Home
>
RepRap User Groups
>
Europe
>
Deutschsprachiges Forum
>
Kommerzielle Angebote & Produktvorstellungen
>
Thema
>
Seite 20
Vorstellung Extrudr.eu - Hochwertiges Filament
geschrieben von Netjir
|
Re: Vorstellung Extrudr.eu - Hochwertiges Filament 03. April 2016 09:01 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 147 |
Prima, Danke. Werde das auch mal versuchen. Stimmt mechanische Fehler werden gut kaschiert. Auf meinem Sparkcube kann ich das Material mit 80 mm/s drucken, wo ich bei anderen Materialien bei 40 - 50 mm/s um ordentliche Ergebnisse zu bekommen  PETG verzeiht da nichts
PETG verzeiht da nichts  Das mit den mechanische Problemen kenn ich nur allzu gut. Leide beim Sparlcube unter unsauberen Ecken, Ringing und Ghosting. Hoffentlich wir der Neue besser....
Das mit den mechanische Problemen kenn ich nur allzu gut. Leide beim Sparlcube unter unsauberen Ecken, Ringing und Ghosting. Hoffentlich wir der Neue besser....
1-mal bearbeitet. Zuletzt am 03.04.16 09:02.
Mein erster Drucker: Sparkcube XL, Sparklab Extruder, E3D V6 (ABS, PETG) + E3D lite (PLA) mit Skimmy´s Magnet-Schnellwechselsystem, FSR ABL, DPP, RADDS + RAPS 24V
Mein Zweiter: Thomas V2, [forums.reprap.org], Eigenbau Dual X, Linearführungen, Z-Achse mir Riemenantrieb, RADDS + RAPPS + DM542, 48V, Repetier
PETG verzeiht da nichts Das mit den mechanische Problemen kenn ich nur allzu gut. Leide beim Sparlcube unter unsauberen Ecken, Ringing und Ghosting. Hoffentlich wir der Neue besser....1-mal bearbeitet. Zuletzt am 03.04.16 09:02.
Mein erster Drucker: Sparkcube XL, Sparklab Extruder, E3D V6 (ABS, PETG) + E3D lite (PLA) mit Skimmy´s Magnet-Schnellwechselsystem, FSR ABL, DPP, RADDS + RAPS 24V
Mein Zweiter: Thomas V2, [forums.reprap.org], Eigenbau Dual X, Linearführungen, Z-Achse mir Riemenantrieb, RADDS + RAPPS + DM542, 48V, Repetier
|
Re: Vorstellung Extrudr.eu - Hochwertiges Filament 03. April 2016 09:08 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 689 |
Quote
Stud54
Quote
The Hidden
Quote
Stud54
.... ein Bauteil mit 245cm Höhe .....
Vorteil hier, PETG hält schon ab 70 Grad problemlos. Macht also 20 Grad weniger für den ersten Layer.
..............
Fehlerteufel eingeschlichen? Wenn nicht würde Ich gerne den Drucker für 245cm sehen
mm natürlich....
... och schade

|
Re: Vorstellung Extrudr.eu - Hochwertiges Filament 03. April 2016 09:14 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 4.398 |
Gedruckt mit dem neuen Micro-Hotend.
Hier ging es weniger um Schönheit, sondern nur um den Test, wie es mit Retracts umgehen kann.
205 Grad Hotend
50 Grad Heizbett
0.12er Layer
Mehrere tausend Retracts mit 80mm/s. Und das ohne Blobs....ohne Hilfsmittel im Slicer.
Problemlos....
[www.facebook.com]
Power is nothing.....without control!
Hier ging es weniger um Schönheit, sondern nur um den Test, wie es mit Retracts umgehen kann.
205 Grad Hotend
50 Grad Heizbett
0.12er Layer
Mehrere tausend Retracts mit 80mm/s. Und das ohne Blobs....ohne Hilfsmittel im Slicer.
Problemlos....

[www.facebook.com]
Power is nothing.....without control!
|
Re: Vorstellung Extrudr.eu - Hochwertiges Filament 03. April 2016 10:05 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 147 |
Wow, sieht super aus !
Mein erster Drucker: Sparkcube XL, Sparklab Extruder, E3D V6 (ABS, PETG) + E3D lite (PLA) mit Skimmy´s Magnet-Schnellwechselsystem, FSR ABL, DPP, RADDS + RAPS 24V
Mein Zweiter: Thomas V2, [forums.reprap.org], Eigenbau Dual X, Linearführungen, Z-Achse mir Riemenantrieb, RADDS + RAPPS + DM542, 48V, Repetier
Mein erster Drucker: Sparkcube XL, Sparklab Extruder, E3D V6 (ABS, PETG) + E3D lite (PLA) mit Skimmy´s Magnet-Schnellwechselsystem, FSR ABL, DPP, RADDS + RAPS 24V
Mein Zweiter: Thomas V2, [forums.reprap.org], Eigenbau Dual X, Linearführungen, Z-Achse mir Riemenantrieb, RADDS + RAPPS + DM542, 48V, Repetier
|
Re: Vorstellung Extrudr.eu - Hochwertiges Filament 03. April 2016 10:29 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 1.361 |
|
Re: Vorstellung Extrudr.eu - Hochwertiges Filament 03. April 2016 10:34 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 4.398 |
|
Re: Vorstellung Extrudr.eu - Hochwertiges Filament 03. April 2016 11:03 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 28 |
Aloha :-)
So, nachdem ich ein Pröbchen von dem weißen GreenTEC PLA hier hatte, es bis Layer Nr. 3 gut auf dem Glasbett haftete, ich Wahnsinnig wurde da ab Layer Nr. 4 das Warpen anfing und, je nach Größe des Druckobjektes, ein komplettes Lösen bzw. Wegschieben durch das Hotend von der Glasplatte ab Layer Nr. 6 zu beobachten war bestellte ich mir kurzerhand doch noch eine Rolle schwarzes GreenTEC PLA.
Nach vielen Fehlversuchen, z. B. mit dem blauen 3M Blue Tape (hier funktionierte es schon besser) oder auch einschmieren der Glasplatte mit einem Pritt-Stift, klappte es Schlussendlich doch noch! Bei dem 3M-Band verformte / verbog sich das fertige Objekt nach dem Lösen, obwohl ich es habe abkühlen lassen!
Daten:
Drucker: K8200 Standard
Hotend: E3D V6 Direkt (Original)
Bett: Glass, beheizt
Material: GreenTEC Schwarz, Ø 2,85mm
Düse: Messing, Ø 0.3mm
Lösung:
Eigentlich ganz einfach: Lüfter mit laufen lassen (Ich hatte bisher keinen Lüfter benötigt und habe gestern erst einen Halter dafür gedruckt  )
)
Ich drucke die erste Schicht immer etwas "fester" da ich damit bisher die besten Erfahrungen machen konnte was das Halten auf der Glasplatte angeht.
Erste und zweite Schicht drucken ohne Lüfter. Dann den Lüfter auf Standardwerte in der Repetier Software (irgendwas zwischen 70% und 100% und immer Eingeschaltet)
Hotendtemperatur rund 215°C. Ich muss dazu sagen das ich bei dem E3D ca. 10°C mehr einstellen muss als bei dem Original.
