Velleman K8200 Erfahrungen/Baubericht
geschrieben von Mirco S.
|
Re: Velleman K8200 Erfahrungen/Baubericht 17. January 2014 16:34 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 129 |
Danke Don,
das beruhigt schon sehr.
Ich dachte ich druck mir einfach so'n Pulley, bei thingiverse (muß den Link mal raussuchen) gibt's ne nette OpenSCAD-Library dafür, quetsch ein passendes Kugellager rein und guck mal was passiert und wie lange das hält ;-)
Bei der Gelegenheit tausche ich auch gleich mal den etwas windigen gebogenen Aluwinkel aus.
Gruß Bernd
1-mal bearbeitet. Zuletzt am 17.01.14 18:59.
das beruhigt schon sehr.
Ich dachte ich druck mir einfach so'n Pulley, bei thingiverse (
Bei der Gelegenheit tausche ich auch gleich mal den etwas windigen gebogenen Aluwinkel aus.
Gruß Bernd
1-mal bearbeitet. Zuletzt am 17.01.14 18:59.
|
Re: Velleman K8200 Erfahrungen/Baubericht 17. January 2014 17:16 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 160 |
Hallo Bernd und donboy,
vom Prinzip her stimmt es, dass der Durchmesser der Umlenkrolle egal ist, eine Voraussetzung sollte aber beachtet werden (gilt auch für die Motorseite): der Teil des Riemens, der mit dem Schlitten verbunden ist, sollte weiterhin parallel zur Führung, also hier zu den Stahlwellen verlaufen. Die Höhe, auf der die Umlenkrolle bzw. der Motor am Rahmen befestigt wird, muss also ggf. angepasst werden.
Wenn die "Rückführung" des Riemens (also bei der x-Achse der oben verlaufende Teil) nicht parallel zur Achse läuft ist das egal, da sich dessen Endpunkte, Motorpulley und Umlenkrolle, ja beim Bewegen der Achse nicht ändern. Es muss nur sichergestellt werden, dass der Riemen in jeder anfahrbaren Position frei läuft und nirgendwo anstoßen kann; das wiederum könnte aufgrund der verschachtelten Riemenführung bei deutlich größeren Umlenkrollen oder kleineren Pulleys kritisch werden.
Gruß
kuraasu
vom Prinzip her stimmt es, dass der Durchmesser der Umlenkrolle egal ist, eine Voraussetzung sollte aber beachtet werden (gilt auch für die Motorseite): der Teil des Riemens, der mit dem Schlitten verbunden ist, sollte weiterhin parallel zur Führung, also hier zu den Stahlwellen verlaufen. Die Höhe, auf der die Umlenkrolle bzw. der Motor am Rahmen befestigt wird, muss also ggf. angepasst werden.
Wenn die "Rückführung" des Riemens (also bei der x-Achse der oben verlaufende Teil) nicht parallel zur Achse läuft ist das egal, da sich dessen Endpunkte, Motorpulley und Umlenkrolle, ja beim Bewegen der Achse nicht ändern. Es muss nur sichergestellt werden, dass der Riemen in jeder anfahrbaren Position frei läuft und nirgendwo anstoßen kann; das wiederum könnte aufgrund der verschachtelten Riemenführung bei deutlich größeren Umlenkrollen oder kleineren Pulleys kritisch werden.
Gruß
kuraasu
|
Re: Velleman K8200 Erfahrungen/Baubericht 17. January 2014 17:51 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 63 |
@Eytec
Ich will das schwarze auch ausmustern. Leider habe ich nach einer Reklamation bei ELV wegen mangelner Qualität
schon wieder eine schwarze Rolle zugesandt bekommen.
Nun bin ich wieder seit Stunden am drucken und es bricht nicht. Sobald ich mich schlafen lege knallt es wieder.
Ich habe auch festgestellt, dass das Filament nicht schön gewickelt ist und ich immer ein paar Meter vorsichtig
von der Rolle pulen muss. Es liegt kreuz und quer übereinander.
Mit dem roten und grünen von RepRapper konnte ich bis jetzt am besten drucken.
Ich will das schwarze auch ausmustern. Leider habe ich nach einer Reklamation bei ELV wegen mangelner Qualität
schon wieder eine schwarze Rolle zugesandt bekommen.
