Home
>
RepRap User Groups
>
Europe
>
Deutschsprachiges Forum
>
Kommerzielle Angebote & Produktvorstellungen
>
Thema
Produktvorstellung: Filaprint & Filabase, Silikonheizmatten, Präzisionsplatten, Borosilikatglas | Druckbettlösungen nach Maß - by Filafarm
geschrieben von Filafarm
|
Produktvorstellung: Filaprint & Filabase, Silikonheizmatten, Präzisionsplatten, Borosilikatglas | Druckbettlösungen nach Maß - by Filafarm 29. August 2015 19:40 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 245 |
Hallo RepRap Community,
hier geht's zu unseren bewährten Filaprint-Dauerdruckplatten.
Seit einigen Wochen ist auch Filabase im Shop verfügbar. Wir verwenden ausschließlich hochwertige und aufeinander abgestimmte Komponenten, auf Wunsch individuell nach Maß.
Unsere Silikonheizmatten in Spitzenqualität mit eingebauten Thermistor, ermöglichen euch schnelle Aufheizzeiten (<5min 110°C) und bieten genügend Leistungsreserven.
Die Heizmatten können auch nach Maß, in allen Formen und mit Ausparungen in 12-230V produziert werden.
Habt Ihr Fragen? Schickt uns einfach eine Nachricht über das Kontaktformular.
Ein Produktvideo für Filaprint/Filabase findet Ihr auch auf Youtube.
Viele Grüße
Daniel
www.filafarm.de
1-mal bearbeitet. Zuletzt am 30.08.15 05:33.
Onlinestore: www.filafarm.com & Galerie
hier geht's zu unseren bewährten Filaprint-Dauerdruckplatten.
Seit einigen Wochen ist auch Filabase im Shop verfügbar. Wir verwenden ausschließlich hochwertige und aufeinander abgestimmte Komponenten, auf Wunsch individuell nach Maß.
Unsere Silikonheizmatten in Spitzenqualität mit eingebauten Thermistor, ermöglichen euch schnelle Aufheizzeiten (<5min 110°C) und bieten genügend Leistungsreserven.
Die Heizmatten können auch nach Maß, in allen Formen und mit Ausparungen in 12-230V produziert werden.
Habt Ihr Fragen? Schickt uns einfach eine Nachricht über das Kontaktformular.
Ein Produktvideo für Filaprint/Filabase findet Ihr auch auf Youtube.
Viele Grüße
Daniel
www.filafarm.de
1-mal bearbeitet. Zuletzt am 30.08.15 05:33.
Onlinestore: www.filafarm.com & Galerie
|
Re: Produktvorstellung: Filaprint & Filabase, Silikonheizmatten, Präzisionsplatten, Borosilikatglas | Druckbettlösungen nach Maß - by Filafarm 30. August 2015 02:33 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 838 |
Quote
Filafarm
Seid einigen Wochen ist auch Filabase im Shop verfügbar. Wir verwenden ausschließlich hochwertige und aufeinander abgestimmte Komponenten, auf Wunsch individuell nach Maß.
*Seit.

1-mal bearbeitet. Zuletzt am 30.08.15 02:34.
Gruß,
Steffen
Geetech Full-Acrylic Graber Air V3 SteBa Edition, v6 J-HEAD v5 E3D Custom Hotend, 230v Induktionskochfeldheizplatte mit Aceton Beschichtung, Rumpsbaradds 64-Bit AliExpress Edition, Softeisextruder
|
Re: Produktvorstellung: Filaprint & Filabase, Silikonheizmatten, Präzisionsplatten, Borosilikatglas | Druckbettlösungen nach Maß - by Filafarm 04. September 2015 16:11 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 2 |
Hallo zusammen, also ich habe mittlerweile 2 davon weil ja auch 2 Drucker K8400 und Prusa I3 Steel  müsste ich diese Druckplatten bewerten würde ich sagen top.. das ist jetzt kurz und knapp und man kann sich nichts darunter vorstellen..
müsste ich diese Druckplatten bewerten würde ich sagen top.. das ist jetzt kurz und knapp und man kann sich nichts darunter vorstellen..
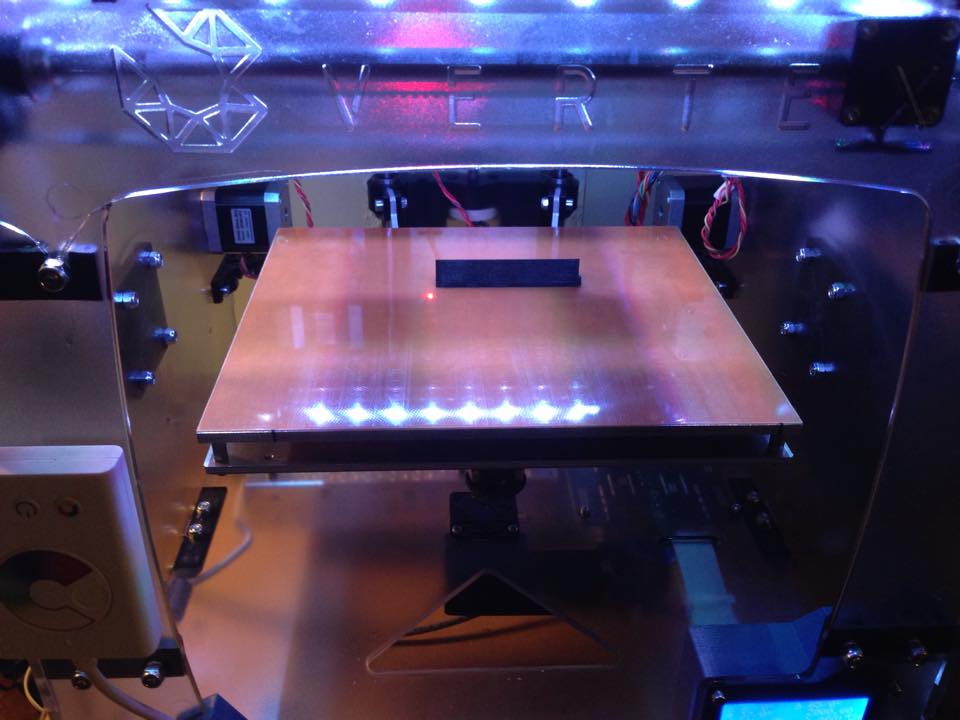
nun dann fang ist mal anders an.. ich habe mir zu Anfang den Velleman k8400 Drucker zugelegt, der ohne heizbett ist (gibt es original nicht für den k8400) mit einer Glasplatte und darauf Buildtak Folie geklebt ist soweit so gut man kann ne weile ganz gut drauf drucken überwiegend nur PLA bei ABS ständig warping gehabt..wobei da immer das Problem was selbst nach dem abkühlen hat man das gedruckte nur schwer abbekommen(meistens nur mit Spachtel oder Cutter Messer) und man musste ständig die Glasplatte abnehmen ..des weiteren war es so das mir unter anderem auch die Unterseite des Druckes nicht gefallen hat und hab immer nur getestet und getestet.. hab bisschen gegoogelt und bin auf filafarm.de fündig geworden mit der Filabase dauerdruckplatte .. Daniel hat sie dann angefertigt für mein k8400 fand ich schon klasse.. so eingebaut, angeschlossen und mich überraschen lassen was mit dem druck so passiert..
so nun zu den Ergebnissen und erfolgen..
ich nutze nun seit einigen Wochen die Filabase .. ( Bilder im Anhang)
sehr stabil und solide angefertigt einfacher Einbau , weil nach maß angefertigt..
bis jetzt habe ich diese nur einmal eingestellt (Druckbett-Düse) bei dem original durch das ständige abnehmen der Glasplatte musste ich diese öfter machen,
auch das reinigen ist recht einfach .. skirt und druck lösen und sofort wieder drucken egal ob staub drauf ist .. bei der buildtak kam es des Öfteren vor das man (bzw. ich ) sie öfter mal reinigen musste hab dafür immer Bremsenreniger genommen.. das ist bei der filabase nicht mehr nötig und wenn dann auch nur mit bisschen wasser auf einem feuchten Tuch.
.