Betttemperatur 55°C. Was anderes habe ich bei dieser Konstellation noch nicht ausprobiert (Never change a runnig system)
Mit der Geschwindigkeit bin ich im Durchschnitt ca. 10mm/s unter der von Standard PLA geblieben.
Den Extrusion Multiplikator habe ich auf 1.2 gesetzt; 1.0-1.2 ist für meinen Drucker aber normal.
Sollte ich etwas vergessen haben oder es bestehen Unklarheiten -> einfach schreiben oder fragen
Gruß,
Christian
So, nachdem ich ein Pröbchen von dem weißen GreenTEC PLA hier hatte, es bis Layer Nr. 3 gut auf dem Glasbett haftete, ich Wahnsinnig wurde da ab Layer Nr. 4 das Warpen anfing und, je nach Größe des Druckobjektes, ein komplettes Lösen bzw. Wegschieben durch das Hotend von der Glasplatte ab Layer Nr. 6 zu beobachten war bestellte ich mir kurzerhand doch noch eine Rolle schwarzes GreenTEC PLA.
Nach vielen Fehlversuchen, z. B. mit dem blauen 3M Blue Tape (hier funktionierte es schon besser) oder auch einschmieren der Glasplatte mit einem Pritt-Stift, klappte es Schlussendlich doch noch! Bei dem 3M-Band verformte / verbog sich das fertige Objekt nach dem Lösen, obwohl ich es habe abkühlen lassen!
Daten:
Drucker: K8200 Standard
Hotend: E3D V6 Direkt (Original)
Bett: Glass, beheizt
Material: GreenTEC Schwarz, Ø 2,85mm
Düse: Messing, Ø 0.3mm
Lösung:
Eigentlich ganz einfach: Lüfter mit laufen lassen
(Ich hatte bisher keinen Lüfter benötigt und habe gestern erst einen Halter dafür gedruckt )Ich drucke die erste Schicht immer etwas "fester" da ich damit bisher die besten Erfahrungen machen konnte was das Halten auf der Glasplatte angeht.
Erste und zweite Schicht drucken ohne Lüfter. Dann den Lüfter auf Standardwerte in der Repetier Software (irgendwas zwischen 70% und 100% und immer Eingeschaltet)
Hotendtemperatur rund 215°C. Ich muss dazu sagen das ich bei dem E3D ca. 10°C mehr einstellen muss als bei dem Original.
Betttemperatur 55°C. Was anderes habe ich bei dieser Konstellation noch nicht ausprobiert (Never change a runnig system
)Mit der Geschwindigkeit bin ich im Durchschnitt ca. 10mm/s unter der von Standard PLA geblieben.
Den Extrusion Multiplikator habe ich auf 1.2 gesetzt; 1.0-1.2 ist für meinen Drucker aber normal.
Sollte ich etwas vergessen haben oder es bestehen Unklarheiten -> einfach schreiben oder fragen
Gruß,
Christian
|
Re: Vorstellung Extrudr.eu - Hochwertiges Filament 03. April 2016 12:40 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 2.094 |
Ich kann das mit dem Warping auch nicht bestätigen. Ich drucke mit meinem HexMax weißes GreenTec auf PEI. 70/50° bei Hotend 210°. Erste Schicht mit 40mm/s und die anderen mit 80mm/s.
Gerade ein Spirograph mit fünf Zahnrädern (ca. 130mm Druckfläche im Radius belegt). Gestern ein Flugzeug (ca. 180mm Spannweite). Alles ohne Warping.
Die Tage bekomme ich noch ne Rolle rotes Green-Tec. Bin gespannt ob sich das anders verhält.
1-mal bearbeitet. Zuletzt am 03.04.16 12:41.
--
Microsoft MVP in den Kategorien DirectX/XNA * Visual C++ * Visual Studio and Development Technologies seit 2011
Andere Projekte: FSR Board (ABL-Sensor-Platine inkl. Firmware) * ThirtyTwo (32Bit RepRap-Firmware)
Gerade ein Spirograph mit fünf Zahnrädern (ca. 130mm Druckfläche im Radius belegt). Gestern ein Flugzeug (ca. 180mm Spannweite). Alles ohne Warping.
Die Tage bekomme ich noch ne Rolle rotes Green-Tec. Bin gespannt ob sich das anders verhält.
1-mal bearbeitet. Zuletzt am 03.04.16 12:41.
--
Microsoft MVP in den Kategorien DirectX/XNA * Visual C++ * Visual Studio and Development Technologies seit 2011
- Mein Erster (RAMPS 1.4, Selbstbau WolfStrap-Derivat mit Linearführungen, Wade Extruder und E3D lite6 Hotend)
- Cub44 (Selbstbau Dual Wire Gantry Derivat mit Zahnriemen und Linearschienen, RADDS 1.5 und DUE, Custom Hotend - E3D like, Compact Bowden Extruder)
- HexMax (sechseckiger Delta (eigenes Design) mit Druckraum 300mm Durchmesser und >=400mm Höhe, RADDS 1.5, 24V, Custom Hotend, Compact Bowden Extruder)
- P3Steel Toolson MK2 - Keine Zeit zum selbst planen ;-)
Andere Projekte: FSR Board (ABL-Sensor-Platine inkl. Firmware) * ThirtyTwo (32Bit RepRap-Firmware)
|
Re: Vorstellung Extrudr.eu - Hochwertiges Filament 03. April 2016 14:08 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 147 |
Also ich werde die 70/50°C mit mehr Kühlung und mit weißem GreenTEC auf PEI nochmal versuchen. Evtl. verhalten sich die Farben unterschiedlich. Bei kleineren Teilen mit ca. 5mm Gesamthöhe hatte es noch funktioniert. Zu Beginn war die Haftung immer OK. Das Wraping trat erst bei höheren Teilen auf.
1-mal bearbeitet. Zuletzt am 03.04.16 14:08.
Mein erster Drucker: Sparkcube XL, Sparklab Extruder, E3D V6 (ABS, PETG) + E3D lite (PLA) mit Skimmy´s Magnet-Schnellwechselsystem, FSR ABL, DPP, RADDS + RAPS 24V
Mein Zweiter: Thomas V2, [forums.reprap.org], Eigenbau Dual X, Linearführungen, Z-Achse mir Riemenantrieb, RADDS + RAPPS + DM542, 48V, Repetier
1-mal bearbeitet. Zuletzt am 03.04.16 14:08.
Mein erster Drucker: Sparkcube XL, Sparklab Extruder, E3D V6 (ABS, PETG) + E3D lite (PLA) mit Skimmy´s Magnet-Schnellwechselsystem, FSR ABL, DPP, RADDS + RAPS 24V
Mein Zweiter: Thomas V2, [forums.reprap.org], Eigenbau Dual X, Linearführungen, Z-Achse mir Riemenantrieb, RADDS + RAPPS + DM542, 48V, Repetier
|
Re: Vorstellung Extrudr.eu - Hochwertiges Filament 03. April 2016 14:23 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 2.094 |
Also ab ca. 5mm tritt bei dir das Warping auf? Und wie groß ist die Bodenfläche dabei?
