Velleman K8200 Erfahrungen/Baubericht
geschrieben von Mirco S.
|
Re: Velleman K8200 Erfahrungen/Baubericht 18. July 2014 11:48 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 55 |
|
Re: Velleman K8200 Erfahrungen/Baubericht 18. July 2014 14:07 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 55 |
|
Re: Velleman K8200 Erfahrungen/Baubericht 18. July 2014 14:54 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 1.039 |
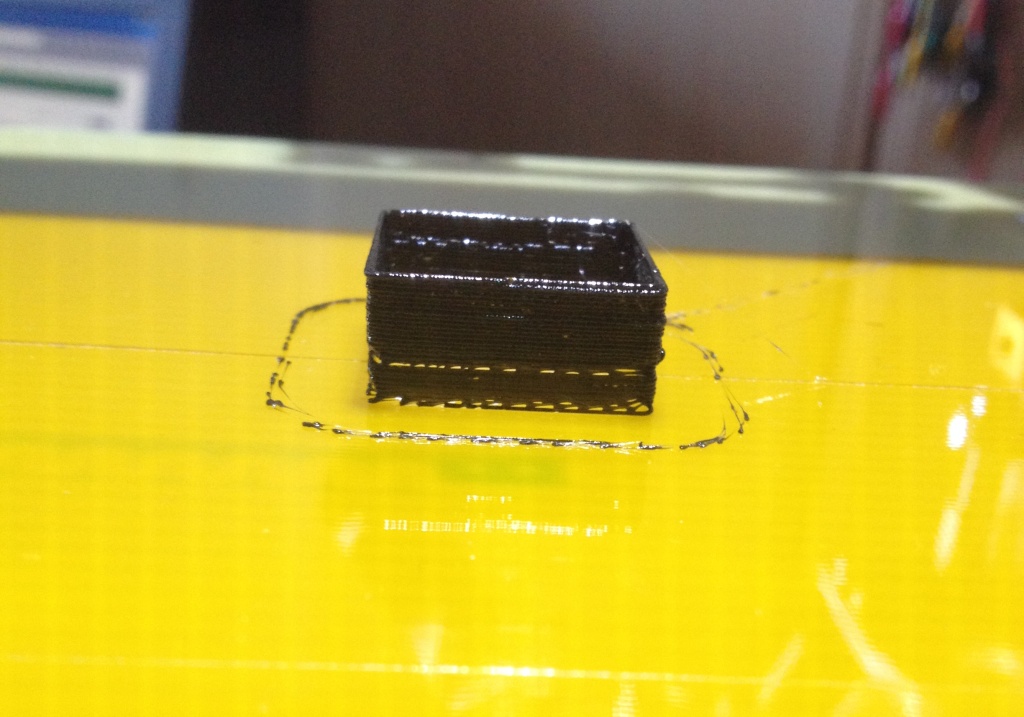
Mein Post wurde irgendwie verschluckt. Das sieht mir nach zu viel Material aus.
Filamentstärke eingestellt? ~3mm (Schieblehre)
Düse auf 0.5?
Mit welcher Temperatur drückst du?
Ist das das Vellemann Filament was dabeilag? Oder ist es ABS? In dem Fall würde ich fast sagen Temperatur zu niedrig.
In jedem Fall solltest Du dir mal ein paar kleinere Testobjekte drucken. Das auf dem Foto hätte ich beizeiten abgebrochen. Da ist irgendwas verkehrt. Das kann unser K8200 echt besser
Filamentstärke eingestellt? ~3mm (Schieblehre)
Düse auf 0.5?
Mit welcher Temperatur drückst du?
Ist das das Vellemann Filament was dabeilag? Oder ist es ABS? In dem Fall würde ich fast sagen Temperatur zu niedrig.
In jedem Fall solltest Du dir mal ein paar kleinere Testobjekte drucken. Das auf dem Foto hätte ich beizeiten abgebrochen. Da ist irgendwas verkehrt. Das kann unser K8200 echt besser
|
Re: Velleman K8200 Erfahrungen/Baubericht 18. July 2014 17:31 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 5 |
Hallo zusammen,
Ich hab auch einen und verzweifel schon seit 1 Woche an diesen verd** Einstellungen im Slicer.
Mal sind die ersten drei Lagen nicht vorhanden, mal kommt viel zuviel, etc.
