problem, delaji se kulaty heatery ktery se bud klipsnou pripnou k tiskovemu povrchu nebo se na nej zespodu nalepi, dle toho jestli jsou flexi nebo jestli to je PCB a hotovo. Nemel by byt problem to zaradit do kitu, kdyby po tom nekdo touzil.
Ja to nepouzivam pac tisknu jen PLA a tam si vystacim bez vyhrivani.
V
Ja to nepouzivam pac tisknu jen PLA a tam si vystacim bez vyhrivani.
V
|
Re: Kossel Mini workshop August 22, 2014 03:20AM |
Registered: 11 years ago Posts: 748 |
Nechci konstrukci delty v zadnem pripade hanit, nejakou takovou konstrukci bych klidne zkusil, ale z hlediska sirsiho vyuziti materialu atp. si myslim, ze to ma par podstatnych omezeni.
Budu velice rad, pokud mi je nekdo, kdo ma vetsi zkusenosti s deltou vyvrati.
Jedinymi zminenymi klady se mi jevi nizka hmotnost pohyblive casti extruderu, staticky stolek a vizualne velice efektni pohyb soustroji pri tisku. Linearni voziky jsou samozrejme "top" komponent teto tiskarny, bohuzel asi nejdrazsi
Jako nevyhodu povazuji treba vlastni bowdenovy extruder. Hlavne z duvodu pouziti siroke skaly dnes dostupnych materialu. Jako problematicky vidim tisk pruznych materialu bowdenovym extruderem, ma nekdo nejake zkusenosi ?
Ohledne tiskove rychlosti by se dalo take polemizovat, je dost podstatny pomer prumeru trysky/filamentu, delky a radiusu bowdenu. S vetsi tryskou je nutne protlacit rychleji filament a podle toho co jsem zkousel je to s bowdenem o dost horsi a omezi to vyrazne maxima. Nic mene tisk do 100mm/s je pro vetsinu tiskaru vyhovujici, takze to neberu za nejake velke -. Ono je trochu zavadejici i tech delkarovanych 100mm/s, ktere zrovna u delty podle meho neodpovidaji zadne rychlosti fyzickeho posuvu.
Dalsim faktem je, ze i vlastni posuv filamentu nejakou tou zubatici vede k castecne deformaci/zdrsneni filamentu, ktery vede k stizeni pruchodu filamentu bowdenem a ne kazdy filamenta ma stejnou tvrdost, takze je s nejvetsi pravdepodobnosti bude nutne nasledne casteji doladovat i sila pritlaku. Nebo Ne?
Je to samozrejme zavisle i na vnitrnim prumeru bowdenu, stabilite prumeru filamentu a v neposledni rade i o jeho vlastnim prumeru od ruznych dodavatelu.
Takze pokud to zjednodusim, tak pokud se omezim na i typ materialu, treba zminovane PLA od jednoho vyrobce, da se rici, ze je kalibrace a nastaveni pro bowdenovy extruder skutecne relativne jednoduche, ale pri pouziti vice typu materialu uz zase tolik ne.
Chapu to spravne? Nejakou tiskarnu i bowden uz jsem aspon z "dalky" videl, ale prakticky bowden dlouhodobe zajety nemam, tak proto bych rad posbiral nejake ty zkusenosti
_______________
Rebel ?
[rebelove.org]
Budu velice rad, pokud mi je nekdo, kdo ma vetsi zkusenosti s deltou vyvrati.
Jedinymi zminenymi klady se mi jevi nizka hmotnost pohyblive casti extruderu, staticky stolek a vizualne velice efektni pohyb soustroji pri tisku. Linearni voziky jsou samozrejme "top" komponent teto tiskarny, bohuzel asi nejdrazsi
Jako nevyhodu povazuji treba vlastni bowdenovy extruder. Hlavne z duvodu pouziti siroke skaly dnes dostupnych materialu. Jako problematicky vidim tisk pruznych materialu bowdenovym extruderem, ma nekdo nejake zkusenosi ?
Ohledne tiskove rychlosti by se dalo take polemizovat, je dost podstatny pomer prumeru trysky/filamentu, delky a radiusu bowdenu. S vetsi tryskou je nutne protlacit rychleji filament a podle toho co jsem zkousel je to s bowdenem o dost horsi a omezi to vyrazne maxima. Nic mene tisk do 100mm/s je pro vetsinu tiskaru vyhovujici, takze to neberu za nejake velke -. Ono je trochu zavadejici i tech delkarovanych 100mm/s, ktere zrovna u delty podle meho neodpovidaji zadne rychlosti fyzickeho posuvu.
Dalsim faktem je, ze i vlastni posuv filamentu nejakou tou zubatici vede k castecne deformaci/zdrsneni filamentu, ktery vede k stizeni pruchodu filamentu bowdenem a ne kazdy filamenta ma stejnou tvrdost, takze je s nejvetsi pravdepodobnosti bude nutne nasledne casteji doladovat i sila pritlaku. Nebo Ne?
Je to samozrejme zavisle i na vnitrnim prumeru bowdenu, stabilite prumeru filamentu a v neposledni rade i o jeho vlastnim prumeru od ruznych dodavatelu.
Takze pokud to zjednodusim, tak pokud se omezim na i typ materialu, treba zminovane PLA od jednoho vyrobce, da se rici, ze je kalibrace a nastaveni pro bowdenovy extruder skutecne relativne jednoduche, ale pri pouziti vice typu materialu uz zase tolik ne.