Nun bin ich wieder seit Stunden am drucken und es bricht nicht. Sobald ich mich schlafen lege knallt es wieder.
Ich habe auch festgestellt, dass das Filament nicht schön gewickelt ist und ich immer ein paar Meter vorsichtig
von der Rolle pulen muss. Es liegt kreuz und quer übereinander.
Mit dem roten und grünen von RepRapper konnte ich bis jetzt am besten drucken.
|
Re: Velleman K8200 Erfahrungen/Baubericht 17. January 2014 17:59 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 575 |
|
Re: Velleman K8200 Erfahrungen/Baubericht 17. January 2014 18:43 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 63 |
@BerndJM, @donboy
Ich habe diese hier von eytec ausgedruckt. T5 Pulley
Pro Pulley 2 kleine Lager besorgt, kleine Stützhülse für dazwischen gedruckt, 2 kleine Distanzscheiben für zwischen Lager und bestehende grosse Legscheibe gedruckt und alles zusammengesetzt.
Der Durchmesser passt mit den Originalkugellagern, ich musste die Zahnriemen nicht nachspannen.
Bei der Originalkonstruktion schleift der Zahnriemen ständig an den grossen seitlichen Legscheiben.
Mein X-Riemen hatte schon begonnen auszufransen.
Die gedruckten Pulleys sind super.
Bei der X-Achse habe ich den Haltewinkel durch diese französiche Konsole ersetzt: Konsole
1-mal bearbeitet. Zuletzt am 17.01.14 18:46.
Ich habe diese hier von eytec ausgedruckt. T5 Pulley
Pro Pulley 2 kleine Lager besorgt, kleine Stützhülse für dazwischen gedruckt, 2 kleine Distanzscheiben für zwischen Lager und bestehende grosse Legscheibe gedruckt und alles zusammengesetzt.
Der Durchmesser passt mit den Originalkugellagern, ich musste die Zahnriemen nicht nachspannen.
Bei der Originalkonstruktion schleift der Zahnriemen ständig an den grossen seitlichen Legscheiben.
Mein X-Riemen hatte schon begonnen auszufransen.
Die gedruckten Pulleys sind super.
Bei der X-Achse habe ich den Haltewinkel durch diese französiche Konsole ersetzt: Konsole
1-mal bearbeitet. Zuletzt am 17.01.14 18:46.
|
Re: Velleman K8200 Erfahrungen/Baubericht 17. January 2014 19:04 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 63 |
|
Re: Velleman K8200 Erfahrungen/Baubericht 18. January 2014 06:38 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 160 |
Hi,
was das brechende Filament angeht: bisher war bei mir das blaue PLA von Velleman am ärgerlichsten, das brach auch bei hochgefahrener z-Achse. An einem der Bruchstücke fiel mir neullich auf, dass das Plastik anscheinend eine Art Vorspannung hat bzw. das Bruchverhalten unterschiedlich ist: wenn man es entgegen der Biegung, mit der es von der Rolle kommt, aufbiegt, zeigen sich auf der Innenseite schnell kleine Risse, von denen sich dann einer schlagartig zu einem Bruch erweitert (also sehr spröde). Beim Zusammenbiegen in Richtung der Vor-Biegung dagegen gibt es keine sochen Risse, und wenn das PLA reißt, dann erst sehr spät und nach deutlicher plastischer Verformung (sprich: in der Richtung ist es duktil).
Bei diesem Filament half wie gesagt das Hochfahren der Achse nicht. Es ging einigermaßen, wenn die vom Rollenhalter abgenommene Rolle unten in den Rahmen gestellt wurde (x-Achse nach links, Rolle rechts daneben). Die einzige richtig erfolgreiche Lösung bei dem Zeugs war aber, es nach Druckende aus dem Extruder zu nehmen.