Ich raffs einfach nicht.
Hab schon Tonnen an Kalibrierungsseiten durch, ich komm nicht zu einem Druckergebnis, was auch nur annähernd so wäre, wie hier und auf diversen youtube-Videos gezeigt wurde. Und damit meine ich nicht die 0,1mm-Layer-Drucke!
@turbotommi und plastikschmelzer, ihr habt ja anscheinend gut funktionierende Setups.
Könntet ihr mir ggf eure ini's zur Verfügung stellen, damit ich mal was vergleichen kann?
Sonst werf ich das Dingen aus dem Fenster und fahr drüber!!
Grüsse
Peter
PS: Ja, ich weiss, jeder Drucker ist anders...
3-mal bearbeitet. Zuletzt am 18.07.14 17:47.
Ich hab auch einen und verzweifel schon seit 1 Woche an diesen verd** Einstellungen im Slicer.
Mal sind die ersten drei Lagen nicht vorhanden, mal kommt viel zuviel, etc.
Ich raffs einfach nicht.
Hab schon Tonnen an Kalibrierungsseiten durch, ich komm nicht zu einem Druckergebnis, was auch nur annähernd so wäre, wie hier und auf diversen youtube-Videos gezeigt wurde. Und damit meine ich nicht die 0,1mm-Layer-Drucke!
@turbotommi und plastikschmelzer, ihr habt ja anscheinend gut funktionierende Setups.
Könntet ihr mir ggf eure ini's zur Verfügung stellen, damit ich mal was vergleichen kann?
Sonst werf ich das Dingen aus dem Fenster und fahr drüber!!
Grüsse
Peter
PS: Ja, ich weiss, jeder Drucker ist anders...
3-mal bearbeitet. Zuletzt am 18.07.14 17:47.
|
Re: Velleman K8200 Erfahrungen/Baubericht 18. July 2014 17:45 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 689 |
Hallo Peter,
Ich versteh die Frage nicht!!
Du verzweifelst daran? Woran genau?
Mach doch mal Bilder davon was er macht, oder eben auch nicht.
Slice mal was mit deinen Einstellungen und lade es hier hoch.
Zeig mal Teile von dem generierten G-Code (die ersten Zeilen sind meist hilfreich)
usw ...
Nur mit "Ich verzweifel hier grade... " ist es leider nicht getan, ein klein wenig genauer müsstest du schon werden
Gruß Peter
PS: evtl auch mal ein Bild davon machen was bei raus kommt und hochladen, das andere sehen was du meinst
Quote
Der Verzweifelnde
Ich hab auch einen und verzweifel schon seit 1 Woche an diesen verd** Einstellungen im Slicer.
Mal sind die ersten drei Lagen nicht vorhanden, mal kommt viel zuviel, etc.
Ich raffs einfach nicht.
Ich versteh die Frage nicht!!
Du verzweifelst daran? Woran genau?
Mach doch mal Bilder davon was er macht, oder eben auch nicht.
Slice mal was mit deinen Einstellungen und lade es hier hoch.
Zeig mal Teile von dem generierten G-Code (die ersten Zeilen sind meist hilfreich)
usw ...
Nur mit "Ich verzweifel hier grade... " ist es leider nicht getan, ein klein wenig genauer müsstest du schon werden
Gruß Peter
PS: evtl auch mal ein Bild davon machen was bei raus kommt und hochladen, das andere sehen was du meinst
|
Re: Velleman K8200 Erfahrungen/Baubericht 18. July 2014 17:58 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 1.039 |
Ich benutze Cura - die Settings habe ich weiter oben schon mal gepostet (2 Seiten zurück). Zu diesen Settings ist nur das eine Plugin dazugekommen - steht aber auch auf den letzten 2 Seiten.
Mal ne Andere Frage in die Runde: Hat schon mal jemand an sowas für unsere Z-Achse gedacht? Stichwort Threadless Ball Screw. Werde es vorm Urlaub nicht mehr schaffen aber reizen tut es mich unheimlich! [www.thingiverse.com]
Mal ne Andere Frage in die Runde: Hat schon mal jemand an sowas für unsere Z-Achse gedacht? Stichwort Threadless Ball Screw. Werde es vorm Urlaub nicht mehr schaffen aber reizen tut es mich unheimlich! [www.thingiverse.com]
|
Re: Velleman K8200 Erfahrungen/Baubericht 19. July 2014 03:51 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 249 |
|
Re: Velleman K8200 Erfahrungen/Baubericht 19. July 2014 04:06 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 1.039 |
Ich konnte nicht widerstehen und habe das o.g. Teil mal gedruckt. Das ist ja niedlich 20 Lager 623 ZZ gibts in der Bucht für 10,80EUR und 2 8mm Linearwellen für ~15EUR. Ich glaub das ist es mir wert.