--
Microsoft MVP in den Kategorien DirectX/XNA * Visual C++ * Visual Studio and Development Technologies seit 2011
Andere Projekte: FSR Board (ABL-Sensor-Platine inkl. Firmware) * ThirtyTwo (32Bit RepRap-Firmware)
--
Microsoft MVP in den Kategorien DirectX/XNA * Visual C++ * Visual Studio and Development Technologies seit 2011
- Mein Erster (RAMPS 1.4, Selbstbau WolfStrap-Derivat mit Linearführungen, Wade Extruder und E3D lite6 Hotend)
- Cub44 (Selbstbau Dual Wire Gantry Derivat mit Zahnriemen und Linearschienen, RADDS 1.5 und DUE, Custom Hotend - E3D like, Compact Bowden Extruder)
- HexMax (sechseckiger Delta (eigenes Design) mit Druckraum 300mm Durchmesser und >=400mm Höhe, RADDS 1.5, 24V, Custom Hotend, Compact Bowden Extruder)
- P3Steel Toolson MK2 - Keine Zeit zum selbst planen ;-)
Andere Projekte: FSR Board (ABL-Sensor-Platine inkl. Firmware) * ThirtyTwo (32Bit RepRap-Firmware)
|
Re: Vorstellung Extrudr.eu - Hochwertiges Filament 04. April 2016 00:35 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 147 |
Ich drucke gerade Lager für meinen neuen Drucker. Die Teile waren 40x70mm und 60x60mm. Die Höhe 45mm, bzw. 60mm. Bei Scharnieren mit 30x35mm und 5mm Höhe hatte ich keine Probleme auf PEI mit 65C und 225/205C bei 0,2er Layer und 30/80 mm/s. Kühlung 13-20% mit Skimmys Kühler (2x 60mm Lüfter).
Mein erster Drucker: Sparkcube XL, Sparklab Extruder, E3D V6 (ABS, PETG) + E3D lite (PLA) mit Skimmy´s Magnet-Schnellwechselsystem, FSR ABL, DPP, RADDS + RAPS 24V
Mein Zweiter: Thomas V2, [forums.reprap.org], Eigenbau Dual X, Linearführungen, Z-Achse mir Riemenantrieb, RADDS + RAPPS + DM542, 48V, Repetier
Mein erster Drucker: Sparkcube XL, Sparklab Extruder, E3D V6 (ABS, PETG) + E3D lite (PLA) mit Skimmy´s Magnet-Schnellwechselsystem, FSR ABL, DPP, RADDS + RAPS 24V
Mein Zweiter: Thomas V2, [forums.reprap.org], Eigenbau Dual X, Linearführungen, Z-Achse mir Riemenantrieb, RADDS + RAPPS + DM542, 48V, Repetier
|
Re: Vorstellung Extrudr.eu - Hochwertiges Filament 04. April 2016 02:04 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 306 |
... so aus dem Bauch heraus hast Du zu wenig Lüftung und zu schnellen Druck. Habe soeben einen sehr gelungenen großflächigen Übernacht-Druck mit Green-TEC schwarz vom Bett genommen. Der erste Versuch zog mir beim Raft (135 x 120 mm) leicht die Ecken hoch (bei ca. 5 mm Bauhöhe) und dann habe ich abgebrochen.
Zweiter, gelungener Versuch mit folgenden Einstellungen:
Das ganze ist absolut plan geblieben und lag heute morgen abgekühlt quasi lose auf der PEI DDP. Geht doch
Gruß
Niko
NXD evo (Duet Wifi, RepRap Firmware 3.1.1, Duet 3d smart effektor & Haydn Huntley Magrods, Bondtech BMG (flying) extruder.
(135 x 120 mm) leicht die Ecken hoch (bei ca. 5 mm Bauhöhe) und dann habe ich abgebrochen.Zweiter, gelungener Versuch mit folgenden Einstellungen:
- Layerhöhe 0,15 mm 0,40 mm Düse, Raft Offset 8 mm, 25% Infill
- Erster Layer mit 60% Höhe und 230°C ins 65°C Bett "gerammt", 25 mm/s, Lüfter aus
- Ab zweitem Layer 205°C 60 mm/s
- Ab viertem Layer Lüfter 100%
Das ganze ist absolut plan geblieben und lag heute morgen abgekühlt quasi lose auf der PEI DDP. Geht doch
Gruß
Niko
NXD evo (Duet Wifi, RepRap Firmware 3.1.1, Duet 3d smart effektor & Haydn Huntley Magrods, Bondtech BMG (flying) extruder.
|
Re: Vorstellung Extrudr.eu - Hochwertiges Filament 04. April 2016 06:22 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 2.094 |
Ich habe heute noch mehrere Drucke mit Green-Tec nebenher laufen lassen und ein wenig mit den Parametern gespielt. Dabei habe ich zwei Parameter entdeckt, die mit dem Warping zu tun haben könnten:
1. Drucktemperatur: Nachdem ich diese von 210° auf 205° gesenkt habe, hatte ich leichtes Warping
2. First Layer Width: Nachdem ich diese von 150% auf 125% gesenkt habe, hatte ich Warping und Haftungsprobleme bei sehr kleinen Teilen (3-4mm Durchmesser)
Auch ist mir aufgefallen, daß bei meinem Delta (mit runder Heizmatte) am Rand des Druckbetts Warping eher bzw. stärker auftritt als in der Mitte. Das könnte evtl. daran liegen, daß die Druckplatte zum Rand hin (ich habe noch keine Isolierung und die Matte ist auch etwas kleiner als mein sechseckiges Druckbett) ein wenig kälter ist, als in der Mitte.
--
Microsoft MVP in den Kategorien DirectX/XNA * Visual C++ * Visual Studio and Development Technologies seit 2011
Andere Projekte: FSR Board (ABL-Sensor-Platine inkl. Firmware) * ThirtyTwo (32Bit RepRap-Firmware)
1. Drucktemperatur: Nachdem ich diese von 210° auf 205° gesenkt habe, hatte ich leichtes Warping
2. First Layer Width: Nachdem ich diese von 150% auf 125% gesenkt habe, hatte ich Warping und Haftungsprobleme bei sehr kleinen Teilen (3-4mm Durchmesser)
Auch ist mir aufgefallen, daß bei meinem Delta (mit runder Heizmatte) am Rand des Druckbetts Warping eher bzw. stärker auftritt als in der Mitte. Das könnte evtl. daran liegen, daß die Druckplatte zum Rand hin (ich habe noch keine Isolierung und die Matte ist auch etwas kleiner als mein sechseckiges Druckbett) ein wenig kälter ist, als in der Mitte.