Chapu to spravne? Nejakou tiskarnu i bowden uz jsem aspon z "dalky" videl, ale prakticky bowden dlouhodobe zajety nemam, tak proto bych rad posbiral nejake ty zkusenosti
_______________
Rebel ?
[rebelove.org]
|
Re: Kossel Mini workshop August 25, 2014 04:47AM |
Registered: 10 years ago Posts: 35 |
"Ono je trochu zavadejici i tech delkarovanych 100mm/s, ktere zrovna u delty podle meho neodpovidaji zadne rychlosti fyzickeho posuvu." - Tohle by mně docela zajímalo, já jsem to chápal tak, že pokud je "rychlost tisku 100 mm/s", tak to je skutečně rychlost trysky vůči podložce, ne rychlost posuvu jednotlivých vozíků/ramen... Nebo chápu špatně? Navíc Chipsa píše, že u této jeho tiskárny tiskne 130 mm (že víc nezkoušel).
Osobně bych u delty tak nějak čekal trochu větší přesnost (nebo rychlost) u dílů kde se hodně mění směr pohybu tisku, protože tam jsou celkově malé setrvačnosti. Třeba to že vůbec nejezdí tisková podložka i s tištěnými díly, to taky má snad nějaký vliv. Nebo ne (?).
Osobně bych u delty tak nějak čekal trochu větší přesnost (nebo rychlost) u dílů kde se hodně mění směr pohybu tisku, protože tam jsou celkově malé setrvačnosti. Třeba to že vůbec nejezdí tisková podložka i s tištěnými díly, to taky má snad nějaký vliv. Nebo ne (?).
|
Re: Kossel Mini workshop August 28, 2014 05:58AM |
Registered: 9 years ago Posts: 9 |
Zdravim!
2 Dan:
jak pises, tak mezi nejvetsi vyhody z meho pohledu urcite patri velmi nizka hmotnost pohyblivych soucastek, staticky stolek (!!) a profi reseni linearnich vedeni. Dalsi vyhoda, kterou jsem zjistil a uplne docenil az behem provozovani je z-lift behem presunu pri tisku! Abych vysvetlil co tim myslim. Pokud na tiskarne konstrukce typu prusa/rebel atd - tzn tam kde se pro Z-pohyb pouzivaji (vetsinou dvojice) zavitovych tyci, pak pokud budu chtit pri tisku udelat pri presunu z-lift abych po ceste neco nesejmul, tak bohuzel zavitovky nejsou uplne idealni na kratke posuny. takze pokud udelam z-lift 0.2mm nahoru pred posunem a zpet o 0.2mm dolu po presunu, tak se velmi pravdepodobne nedostanu presne na pozadovanou hodnotu kvuli vulim na spoji tyc-matka.
Delta kinematika pri jakemkoliv pohybu stejne hybe vsema trema vezema, takze v principu muzu udelat jakykoliv z-lift a vim, ze reprodukovatelnost tohoto pohybu bude stejna jako opakovatelnost jakehokoliv jineho pohybu
nevim jestli se mi to podarilo vysvetlit, snad jo.
Linearni voziky jsou urcite top reseni a nedam na ne dopustit. ano, nejsou levne, ale kazdopadne stoji za to. jinak jsou ale k dispozici i voziky co jezdi primo po ramu pomoci obyc v-groove kolecek nebo pak super vec kterou jsem zkousel nedavno - tisknute linearni vedeni, ktere jezdi taky po ramu pomoci delrinovych kulicek - tady je video [www.youtube.com]
Tohle reseni mi fungovalo taky dobre.
s bowdenem samozrejme zalezi na uhlu pohledu, ja ho beru jako nespornou vyhodu. 95 a vic procent lidi tiskne PLA/ABS a tam pri tisku zadne rozdily nejsou. Pokud nekdo chce tisknout exoticke filamenty, je to vzdy na experimentovani a nezalezi na tiskarne. Co jsem cetl, vypada to ze napr Ninjaflex jde tisknout i pres bowden, jako vzdy se jen musi odladit retrakce. Sam jsem ale nezkousel.
Nepochopil jsem co by mel spolecnyho radius bowdenu (??) s prumerem trysky. navic neni uplne pravda ze by extruder nemel nejak stihat pri vetsim prumeru trysky. preci kdyz mam trysku 0.4mm tak sice tlacim mensi mnozstvi materialu ale zase mam vyssi odpor diky malemu prumeru trysky. pri vetsim prumeru pak sice tlacim vic filamentu ale samozrejme odpor klesa prave diky vetsimu prumeru trysky. navic limitujicim faktorem setupu ktery jsem popisoval urcite neni extruder ale obava operatora kdyz vidi jak se mu pred ocima rozmazava pohyb trysky takze bych rekl ze stroj zvlada mnohem vic nez dovoli nervy operatora
rychlost posuvu me pobavila! samozrejme se jedna o rychlost trysky oproti desce! jak jinak rychlost pohybu voziku po vezich me popravde je vcelku ukradena, resim jen finalni rychlost tisku, uplne stejne jako pri XYZ tiskarnach, v tom prece neni zadny rozdil. Navic kdyz pri XYZ tiskarne reknu ze tisknu rychlosti 50mm/s tak to snad znamena ze X i Y osy jedou obe neustale 50mm/s? to je samozrejme blbost - kdyz si predstavite jak se hybou motory napr pri tisku ctverce - v ose X jede X motor naplno, pak se zastavi a jede naplno Y motor atd az udela ctverec. Pri tisku kruhu je to slozitejsi a musi se plynule zpomalovat a zrychlovat tak aby vyslednym pohybem byl kruh. ale rychlost trysky oproti podlozce je samozrejme dana tim co se nastavi ve sliceru, resp tim co dovoli nastaveni acceleration speed.