20 Lager 623 ZZ gibts in der Bucht für 10,80EUR und 2 8mm Linearwellen für ~15EUR. Ich glaub das ist es mir wert.
|
Re: Velleman K8200 Erfahrungen/Baubericht 19. July 2014 04:09 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 1.039 |
|
Re: Velleman K8200 Erfahrungen/Baubericht 19. July 2014 04:13 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 5 |
Guten Morgen zusammen,
hier wie gewünscht ein paar Dinge.
Angehängt meine ini-Datei.
Ich habe das Heizbett mit Kapton-Folie beklebt (Glasplatte ist in Arbeit), die Z-Achse mit einer Wellenkupplung versehen und eine gerade!! Gewindestange spendiert.
Ich hoffe, man kann erkennen, dass die ersten 3-4 Layer einfach nur als Tröpfchen und Geschmiere gedruckt werden, ab da geht es dann eigentlich, obwohl hier und da dann auch Löcher drin sind.
Und zuletzt der g-code vom Testobjekt 0,5mm-thin-wall, von der thinkiverse-Seite:
; generated by Slic3r 1.0.0RC3 on 2014-07-19 at 09:34:56
; layer_height = 0.35
; perimeters = 3
; top_solid_layers = 3
; bottom_solid_layers = 3
; fill_density = 0.4
; perimeter_speed = 30
; infill_speed = 60
; travel_speed = 130
; nozzle_diameter = 0.5
; filament_diameter = 2.95
; extrusion_multiplier = 1.0
; perimeters extrusion width = 0.50mm
; infill extrusion width = 0.58mm
; solid infill extrusion width = 0.58mm
; top infill extrusion width = 0.58mm
; first layer extrusion width = 0.60mm
G21 ; set units to millimeters
M107
M190 S57 ; wait for bed temperature to be reached
M104 S190 ; set temperature
G28 ; home all axes
G1 Z5 F5000 ; lift nozzle
M109 S190 ; wait for temperature to be reached
G90 ; use absolute coordinates
G92 E0
M82 ; use absolute distances for extrusion
G1 F1800.000 E-1.00000
G92 E0
Ich wäre sehr dankbar für Tipps und Hilfestellungen, ich will das Ding zum vernünftigen Drucken bekommen!
Grüsse Peter
hier wie gewünscht ein paar Dinge.
Angehängt meine ini-Datei.
Ich habe das Heizbett mit Kapton-Folie beklebt (Glasplatte ist in Arbeit), die Z-Achse mit einer Wellenkupplung versehen und eine gerade!! Gewindestange spendiert.
Ich hoffe, man kann erkennen, dass die ersten 3-4 Layer einfach nur als Tröpfchen und Geschmiere gedruckt werden, ab da geht es dann eigentlich, obwohl hier und da dann auch Löcher drin sind.
Und zuletzt der g-code vom Testobjekt 0,5mm-thin-wall, von der thinkiverse-Seite:
; generated by Slic3r 1.0.0RC3 on 2014-07-19 at 09:34:56
; layer_height = 0.35
; perimeters = 3
; top_solid_layers = 3
; bottom_solid_layers = 3
; fill_density = 0.4
; perimeter_speed = 30
; infill_speed = 60
; travel_speed = 130
; nozzle_diameter = 0.5
; filament_diameter = 2.95
; extrusion_multiplier = 1.0
; perimeters extrusion width = 0.50mm
; infill extrusion width = 0.58mm
; solid infill extrusion width = 0.58mm
; top infill extrusion width = 0.58mm
; first layer extrusion width = 0.60mm
G21 ; set units to millimeters
M107
M190 S57 ; wait for bed temperature to be reached
M104 S190 ; set temperature
G28 ; home all axes
G1 Z5 F5000 ; lift nozzle
M109 S190 ; wait for temperature to be reached
G90 ; use absolute coordinates
G92 E0
M82 ; use absolute distances for extrusion
G1 F1800.000 E-1.00000
G92 E0
Ich wäre sehr dankbar für Tipps und Hilfestellungen, ich will das Ding zum vernünftigen Drucken bekommen!