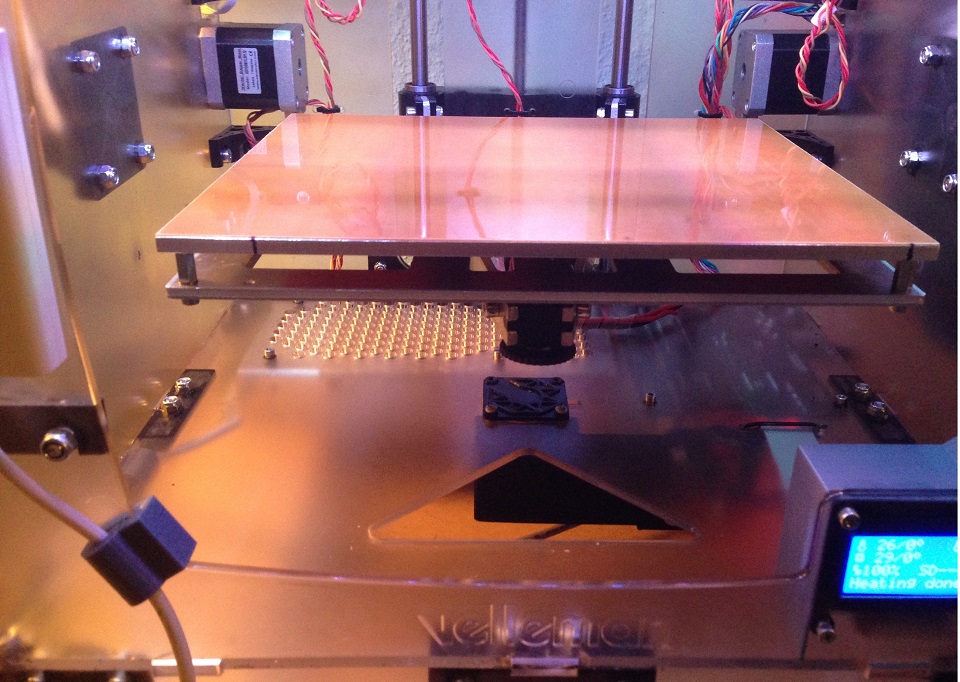
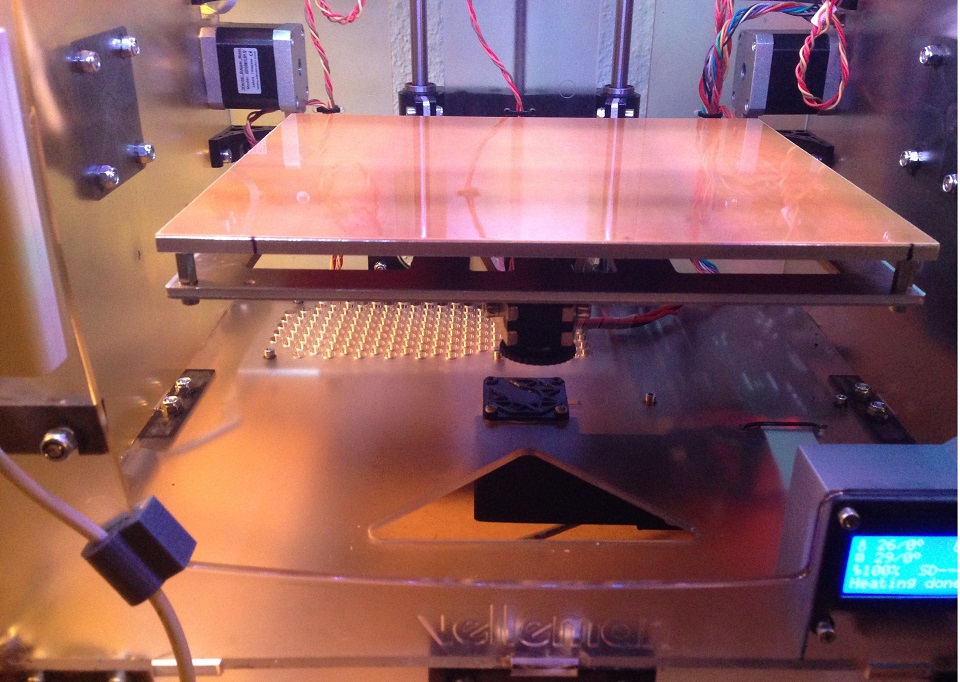
das aufheizen der Silikonmatte und Druckbett naja, bis 60 grad knapp ne Minute bis 120 grad ca 4-5 min absolut klasse und ich hab nur die 12V 200w matte..
einzig was mich stutzig gemacht hatte das ein SSR mitgeliefert wurde .. nun Daniel hat mir dann erklärt wieso.. Sikonmatten haben zu viel power als ein KM2/3 um dies noch an dem Bord mit anzuschließen ..
da mein Netzteil (150w) nicht ausreichend war habe ich mir noch ein Netzteil dazugekauft für die heizmatte
durch das heizen ist kein warping mehr bei ABS (ist irgendwo logisch),-- bei dem original wenn überhaupt waren nur kleine teile möglich mit ABS zu drucken.
die Drucke egal ob ABS oder PLA halten echt super auf dem Druck Bett.. das erstaunliche ist .. abgesehen das kein warping mit ABS mehr ist ..nach dem fertigstellen des druckes und abkühlen der Druckplatte, hüpfen die drucke quasi von selbst ab.. oder sind gaaanz leicht von der Druckplatte zu lösen.. egal ob ABS oder PLA (anderes Material hab ich noch nicht getestet) auch die untere Fläche (1.layer) sieht klasse aus wie ein Spiegel absolut glatt und hat eine leichte Karbon Optik..
wichtig ist halt das die Druckplatte erst abkühlen muss . da diese nun fest verbaut ist kann man die auch nicht mehr so einfach abnehmen wie die Glasplatte..
was aber auch ein Vorteil bei dem 1.justieren ist .. danach hat man seine ruhe.
Hatte ich doch vorher mit dem Original die drucke ein wenig aufpressen müssen , so ist das mit der Filabase jetzt nicht mehr der fall und auch die Elefantenfüße die ich durch das aufpressen vorher hatte gehören nun zur Vergangenheit.
was mir noch aufgefallen ist , ist das wenn man auch mal ein kleinen Fehler macht z.b. im Offset die z höhe ein bisschen verstellt hat oder dergleichen auch das ist kein Problem für die Druckplatte hab mal versehentlich z Offset auf ´0,2 anstelle von 0,02 gestellt aber der druck hat gehalten und kein warping gehabt .. -- hätt ich das mit dem original gemacht hätte ich Filament-Spaghetti gehabt
am interessantesten fand ich aber ..
nicht nur einzelne teile zu drucken.. sondern ich wollte bzw. habe mir mal eine energiekette gedruckt.. naja viele kleine Glieder hab mal das Druck Bett voll gemacht und losgedruckt .. nicht ein Kettenglied hat sich vom Druck Bett gelöst oder ist durch Fehldruck kaputt gegangen .. ( Bild im Anhang) ( Druckqualität stimmt, durch die vielen Led's Täuscht das ein wenig)
P.s. Wer Fehler im Text findet darf sie behalten
hier noch ein paar Bilder
3-mal bearbeitet. Zuletzt am 04.09.15 16:30.
müsste ich diese Druckplatten bewerten würde ich sagen top.. das ist jetzt kurz und knapp und man kann sich nichts darunter vorstellen.. nun dann fang ist mal anders an.. ich habe mir zu Anfang den Velleman k8400 Drucker zugelegt, der ohne heizbett ist (gibt es original nicht für den k8400) mit einer Glasplatte und darauf Buildtak Folie geklebt ist soweit so gut man kann ne weile ganz gut drauf drucken überwiegend nur PLA bei ABS ständig warping gehabt..wobei da immer das Problem was selbst nach dem abkühlen hat man das gedruckte nur schwer abbekommen(meistens nur mit Spachtel oder Cutter Messer) und man musste ständig die Glasplatte abnehmen ..des weiteren war es so das mir unter anderem auch die Unterseite des Druckes nicht gefallen hat und hab immer nur getestet und getestet.. hab bisschen gegoogelt und bin auf filafarm.de fündig geworden mit der Filabase dauerdruckplatte .. Daniel hat sie dann angefertigt für mein k8400 fand ich schon klasse.. so eingebaut, angeschlossen und mich überraschen lassen was mit dem druck so passiert..
so nun zu den Ergebnissen und erfolgen..
ich nutze nun seit einigen Wochen die Filabase .. ( Bilder im Anhang)
sehr stabil und solide angefertigt einfacher Einbau , weil nach maß angefertigt..
bis jetzt habe ich diese nur einmal eingestellt (Druckbett-Düse) bei dem original durch das ständige abnehmen der Glasplatte musste ich diese öfter machen,
auch das reinigen ist recht einfach .. skirt und druck lösen und sofort wieder drucken egal ob staub drauf ist .. bei der buildtak kam es des Öfteren vor das man (bzw. ich ) sie öfter mal reinigen musste hab dafür immer Bremsenreniger genommen.. das ist bei der filabase nicht mehr nötig und wenn dann auch nur mit bisschen wasser auf einem feuchten Tuch.