Gruß
kuraasu
PS: ich glaube, die Themen, die nicht direkt mit dem Drucker an sich zu tun haben, sollten wir langsam mal in die passenden Bereiche des Forums auslagern. Vermutlich sehr zur Freude einiger anderer Teilnehmer, aber das letzte Mal, als ich geschaut habe, war der 3drag/K8200 noch ein RepRap- (bzw. -Strap)-Drucker, so dass diese Auftrennung in "hier" und "alle anderen" nicht nötig ist.
was das brechende Filament angeht: bisher war bei mir das blaue PLA von Velleman am ärgerlichsten, das brach auch bei hochgefahrener z-Achse. An einem der Bruchstücke fiel mir neullich auf, dass das Plastik anscheinend eine Art Vorspannung hat bzw. das Bruchverhalten unterschiedlich ist: wenn man es entgegen der Biegung, mit der es von der Rolle kommt, aufbiegt, zeigen sich auf der Innenseite schnell kleine Risse, von denen sich dann einer schlagartig zu einem Bruch erweitert (also sehr spröde). Beim Zusammenbiegen in Richtung der Vor-Biegung dagegen gibt es keine sochen Risse, und wenn das PLA reißt, dann erst sehr spät und nach deutlicher plastischer Verformung (sprich: in der Richtung ist es duktil).
Bei diesem Filament half wie gesagt das Hochfahren der Achse nicht. Es ging einigermaßen, wenn die vom Rollenhalter abgenommene Rolle unten in den Rahmen gestellt wurde (x-Achse nach links, Rolle rechts daneben). Die einzige richtig erfolgreiche Lösung bei dem Zeugs war aber, es nach Druckende aus dem Extruder zu nehmen.
Gruß
kuraasu
PS: ich glaube, die Themen, die nicht direkt mit dem Drucker an sich zu tun haben, sollten wir langsam mal in die passenden Bereiche des Forums auslagern. Vermutlich sehr zur Freude einiger anderer Teilnehmer, aber das letzte Mal, als ich geschaut habe, war der 3drag/K8200 noch ein RepRap- (bzw. -Strap)-Drucker, so dass diese Auftrennung in "hier" und "alle anderen" nicht nötig ist.
|
Re: Velleman K8200 Erfahrungen/Baubericht 18. January 2014 09:28 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 640 |

|
Re: Velleman K8200 Erfahrungen/Baubericht 18. January 2014 16:46 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 63 |
|
Re: Velleman K8200 Erfahrungen/Baubericht 18. January 2014 17:17 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 25 |
Ich muss sagen, dass ich vom e3d-v5 nicht wirklich überzeugt bin, da waren die Ergebnisse mit dem Originalen 10 mal besser .... Die Oberfläche ist mies, er zieht Fäden ohne Ende und manchmal hängt einfach an der Seite eine Wurst raus, aber vielleicht liegts auch nur an den Einstellungen!
|
Re: Velleman K8200 Erfahrungen/Baubericht 18. January 2014 17:48 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 63 |
|
Re: Velleman K8200 Erfahrungen/Baubericht 18. January 2014 17:55 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 25 |
Der 0,4er die dabei war!
Wenn ich z.b. die kleine Halterklammer von Don vergleiche könnte man fast denken ich hätte die Tr8x15er Spindel, gt2 Riemen und die ganzen Alu Teile wieder ausgebaut.
Z.b.:
Das erste Layer eines Teils wird mit dem Vellemann Hotend bei mir glatt wie ein Babypopo, schaut man sich das Teil nachher von unten an könnte man denken es seie ein Gussteil und bei e3d-v5 schieben sich richtige " Bergketten " auf und auch die Seiten werden richtig unschön.
" auf und auch die Seiten werden richtig unschön.
Ich nehme stark an das es einfach eine Einstellungssache ist, dumm nur das ich in sowas richtig mies bin .
.
1-mal bearbeitet. Zuletzt am 18.01.14 17:58.
Wenn ich z.b. die kleine Halterklammer von Don vergleiche könnte man fast denken ich hätte die Tr8x15er Spindel, gt2 Riemen und die ganzen Alu Teile wieder ausgebaut.
Z.b.:
Das erste Layer eines Teils wird mit dem Vellemann Hotend bei mir glatt wie ein Babypopo, schaut man sich das Teil nachher von unten an könnte man denken es seie ein Gussteil und bei e3d-v5 schieben sich richtige " Bergketten
" auf und auch die Seiten werden richtig unschön.Ich nehme stark an das es einfach eine Einstellungssache ist, dumm nur das ich in sowas richtig mies bin
.1-mal bearbeitet. Zuletzt am 18.01.14 17:58.
|
Re: Velleman K8200 Erfahrungen/Baubericht 18. January 2014 18:35 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 63 |
|
Re: Velleman K8200 Erfahrungen/Baubericht 18. January 2014 18:45 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 63 |
Um an den Einstellungen herum zu schrauben drucke ich immer diese Testscheiben.