Grüsse Peter
|
Re: Velleman K8200 Erfahrungen/Baubericht 19. July 2014 04:23 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 249 |
|
Re: Velleman K8200 Erfahrungen/Baubericht 19. July 2014 04:28 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 160 |
Hallo Der Verzweifelnde,
in Deiner slic3r.ini steht, dass Du mit 0,3 mm Layerhöhe anfängst (First layer) und dann auf 0,35 mm erhöhst. Das ist zunächst mal ungewöhnlich, normalerweise würde man gerade den ersten Layer dicker machen als die übrigen, damit sich kleine Unterschiede im Abstand Düse - Druckbett nicht so stark auswirken. Das wäre dann auch das nächste, Dein erster Layer scheint zu hoch gedruckt zu werden, daher reicht die Materialmenge nicht aus, um eine gleichmäßige Linie zu ziehen und es bleiben stattdessen nur kleine Klumpen übrig. Standardmäßig wird in der Firmware der z-Motor ausgeschaltet wenn er nicht gerade in Bewegung ist, d.h. Du kannst die z-Achse dann mit der Hand verdrehen, um die Höhe für den ersten Layer anzupassen. Dann ggf. die Endstop-Schraube nachstellen, so dass er für nachfolgende Drucke gleich beim Homing auf die richtige Höhe fährt.
Vorsicht nur mit dem Kapton: das reagiert logischerweise allergisch auf eine zu tief eingestellte Düse ...
Gruß
kuraasu
in Deiner slic3r.ini steht, dass Du mit 0,3 mm Layerhöhe anfängst (First layer) und dann auf 0,35 mm erhöhst. Das ist zunächst mal ungewöhnlich, normalerweise würde man gerade den ersten Layer dicker machen als die übrigen, damit sich kleine Unterschiede im Abstand Düse - Druckbett nicht so stark auswirken. Das wäre dann auch das nächste, Dein erster Layer scheint zu hoch gedruckt zu werden, daher reicht die Materialmenge nicht aus, um eine gleichmäßige Linie zu ziehen und es bleiben stattdessen nur kleine Klumpen übrig. Standardmäßig wird in der Firmware der z-Motor ausgeschaltet wenn er nicht gerade in Bewegung ist, d.h. Du kannst die z-Achse dann mit der Hand verdrehen, um die Höhe für den ersten Layer anzupassen. Dann ggf. die Endstop-Schraube nachstellen, so dass er für nachfolgende Drucke gleich beim Homing auf die richtige Höhe fährt.
Vorsicht nur mit dem Kapton: das reagiert logischerweise allergisch auf eine zu tief eingestellte Düse ...
Gruß
kuraasu
|
Re: Velleman K8200 Erfahrungen/Baubericht 19. July 2014 04:33 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 1.103 |
@turbotommi: wegen den Threadless Ballscrews, lies mal hier: [forums.reprap.org]
Grüße
Marco
Thingiverse
Grüße
Marco
Thingiverse
|
Re: Velleman K8200 Erfahrungen/Baubericht 19. July 2014 04:39 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 1.039 |
Nur den Bildern nach ohne in die INI geschaut zu haben:
Sieht aus als ob Dein Extruder Schrittverluste hat. Beobachte mal das große Zahnrad. Beim Ausdruck der Umrandung (Skirt) muß sich das Zahnrad konstant und gleichmäßig vorwärts drehen und darf nicht irgendwie zittern, stehenbleiben, Rückschläge zeigen. Motor Schrittverluste hört man auch, zumindest wenn man seinen Drucker ne Weile kennt. Falls du Schrittverluste im Extruder hast, gib den beiden Zahnrädern mal etwas mehr "Luft" - die können lieber ein bisschen klappern als zu straff gehen. Du kannst die Skirt Kreise auch mal auf 4 erhöhen - dann fährt er erstmal 4 Runden. Wenn der Fluß dann noch nicht hergestellt ist kann man abbbrechen. Dann wird der erste Layer eh mist und das Teil hält nemmer auf dem Bett.