.
das aufheizen der Silikonmatte und Druckbett naja, bis 60 grad knapp ne Minute bis 120 grad ca 4-5 min absolut klasse und ich hab nur die 12V 200w matte..
einzig was mich stutzig gemacht hatte das ein SSR mitgeliefert wurde .. nun Daniel hat mir dann erklärt wieso.. Sikonmatten haben zu viel power als ein KM2/3 um dies noch an dem Bord mit anzuschließen ..
da mein Netzteil (150w) nicht ausreichend war habe ich mir noch ein Netzteil dazugekauft für die heizmatte
durch das heizen ist kein warping mehr bei ABS (ist irgendwo logisch),-- bei dem original wenn überhaupt waren nur kleine teile möglich mit ABS zu drucken.
die Drucke egal ob ABS oder PLA halten echt super auf dem Druck Bett.. das erstaunliche ist .. abgesehen das kein warping mit ABS mehr ist ..nach dem fertigstellen des druckes und abkühlen der Druckplatte, hüpfen die drucke quasi von selbst ab.. oder sind gaaanz leicht von der Druckplatte zu lösen.. egal ob ABS oder PLA (anderes Material hab ich noch nicht getestet) auch die untere Fläche (1.layer) sieht klasse aus wie ein Spiegel absolut glatt und hat eine leichte Karbon Optik..
wichtig ist halt das die Druckplatte erst abkühlen muss . da diese nun fest verbaut ist kann man die auch nicht mehr so einfach abnehmen wie die Glasplatte..
was aber auch ein Vorteil bei dem 1.justieren ist .. danach hat man seine ruhe.
Hatte ich doch vorher mit dem Original die drucke ein wenig aufpressen müssen , so ist das mit der Filabase jetzt nicht mehr der fall und auch die Elefantenfüße die ich durch das aufpressen vorher hatte gehören nun zur Vergangenheit.
was mir noch aufgefallen ist , ist das wenn man auch mal ein kleinen Fehler macht z.b. im Offset die z höhe ein bisschen verstellt hat oder dergleichen auch das ist kein Problem für die Druckplatte hab mal versehentlich z Offset auf ´0,2 anstelle von 0,02 gestellt aber der druck hat gehalten und kein warping gehabt .. -- hätt ich das mit dem original gemacht hätte ich Filament-Spaghetti gehabt
am interessantesten fand ich aber ..
nicht nur einzelne teile zu drucken.. sondern ich wollte bzw. habe mir mal eine energiekette gedruckt.. naja viele kleine Glieder hab mal das Druck Bett voll gemacht und losgedruckt .. nicht ein Kettenglied hat sich vom Druck Bett gelöst oder ist durch Fehldruck kaputt gegangen .. ( Bild im Anhang) ( Druckqualität stimmt, durch die vielen Led's Täuscht das ein wenig)
P.s. Wer Fehler im Text findet darf sie behalten
hier noch ein paar Bilder
3-mal bearbeitet. Zuletzt am 04.09.15 16:30.
|
Re: Produktvorstellung: Filaprint & Filabase, Silikonheizmatten, Präzisionsplatten, Borosilikatglas | Druckbettlösungen nach Maß - by Filafarm 27. September 2015 17:34 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 77 |
|
Re: Produktvorstellung: Filaprint & Filabase, Silikonheizmatten, Präzisionsplatten, Borosilikatglas | Druckbettlösungen nach Maß - by Filafarm 07. October 2015 08:10 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 208 |
|
Re: Produktvorstellung: Filaprint & Filabase, Silikonheizmatten, Präzisionsplatten, Borosilikatglas | Druckbettlösungen nach Maß - by Filafarm 07. October 2015 09:43 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 245 |
Hallo Jasmir,
der Themistor ist direkt in die Silikonheizmatte eingelassen, entsprechend gibt es auch kein Loch. 100K ist verbaut. z.b Marlin Nr. 1.
Onlinestore: www.filafarm.com & Galerie
der Themistor ist direkt in die Silikonheizmatte eingelassen, entsprechend gibt es auch kein Loch. 100K ist verbaut. z.b Marlin Nr. 1.
Onlinestore: www.filafarm.com & Galerie
|
Re: Produktvorstellung: Filaprint & Filabase, Silikonheizmatten, Präzisionsplatten, Borosilikatglas | Druckbettlösungen nach Maß - by Filafarm 07. October 2015 17:33 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 90 |
Quote
hennigh
Hallo,
hat sonst schon jemand Erfahrungen mit den Produkten Filafarm gemacht? Lohnt sich das Filabase -Set?
Es hört sich vielversprechend an.
Ich habe einmal Filaprint und einmal das Filabase-Set im Einsatz. Es ist für mich die bisher beste Druckunterlage die ich je hatte. Bisher PLA, ABS und PETG verwendet.
Gerade fertig geworden - Eine Box (PLA) auf Filabase.:

|
Re: Produktvorstellung: Filaprint & Filabase, Silikonheizmatten, Präzisionsplatten, Borosilikatglas | Druckbettlösungen nach Maß - by Filafarm 07. October 2015 17:57 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 77 |

|
Re: Produktvorstellung: Filaprint & Filabase, Silikonheizmatten, Präzisionsplatten, Borosilikatglas | Druckbettlösungen nach Maß - by Filafarm 10. October 2015 14:55 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 245 |
@Ro3ds, schaut super aus und freut uns das es mit deiner Filabase gut klappt 
Hier ein PETG - Druck eines Kunden auf dem Ultimaker 2 mit Filaprint und ohne Brim.
Viele Grüße
Daniel
2-mal bearbeitet. Zuletzt am 10.10.15 18:53.
Onlinestore: www.filafarm.com & Galerie
Hier ein PETG - Druck eines Kunden auf dem Ultimaker 2 mit Filaprint und ohne Brim.

Viele Grüße
Daniel
2-mal bearbeitet. Zuletzt am 10.10.15 18:53.
Onlinestore: www.filafarm.com & Galerie
|
Re: Produktvorstellung: Filaprint & Filabase, Silikonheizmatten, Präzisionsplatten, Borosilikatglas | Druckbettlösungen nach Maß - by Filafarm 21. October 2015 13:39 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 1.012 |
Moin,
@Daniel
Danke für das Sample.
@All
So, nach Erhalt des Samples habe ich es mal auf meine DDP geklebt. Zum Schutz der DDP habe ich eine Lage Kapton dazwischengeklebt.
Nach Einstellung der Druckhöhe habe ich dann mit einem Würfel und 2 Fröschen angefangen. Beim Würfel war ich wohl etwas zu Nahe an der FP-Platte, er ging nur sehr schwer runter.
Man muss doch etwas mehr Abstand lassen als zur DDP. Es folgte dann direkt der Härtetest in Form des treefrogs, bei dem die vorderen Füße ja bekanntermaßen nur sehr schwer kleben bleiben.
Also, Abstand Düse FP-Platte etwas erhöht (Blatt Papier schleift kaum an Nozzle bei Z0). Der Frosch hat super gehalten und ließ sich nach dem Abkühlen auch leicht (gegenschnippen) lösen.
Heute habe ich dann mal einen in 0,1mm Layer probiert. Wie vorher recht schnell gedruckt, ich will ja die Haftung testen und keinen Schönheitspreis gewinnen.
Hier die Parameter:
ABS E3D everyday 242° 45% Lüfter ab 1.Layer
0,1mm Layer 1. Layer 0,15mm, 35% Infill
60mm/s, Travel 500mm/s 1. Layer 70% speed
Druckbett 110/100° nach 5.Layer 90°
Wieder blieben die Füße prima kleben und der Frosch ließ sich bei 30° (dauert ewig bei meiner 8mm Platte) wegschnippen.