Die eine ist einlagig und die andere zweilagig.
Fahr mal den Extrusion Multiplier beim Filament runter. Ich habe rotes Material, das ich mit 0.93 drucke.
Wahrscheinlich drückst Du zuviel Material in die kleine Düse und wahrscheinlich ist der Düsenabstand zum Druckbett zu gross.
Die extrudierte Wurst ist ja viel dünner, da wird auch der Layer dünner und weniger breit.
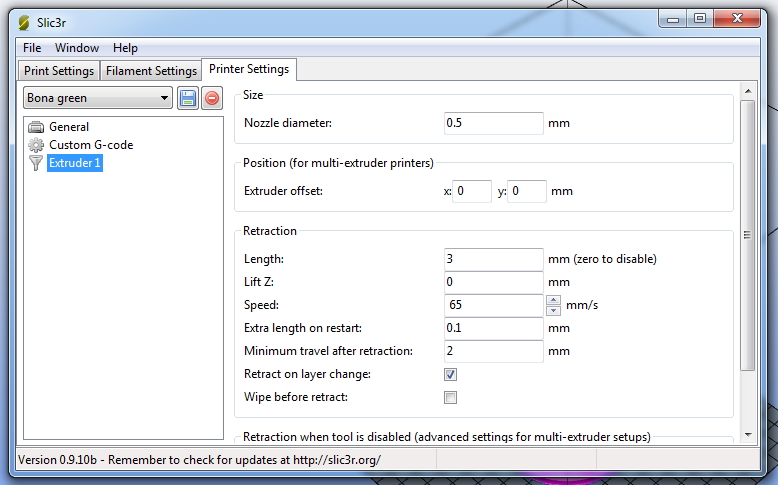
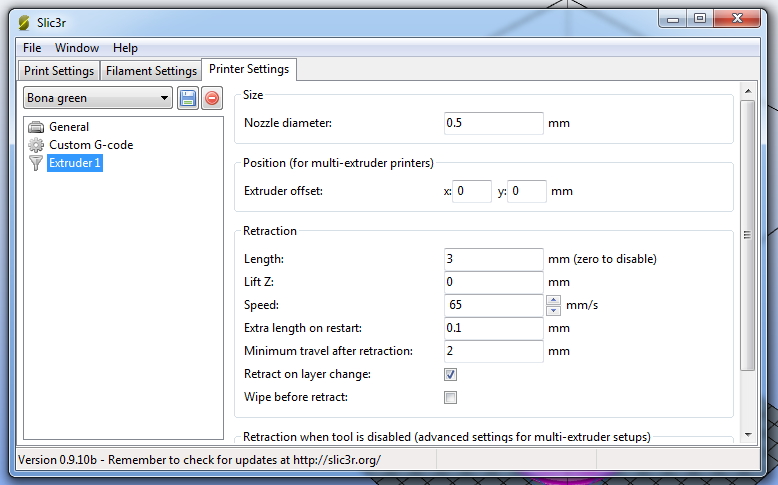
Was liest Du im Gcode-Editor diesbezüglich für Werte ab?
Versuch mal die angehängten Dateien zu drucken.
Es interessiert mich brennend, wie Du mit dem neuen Hotend zurecht kommst. Ich will mir auch so ein Ding zulegen.
Die eine ist einlagig und die andere zweilagig.
Fahr mal den Extrusion Multiplier beim Filament runter. Ich habe rotes Material, das ich mit 0.93 drucke.
Wahrscheinlich drückst Du zuviel Material in die kleine Düse und wahrscheinlich ist der Düsenabstand zum Druckbett zu gross.
Die extrudierte Wurst ist ja viel dünner, da wird auch der Layer dünner und weniger breit.
Was liest Du im Gcode-Editor diesbezüglich für Werte ab?
Versuch mal die angehängten Dateien zu drucken.