--
Microsoft MVP in den Kategorien DirectX/XNA * Visual C++ * Visual Studio and Development Technologies seit 2011
- Mein Erster (RAMPS 1.4, Selbstbau WolfStrap-Derivat mit Linearführungen, Wade Extruder und E3D lite6 Hotend)
- Cub44 (Selbstbau Dual Wire Gantry Derivat mit Zahnriemen und Linearschienen, RADDS 1.5 und DUE, Custom Hotend - E3D like, Compact Bowden Extruder)
- HexMax (sechseckiger Delta (eigenes Design) mit Druckraum 300mm Durchmesser und >=400mm Höhe, RADDS 1.5, 24V, Custom Hotend, Compact Bowden Extruder)
- P3Steel Toolson MK2 - Keine Zeit zum selbst planen ;-)
Andere Projekte: FSR Board (ABL-Sensor-Platine inkl. Firmware) * ThirtyTwo (32Bit RepRap-Firmware)
|
Re: Vorstellung Extrudr.eu - Hochwertiges Filament 04. April 2016 11:47 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 4.398 |
Quote
Glatzemann
Ich habe heute noch mehrere Drucke mit Green-Tec nebenher laufen lassen und ein wenig mit den Parametern gespielt. Dabei habe ich zwei Parameter entdeckt, die mit dem Warping zu tun haben könnten:
1. Drucktemperatur: Nachdem ich diese von 210° auf 205° gesenkt habe, hatte ich leichtes Warping
2. First Layer Width: Nachdem ich diese von 150% auf 125% gesenkt habe, hatte ich Warping und Haftungsprobleme bei sehr kleinen Teilen (3-4mm Durchmesser)
Auch ist mir aufgefallen, daß bei meinem Delta (mit runder Heizmatte) am Rand des Druckbetts Warping eher bzw. stärker auftritt als in der Mitte. Das könnte evtl. daran liegen, daß die Druckplatte zum Rand hin (ich habe noch keine Isolierung und die Matte ist auch etwas kleiner als mein sechseckiges Druckbett) ein wenig kälter ist, als in der Mitte.
Du sollst endlich mal deinen Hexmax hier vorzeigen...und nicht ständig Filament testen....verdammt nochmal...
[www.facebook.com]
Power is nothing.....without control!
|
Re: Vorstellung Extrudr.eu - Hochwertiges Filament 04. April 2016 14:34 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 147 |
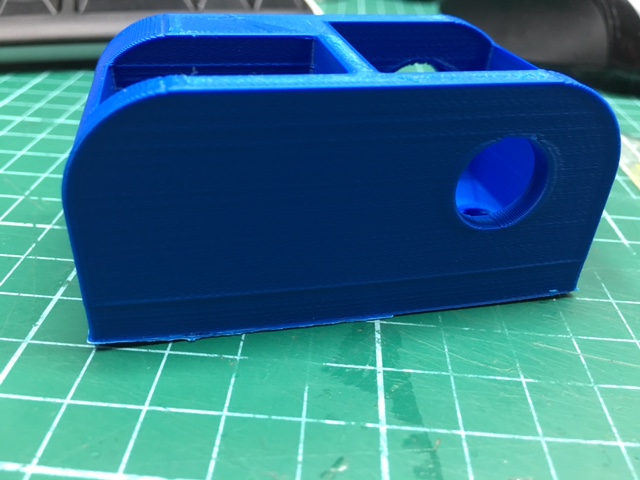
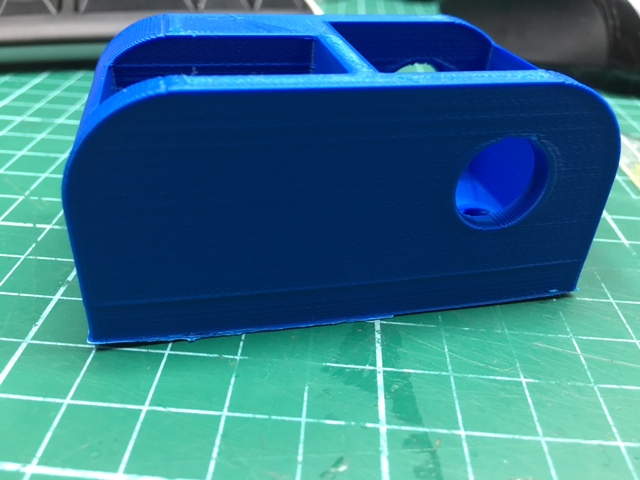
Danke für die Tips Habe jetzt nochmals einen Versuch mit folgenden Einstellungen gestartet: Layer 0,12/0,2mm, 25/60 mm/s, Brim: 10mm (2 Layer hoch), 230/210°C, Bett 70/65°C. Mal sehen was passiert Bisher sieht`s gut aus, aber das sagt noch nix, da ich erst 2mm habe.
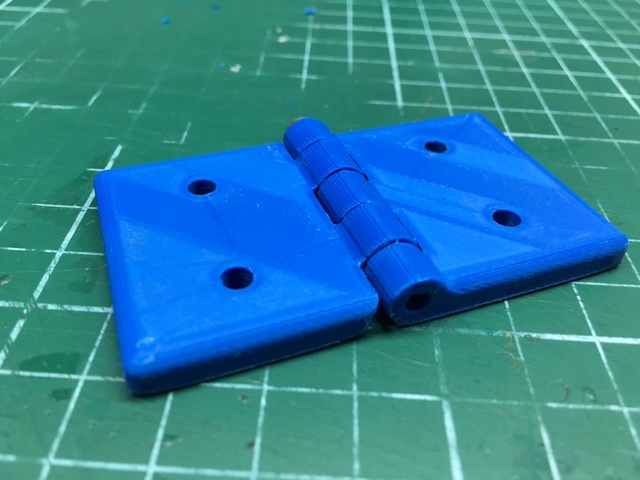
Anbei noch Bilder der alten Versuche:
Festlager, gedruckt auf BlueTape, Bett 25°C, starkes Wraping
Scharnier, gedruckt auf PEI, Bett 65°C, Wraping OK
Viele Grüße
Thomas
5-mal bearbeitet. Zuletzt am 04.04.16 14:40.
Mein erster Drucker: Sparkcube XL, Sparklab Extruder, E3D V6 (ABS, PETG) + E3D lite (PLA) mit Skimmy´s Magnet-Schnellwechselsystem, FSR ABL, DPP, RADDS + RAPS 24V
Mein Zweiter: Thomas V2, [forums.reprap.org], Eigenbau Dual X, Linearführungen, Z-Achse mir Riemenantrieb, RADDS + RAPPS + DM542, 48V, Repetier
Habe jetzt nochmals einen Versuch mit folgenden Einstellungen gestartet: Layer 0,12/0,2mm, 25/60 mm/s, Brim: 10mm (2 Layer hoch), 230/210°C, Bett 70/65°C. Mal sehen was passiert Bisher sieht`s gut aus, aber das sagt noch nix, da ich erst 2mm habe.
Anbei noch Bilder der alten Versuche:
Festlager, gedruckt auf BlueTape, Bett 25°C, starkes Wraping

Scharnier, gedruckt auf PEI, Bett 65°C, Wraping OK

Viele Grüße
Thomas
5-mal bearbeitet. Zuletzt am 04.04.16 14:40.
Mein erster Drucker: Sparkcube XL, Sparklab Extruder, E3D V6 (ABS, PETG) + E3D lite (PLA) mit Skimmy´s Magnet-Schnellwechselsystem, FSR ABL, DPP, RADDS + RAPS 24V
Mein Zweiter: Thomas V2, [forums.reprap.org], Eigenbau Dual X, Linearführungen, Z-Achse mir Riemenantrieb, RADDS + RAPPS + DM542, 48V, Repetier
|
Re: Vorstellung Extrudr.eu - Hochwertiges Filament 04. April 2016 15:40 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 147 |
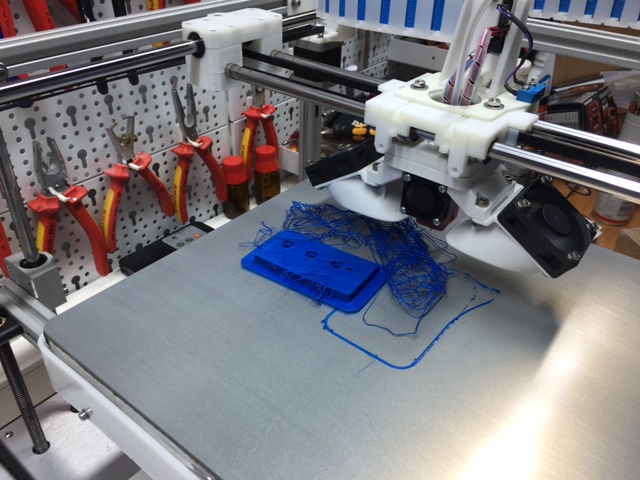
Versuch ist leider gescheitert  Das Material mag mich wohl nicht Irgendwie fehlt mir wohl die Erfahrung mit dem Setup hierfür, bzw. das nötige Fingerspitzengefühl.