nejak jsem nepobral jak by mely zuby extruderu zmenit vlastnosti filamentu aby to melo nejaky vliv na jeho posun bowdenem samozrejme v tom zadny problem neni. ani sila pritlaku se resit nemusi, extruder assembly je navrzena tak aby tam uz v "zakladnim" stavu byl urcity pritlak na filament a ten jsem zatim nijak nemenil, ale je tam k dispozici sroubek na pritlaceni/uvolneni. filamentu jsem vytiskl kila, od vsech moznych vyrobcu a jedina vec kterou hybu je teplota o +- 5stupnu, nic vic neresim, proc taky
2 AndroidCZ
chapes to samozrjeme dobre, jak jsem psal vyse tak je to pohyb trysky proti podlozce, zadnou jina rychlost nema smysl definovat protoze zadna z nich neni konstantni
u delty se da cekat spickova kvalita tisku prave z duvodu ktere zminujes - velmi nizka setrvacnost a vsechny dusledky tim zpusobene.
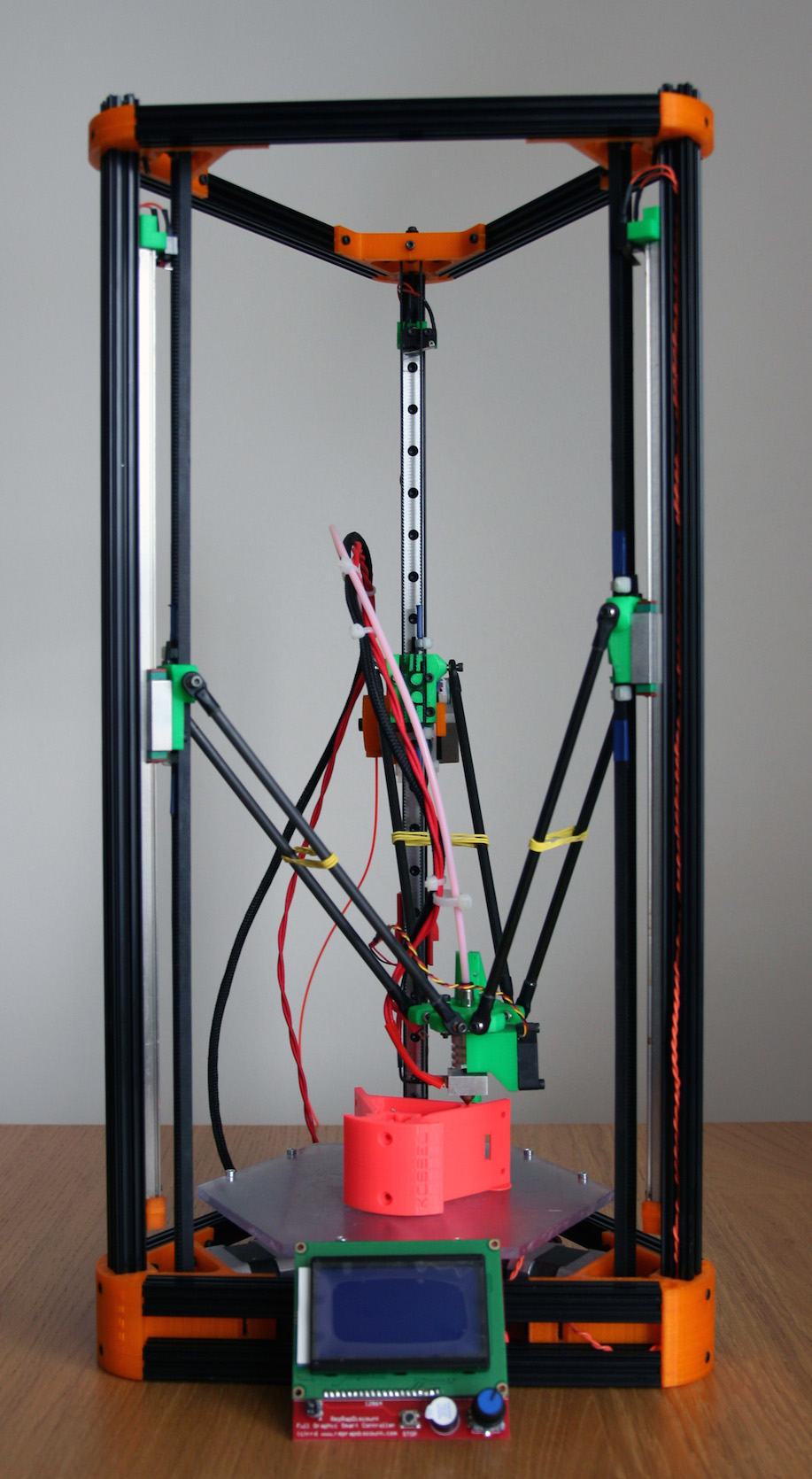
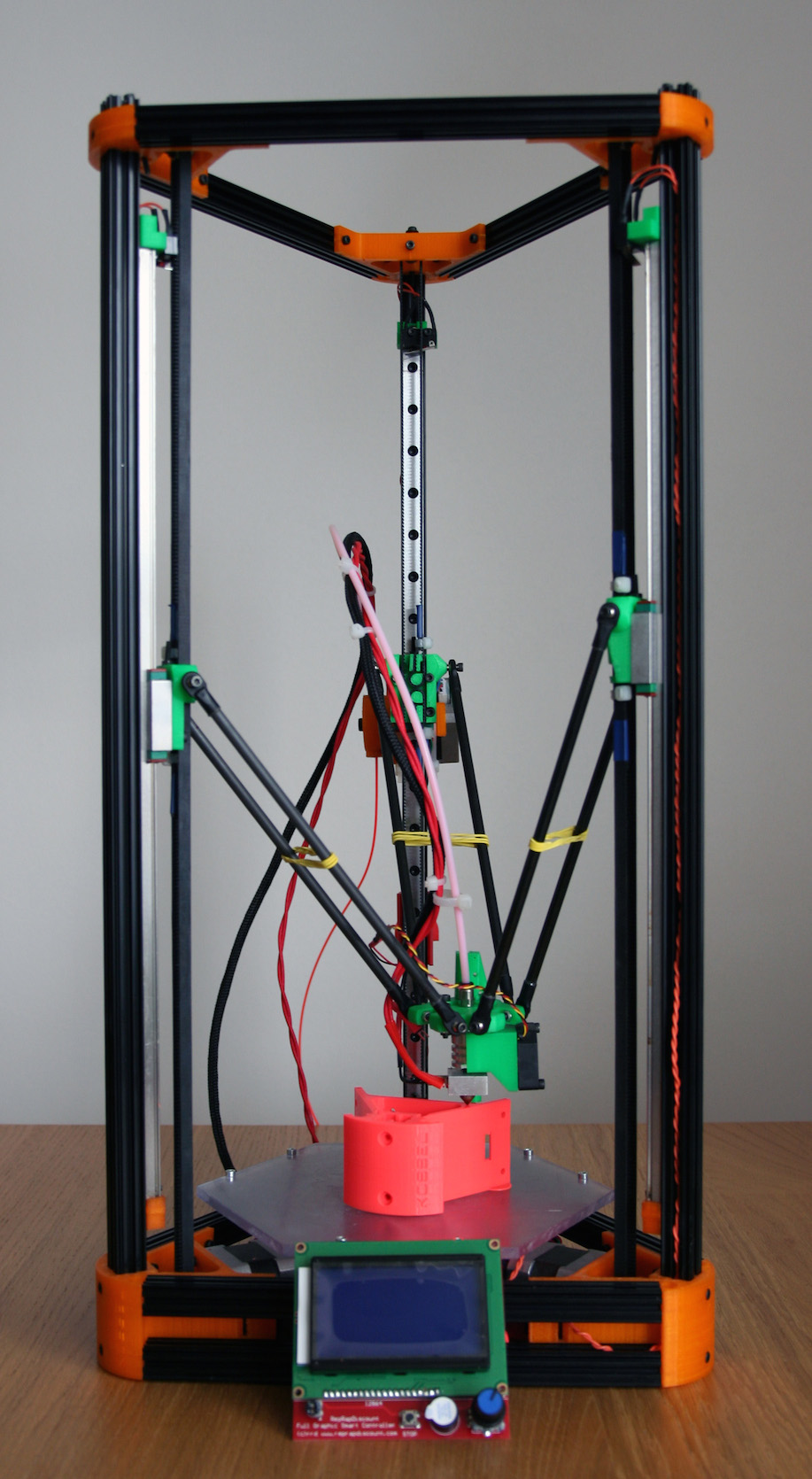
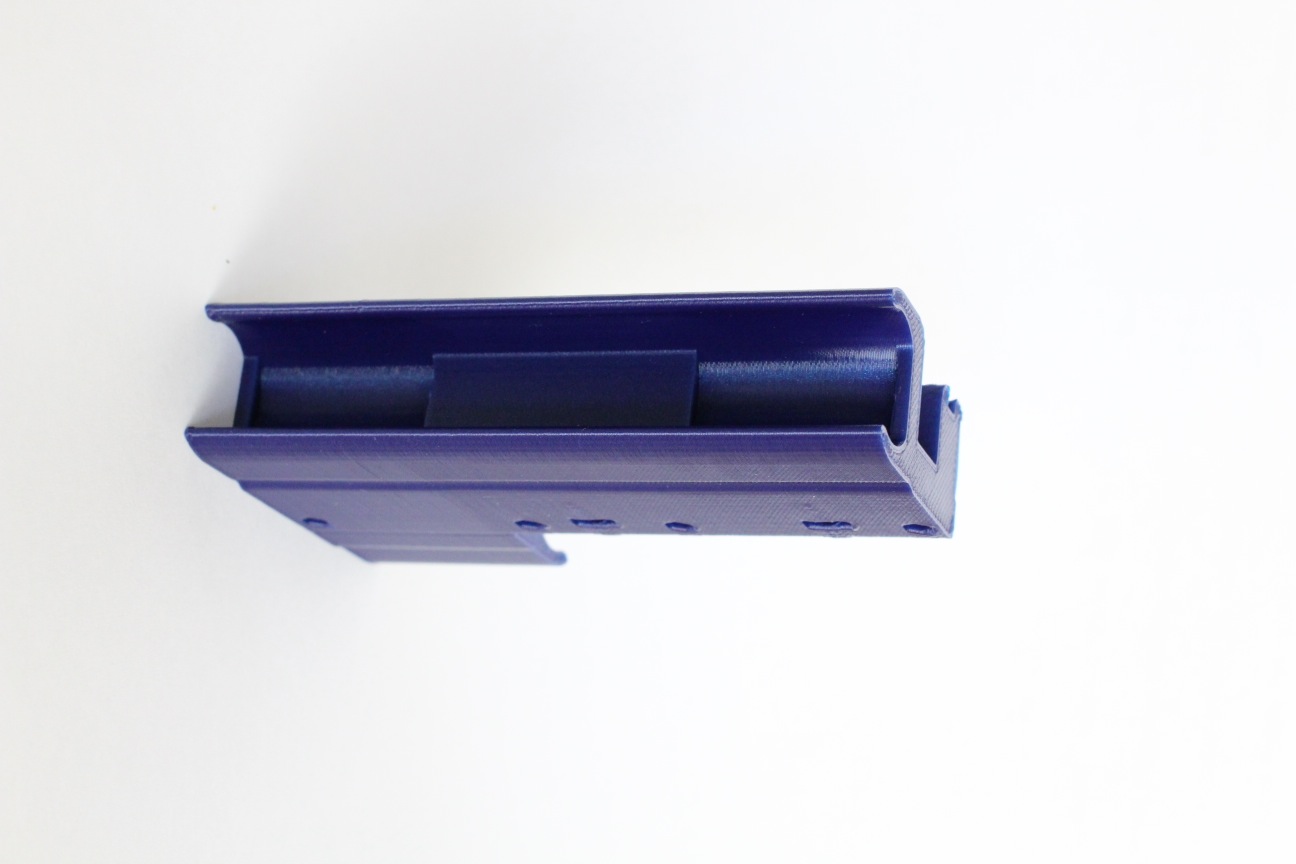
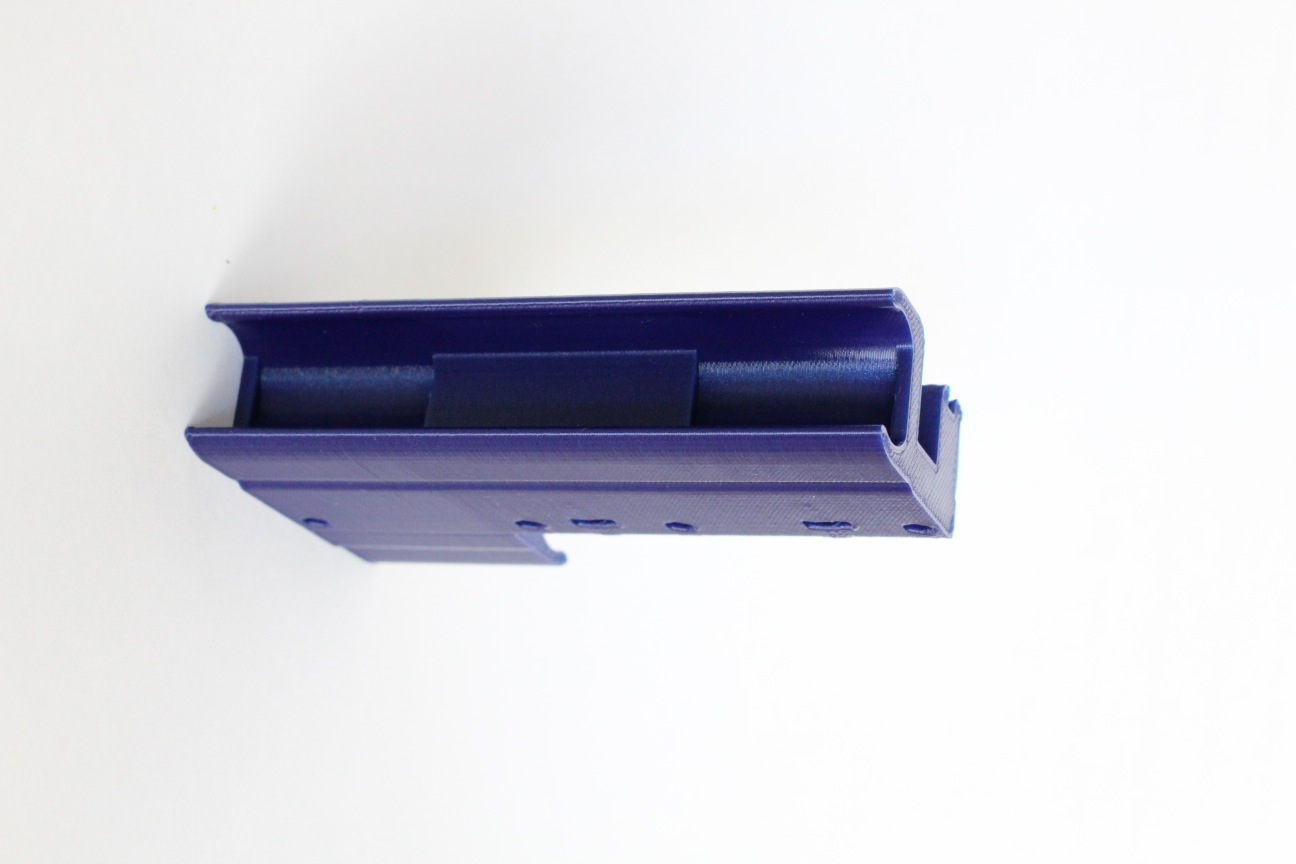
pro inspiraci prikladam priklady vystupu... Vse PLA, 0.2mm vrstvy, Na porovnani na fotkach je nejlepsi, ale zaroven nejprisnejsi, modra PLA, protoze je takova perletova a lame se na ni svetlo a kazda blbost tam jde videt. v realnym svete jsou ale jeste lepsi pastelovy barvy jako napr prilozena zluta, vypadaji jeste lip. Oboji vystup z meho Kossela pomoci vyse zminene konfigurace