Es interessiert mich brennend, wie Du mit dem neuen Hotend zurecht kommst. Ich will mir auch so ein Ding zulegen.
|
Re: Velleman K8200 Erfahrungen/Baubericht 18. January 2014 19:08 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 25 |
Also das hier sind meine Werte die ich grade beim Original Hotend fahre, dabei hatte ich beim e3d-v5 Hotend nur den Düsendurchmesser geändert :
; generated by Slic3r 1.0.0RC1 on 2014-01-18 at 23:41:23
; layer_height = 0.25
; perimeters = 3
; top_solid_layers = 3
; bottom_solid_layers = 3
; fill_density = 0.25
; perimeter_speed = 30
; infill_speed = 50
; travel_speed = 200
; nozzle_diameter = 0.5
; filament_diameter = 3
; extrusion_multiplier = 1.1
; perimeters extrusion width = 0.42mm
; infill extrusion width = 0.42mm
; solid infill extrusion width = 0.28mm
; top infill extrusion width = 0.28mm
; first layer extrusion width = 0.33mm
Bei einem 10x10x10 ( l x b x h ) Würfel komme ich ziemlich weit oben gemessen auf 10,04 x 10,02 x 9,99, weiter unten bei Layer 4 oder 5 sind es dann direkt 10,20 x 10,25 x 9,9
1-mal bearbeitet. Zuletzt am 18.01.14 19:10.
; generated by Slic3r 1.0.0RC1 on 2014-01-18 at 23:41:23
; layer_height = 0.25
; perimeters = 3
; top_solid_layers = 3
; bottom_solid_layers = 3
; fill_density = 0.25
; perimeter_speed = 30
; infill_speed = 50
; travel_speed = 200
; nozzle_diameter = 0.5
; filament_diameter = 3
; extrusion_multiplier = 1.1
; perimeters extrusion width = 0.42mm
; infill extrusion width = 0.42mm
; solid infill extrusion width = 0.28mm
; top infill extrusion width = 0.28mm
; first layer extrusion width = 0.33mm
Bei einem 10x10x10 ( l x b x h ) Würfel komme ich ziemlich weit oben gemessen auf 10,04 x 10,02 x 9,99, weiter unten bei Layer 4 oder 5 sind es dann direkt 10,20 x 10,25 x 9,9
1-mal bearbeitet. Zuletzt am 18.01.14 19:10.
|
Re: Velleman K8200 Erfahrungen/Baubericht 18. January 2014 19:27 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 63 |
|
Re: Velleman K8200 Erfahrungen/Baubericht 18. January 2014 19:30 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 63 |
|
Re: Velleman K8200 Erfahrungen/Baubericht 19. January 2014 03:35 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 1.689 |
|
Re: Velleman K8200 Erfahrungen/Baubericht 19. January 2014 03:50 |
Registrierungsdatum: 11 Jahre zuvor Beiträge: 254 |

|
Re: Velleman K8200 Erfahrungen/Baubericht 19. January 2014 04:02 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 1.689 |
|
Re: Velleman K8200 Erfahrungen/Baubericht 19. January 2014 04:55 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 25 |
Quote
seefew
@lolsen:
Wenn Du das E3d fährst soll laut Triffid Hunter
die "extrusion_width" auf max 80% vom Durchmesser
der Düse sein.
Grüße
Das verstehe ich nun nicht so ganz, dort gibt es doch viele Werte für extrusion_width, oder soll man es nur beim ersten Default Wert ändern? ( und was heisst dann 80% vom Durchmesser der Düse, 32?! )
@firefighter62:
Als ich das E3D Drunter hatte stand dort 0.4 stehen, dass war aber dann auch das einzige was ich verändert habe bzw ich hatte auch am
Schieberegler für die Flussrate gespielt und konnte damit das Ergebnis leicht verbessern.
Lg Matze
1-mal bearbeitet. Zuletzt am 19.01.14 04:57.
|
Re: Velleman K8200 Erfahrungen/Baubericht 19. January 2014 06:22 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 63 |
|
Re: Velleman K8200 Erfahrungen/Baubericht 19. January 2014 06:38 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 1.689 |
@lolsen
wie die Rechnerei im Genauen abläuft, weiß ich leider nicht, aber aus einer
0,4er Düse kann kein Strich mit 0,4mm gelegt werden. Irgendwie mit pi und
so hin- und herrechnen.
80% hören sich für mich plausibel an.