Das Material mag mich wohl nicht Irgendwie fehlt mir wohl die Erfahrung mit dem Setup hierfür, bzw. das nötige Fingerspitzengefühl.
1-mal bearbeitet. Zuletzt am 04.04.16 15:40.
Mein erster Drucker: Sparkcube XL, Sparklab Extruder, E3D V6 (ABS, PETG) + E3D lite (PLA) mit Skimmy´s Magnet-Schnellwechselsystem, FSR ABL, DPP, RADDS + RAPS 24V
Mein Zweiter: Thomas V2, [forums.reprap.org], Eigenbau Dual X, Linearführungen, Z-Achse mir Riemenantrieb, RADDS + RAPPS + DM542, 48V, Repetier
Das Material mag mich wohl nicht Irgendwie fehlt mir wohl die Erfahrung mit dem Setup hierfür, bzw. das nötige Fingerspitzengefühl.
1-mal bearbeitet. Zuletzt am 04.04.16 15:40.
Mein erster Drucker: Sparkcube XL, Sparklab Extruder, E3D V6 (ABS, PETG) + E3D lite (PLA) mit Skimmy´s Magnet-Schnellwechselsystem, FSR ABL, DPP, RADDS + RAPS 24V
Mein Zweiter: Thomas V2, [forums.reprap.org], Eigenbau Dual X, Linearführungen, Z-Achse mir Riemenantrieb, RADDS + RAPPS + DM542, 48V, Repetier
|
Re: Vorstellung Extrudr.eu - Hochwertiges Filament 04. April 2016 15:48 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 4.977 |
Ist das PETG? Das drucke ich im ersten Layer auf 90°. Da bin ich dann recht sicher dass das hält. Ersten Layer mache ich aber eher mit mehr als mit weniger höhe. Warum macht man das überhaupt? Der Abstand wird dann weniger, aber genauso das Material was man drückt!
Zudem ist bei PETG sehr wichtig, dass man nicht zu viel extrudiert. Sobald man da mal nen µ zu viel hat und es abkühlt, kann man Schrittverluste haben, wenn das Zeugs vorher gut auf der Platte haftet, oder man reißt selbiges runter.
Zudem ist bei PETG sehr wichtig, dass man nicht zu viel extrudiert. Sobald man da mal nen µ zu viel hat und es abkühlt, kann man Schrittverluste haben, wenn das Zeugs vorher gut auf der Platte haftet, oder man reißt selbiges runter.
| Triffid Hunter's Calibration Guide | --> X <-- Drill for new Monitor | Most important Gcode. |
|
Re: Vorstellung Extrudr.eu - Hochwertiges Filament 04. April 2016 15:53 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 4.398 |
Mach dir mal den Spass....und kauf dir mal ne Ecke FR4 Platte.....
[www.facebook.com]
Power is nothing.....without control!
[www.facebook.com]
Power is nothing.....without control!
|
Re: Vorstellung Extrudr.eu - Hochwertiges Filament 04. April 2016 17:33 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 363 |
Quote
Stud54
Gedruckt mit dem neuen Micro-Hotend.
Hier ging es weniger um Schönheit, sondern nur um den Test, wie es mit Retracts umgehen kann.
205 Grad Hotend
50 Grad Heizbett
0.12er Layer
Mehrere tausend Retracts mit 80mm/s. Und das ohne Blobs....ohne Hilfsmittel im Slicer.
Problemlos....
[attachment 75858 IMG_20160403_150558.jpg]
Haste da auf FR4 auf deinem PEI gedruckt?
Ich hab ja noch dein krasser Druckbett übrig, den kann ich nun in bälde einsetzen.
Ehemalige Drucker: Prusa i3 Hephestos, Prusa i3 rework, Geetech i3 China-Acrylat
Drucker im Besitz: Toolson i3 mk2,
Drucker im umbau: Creality CR-10, Flashforge Finder red
Drucker im bau:
Drucker in Planung: Subject Delta, Prusa i3 Lantia GTI, Trumpf truplast 5300
|
Re: Vorstellung Extrudr.eu - Hochwertiges Filament 05. April 2016 01:40 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 4.398 |
Ich hab die FR4 Platte einfach aufgeklebt und drucke jetzt darauf...ist bei Greentec einfacher. Ich hasse erste Layer...die ind Bett gerammt werden müssen...sieht immer Scheiße aus.
[www.facebook.com]
Power is nothing.....without control!
[www.facebook.com]
Power is nothing.....without control!
|
Re: Vorstellung Extrudr.eu - Hochwertiges Filament 05. April 2016 07:58 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 363 |
Okay, super
Denn muss ich mir noch schnell ne FR4 besorgen und kann hoffentlich bald loslegen.
Ehemalige Drucker: Prusa i3 Hephestos, Prusa i3 rework, Geetech i3 China-Acrylat
Drucker im Besitz: Toolson i3 mk2,
Drucker im umbau: Creality CR-10, Flashforge Finder red
Drucker im bau:
Drucker in Planung: Subject Delta, Prusa i3 Lantia GTI, Trumpf truplast 5300
Denn muss ich mir noch schnell ne FR4 besorgen und kann hoffentlich bald loslegen.
Ehemalige Drucker: Prusa i3 Hephestos, Prusa i3 rework, Geetech i3 China-Acrylat
Drucker im Besitz: Toolson i3 mk2,
Drucker im umbau: Creality CR-10, Flashforge Finder red
Drucker im bau:
Drucker in Planung: Subject Delta, Prusa i3 Lantia GTI, Trumpf truplast 5300
|
Re: Vorstellung Extrudr.eu - Hochwertiges Filament 05. April 2016 13:12 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 78 |
Quote
Glatzemann
Ich habe heute noch mehrere Drucke mit Green-Tec nebenher laufen lassen und ein wenig mit den Parametern gespielt. Dabei habe ich zwei Parameter entdeckt, die mit dem Warping zu tun haben könnten:
.
.
.
.
Auch ist mir aufgefallen, daß bei meinem Delta (mit runder Heizmatte) am Rand des Druckbetts Warping eher bzw. stärker auftritt als in der Mitte. Das könnte evtl. daran liegen, daß die Druckplatte zum Rand hin (ich habe noch keine Isolierung und die Matte ist auch etwas kleiner als mein sechseckiges Druckbett) ein wenig kälter ist, als in der Mitte.
Ich könnte mir vorstellen, daß das Warping grundsätzlich an den Kanten auftritt.