Falls es keine Schrittverluste sind, ist eventuell zu wenig Anpressdruck auf dem Filament und die Förderschraube rutscht. -> Flügelmutter etwas nachziehen. Aber auch nicht auf Anschlag!
Von Schrittverlusten und Förderproblemen kann ich ein Lied singen (E3d V6 Experimente)
Sieht aus als ob Dein Extruder Schrittverluste hat. Beobachte mal das große Zahnrad. Beim Ausdruck der Umrandung (Skirt) muß sich das Zahnrad konstant und gleichmäßig vorwärts drehen und darf nicht irgendwie zittern, stehenbleiben, Rückschläge zeigen. Motor Schrittverluste hört man auch, zumindest wenn man seinen Drucker ne Weile kennt. Falls du Schrittverluste im Extruder hast, gib den beiden Zahnrädern mal etwas mehr "Luft" - die können lieber ein bisschen klappern als zu straff gehen. Du kannst die Skirt Kreise auch mal auf 4 erhöhen - dann fährt er erstmal 4 Runden. Wenn der Fluß dann noch nicht hergestellt ist kann man abbbrechen. Dann wird der erste Layer eh mist und das Teil hält nemmer auf dem Bett.
Falls es keine Schrittverluste sind, ist eventuell zu wenig Anpressdruck auf dem Filament und die Förderschraube rutscht. -> Flügelmutter etwas nachziehen. Aber auch nicht auf Anschlag!
Von Schrittverlusten und Förderproblemen kann ich ein Lied singen (E3d V6 Experimente)
|
Re: Velleman K8200 Erfahrungen/Baubericht 19. July 2014 05:12 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 1.039 |
Nuja, ich werde es dropsdem mal auf der doppelten Z-Achse probieren. Die Fahrwege sind kurz, vergleichsweise langsam und genullt wird regelmäßig
|
Re: Velleman K8200 Erfahrungen/Baubericht 19. July 2014 05:25 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 1.103 |
Am Anfang des Threads steht aber auch das sich die Steigung ändert. Wenn das stimmt hilft dir auch das nullen nichts.
Aber kannst es gerne probieren, sollte nur ein kleiner Hinweis sein.
Grüße
Marco
Thingiverse
Aber kannst es gerne probieren, sollte nur ein kleiner Hinweis sein.
Grüße
Marco
Thingiverse
|
Re: Velleman K8200 Erfahrungen/Baubericht 19. July 2014 05:28 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 1.039 |
Quote
loco
Am Anfang des Threads steht aber auch das sich die Steigung ändert. Wenn das stimmt hilft dir auch das nullen nichts.
Aber kannst es gerne probieren, sollte nur ein kleiner Hinweis sein.
Der Thread ist aber auch voller Spekulationen und OT und die verlinkten Videos sprechen eigentlich alle eine andere Sprache. Ich sehe ein, das es für X und Y nichts sein mag aber Z würde ich eine Chance geben.
|
Re: Velleman K8200 Erfahrungen/Baubericht 19. July 2014 05:57 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 1.689 |
@Der Verzweifelnde:
die Förderschraube(hobbed Bolt) auch nicht zu fest anziehen, da darf ruhig 0,5mm Spiel sein.
Hatte die Schraube zu Anfang recht straff und unerklärliche Schrittverluste am Extruder.
Schraube etwas gelockert, sauberes Flankenspiel und die Sache war gegessen.
Grüße
seefew
die Förderschraube(hobbed Bolt) auch nicht zu fest anziehen, da darf ruhig 0,5mm Spiel sein.
Hatte die Schraube zu Anfang recht straff und unerklärliche Schrittverluste am Extruder.
Schraube etwas gelockert, sauberes Flankenspiel und die Sache war gegessen.
Grüße
seefew
|
Re: Velleman K8200 Erfahrungen/Baubericht 19. July 2014 06:15 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 249 |
|
Re: Velleman K8200 Erfahrungen/Baubericht 19. July 2014 06:35 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 5 |
Guten Morgen zusammen,
meine Laune bessert sich
Hab mal meinen Fehler mit den Layerhöhen korrigiert, den Multiplier auf 1,15 gesetzt und lasse ihn jetzt vorher 6 Runden drehen.
Und was soll ich sagen? Fast perfekt!!