sorry za dlouhatansky post, ale bylo tam hodne k okomentovani
rad se pobavim o jakychkoliv dalsich detailech
2 Dan:
jak pises, tak mezi nejvetsi vyhody z meho pohledu urcite patri velmi nizka hmotnost pohyblivych soucastek, staticky stolek (!!) a profi reseni linearnich vedeni. Dalsi vyhoda, kterou jsem zjistil a uplne docenil az behem provozovani je z-lift behem presunu pri tisku! Abych vysvetlil co tim myslim. Pokud na tiskarne konstrukce typu prusa/rebel atd - tzn tam kde se pro Z-pohyb pouzivaji (vetsinou dvojice) zavitovych tyci, pak pokud budu chtit pri tisku udelat pri presunu z-lift abych po ceste neco nesejmul, tak bohuzel zavitovky nejsou uplne idealni na kratke posuny. takze pokud udelam z-lift 0.2mm nahoru pred posunem a zpet o 0.2mm dolu po presunu, tak se velmi pravdepodobne nedostanu presne na pozadovanou hodnotu kvuli vulim na spoji tyc-matka.
Delta kinematika pri jakemkoliv pohybu stejne hybe vsema trema vezema, takze v principu muzu udelat jakykoliv z-lift a vim, ze reprodukovatelnost tohoto pohybu bude stejna jako opakovatelnost jakehokoliv jineho pohybu
nevim jestli se mi to podarilo vysvetlit, snad jo.
Linearni voziky jsou urcite top reseni a nedam na ne dopustit. ano, nejsou levne, ale kazdopadne stoji za to. jinak jsou ale k dispozici i voziky co jezdi primo po ramu pomoci obyc v-groove kolecek nebo pak super vec kterou jsem zkousel nedavno - tisknute linearni vedeni, ktere jezdi taky po ramu pomoci delrinovych kulicek - tady je video [www.youtube.com]