Wie man auf den Bildern hoffentlich sehen kann, war der Andruck des 1. Layers nicht so hoch, es wurde fast nichts in die Breite gedrückt.
Mein Fazit: Die Haftung ist leicht besser wie mit der Alu-DDP vorausgesetzt man hat da die absolut perfekte 1. Layerhöhe. Die Filaprint läßt da deutlich mehr Spielraum und es haftet immer noch.
Ich werde nochmal ein paar Tests mit anderen Objekten machen.
Und meckert jetzt nicht über die Wellen am Bauch, keine Ahnung wo die herkommen (viell. zu heiss), bei 0,2mm Layer war nichts zu sehen.
Grüße
Sascha
3Tripple 290x300x280mm, Raspi3+DUE+RADDS mit TMC2100, micron3dp Doppelextruder, Big Booster, Filaprint, Z-Riemenantrieb
www.wattwetter.de
@Daniel
Danke für das Sample.
@All
So, nach Erhalt des Samples habe ich es mal auf meine DDP geklebt. Zum Schutz der DDP habe ich eine Lage Kapton dazwischengeklebt.
Nach Einstellung der Druckhöhe habe ich dann mit einem Würfel und 2 Fröschen angefangen. Beim Würfel war ich wohl etwas zu Nahe an der FP-Platte, er ging nur sehr schwer runter.
Man muss doch etwas mehr Abstand lassen als zur DDP. Es folgte dann direkt der Härtetest in Form des treefrogs, bei dem die vorderen Füße ja bekanntermaßen nur sehr schwer kleben bleiben.
Also, Abstand Düse FP-Platte etwas erhöht (Blatt Papier schleift kaum an Nozzle bei Z0). Der Frosch hat super gehalten und ließ sich nach dem Abkühlen auch leicht (gegenschnippen) lösen.
Heute habe ich dann mal einen in 0,1mm Layer probiert. Wie vorher recht schnell gedruckt, ich will ja die Haftung testen und keinen Schönheitspreis gewinnen.
Hier die Parameter:
ABS E3D everyday 242° 45% Lüfter ab 1.Layer
0,1mm Layer 1. Layer 0,15mm, 35% Infill
60mm/s, Travel 500mm/s 1. Layer 70% speed
Druckbett 110/100° nach 5.Layer 90°
Wieder blieben die Füße prima kleben und der Frosch ließ sich bei 30° (dauert ewig bei meiner 8mm Platte) wegschnippen.
Wie man auf den Bildern hoffentlich sehen kann, war der Andruck des 1. Layers nicht so hoch, es wurde fast nichts in die Breite gedrückt.
Mein Fazit: Die Haftung ist leicht besser wie mit der Alu-DDP vorausgesetzt man hat da die absolut perfekte 1. Layerhöhe. Die Filaprint läßt da deutlich mehr Spielraum und es haftet immer noch.
Ich werde nochmal ein paar Tests mit anderen Objekten machen.
Und meckert jetzt nicht über die Wellen am Bauch, keine Ahnung wo die herkommen (viell. zu heiss), bei 0,2mm Layer war nichts zu sehen.



Grüße
Sascha
3Tripple 290x300x280mm, Raspi3+DUE+RADDS mit TMC2100, micron3dp Doppelextruder, Big Booster, Filaprint, Z-Riemenantrieb
www.wattwetter.de
|
Re: Produktvorstellung: Filaprint & Filabase, Silikonheizmatten, Präzisionsplatten, Borosilikatglas | Druckbettlösungen nach Maß - by Filafarm 21. October 2015 15:40 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 245 |
Hallo Sashaho,
ich sehe auf dem Bild das du noch immer zu nah an der Platte bist.
Das sonst übliche "in die Druckplatte pressen" der ersten Layer ist bei Filaprint nicht notwendig. Auch die dadurch häufig entstehenden Elefantenfüßchen unten rum gehören so der Vergangenheit an
Tipp:
Geh mal mit deinen Retract-Lenght etwas hoch, dann sollte die Fädenbildung besser werden.
Onlinestore: www.filafarm.com & Galerie
ich sehe auf dem Bild das du noch immer zu nah an der Platte bist.
Das sonst übliche "in die Druckplatte pressen" der ersten Layer ist bei Filaprint nicht notwendig. Auch die dadurch häufig entstehenden Elefantenfüßchen unten rum gehören so der Vergangenheit an
Tipp:
Geh mal mit deinen Retract-Lenght etwas hoch, dann sollte die Fädenbildung besser werden.
Onlinestore: www.filafarm.com & Galerie
|
Re: Produktvorstellung: Filaprint & Filabase, Silikonheizmatten, Präzisionsplatten, Borosilikatglas | Druckbettlösungen nach Maß - by Filafarm 21. October 2015 15:52 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 1.720 |
@Daniel
Mein Sample ist auch angekommen. Danke.
Auf den beiliegenden Papieren sind Temperaturen für ABS und PLA angegeben.
Hast du eine Temperaturempfehlung für PETG?
Wenn denn doch mal Fettfinger auf die Platte kommen, wie lässt die sich reinigen?
Lars - Blog, Thingiverse, Git
After successfully ignoring Google, FAQ's, the board search and leaving a undecipherable post in the wrong sub-forum don't expect an intelligent reply.
Mein Sample ist auch angekommen. Danke.
Auf den beiliegenden Papieren sind Temperaturen für ABS und PLA angegeben.
Hast du eine Temperaturempfehlung für PETG?
Wenn denn doch mal Fettfinger auf die Platte kommen, wie lässt die sich reinigen?
Lars - Blog, Thingiverse, Git
After successfully ignoring Google, FAQ's, the board search and leaving a undecipherable post in the wrong sub-forum don't expect an intelligent reply.
|
Re: Produktvorstellung: Filaprint & Filabase, Silikonheizmatten, Präzisionsplatten, Borosilikatglas | Druckbettlösungen nach Maß - by Filafarm 22. October 2015 06:57 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 245 |
Quote
toolson
@Daniel
Mein Sample ist auch angekommen. Danke.
Auf den beiliegenden Papieren sind Temperaturen für ABS und PLA angegeben.
Hast du eine Temperaturempfehlung für PETG?
Wenn denn doch mal Fettfinger auf die Platte kommen, wie lässt die sich reinigen?
Gerne doch
Bei PETG kommt es auch auf den Hersteller an. Ich empfehle dir nach der Anleitung zu gehen und den Düsen-Bett Abstand erst einmal zu erhöhen.
Bei 235°C an der Düse und 30-35mm/s First Layer Speed beginnen, Druckbetttemperatur mit 65°C.
Die vorgehensweise bei neuen Filamenten ist immer gleich.
1) Düse etwas rauf
2) Druckbett-Temperatur 55°C
3) Düsentemperatur weit runter
4) First Layer Speed etwas schneller. 30-35mm/S
Mit diesen 4 Werten kann man sich jedem Material annähern. Hat man zuwenig Haftung dann:
zu 1) etwas runter
zu 2) etwas hoch
zu 3) etwas hoch
zu 4) etwas runter
Bei zuviel Haftung genau anders herum.
Sind perfekten Settings gefunden, aufschreiben nicht vergessen, oder gleich eine Config anlegen
1-mal bearbeitet. Zuletzt am 22.10.15 07:12.
Onlinestore: www.filafarm.com & Galerie
|
Re: Produktvorstellung: Filaprint & Filabase, Silikonheizmatten, Präzisionsplatten, Borosilikatglas | Druckbettlösungen nach Maß - by Filafarm 22. October 2015 14:09 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 1.012 |
Moin,
ich habe jetzt den Abstand so weit erhöht, daß ein Blatt Papier fast nicht die Düse bei Z0 berührt.
Dann nochmal einen Frosch gedruckt. ABS 235°, Bett 105/90°, 50mm/s, 0,2mm Layer. Und der Frosch pappt noch immer und stand bei 30° fast lose auf der Platte. Klasse.
Werde wohl demnächst mal eine Investition tätigen
Grüße
Sascha
ich habe jetzt den Abstand so weit erhöht, daß ein Blatt Papier fast nicht die Düse bei Z0 berührt.
Dann nochmal einen Frosch gedruckt. ABS 235°, Bett 105/90°, 50mm/s, 0,2mm Layer. Und der Frosch pappt noch immer und stand bei 30° fast lose auf der Platte. Klasse.