Die optimalen Einstellungen fehlen mir auch noch, entweder der erste Layer hält gut und es gibt kein Warping, dann sollte man das Druckobjekt
bis zum vollständigen Abkühlen auf dem Druckbett lassen. (Sonst tritt das Warping am noch warmen Druckobjekt auch so auf)
Oder es fängt langsam von den Ecken her an.
Versuch doch mal, ein Objekt zu drucken, das irgendwo im mittleren Bereich der ersten Layer (also von Layer 1 ~ 10) ein Rechteck fehlt.
Ich konnte auch an den Ecken dieses Rechteckes (ca. 13 x 8 x 4 mm) leichtes Warping feststellen.
Das ist auf eine PEI Druckplatte ohne Filamentkühlung eine Herrausforderung.
Ich hätte noch eine Frage, wie sieht es bei euch mit der Stabiliät von BDP aus ?
Massive Blöcke sind sehr stabil, aber wenn die Materialstärke auf 1-2 mm sinkt, dann scheint sich das Druckmaterial spröde zu verhalten.
Es bricht mit einem Knackgeräusch ab. Ich habe den Eindruck das PETG stabiler ist.
Habt Ihr etwas ähnliches beobachtet ?
1-mal bearbeitet. Zuletzt am 05.04.16 13:12.
|
Re: Vorstellung Extrudr.eu - Hochwertiges Filament 06. April 2016 14:59 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 147 |
Also ich habe heute mal Sven´s Tip befolgt und auf FR4, angeschliffen mit 600er Schleifpapier, gedruckt Was soll ich sagen ?! Es hält bombenfest !!! Um die Reste auf der FR4 Platte abzubekommen braucht man einen Glasschaber. Ich werde hier wohl ebenfalls noch versuchen müssen, das Material quasi locker draufzulegen
Danke
Mein erster Drucker: Sparkcube XL, Sparklab Extruder, E3D V6 (ABS, PETG) + E3D lite (PLA) mit Skimmy´s Magnet-Schnellwechselsystem, FSR ABL, DPP, RADDS + RAPS 24V
Mein Zweiter: Thomas V2, [forums.reprap.org], Eigenbau Dual X, Linearführungen, Z-Achse mir Riemenantrieb, RADDS + RAPPS + DM542, 48V, Repetier
Was soll ich sagen ?! Es hält bombenfest !!! Um die Reste auf der FR4 Platte abzubekommen braucht man einen Glasschaber. Ich werde hier wohl ebenfalls noch versuchen müssen, das Material quasi locker draufzulegen Danke
Mein erster Drucker: Sparkcube XL, Sparklab Extruder, E3D V6 (ABS, PETG) + E3D lite (PLA) mit Skimmy´s Magnet-Schnellwechselsystem, FSR ABL, DPP, RADDS + RAPS 24V
Mein Zweiter: Thomas V2, [forums.reprap.org], Eigenbau Dual X, Linearführungen, Z-Achse mir Riemenantrieb, RADDS + RAPPS + DM542, 48V, Repetier
|
Re: Vorstellung Extrudr.eu - Hochwertiges Filament 06. April 2016 15:06 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 1.361 |
|
Re: Vorstellung Extrudr.eu - Hochwertiges Filament 07. April 2016 00:23 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 147 |
Hallo Gregor
Ich hatte noch eine Platte mit 1,5mm in Natur da. Da ich kein zweites Druckbett habe, wollte ich sie nicht flächig verkleben und habe sie nur mit Klammern befestigt (30x30cm). Hierfür ist die Stärke nicht ideal, da das GreenTEC es schafft durch den Versuch des wrapens selbst diese leicht zu verbiegen, bzw. die Platte verbiegt sich aus thermischen Gründen selbst durch. Ich habe mir bei Masterplatex jetzt mal eine 3 mm als Alternative bestellt. Besser ist sicherlich die Lösung von Sven, die Platte flächig zu verkleben. Es reicht dann eine dünnere, die die Wärme besser leitet. Ich habe meine mit 600er Schleifpapier angeschliffen. Versuche es bei der nächsten mal ohne, bzw. feiner. Habe die jetzige beim entfernen des Restmaterials per Glasschaber schon beschädigt, da die Haftung jetzt extrem ist. Hier kann man sicherlich über die Parameter des 1. Layers noch mit der Haftung spielen. Muss mich mal mit der Wärmeausdehnung von GFK, bzw. der Festigkeit befassen. Eine Idee wäre es vielleicht auch eine dickere direkt beheizte Platte, ohne Aluplatte einzusetzen.
Viele Grüße
Thomas
Mein erster Drucker: Sparkcube XL, Sparklab Extruder, E3D V6 (ABS, PETG) + E3D lite (PLA) mit Skimmy´s Magnet-Schnellwechselsystem, FSR ABL, DPP, RADDS + RAPS 24V
Mein Zweiter: Thomas V2, [forums.reprap.org], Eigenbau Dual X, Linearführungen, Z-Achse mir Riemenantrieb, RADDS + RAPPS + DM542, 48V, Repetier
Ich hatte noch eine Platte mit 1,5mm in Natur da. Da ich kein zweites Druckbett habe, wollte ich sie nicht flächig verkleben und habe sie nur mit Klammern befestigt (30x30cm). Hierfür ist die Stärke nicht ideal, da das GreenTEC es schafft durch den Versuch des wrapens selbst diese leicht zu verbiegen, bzw. die Platte verbiegt sich aus thermischen Gründen selbst durch. Ich habe mir bei Masterplatex jetzt mal eine 3 mm als Alternative bestellt. Besser ist sicherlich die Lösung von Sven, die Platte flächig zu verkleben. Es reicht dann eine dünnere, die die Wärme besser leitet. Ich habe meine mit 600er Schleifpapier angeschliffen. Versuche es bei der nächsten mal ohne, bzw. feiner. Habe die jetzige beim entfernen des Restmaterials per Glasschaber schon beschädigt, da die Haftung jetzt extrem ist. Hier kann man sicherlich über die Parameter des 1. Layers noch mit der Haftung spielen. Muss mich mal mit der Wärmeausdehnung von GFK, bzw. der Festigkeit befassen. Eine Idee wäre es vielleicht auch eine dickere direkt beheizte Platte, ohne Aluplatte einzusetzen.
Viele Grüße
Thomas
Mein erster Drucker: Sparkcube XL, Sparklab Extruder, E3D V6 (ABS, PETG) + E3D lite (PLA) mit Skimmy´s Magnet-Schnellwechselsystem, FSR ABL, DPP, RADDS + RAPS 24V
Mein Zweiter: Thomas V2, [forums.reprap.org], Eigenbau Dual X, Linearführungen, Z-Achse mir Riemenantrieb, RADDS + RAPPS + DM542, 48V, Repetier
|
Re: Vorstellung Extrudr.eu - Hochwertiges Filament 07. April 2016 00:49 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 4.398 |
Alsooo...guten Morgen.
Wenn du einen Schaber benutzt....dann ein Reststück der gleichen Platte...aber nie etwas Härteres.
Verkleben ist gut und funktioniert, meine Platte hat 1mm.
Erster Layer wie bei PETG....auflegen...nicht drücken.
600er ist zu grob. Ich hab 1000er genommen...Wasserschleifpapier natürlich...
[www.facebook.com]
Power is nothing.....without control!