Ich geh mal davon aus, den Default-Wert als echte Zahl und die restlichen
width-Werte als %-Angaben; Slic3r rechnet dann anhand des Default-Wertes
1-mal bearbeitet. Zuletzt am 19.01.14 06:42.
wie die Rechnerei im Genauen abläuft, weiß ich leider nicht, aber aus einer
0,4er Düse kann kein Strich mit 0,4mm gelegt werden. Irgendwie mit pi und
so hin- und herrechnen.
80% hören sich für mich plausibel an.
Ich geh mal davon aus, den Default-Wert als echte Zahl und die restlichen
width-Werte als %-Angaben; Slic3r rechnet dann anhand des Default-Wertes
1-mal bearbeitet. Zuletzt am 19.01.14 06:42.
|
Re: Velleman K8200 Erfahrungen/Baubericht 19. January 2014 06:43 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 1.103 |
|
Re: Velleman K8200 Erfahrungen/Baubericht 19. January 2014 07:01 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 160 |
Hallo seefew,
da stimmt was nicht. Du kannst in Slic3r alle Werte in Millimetern (z.B. "0.4") oder in Prozent ("120%", meint immer 'Prozent von der Layerhöhe'!) angeben, oder aber die automatische Berechnung bzw. default-Einstellung lassen ("0"). Die möglichen Extrusionsbreiten hängen mit dem Nozzle-Durchmesser (ND) zusammen, da die Geometrie der aufgetragenen "Linie" hinkommen muss, ein klares "muss immer ..." gibt es aber nicht. Es funktionieren sowohl Werte größer als auch kleiner als der ND. Je nach Objekt und zu druckendem Layer können beide sinnvoll sein. In vielen Fällen sind Extrusionsbreiten etwas oberhalb des ND gut, da dann die tatsächliche Geometrie gut mit der "theoretischen" hinkommt. Slic3r muss ja wissen, wie breit die Linie wirklich wird, um die nächste dann in passendem Abstand danebenzusetzen (bei solid infill). Wenn es um glatte Oberflächen geht (top solid infill), können auch kleinere Extrusionsbreiten gut funktionieren, da durch die dicht gesetzten Linien die Rauigkeit verringert werden kann. Hängt alles - wie fast immer - von jeweiligen Objekt ab ...
Gruß
kuraasu
da stimmt was nicht. Du kannst in Slic3r alle Werte in Millimetern (z.B. "0.4") oder in Prozent ("120%", meint immer 'Prozent von der Layerhöhe'!) angeben, oder aber die automatische Berechnung bzw. default-Einstellung lassen ("0"). Die möglichen Extrusionsbreiten hängen mit dem Nozzle-Durchmesser (ND) zusammen, da die Geometrie der aufgetragenen "Linie" hinkommen muss, ein klares "muss immer ..." gibt es aber nicht. Es funktionieren sowohl Werte größer als auch kleiner als der ND. Je nach Objekt und zu druckendem Layer können beide sinnvoll sein. In vielen Fällen sind Extrusionsbreiten etwas oberhalb des ND gut, da dann die tatsächliche Geometrie gut mit der "theoretischen" hinkommt. Slic3r muss ja wissen, wie breit die Linie wirklich wird, um die nächste dann in passendem Abstand danebenzusetzen (bei solid infill). Wenn es um glatte Oberflächen geht (top solid infill), können auch kleinere Extrusionsbreiten gut funktionieren, da durch die dicht gesetzten Linien die Rauigkeit verringert werden kann. Hängt alles - wie fast immer - von jeweiligen Objekt ab ...
Gruß
kuraasu
|
Re: Velleman K8200 Erfahrungen/Baubericht 19. January 2014 08:05 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 1.689 |
Hab mich vertan, sorry.
width ergibt sich m. M. aus dem ND, die dazu passende Layer height
muss rechnerisch drunter liegen.
Mit ner 0.4er Nozzle nen 0.3er oder was auch immer breiten Strich zu
ziehen kann nicht "genau" werden.
Über die Menge von Filament und Entfernung der Nozzle vom Untergrund
(Druckbett oder Layer) kann dann die Layer height beeinflusst werden.
keine Ahnung, aber scheint mir, als hätte sich die 80% der ND bewährt.
width ergibt sich m. M. aus dem ND, die dazu passende Layer height
muss rechnerisch drunter liegen.