Tohle reseni mi fungovalo taky dobre.
s bowdenem samozrejme zalezi na uhlu pohledu, ja ho beru jako nespornou vyhodu. 95 a vic procent lidi tiskne PLA/ABS a tam pri tisku zadne rozdily nejsou. Pokud nekdo chce tisknout exoticke filamenty, je to vzdy na experimentovani a nezalezi na tiskarne. Co jsem cetl, vypada to ze napr Ninjaflex jde tisknout i pres bowden, jako vzdy se jen musi odladit retrakce. Sam jsem ale nezkousel.
Nepochopil jsem co by mel spolecnyho radius bowdenu (??) s prumerem trysky. navic neni uplne pravda ze by extruder nemel nejak stihat pri vetsim prumeru trysky. preci kdyz mam trysku 0.4mm tak sice tlacim mensi mnozstvi materialu ale zase mam vyssi odpor diky malemu prumeru trysky. pri vetsim prumeru pak sice tlacim vic filamentu ale samozrejme odpor klesa prave diky vetsimu prumeru trysky. navic limitujicim faktorem setupu ktery jsem popisoval urcite neni extruder ale obava operatora kdyz vidi jak se mu pred ocima rozmazava pohyb trysky
takze bych rekl ze stroj zvlada mnohem vic nez dovoli nervy operatora rychlost posuvu me pobavila!
samozrejme se jedna o rychlost trysky oproti desce! jak jinak rychlost pohybu voziku po vezich me popravde je vcelku ukradena, resim jen finalni rychlost tisku, uplne stejne jako pri XYZ tiskarnach, v tom prece