Wenn du einen Schaber benutzt....dann ein Reststück der gleichen Platte...aber nie etwas Härteres.
Verkleben ist gut und funktioniert, meine Platte hat 1mm.
Erster Layer wie bei PETG....auflegen...nicht drücken.
600er ist zu grob. Ich hab 1000er genommen...Wasserschleifpapier natürlich...
[www.facebook.com]
Power is nothing.....without control!
|
Re: Vorstellung Extrudr.eu - Hochwertiges Filament 07. April 2016 06:35 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 390 |
Hallo Leute,
nun nochmal ein kleiner Input zum Green-tec von unserer Seite her!
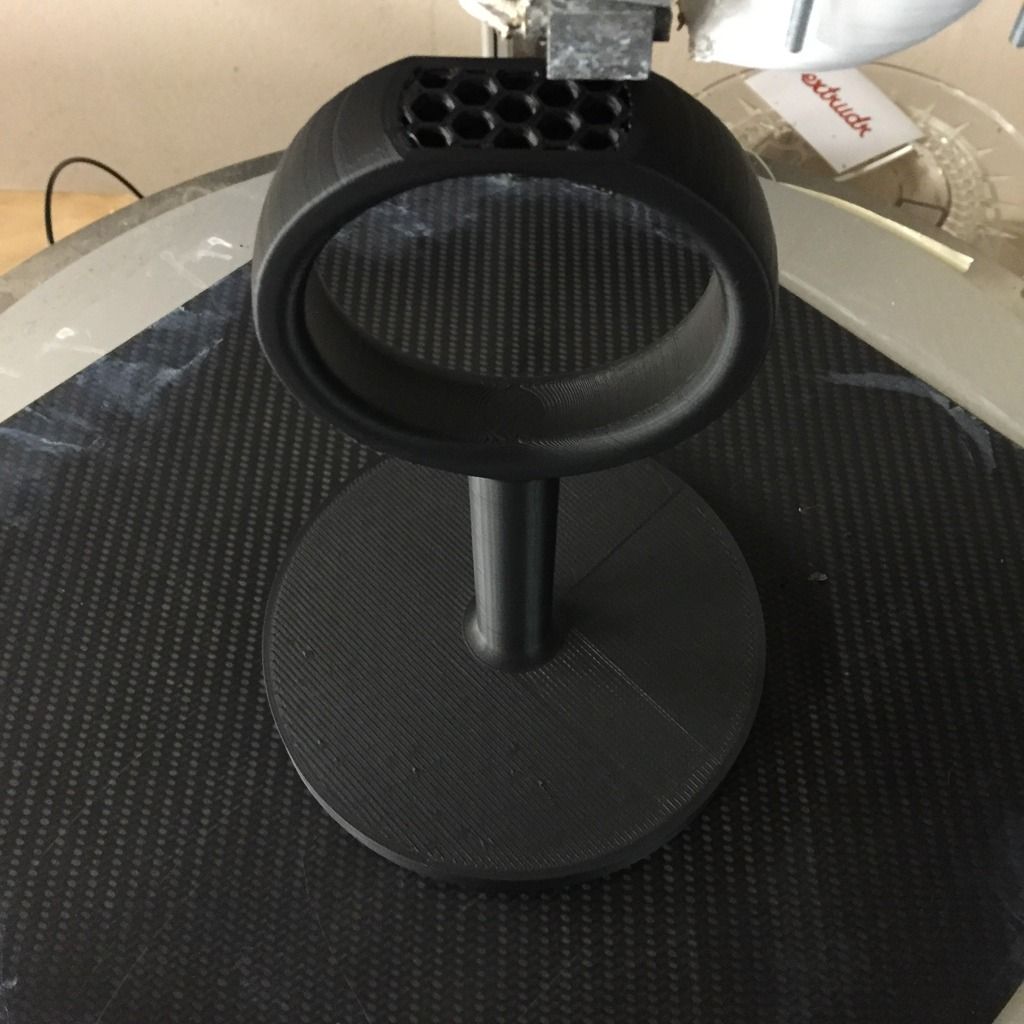
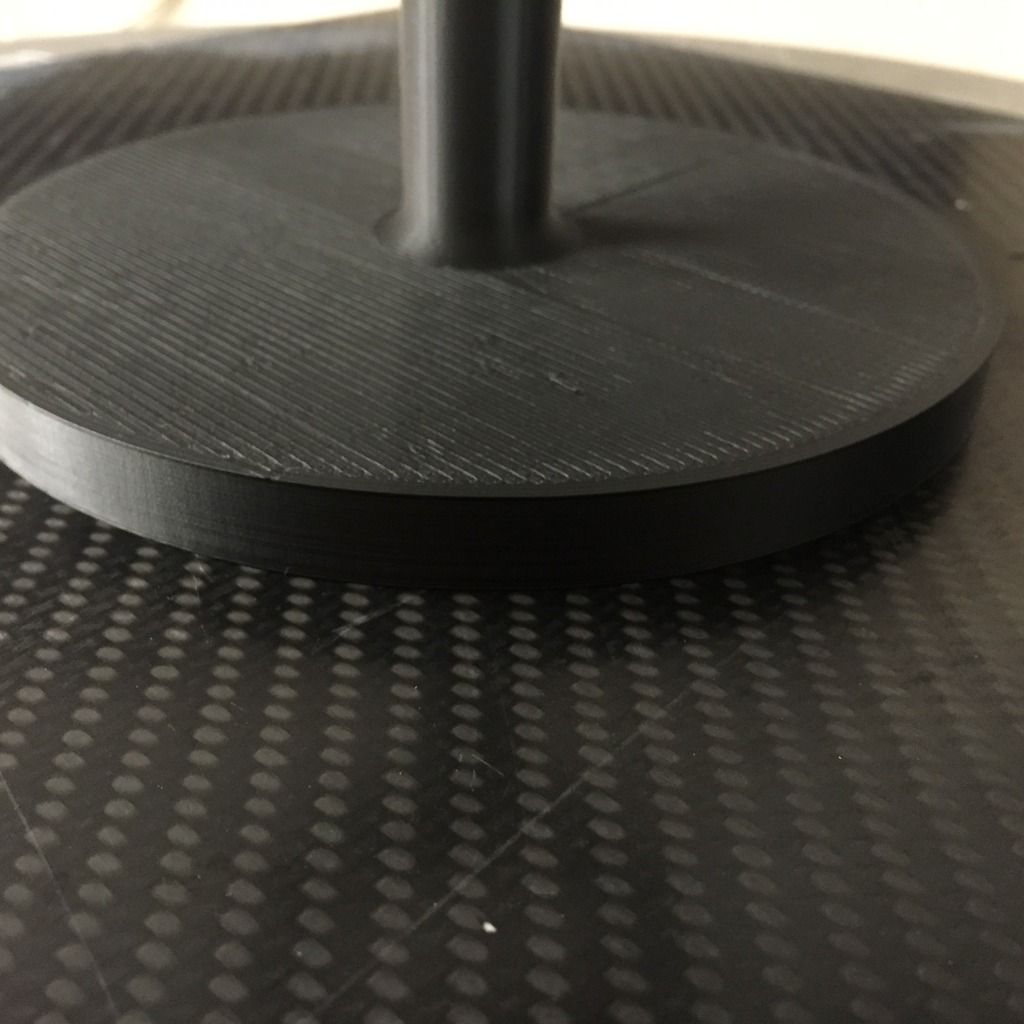
Haben ein kleines Druckteil mit Green-tec schwarz "quick and dirty" gedruckt.