Hier schonmal vielen Dank!!
Extrudermotor hat keine Schrittverluste, den Fehler mit der zu strammen Achse des grossen Zahnrades hatte ich anfangs auch, hab die Mutter wieder ein wenig gelöst. Die Achse kann ja in dieser Richtung nirgends hin und die Achse ist ja auch nnict relevant (zumindest nicht in sooo grossem Maße).
Ich hatte irgendwie immer das Gefühl, der Extruder läuft beim Aufheizen leer, da er ja 5mm über dem Bett hängt beim Heizen, daher die schlechten ersten Layer.
Aber das ist ja mit mehr Anfangsrunden gegessen.
Wenn ich jetzt noch die Wandstärke des Testobjektes in 0,5mm Wandstärke anstatt 0,6mm hinbekomme, bin ich glatt zuffrieden - bis jetzt
Zufriedene Grüsse
Peter
meine Laune bessert sich
Hab mal meinen Fehler mit den Layerhöhen korrigiert, den Multiplier auf 1,15 gesetzt und lasse ihn jetzt vorher 6 Runden drehen.
Und was soll ich sagen? Fast perfekt!!
Hier schonmal vielen Dank!!
Extrudermotor hat keine Schrittverluste, den Fehler mit der zu strammen Achse des grossen Zahnrades hatte ich anfangs auch, hab die Mutter wieder ein wenig gelöst. Die Achse kann ja in dieser Richtung nirgends hin und die Achse ist ja auch nnict relevant (zumindest nicht in sooo grossem Maße).
Ich hatte irgendwie immer das Gefühl, der Extruder läuft beim Aufheizen leer, da er ja 5mm über dem Bett hängt beim Heizen, daher die schlechten ersten Layer.
Aber das ist ja mit mehr Anfangsrunden gegessen.
Wenn ich jetzt noch die Wandstärke des Testobjektes in 0,5mm Wandstärke anstatt 0,6mm hinbekomme, bin ich glatt zuffrieden - bis jetzt
Zufriedene Grüsse
Peter
|
Re: Velleman K8200 Erfahrungen/Baubericht 19. July 2014 07:06 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 249 |
Ändere doch den G-Code am Start:
G21 ; set units to millimeters
M107
M190 S57 ; wait for bed temperature to be reached
G28 ; home all axes
M109 S190 ; wait for temperature to be reached
G90 ; use absolute coordinates
G92 E0
M82 ; use absolute distances for extrusion
G1 E5 F300
G92 E0
In der vorletzten Zeile wird 5mm Filament extrudiert, somit ist die Druckdüse voll und das ganze Filament, was beim hochheizen raus kleckert ist aus der Düse verschwunden.
Dann sollten auch ein bis zwei Anfangsrunden ausreichen.
G21 ; set units to millimeters
M107
M190 S57 ; wait for bed temperature to be reached
G28 ; home all axes
M109 S190 ; wait for temperature to be reached
G90 ; use absolute coordinates
G92 E0
M82 ; use absolute distances for extrusion
G1 E5 F300
G92 E0
In der vorletzten Zeile wird 5mm Filament extrudiert, somit ist die Druckdüse voll und das ganze Filament, was beim hochheizen raus kleckert ist aus der Düse verschwunden.
Dann sollten auch ein bis zwei Anfangsrunden ausreichen.
|
Re: Velleman K8200 Erfahrungen/Baubericht 19. July 2014 11:08 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 1.039 |
Falls Jemand mitfrickeln will - ich habe mal einen Adapter für die K8200 Z-Achse entworfen: [www.thingiverse.com] Ohne Supportmaterial vermutlich nur mit 0,1mm Layer druckbar (Ich habs mit 0,1 gedruckt)
Benötigt werden nur 6 Kugellager 623 ZZ (3 x10 x 4 mm) , eine 8m Linearwelle gehärtet und ein bisschen Mäusefutter (M3 Schrauben). Für eine 2. Z-Achse natürlich alles doppelt
Die Lager sind nur symbolisch - ich habe noch keine passenden
4-mal bearbeitet. Zuletzt am 19.07.14 11:34.