neni zadny rozdil. Navic kdyz pri XYZ tiskarne reknu ze tisknu rychlosti 50mm/s tak to snad znamena ze X i Y osy jedou obe neustale 50mm/s? to je samozrejme blbost - kdyz si predstavite jak se hybou motory napr pri tisku ctverce - v ose X jede X motor naplno, pak se zastavi a jede naplno Y motor atd az udela ctverec. Pri tisku kruhu je to slozitejsi a musi se plynule zpomalovat a zrychlovat tak aby vyslednym pohybem byl kruh. ale rychlost trysky oproti podlozce je samozrejme dana tim co se nastavi ve sliceru, resp tim co dovoli nastaveni acceleration speed.nejak jsem nepobral jak by mely zuby extruderu zmenit vlastnosti filamentu aby to melo nejaky vliv na jeho posun bowdenem
samozrejme v tom zadny problem neni. ani sila pritlaku se resit nemusi, extruder assembly je navrzena tak aby tam uz v "zakladnim" stavu byl urcity pritlak na filament a ten jsem zatim nijak nemenil, ale je tam k dispozici sroubek na pritlaceni/uvolneni. filamentu jsem vytiskl kila, od vsech moznych vyrobcu a jedina vec kterou hybu je teplota o +- 5stupnu, nic vic neresim, proc taky 2 AndroidCZ
chapes to samozrjeme dobre, jak jsem psal vyse tak je to pohyb trysky proti podlozce, zadnou jina rychlost nema smysl definovat protoze zadna z nich neni konstantni
u delty se da cekat spickova kvalita tisku prave z duvodu ktere zminujes - velmi nizka setrvacnost a vsechny dusledky tim zpusobene.