Mit ner 0.4er Nozzle nen 0.3er oder was auch immer breiten Strich zu
ziehen kann nicht "genau" werden.
Über die Menge von Filament und Entfernung der Nozzle vom Untergrund
(Druckbett oder Layer) kann dann die Layer height beeinflusst werden.
keine Ahnung, aber scheint mir, als hätte sich die 80% der ND bewährt.
|
Re: Velleman K8200 Erfahrungen/Baubericht 19. January 2014 09:41 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 160 |
Hallo seefew,
Breite = (Volumen Filament) / (Weg * Layerhöhe)
Praktisch spielt es natürlich schon eine Rolle, ob ein Materialfluss von 0.815 mm³/s durch eine kleine oder große Düse gedrückt wird, von daher stellt die Theorie das nicht ganz korrekt dar bzw. lässt eben einen nicht ganz unwichtigen Zusammenhang aus. Trotzdem ist es mal ganz gut sich vor Augen zu führen, wieviel (oder -wenig) Einfluss die einzelnen Parameter jeweils aufeinander haben und wo man überhaupt sinnvoll dran drehen kann um ein Problem zu beheben.
Gruß
kuraasu
1-mal bearbeitet. Zuletzt am 19.01.14 09:42.
nein, die Breite ergibt sich aus dem pro mm Weg zugeführten Material: mehr Filament = breitere Linie. Wenn man das ganze in Formeln aufschreibt, fällt der Nozzledurchmesser sogar ganz raus aus der Berechnung und ist damit dann in dieser theoretischen Betrachtung völlig egal. Vereinfacht geschrieben:Quote
seefew
width ergibt sich m. M. aus dem ND
Breite = (Volumen Filament) / (Weg * Layerhöhe)
Praktisch spielt es natürlich schon eine Rolle, ob ein Materialfluss von 0.815 mm³/s durch eine kleine oder große Düse gedrückt wird, von daher stellt die Theorie das nicht ganz korrekt dar bzw. lässt eben einen nicht ganz unwichtigen Zusammenhang aus. Trotzdem ist es mal ganz gut sich vor Augen zu führen, wieviel (oder -wenig) Einfluss die einzelnen Parameter jeweils aufeinander haben und wo man überhaupt sinnvoll dran drehen kann um ein Problem zu beheben.
Gruß
kuraasu
1-mal bearbeitet. Zuletzt am 19.01.14 09:42.
|
Re: Velleman K8200 Erfahrungen/Baubericht 19. January 2014 11:09 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 1.689 |
so die Theorie...Quote
kuraasu
Hallo seefew,
...Quote
seefew
width ergibt sich m. M. aus dem ND
Breite = (Volumen Filament) / (Weg * Layerhöhe).
.....
Gruß
kuraasu
ich kann's mir nur schwer vorstellen, dass jmd mit ner zB 05er Nozzle
auch tatsächlich einen Strich mit 0.4mm Breite ziehen kann.
Lass mich aber gern vom Gegenteil überzeugen.
Breiter sicherlich, aber wahrscheinlich auch nicht 100% genau.
Es müssten wohl "Laborbedingungen" herrschen, um irgendwelche
Formeln anwenden zu können.
|
Re: Velleman K8200 Erfahrungen/Baubericht 19. January 2014 12:44 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 25 |
Irgendwie scheine ich es geschafft zu haben, wieso weshalb warum, ich kann es nur erahnen!
Ich hatte diese Scheiben von dir gedruckt und dann aus reinem Frust den Regler für die Flussrate auf 50 gestellt und siehe da es sah besser aus, war aber zu wenig Filament, jetzt bin ich bei 78 angekommen und da ist die Qualität richtig edel!
Ich hatte diese Scheiben von dir gedruckt und dann aus reinem Frust den Regler für die Flussrate auf 50 gestellt und siehe da es sah besser aus, war aber zu wenig Filament, jetzt bin ich bei 78 angekommen und da ist die Qualität richtig edel!
|
Re: Velleman K8200 Erfahrungen/Baubericht 19. January 2014 15:53 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 63 |




{kind=link}
{kind=link}
In diesem Forum dürfen leider nur registrierte Teilnehmer schreiben.