Werde wohl demnächst mal eine Investition tätigen
Grüße
Sascha
Quote
Filafarm
Hallo Sashaho,
ich sehe auf dem Bild das du noch immer zu nah an der Platte bist.
Das sonst übliche "in die Druckplatte pressen" der ersten Layer ist bei Filaprint nicht notwendig. Auch die dadurch häufig entstehenden Elefantenfüßchen unten rum gehören so der Vergangenheit an
Tipp:
Geh mal mit deinen Retract-Lenght etwas hoch, dann sollte die Fädenbildung besser werden.
|
Re: Produktvorstellung: Filaprint & Filabase, Silikonheizmatten, Präzisionsplatten, Borosilikatglas | Druckbettlösungen nach Maß - by Filafarm 03. November 2015 08:56 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 245 |

|
Re: Produktvorstellung: Filaprint & Filabase, Silikonheizmatten, Präzisionsplatten, Borosilikatglas | Druckbettlösungen nach Maß - by Filafarm 03. November 2015 09:02 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 4.398 |
|
Re: Produktvorstellung: Filaprint & Filabase, Silikonheizmatten, Präzisionsplatten, Borosilikatglas | Druckbettlösungen nach Maß - by Filafarm 14. November 2015 20:19 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 1.720 |
Hi Daniel,
deine Filaprint ist nun bei ca. 2 Wochen im Einsatz. Die guten Sachen mal zuerst:
Drucke mit PLA sind ein Traum. Die Druckteile lösen sich beim Abkühlen von selbst. Die Haftung während des Drucks ist hervorragend.
Das hierfür zur Verfügung stehende Temperaturfenster ist groß und leicht zu treffen.
Die Unterseite der Druckteile ist auch sehr schön.
Ein kurzer Test mit ABS lief ebenfalls sehr gut ab. Allerdings drucke ich dieses Stinkezeugs nicht mehr.
Soweit kann die Platte alle Versprechungen erfüllen.
ABER:
Eigentlich drucke ich nur noch PETG. Momentan jage ich bis zu 2-3 kg pro Woche durch.
Mit PETG habe ich bzw. die Filaprint aber echte Probleme.
In diesem Thread hier empfiehlst du die Temperaturkombination 235°C/65°C. Das ist deutlich zu hoch gegriffen und führt zu fast nicht mehr ablösbaren Druckteilen.
Die Teile lösen sich nicht von selbst ab und müssen teilweise mit ordentlich Nachdruck dazu überredet werden sich von der Platte zu lösen.
Bedingt durch die ersten Versuche habe ich nun die ersten minimalem oberflächlichen Beschädigungen der Platte. Es reisst einfach die Beschichtung mit runter.
Mittlerweile bin ich bei 230°C/60°C angekommen. So lassen sich die Teile nach dem Druck wenigstens mit leichter Kraft von der Platte lösen.
Um mit diesen Temperaturen drucken zu können muss ich jedoch den ersten Layer mit 15mm/sec laufen lassen.
Weiter runter mit den Temperaturen geht einfach nicht.
An sich, nach der Abkühlung, selbst ablösende Drucke ist einfach nicht zu denken. Dies war eins der Hauptkriterien die ich erwartet habe.
In diesem Thread hier empfiehlst du eine Betttemperatur von 85°C für PETG.
Ich bin froh das nicht ausprobiert zu haben. Das Teile dürfte nachher unlösbar mit der Platte verbunden sein.
Das nächste große Thema ist warping bei großflächigen PETG Teilen. Momentan kann ich jedes PETG erst ab einer Bauteilhöhe von ca. 12 mm kühlen. Das ist bei simplen Geometrien auch kein Problem.
Bei komplexeren Bauteilen, die ich ab dem ersten Layer kühlen muss, warped das Material massiv und hebt die Ecken an. Für warpendes PETG kann die Filaprint an sich erstmal nichts. Das es aber soweit geht, dass es teilweise auch minimalst die Beschichtung mitreisst schon.
Generell kann ich PETG ohne Kühlung drucken, das geht aber massiv auf Kosten der Geschwindigkeit. Ich habe aber einfach keine Zeit dafür ständig mit 70% der möglichen Geschwindigkeit drucken müssen.
Nun wirbst du ja mit PETG-Tauglichkeit. Das sehe ich momentan eher nur sehr eingeschränkt.
Der konkurrierende Anbieter der ein sehr identisches Produkt anbietet, empfiehlt PETG zu meiden, weil die von mir beschriebenen Probleme bestehen.
Ich bin gerade etwas angefressen. 100€ in eine Druckplatte investiert die ihre Versprechungen nicht halten kann und schon minimale Beschädigungen aufweist.
Nun erwarte ich etwas präzisere Anweisungen zu der Platte bei der Verwendung mit PETG. Mir jetzt wieder das Standardschema:
Des weiteren hätte ich auch endlich gerne mal die Frage zur Reinigung der Filaprint beantwortet.
Lars - Blog, Thingiverse, Git
After successfully ignoring Google, FAQ's, the board search and leaving a undecipherable post in the wrong sub-forum don't expect an intelligent reply.
deine Filaprint ist nun bei ca. 2 Wochen im Einsatz. Die guten Sachen mal zuerst:
Drucke mit PLA sind ein Traum. Die Druckteile lösen sich beim Abkühlen von selbst. Die Haftung während des Drucks ist hervorragend.
Das hierfür zur Verfügung stehende Temperaturfenster ist groß und leicht zu treffen.
Die Unterseite der Druckteile ist auch sehr schön.
Ein kurzer Test mit ABS lief ebenfalls sehr gut ab. Allerdings drucke ich dieses Stinkezeugs nicht mehr.
Soweit kann die Platte alle Versprechungen erfüllen.
ABER:
Eigentlich drucke ich nur noch PETG. Momentan jage ich bis zu 2-3 kg pro Woche durch.
Mit PETG habe ich bzw. die Filaprint aber echte Probleme.
In diesem Thread hier empfiehlst du die Temperaturkombination 235°C/65°C. Das ist deutlich zu hoch gegriffen und führt zu fast nicht mehr ablösbaren Druckteilen.
Die Teile lösen sich nicht von selbst ab und müssen teilweise mit ordentlich Nachdruck dazu überredet werden sich von der Platte zu lösen.
Bedingt durch die ersten Versuche habe ich nun die ersten minimalem oberflächlichen Beschädigungen der Platte. Es reisst einfach die Beschichtung mit runter.
Mittlerweile bin ich bei 230°C/60°C angekommen. So lassen sich die Teile nach dem Druck wenigstens mit leichter Kraft von der Platte lösen.
Um mit diesen Temperaturen drucken zu können muss ich jedoch den ersten Layer mit 15mm/sec laufen lassen.
Weiter runter mit den Temperaturen geht einfach nicht.
An sich, nach der Abkühlung, selbst ablösende Drucke ist einfach nicht zu denken. Dies war eins der Hauptkriterien die ich erwartet habe.
In diesem Thread hier empfiehlst du eine Betttemperatur von 85°C für PETG.
Ich bin froh das nicht ausprobiert zu haben. Das Teile dürfte nachher unlösbar mit der Platte verbunden sein.
Das nächste große Thema ist warping bei großflächigen PETG Teilen. Momentan kann ich jedes PETG erst ab einer Bauteilhöhe von ca. 12 mm kühlen. Das ist bei simplen Geometrien auch kein Problem.
Bei komplexeren Bauteilen, die ich ab dem ersten Layer kühlen muss, warped das Material massiv und hebt die Ecken an. Für warpendes PETG kann die Filaprint an sich erstmal nichts. Das es aber soweit geht, dass es teilweise auch minimalst die Beschichtung mitreisst schon.
Generell kann ich PETG ohne Kühlung drucken, das geht aber massiv auf Kosten der Geschwindigkeit. Ich habe aber einfach keine Zeit dafür ständig mit 70% der möglichen Geschwindigkeit drucken müssen.
Nun wirbst du ja mit PETG-Tauglichkeit. Das sehe ich momentan eher nur sehr eingeschränkt.
Der konkurrierende Anbieter der ein sehr identisches Produkt anbietet, empfiehlt PETG zu meiden, weil die von mir beschriebenen Probleme bestehen.
Ich bin gerade etwas angefressen. 100€ in eine Druckplatte investiert die ihre Versprechungen nicht halten kann und schon minimale Beschädigungen aufweist.