pro inspiraci prikladam priklady vystupu... Vse PLA, 0.2mm vrstvy, Na porovnani na fotkach je nejlepsi, ale zaroven nejprisnejsi, modra PLA, protoze je takova perletova a lame se na ni svetlo a kazda blbost tam jde videt. v realnym svete jsou ale jeste lepsi pastelovy barvy jako napr prilozena zluta, vypadaji jeste lip. Oboji vystup z meho Kossela pomoci vyse zminene konfigurace
sorry za dlouhatansky post, ale bylo tam hodne k okomentovani
rad se pobavim o jakychkoliv dalsich detailech
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
|
Re: Kossel Mini workshop August 28, 2014 09:47AM |
Moderator Registered: 12 years ago Posts: 803 |
Chipsa: mel jsi tu byt chlape, kdyz jsem 3/4 roku laboroval s rostockem, posleze pak upravenou 3dr na ceske profily
Vyhodou delty je mimo samozrejme atraktivnejsiho pohledu na samotny tisk staticke ulozeni vytisku, plus o hodne jednodusi zvetseni tiskove plochy (nejjednoduseji v zetku, ale i zvetsit plosne znamena upravit jen delku nekterych dilu).
Ale vse ma sve nevyhody, dle meho u delty jsou dve zakladni a to bowden a kalibrace. Potazmo jeste s tou kalibraci souvisi jeste hw presnost konstrukce tiskarny.
Ty sice oba problemy zavrhujes, ze jsou banalni a sam jsi je v podstate neresil. Nepodstatne ale nejsou. Dle meho jsi mel bud stesti na uvodni setup a nebo pouzil reseni, ktere bylo 100% odlazene.
Vytisky mas ale krasne, to kazdopadne.
Ad bowden: tohle ma nekolik oblasti co muze byt spatne
-spatny material samotneho bowdenu
-spatne uchyceni bowdenu na extruderu/platforme
-velke lazeni chce extruder, velke lazeni chce tisk co se tyka retrakci apod.
Ty prvni dva body jsou uz delta komunitou vyreseny, fitinky jsou jasnou volbou. Ten treti bod ale nejsou jen tak, nebot:
- extruder musi mit o dost vetsi silu nez u nebowdenoveho vedeni, samotne vedeni ma taktez odpor a navic nestaticky, odpor se meni s pohybem platformy, odpor se meni s materialovou pameti.
- hlavni problem ale je co se tyka nastaveni retrakce apod. Protoze cokoli potrebujete ted posunout na HE tak motor udela o 50-70cm dale a bowdenove vedeni proste ma sve vule a nez se reakce prenese na HE, tak se muze lehce zmenit.
Nejde proste o ocelove lanko v presnem bowdenu, jde o plastovou strunu 1,75 v 2mm trubicce.
Vetsina tehle problemu nastava ve chvili kdy je nejaky problem s HE.
Muze to byt priucpani, problemy s pla a celokovovymi HE, muzou to byt byt tisky, kde se musi ve velkem delat retrakce apod. Tam vsude je bowden znat.
A ad kalibrace, tady si samozrejme spousty problemu usetrite presnou konstrukci tiskarny. Pripadne automatickym bed levelingem.
Nastaveni nulte vrstvy na delte proste je boj, neni to jen o vychyleni v jednom miste, resi se konvexnost, konkavnost, resi se nepresnosti konstrukce, spousty tehle veci vam kartezske tiskarny dovoli, delta ne.
A to si myslim, ze patrim mezi lidi, kteri deltu porad obhajuji. Dle meho to jsou vyborne tiskarny, ale nejsou dle meho pro uplne zacatecniky.
A rozhodne az se budu nekdy nudit si zpatky deltu postavit, akorat mam teda v planu trosku divocejsi konstrukce nez je kosell
Vyhodou delty je mimo samozrejme atraktivnejsiho pohledu na samotny tisk staticke ulozeni vytisku, plus o hodne jednodusi zvetseni tiskove plochy (nejjednoduseji v zetku, ale i zvetsit plosne znamena upravit jen delku nekterych dilu).
Ale vse ma sve nevyhody, dle meho u delty jsou dve zakladni a to bowden a kalibrace. Potazmo jeste s tou kalibraci souvisi jeste hw presnost konstrukce tiskarny.
Ty sice oba problemy zavrhujes, ze jsou banalni a sam jsi je v podstate neresil. Nepodstatne ale nejsou. Dle meho jsi mel bud stesti na uvodni setup a nebo pouzil reseni, ktere bylo 100% odlazene.