Druckparameter:
Hotend: 183°C
Druckbett: 60°C
Unterlage: Carbon 2,5mm dick (http://extrudr.eu/collections/equipment/products/carbon-plate)
Druckgeschwindigkeit: 80mm/s
Außenlayer: 3
Nozzle: 0,7mm
Infill: 30%
Extra kein Skirt/Brim
Lüfter: Aus
Filamentdurchmesser: 2,85mm
Drucker: Deltatower
Druckteil:
Durchmesser: 150mm
Höhe: 210mm
Schaftdurchmesser: 22,5mm
Kein Warping, Kein Verzug!
Layerhaftung: Die Layerhaftung haben wir sehr professionell getestet
Den Ring an die Decke gehängt und mich (75kg) dran gehängt... macht auf einen Querschnitt von ca. 4 cm2 eine Belastung von ca. 18,75kg/cm2, wohlgemerkt mit 30% infill. Tragend sind also nur die Außenlayer.
Wie ihr sehen könnt, liegen die Layer quer zur Krafteinwirkung. Also der schlechteste Fall für solche beanspruchungen.
Leichte verformung, wobei das Material dann wieder in die Ausgangsform zurück gegangen ist.
Grüße,
Marco
nun nochmal ein kleiner Input zum Green-tec von unserer Seite her!
Haben ein kleines Druckteil mit Green-tec schwarz "quick and dirty" gedruckt.
Druckparameter:
Hotend: 183°C
Druckbett: 60°C
Unterlage: Carbon 2,5mm dick (http://extrudr.eu/collections/equipment/products/carbon-plate)
Druckgeschwindigkeit: 80mm/s
Außenlayer: 3
Nozzle: 0,7mm
Infill: 30%
Extra kein Skirt/Brim
Lüfter: Aus
Filamentdurchmesser: 2,85mm
Drucker: Deltatower
Druckteil:
Durchmesser: 150mm
Höhe: 210mm
Schaftdurchmesser: 22,5mm
Kein Warping, Kein Verzug!
Layerhaftung: Die Layerhaftung haben wir sehr professionell getestet
Den Ring an die Decke gehängt und mich (75kg) dran gehängt... macht auf einen Querschnitt von ca. 4 cm2 eine Belastung von ca. 18,75kg/cm2, wohlgemerkt mit 30% infill. Tragend sind also nur die Außenlayer.
Wie ihr sehen könnt, liegen die Layer quer zur Krafteinwirkung. Also der schlechteste Fall für solche beanspruchungen.


Leichte verformung, wobei das Material dann wieder in die Ausgangsform zurück gegangen ist.



Grüße,
Marco
|
Re: Vorstellung Extrudr.eu - Hochwertiges Filament 07. April 2016 11:21 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 390 |
kleiner Nachtrag....
Bei 105kg ist das Objekt zerbrochen. Aber nicht entlang der Layer sonder quer durch!
Grüße,
Marco
Bei 105kg ist das Objekt zerbrochen. Aber nicht entlang der Layer sonder quer durch!


Grüße,
Marco
|
Re: Vorstellung Extrudr.eu - Hochwertiges Filament 07. April 2016 13:50 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 147 |
Hallo Marco,
bitte nicht falsch verstehen, ich wollte das Green-tec in kleinster Weise kritisieren. Im Gegenteil, ich bin jetzt mit den Ergebnissen auf FR4/GfK voll zufrieden Es liefert ein sehr gutes Druckbild und schöne Oberflächen. Stringing / Oozing sind absolut kein Thema und auch mechanische Fehler des Druckers werden eher verziehen. Auf dem richtigen Untergrund macht es echt Spaß Es wird Zeit, dass neu Farben kommen 
Anbei noch meine Parameter mit denen es bei mir gut klappt (Slic3r):
Sparkcube XL mit E3D V6
- Hotend: 230/210°C
- Druckbett: 65/65°C
- Unterlage: FR4 / GfK
- Druckgeschwindigkeit: 80mm/s
- Außenlayer: 3
- Nozzle: 0,4mm
- 1.Layer: 0,3mm / Rest: 0,2mm
- 1.Layer: Extrusion width 120%
- Infill: 40%
- kein Skirt/Brim
- Extrusion Multiplier 1,0
- Bowden Extruder, Länge ca. 60cm: 5mm Retract, 180 mm/s
- Lüfter: 13/80%, 5/300s (ab 4. Layer)
- Filamentdurchmesser: 1,75mm
Viele Grüße
Thomas
1-mal bearbeitet. Zuletzt am 07.04.16 13:51.
Mein erster Drucker: Sparkcube XL, Sparklab Extruder, E3D V6 (ABS, PETG) + E3D lite (PLA) mit Skimmy´s Magnet-Schnellwechselsystem, FSR ABL, DPP, RADDS + RAPS 24V
Mein Zweiter: Thomas V2, [forums.reprap.org], Eigenbau Dual X, Linearführungen, Z-Achse mir Riemenantrieb, RADDS + RAPPS + DM542, 48V, Repetier
bitte nicht falsch verstehen, ich wollte das Green-tec in kleinster Weise kritisieren. Im Gegenteil, ich bin jetzt mit den Ergebnissen auf FR4/GfK voll zufrieden
Es liefert ein sehr gutes Druckbild und schöne Oberflächen. Stringing / Oozing sind absolut kein Thema und auch mechanische Fehler des Druckers werden eher verziehen. Auf dem richtigen Untergrund macht es echt Spaß Es wird Zeit, dass neu Farben kommen Anbei noch meine Parameter mit denen es bei mir gut klappt (Slic3r):
Sparkcube XL mit E3D V6
- Hotend: 230/210°C
- Druckbett: 65/65°C
- Unterlage: FR4 / GfK
- Druckgeschwindigkeit: 80mm/s
- Außenlayer: 3
- Nozzle: 0,4mm
- 1.Layer: 0,3mm / Rest: 0,2mm
- 1.Layer: Extrusion width 120%
- Infill: 40%
- kein Skirt/Brim
- Extrusion Multiplier 1,0
- Bowden Extruder, Länge ca. 60cm: 5mm Retract, 180 mm/s
- Lüfter: 13/80%, 5/300s (ab 4. Layer)
- Filamentdurchmesser: 1,75mm
Viele Grüße
Thomas
1-mal bearbeitet. Zuletzt am 07.04.16 13:51.
Mein erster Drucker: Sparkcube XL, Sparklab Extruder, E3D V6 (ABS, PETG) + E3D lite (PLA) mit Skimmy´s Magnet-Schnellwechselsystem, FSR ABL, DPP, RADDS + RAPS 24V
Mein Zweiter: Thomas V2, [forums.reprap.org], Eigenbau Dual X, Linearführungen, Z-Achse mir Riemenantrieb, RADDS + RAPPS + DM542, 48V, Repetier
|
Re: Vorstellung Extrudr.eu - Hochwertiges Filament 08. April 2016 05:17 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 390 |




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
In diesem Forum dürfen leider nur registrierte Teilnehmer schreiben.