Nun erwarte ich etwas präzisere Anweisungen zu der Platte bei der Verwendung mit PETG. Mir jetzt wieder das Standardschema:
aufzulisten hilft mir nicht wirklich weiter. Du kannst dir vorstellen das ich das bei einem Filamentverbrauch von 2-3kg pro Woche schon längst alles durchprobiert habe.Quote
Die vorgehensweise bei neuen Filamenten ist immer gleich.
1) Düse etwas rauf
2) Druckbett-Temperatur 55°C
3) Düsentemperatur weit runter
4) First Layer Speed etwas schneller. 30-35mm/S
Mit diesen 4 Werten kann man sich jedem Material annähern. Hat man zuwenig Haftung dann:
zu 1) etwas runter
zu 2) etwas hoch
zu 3) etwas hoch
zu 4) etwas runter
Des weiteren hätte ich auch endlich gerne mal die Frage zur Reinigung der Filaprint beantwortet.
Lars - Blog, Thingiverse, Git
After successfully ignoring Google, FAQ's, the board search and leaving a undecipherable post in the wrong sub-forum don't expect an intelligent reply.
|
Re: Produktvorstellung: Filaprint & Filabase, Silikonheizmatten, Präzisionsplatten, Borosilikatglas | Druckbettlösungen nach Maß - by Filafarm 14. November 2015 22:59 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 245 |
Hallo Toolson,
Wieso schreibst du uns nicht einfach an, wenn du Probleme hast ? Ist doch fix gelöst sowas.
Wir drucken PETG auf FilaPrint/FilaBase ohne Probleme und auch andere hier im Forum kommen damit klar. Siehe z.b
Auch hier ein erster-PETG Druck eines Kunden mit Ultimaker 2 hier im Thread veröffentlicht, insofern scheinst du wirklich etwas falsch zu machen. Du sagst dein PETG warpt ?
Das sollte nicht sein. Unser PETG warpt nicht, welches PETG verwendest du denn ?
oder hier ein 25cm langes Bauteil:
Wenn sich Material in die Platte frisst, bist du zu nah dran und/oder druckst zu langsam.
Unsere Platten halten bei richtiger Anwendung jahrelang. Eine Anleitung schicken wir normalerweise mit jeder FilaPrint raus, da steht auch drin das eine Reinigung nicht vorgesehen ist.
Ich schicke dir noch gleich noch eine Mail raus, wird schon
6-mal bearbeitet. Zuletzt am 15.11.15 06:24.
Onlinestore: www.filafarm.com & Galerie
Wieso schreibst du uns nicht einfach an, wenn du Probleme hast ? Ist doch fix gelöst sowas.
Wir drucken PETG auf FilaPrint/FilaBase ohne Probleme und auch andere hier im Forum kommen damit klar. Siehe z.b
Quote
roe3d
Ich habe einmal Filaprint und einmal das Filabase-Set im Einsatz. Es ist für mich die bisher beste Druckunterlage die ich je hatte. Bisher PLA, ABS und PETG verwendet.
Auch hier ein erster-PETG Druck eines Kunden mit Ultimaker 2 hier im Thread veröffentlicht, insofern scheinst du wirklich etwas falsch zu machen. Du sagst dein PETG warpt ?
Das sollte nicht sein. Unser PETG warpt nicht, welches PETG verwendest du denn ?

oder hier ein 25cm langes Bauteil:


Wenn sich Material in die Platte frisst, bist du zu nah dran und/oder druckst zu langsam.
Unsere Platten halten bei richtiger Anwendung jahrelang. Eine Anleitung schicken wir normalerweise mit jeder FilaPrint raus, da steht auch drin das eine Reinigung nicht vorgesehen ist.
Ich schicke dir noch gleich noch eine Mail raus, wird schon
6-mal bearbeitet. Zuletzt am 15.11.15 06:24.
Onlinestore: www.filafarm.com & Galerie
|
Re: Produktvorstellung: Filaprint & Filabase, Silikonheizmatten, Präzisionsplatten, Borosilikatglas | Druckbettlösungen nach Maß - by Filafarm 18. November 2015 02:54 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 1.012 |
Moin,
nach vielen Tests des Samples hatte ich mittlerweile doch einige Rückstände auf der Oberfläche und die Haftung von ABS hat dramatisch nachgelassen.
Ich habe gestern mal mit Aceton drübergewischt und jetzt hält ABS wieder wie ursprünglich.
Eine Beschädigung der Oberfläche durch das Aceton konnte ich nicht feststellen.
Grüße
Sascha
3Tripple 290x300x280mm, Raspi3+DUE+RADDS mit TMC2100, micron3dp Doppelextruder, Big Booster, Filaprint, Z-Riemenantrieb
www.wattwetter.de
nach vielen Tests des Samples hatte ich mittlerweile doch einige Rückstände auf der Oberfläche und die Haftung von ABS hat dramatisch nachgelassen.
Ich habe gestern mal mit Aceton drübergewischt und jetzt hält ABS wieder wie ursprünglich.
Eine Beschädigung der Oberfläche durch das Aceton konnte ich nicht feststellen.
Grüße
Sascha
3Tripple 290x300x280mm, Raspi3+DUE+RADDS mit TMC2100, micron3dp Doppelextruder, Big Booster, Filaprint, Z-Riemenantrieb
www.wattwetter.de
|
Re: Produktvorstellung: Filaprint & Filabase, Silikonheizmatten, Präzisionsplatten, Borosilikatglas | Druckbettlösungen nach Maß - by Filafarm 18. November 2015 03:12 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 245 |
Hallo Saschaho,
wenn du Rückstände auf der Druckplatte hast, dann bist du zu nah dran oder es stimmt sonst etwas mit deinen Parametern nicht.
Die Dauerdruckplatte verliert auch sonst keine Haftung, im Gegenteil, sie wird sogar von Tag zu Tag besser und das zieht sich über Monate so weiter.
Auf keinen Fall solltest du die Platte mit Aceton oder anderen Mitteln reinigen. Daher schreiben wir auch in unsere Anleitung "Bitte nicht reinigen"
Onlinestore: www.filafarm.com & Galerie
wenn du Rückstände auf der Druckplatte hast, dann bist du zu nah dran oder es stimmt sonst etwas mit deinen Parametern nicht.
Die Dauerdruckplatte verliert auch sonst keine Haftung, im Gegenteil, sie wird sogar von Tag zu Tag besser und das zieht sich über Monate so weiter.
Auf keinen Fall solltest du die Platte mit Aceton oder anderen Mitteln reinigen. Daher schreiben wir auch in unsere Anleitung "Bitte nicht reinigen"
Onlinestore: www.filafarm.com & Galerie
|
Re: Produktvorstellung: Filaprint & Filabase, Silikonheizmatten, Präzisionsplatten, Borosilikatglas | Druckbettlösungen nach Maß - by Filafarm 18. November 2015 04:51 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 1.012 |
|
Re: Produktvorstellung: Filaprint & Filabase, Silikonheizmatten, Präzisionsplatten, Borosilikatglas | Druckbettlösungen nach Maß - by Filafarm 18. November 2015 05:41 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 245 |
Hallo Sascha,
Was heisst denn Wegschmeissen ? Die Platte funktioniert über Jahre hinweg einwandfrei.
Wenn Rückstände auf der Platte sind, aufgrund von falscher Anwendung, insbesondere ABS, dann druckt man am besten einfach drüber.
ABS haftet auf ABS. Die Rückstände lösen sich in der Regel nach ein paar Drucken.
Wir schreiben extra unter "Wichtige Hinweise" in der beigefügten Anleitung, dass eine Reinigung der FilaPrint nicht vorgesehen ist.
Wenn es mal doch ein Problem gibt, einfach eine kurze Mail, oder über die Hotline anrufen und nachfragen.
Wir Zwei hatten doch eh schon miteinander gesprochen
Ich möchte einfach vermeiden, das Leute Ihre Druckplatten reinigen, besonders nicht mit Aceton.
Onlinestore: www.filafarm.com & Galerie
Was heisst denn Wegschmeissen ? Die Platte funktioniert über Jahre hinweg einwandfrei.
Wenn Rückstände auf der Platte sind, aufgrund von falscher Anwendung, insbesondere ABS, dann druckt man am besten einfach drüber.