Vytisky mas ale krasne, to kazdopadne.
Ad bowden: tohle ma nekolik oblasti co muze byt spatne
-spatny material samotneho bowdenu
-spatne uchyceni bowdenu na extruderu/platforme
-velke lazeni chce extruder, velke lazeni chce tisk co se tyka retrakci apod.
Ty prvni dva body jsou uz delta komunitou vyreseny, fitinky jsou jasnou volbou. Ten treti bod ale nejsou jen tak, nebot:
- extruder musi mit o dost vetsi silu nez u nebowdenoveho vedeni, samotne vedeni ma taktez odpor a navic nestaticky, odpor se meni s pohybem platformy, odpor se meni s materialovou pameti.
- hlavni problem ale je co se tyka nastaveni retrakce apod. Protoze cokoli potrebujete ted posunout na HE tak motor udela o 50-70cm dale a bowdenove vedeni proste ma sve vule a nez se reakce prenese na HE, tak se muze lehce zmenit.
Nejde proste o ocelove lanko v presnem bowdenu, jde o plastovou strunu 1,75 v 2mm trubicce.
Vetsina tehle problemu nastava ve chvili kdy je nejaky problem s HE.
Muze to byt priucpani, problemy s pla a celokovovymi HE, muzou to byt byt tisky, kde se musi ve velkem delat retrakce apod. Tam vsude je bowden znat.
A ad kalibrace, tady si samozrejme spousty problemu usetrite presnou konstrukci tiskarny. Pripadne automatickym bed levelingem.
Nastaveni nulte vrstvy na delte proste je boj, neni to jen o vychyleni v jednom miste, resi se konvexnost, konkavnost, resi se nepresnosti konstrukce, spousty tehle veci vam kartezske tiskarny dovoli, delta ne.
A to si myslim, ze patrim mezi lidi, kteri deltu porad obhajuji. Dle meho to jsou vyborne tiskarny, ale nejsou dle meho pro uplne zacatecniky.
A rozhodne az se budu nekdy nudit si zpatky deltu postavit, akorat mam teda v planu trosku divocejsi konstrukce nez je kosell
|
Re: Kossel Mini workshop August 30, 2014 03:03PM |
Registered: 11 years ago Posts: 748 |
Chipsa>
- s Z lift a jeho nepresnosti moc nesouhlasim. Pokud je tiskarna postavena spravne, matice se nepootaceji v ose a X rampa jede dolu vlastni vahou sama, tak si dovolim tvrdit, ze je posuv stejne presny, ne li presnejsi nez s remeny. Preci jenom 3200 kroku (pri motoru 1.8° a 16ti mikrokrocich) na 1mm posuvu Z je trochu neco jineho, nez direct motor/remenice. Kazdopadne je samozrejme pomalejsi, o tom zadna.
- co se tyce bowdenoveho extruderu, tak k tomu mi staci, pokud zareagujes na Bajna. O jeho delte a problemech vim, chtel jsem prave vedet zkusenosti nekoho dalsiho. Pokud je tedy KOSSEL odladen a optimalizovan tak jak pises, pak tedy budiz....
- ohledne rychlosti posuvu jsem to napsal asi blbe, ale prave tim "uplne stejne jako pri XYZ tiskarnach, v tom prece neni zadny rozdil" si nejsem tak jist. Pokud to tok tedy skutecne je, ok.
_______________
Rebel ?
[rebelove.org]
- s Z lift a jeho nepresnosti moc nesouhlasim. Pokud je tiskarna postavena spravne, matice se nepootaceji v ose a X rampa jede dolu vlastni vahou sama, tak si dovolim tvrdit, ze je posuv stejne presny, ne li presnejsi nez s remeny. Preci jenom 3200 kroku (pri motoru 1.8° a 16ti mikrokrocich) na 1mm posuvu Z je trochu neco jineho, nez direct motor/remenice. Kazdopadne je samozrejme pomalejsi, o tom zadna.
- co se tyce bowdenoveho extruderu, tak k tomu mi staci, pokud zareagujes na Bajna. O jeho delte a problemech vim, chtel jsem prave vedet zkusenosti nekoho dalsiho. Pokud je tedy KOSSEL odladen a optimalizovan tak jak pises, pak tedy budiz....
- ohledne rychlosti posuvu jsem to napsal asi blbe, ale prave tim "uplne stejne jako pri XYZ tiskarnach, v tom prece neni zadny rozdil" si nejsem tak jist. Pokud to tok tedy skutecne je, ok.
_______________
Rebel ?
[rebelove.org]
|
Re: Kossel Mini workshop August 30, 2014 06:24PM |
Moderator Registered: 12 years ago Posts: 803 |
dan: ohledne te rychlosti tezko rici podle ceho to posouva, na jednu stranu by to opravdu mohlo realne brat podle pohybu trysky/platformy tim padem zadny rozdil, akorat na vezich ti jezdi carriage neznamou rychlosti.
otazka je, kdyz mu prijde v gcode priznak F, tak jestli to vezme pro motor nebo pro celkovy pohyb
otazka je, kdyz mu prijde v gcode priznak F, tak jestli to vezme pro motor nebo pro celkovy pohyb
|
Re: Kossel Mini workshop September 10, 2014 05:12PM |
Registered: 10 years ago Posts: 22 |
Sorry, only registered users may post in this forum.