ABS haftet auf ABS. Die Rückstände lösen sich in der Regel nach ein paar Drucken.
Wir schreiben extra unter "Wichtige Hinweise" in der beigefügten Anleitung, dass eine Reinigung der FilaPrint nicht vorgesehen ist.
Wenn es mal doch ein Problem gibt, einfach eine kurze Mail, oder über die Hotline anrufen und nachfragen.
Wir Zwei hatten doch eh schon miteinander gesprochen
Ich möchte einfach vermeiden, das Leute Ihre Druckplatten reinigen, besonders nicht mit Aceton.
Onlinestore: www.filafarm.com & Galerie
|
Re: Produktvorstellung: Filaprint & Filabase, Silikonheizmatten, Präzisionsplatten, Borosilikatglas | Druckbettlösungen nach Maß - by Filafarm 23. November 2015 13:49 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 1.720 |
Ich muss jetzt nochmal zu meinem Beitrag vom 15.11 Stellung nehmen.
Ich hab mich ja relativ schlecht gelaunt über Haftungsprobleme der Filaprint / PETG Kombination geäussert.
Das PETG haftet entweder schlecht und warpte an den Ecken hoch oder haftete viel zu heftig. Durch die viel zu gut haftenden Teile habe ich mir leider ein paar kleinere Oberflächenbeschädigungen beim ablösen der Teile eingehandelt.
Nach dem Beitrag folgte ein relativ langes Telefonat mit Daniel von Filafarm.
Er schwor darauf, dass die Platte gut mit PETG funktionieren würde.
Das hat bei mir zu vielen vielen weiteren Tests mit den unterschiedlichsten Einstellungen geführt.
Meine Settings habe ich jetzt gefunden und die Platte arbeitet seit mehr als 200h und einigen kg PETG perfekt. Die Teile lassen sich gut und reproduzierbar entfernen.
Die Haftung während des Drucks ist sagenhaft.
Das warpende Verhalten von PETG habe ich jetzt auch im Griff, aber das ist ein anderes Thema und auch nicht das PETG von Filafarm gewesen.
2 Parameter beeinflussen enorm die Haftung: Einwirkzeit und Temperatur
Für einen guten Start mit PETG und der Filaprint DDP kann ich folgende Parameter anbieten:
- Grundvorraussetzung: perfekt geleveltes Druckbett und korrekter Düsenabstand
- Temperatur des Druckbetts: 60-62°C, keine Absenkung während des Drucks
Eine Temperaturabsenkung während des Drucks empfinde ich als nachteilig.
- Filament Temperatur 1. Layer: 232-234°C
PETG Filamentsorten die generell etwas heisser gedruckt werden müssen, können etwas heisser aufgetragen werden.
Temperaturerhöhungen sollte aber in sehr kleinen Schritten getestet werden. Bei zu großen Sprüngen nach oben bleibt auch die Haftung nach dem abkühlen der Platte extrem.
- Stärke des 1. Layer: 0,2 - 0,25mm
- Infill extrusion width 1. Layer: 150%
Gerade bei größeren Teilen, die sehr viel Haftfläche bieten sollte mit mindestens dieser Bahnbreite gearbeitet werden. Das erleichtert nachher das Ablösen.
- Geschwindigkeit 1. Layer: 30mm/s, tendenziell schneller
Die 30mm/s sollte nicht unterschritten werden. Ansonsten wird die Einwirkzeit sehr lang und die Haftung extrem.
Die Teile kann man nach vollständiger Abkühlung der Platte leicht von der Platte zupfen. Es wie PLA Teile einfach von der Filaprint zu schieben, habe ich noch nicht geschafft.
Generell sollte mit den niedrigen Temperaturen und höheren Geschwindigkeiten begonnen werden. Je nach Haftverhalten dann entsprechende Parameter verändern.
Sollten Probleme auftauchen:
- Düsenabstand verändern mache ich nicht, m.E. gibt es schlichtweg nur einen perfekten. Ein paar hundertstel zuviel oder zuwenig sind einfach immer ein Fehler in der Grundeinstellung
- Ist die Haftung von Teilen zu gering:
-- Filamenttemperatur erhöhen
-- extrusion width vom Infill erhöhen
- Ist die Haftung zu stark:
-- Filamenttemperatur senken
-- 1. Layer Geschwindigkeit erhöhen
- Sollten Ecken hochwarpen:
-- 1. Layer (Externen) Perimeter etwas langsamer drucken
Nach dem Schema kann ich perfekt mit der Platte arbeiten. Ausschussteile hab ich in letzter Zeit keine mehr produziert.
Das Haftverhalten der Platte ist super und ich würde die Platte auch nochmals kaufen. Mit der Filaprint bin ich jetzt richtig warm geworden.
Ich werde aber auch das Gefühl nicht los, das sich das Haftverhalten im Laufe der ersten 50-100h eingependelt hat.
Das kann aber auch rein subjektives Empfinden sein.
Lars - Blog, Thingiverse, Git
After successfully ignoring Google, FAQ's, the board search and leaving a undecipherable post in the wrong sub-forum don't expect an intelligent reply.
Ich hab mich ja relativ schlecht gelaunt über Haftungsprobleme der Filaprint / PETG Kombination geäussert.
Das PETG haftet entweder schlecht und warpte an den Ecken hoch oder haftete viel zu heftig. Durch die viel zu gut haftenden Teile habe ich mir leider ein paar kleinere Oberflächenbeschädigungen beim ablösen der Teile eingehandelt.
Nach dem Beitrag folgte ein relativ langes Telefonat mit Daniel von Filafarm.
Er schwor darauf, dass die Platte gut mit PETG funktionieren würde.
Das hat bei mir zu vielen vielen weiteren Tests mit den unterschiedlichsten Einstellungen geführt.
Meine Settings habe ich jetzt gefunden und die Platte arbeitet seit mehr als 200h und einigen kg PETG perfekt. Die Teile lassen sich gut und reproduzierbar entfernen.
Die Haftung während des Drucks ist sagenhaft.
Das warpende Verhalten von PETG habe ich jetzt auch im Griff, aber das ist ein anderes Thema und auch nicht das PETG von Filafarm gewesen.
2 Parameter beeinflussen enorm die Haftung: Einwirkzeit und Temperatur
Für einen guten Start mit PETG und der Filaprint DDP kann ich folgende Parameter anbieten:
- Grundvorraussetzung: perfekt geleveltes Druckbett und korrekter Düsenabstand
- Temperatur des Druckbetts: 60-62°C, keine Absenkung während des Drucks
Eine Temperaturabsenkung während des Drucks empfinde ich als nachteilig.
- Filament Temperatur 1. Layer: 232-234°C
PETG Filamentsorten die generell etwas heisser gedruckt werden müssen, können etwas heisser aufgetragen werden.
Temperaturerhöhungen sollte aber in sehr kleinen Schritten getestet werden. Bei zu großen Sprüngen nach oben bleibt auch die Haftung nach dem abkühlen der Platte extrem.
- Stärke des 1. Layer: 0,2 - 0,25mm
- Infill extrusion width 1. Layer: 150%
Gerade bei größeren Teilen, die sehr viel Haftfläche bieten sollte mit mindestens dieser Bahnbreite gearbeitet werden. Das erleichtert nachher das Ablösen.
- Geschwindigkeit 1. Layer: 30mm/s, tendenziell schneller
Die 30mm/s sollte nicht unterschritten werden. Ansonsten wird die Einwirkzeit sehr lang und die Haftung extrem.
Die Teile kann man nach vollständiger Abkühlung der Platte leicht von der Platte zupfen. Es wie PLA Teile einfach von der Filaprint zu schieben, habe ich noch nicht geschafft.
Generell sollte mit den niedrigen Temperaturen und höheren Geschwindigkeiten begonnen werden. Je nach Haftverhalten dann entsprechende Parameter verändern.
Sollten Probleme auftauchen:
- Düsenabstand verändern mache ich nicht, m.E. gibt es schlichtweg nur einen perfekten. Ein paar hundertstel zuviel oder zuwenig sind einfach immer ein Fehler in der Grundeinstellung
- Ist die Haftung von Teilen zu gering:
-- Filamenttemperatur erhöhen
-- extrusion width vom Infill erhöhen
- Ist die Haftung zu stark:
-- Filamenttemperatur senken
-- 1. Layer Geschwindigkeit erhöhen
- Sollten Ecken hochwarpen:
-- 1. Layer (Externen) Perimeter etwas langsamer drucken
Nach dem Schema kann ich perfekt mit der Platte arbeiten. Ausschussteile hab ich in letzter Zeit keine mehr produziert.
Das Haftverhalten der Platte ist super und ich würde die Platte auch nochmals kaufen. Mit der Filaprint bin ich jetzt richtig warm geworden.
Ich werde aber auch das Gefühl nicht los, das sich das Haftverhalten im Laufe der ersten 50-100h eingependelt hat.
Das kann aber auch rein subjektives Empfinden sein.
Lars - Blog, Thingiverse, Git
After successfully ignoring Google, FAQ's, the board search and leaving a undecipherable post in the wrong sub-forum don't expect an intelligent reply.
|
Re: Produktvorstellung: Filaprint & Filabase, Silikonheizmatten, Präzisionsplatten, Borosilikatglas | Druckbettlösungen nach Maß - by Filafarm 28. November 2015 15:26 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 245 |
Hallo Toolson,
freut mich das es bei dir läuft
Hier auch ein kleines Testvideo mit unserem neuen PETG weiss auf FilaPrint.
Click
Onlinestore: www.filafarm.com & Galerie
freut mich das es bei dir läuft
Hier auch ein kleines Testvideo mit unserem neuen PETG weiss auf FilaPrint.
Click
Onlinestore: www.filafarm.com & Galerie
|
Re: Produktvorstellung: Filaprint & Filabase, Silikonheizmatten, Präzisionsplatten, Borosilikatglas | Druckbettlösungen nach Maß - by Filafarm 04. January 2016 02:47 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 245 |
Liebe Community,
ein frohes Neues, wir hoffen Ihr seid alle gut ins neue Jahr gekommen !
Als Starter für 2016 haben wir den Aufbau unserer FilaBase Druckbetten visualisiert und veröffentlicht.
Wer also keine Lust mehr auf ständiges nivellieren hat und ein dauerhaft planes Druckbett sucht, kann sich hier
etwas Inspiration einholen. Zum Produkt
Zum Abspielen einfach auf das Bild klicken
1-mal bearbeitet. Zuletzt am 04.01.16 02:47.
Onlinestore: www.filafarm.com & Galerie
ein frohes Neues, wir hoffen Ihr seid alle gut ins neue Jahr gekommen !
Als Starter für 2016 haben wir den Aufbau unserer FilaBase Druckbetten visualisiert und veröffentlicht.
Wer also keine Lust mehr auf ständiges nivellieren hat und ein dauerhaft planes Druckbett sucht, kann sich hier
etwas Inspiration einholen. Zum Produkt
Zum Abspielen einfach auf das Bild klicken

1-mal bearbeitet. Zuletzt am 04.01.16 02:47.
Onlinestore: www.filafarm.com & Galerie
|
Re: Produktvorstellung: Filaprint & Filabase, Silikonheizmatten, Präzisionsplatten, Borosilikatglas | Druckbettlösungen nach Maß - by Filafarm 01. February 2016 15:57 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 1.720 |
Nachdem ich mir gerade mal den Kindergartenthread in der 3DC durchgelesen habe, muss ich noch ein Fazit loswerden:
Ich liebe meine Filaprint!
Wenn man den Dreh erstmal raus hat, das dauert halt seine Zeit, ist absolut Verlass auf die Filaprint.
Mein Drucker lief von der Erstinbetriebnahme der Filaprint bis heute im Dauereinsatz (>16h/d).
Zwischenzeitlich hat sich noch die Firmware aufgehängt und extrem heisses (flüssig wie Wasser) PETG ist mir auf die FP gelaufen.
Mit mühevoller Kleinarbeiten und 2 Tagen nonstopp "Abzieher" aufdrucken hab ich die Platte wieder retten können.
Die Platte hat also echt eine Menge mitgemacht und will einfach nicht aufgeben.
1-mal bearbeitet. Zuletzt am 01.02.16 16:05.
Lars - Blog, Thingiverse, Git
After successfully ignoring Google, FAQ's, the board search and leaving a undecipherable post in the wrong sub-forum don't expect an intelligent reply.
Ich liebe meine Filaprint!
Wenn man den Dreh erstmal raus hat, das dauert halt seine Zeit, ist absolut Verlass auf die Filaprint.
Mein Drucker lief von der Erstinbetriebnahme der Filaprint bis heute im Dauereinsatz (>16h/d).
Zwischenzeitlich hat sich noch die Firmware aufgehängt und extrem heisses (flüssig wie Wasser) PETG ist mir auf die FP gelaufen.
Mit mühevoller Kleinarbeiten und 2 Tagen nonstopp "Abzieher" aufdrucken hab ich die Platte wieder retten können.
Die Platte hat also echt eine Menge mitgemacht und will einfach nicht aufgeben.
1-mal bearbeitet. Zuletzt am 01.02.16 16:05.
Lars - Blog, Thingiverse, Git
After successfully ignoring Google, FAQ's, the board search and leaving a undecipherable post in the wrong sub-forum don't expect an intelligent reply.
|
Re: Produktvorstellung: Filaprint & Filabase, Silikonheizmatten, Präzisionsplatten, Borosilikatglas | Druckbettlösungen nach Maß - by Filafarm 01. February 2016 15:59 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 1.720 |
Ach ja, was ich eigentlich wollte:
@Daniel:
Hast du Erfahrung mit PC auf der Filaprint?
Lars - Blog, Thingiverse, Git
After successfully ignoring Google, FAQ's, the board search and leaving a undecipherable post in the wrong sub-forum don't expect an intelligent reply.
@Daniel:
Hast du Erfahrung mit PC auf der Filaprint?
Lars - Blog, Thingiverse, Git
After successfully ignoring Google, FAQ's, the board search and leaving a undecipherable post in the wrong sub-forum don't expect an intelligent reply.
|
Re: Produktvorstellung: Filaprint & Filabase, Silikonheizmatten, Präzisionsplatten, Borosilikatglas | Druckbettlösungen nach Maß - by Filafarm 02. February 2016 09:55 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 513 |
|
Re: Produktvorstellung: Filaprint & Filabase, Silikonheizmatten, Präzisionsplatten, Borosilikatglas | Druckbettlösungen nach Maß - by Filafarm 02. February 2016 12:45 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 1.012 |
Moin,
bin zwar nicht der Angesprochene habe es aber schon getestet.
Ich habe die gleichen Temperaturen wie beim PETG verwendet (75/70). Hält auch wie PETG und läßt sich nach dem Abkühlen sehr gut lösen. Hatte auch ein ca. 100x60mm Objekt gedruckt und das ging fast von alleine ab, bei 0 warping.
Grüsse
Sascha
3Tripple 290x300x280mm, Raspi3+DUE+RADDS mit TMC2100, micron3dp Doppelextruder, Big Booster, Filaprint, Z-Riemenantrieb
www.wattwetter.de
bin zwar nicht der Angesprochene habe es aber schon getestet.
Ich habe die gleichen Temperaturen wie beim PETG verwendet (75/70). Hält auch wie PETG und läßt sich nach dem Abkühlen sehr gut lösen. Hatte auch ein ca. 100x60mm Objekt gedruckt und das ging fast von alleine ab, bei 0 warping.
Grüsse
Sascha
Quote
toolson
Ach ja, was ich eigentlich wollte:
@Daniel:
Hast du Erfahrung mit PC auf der Filaprint?
3Tripple 290x300x280mm, Raspi3+DUE+RADDS mit TMC2100, micron3dp Doppelextruder, Big Booster, Filaprint, Z-Riemenantrieb
www.wattwetter.de
|
Re: Produktvorstellung: Filaprint & Filabase, Silikonheizmatten, Präzisionsplatten, Borosilikatglas | Druckbettlösungen nach Maß - by Filafarm 02. February 2016 16:54 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 1.720 |
Danke Sascha.
Lars - Blog, Thingiverse, Git
After successfully ignoring Google, FAQ's, the board search and leaving a undecipherable post in the wrong sub-forum don't expect an intelligent reply.
Lars - Blog, Thingiverse, Git
After successfully ignoring Google, FAQ's, the board search and leaving a undecipherable post in the wrong sub-forum don't expect an intelligent reply.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
In diesem Forum dürfen leider nur registrierte Teilnehmer schreiben.