Benötigt werden nur 6 Kugellager 623 ZZ (3 x10 x 4 mm) , eine 8m Linearwelle gehärtet und ein bisschen Mäusefutter (M3 Schrauben). Für eine 2. Z-Achse natürlich alles doppelt



Die Lager sind nur symbolisch - ich habe noch keine passenden

4-mal bearbeitet. Zuletzt am 19.07.14 11:34.
|
Re: Velleman K8200 Erfahrungen/Baubericht 19. July 2014 12:36 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 55 |
Hallo turbotommi
das sind meine momentanen einstellungen :
# generated by Slic3r 1.0.0RC3 on Sat Jul 19 18:20:43 2014
avoid_crossing_perimeters = 0
bed_size = 200,200
bed_temperature = 50
bottom_solid_layers = 3
bridge_acceleration = 0
bridge_fan_speed = 100
bridge_flow_ratio = 1
bridge_speed = 60
brim_width = 0
complete_objects = 0
cooling = 1
default_acceleration = 0
disable_fan_first_layers = 3
duplicate = 1
duplicate_distance = 6
duplicate_grid = 1,1
end_gcode = M104 S0 ; turn off temperature\nG28 X0 ; home X axis\nM84 ; disable motors
external_perimeter_speed = 95%
external_perimeters_first = 1
extra_perimeters = 1
extruder_clearance_height = 20
extruder_clearance_radius = 20
extruder_offset = 0x0
extrusion_axis = E
extrusion_multiplier = 1.15
extrusion_width = 100%
fan_always_on = 0
fan_below_layer_time = 60
filament_diameter = 3
fill_angle = 45
fill_density = 0.25
fill_pattern = honeycomb
first_layer_acceleration = 0
first_layer_bed_temperature = 50
first_layer_extrusion_width = 100%
first_layer_height = 0.30
first_layer_speed = 85%
first_layer_temperature = 200
g0 = 0
gap_fill_speed = 50
gcode_arcs = 0
gcode_comments = 0
gcode_flavor = reprap
infill_acceleration = 0
infill_every_layers = 1
infill_extruder = 1
infill_extrusion_width = 180%
infill_first = 0
infill_only_where_needed = 0
infill_speed = 50
layer_gcode =
layer_height = 0.30
max_fan_speed = 100
min_fan_speed = 35
min_print_speed = 30
min_skirt_length = 0
notes =
nozzle_diameter = 0.5
only_retract_when_crossing_perimeters = 1
ooze_prevention = 0
output_filename_format = [input_filename_base].gcode
overhangs = 1
perimeter_acceleration = 0
perimeter_extruder = 1
perimeter_extrusion_width = 170%
perimeter_speed = 30
perimeters = 3
post_process =
print_center = 100,100
raft_layers = 0
randomize_start = 1
resolution = 0
retract_before_travel = 2
retract_layer_change = 1
retract_length = 3
retract_length_toolchange = 10
retract_lift = 0
retract_restart_extra = 0.1
retract_restart_extra_toolchange = 0
retract_speed = 65
rotate = 0
scale = 1
skirt_distance = 6
skirt_height = 1
skirts = 2
slowdown_below_layer_time = 5
small_perimeter_speed = 30
solid_fill_pattern = rectilinear
solid_infill_below_area = 0
solid_infill_every_layers = 0
solid_infill_extrusion_width = 0
solid_infill_speed = 50
spiral_vase =
standby_temperature_delta = -5
start_gcode = G28 ; home all axes\nG90 ; use absolute coordinates\nG21 ; set units to millimeters\nG92 E0\nM82 ; use absolute distances for extrusion\nM109 S190 ; wait for temperature to be reached\nG1 E10 F400 ; prime the nozzle
start_perimeters_at_concave_points = 0
start_perimeters_at_non_overhang = 0
support_material = 0
support_material_angle = 0
support_material_enforce_layers = 0
support_material_extruder = 1
support_material_extrusion_width = 0
support_material_interface_extruder = 1
support_material_interface_layers = 3
support_material_interface_spacing = 0
support_material_pattern = rectilinear
support_material_spacing = 2.5
support_material_speed = 50
support_material_threshold = 46
temperature = 200
thin_walls = 1
threads = 2
toolchange_gcode =
top_infill_extrusion_width = 0
top_solid_infill_speed = 50
top_solid_layers = 3
travel_speed = 200
use_firmware_retraction = 0
use_relative_e_distances = 0
vibration_limit = 0
wipe = 0
z_offset = 0
Temperatur waren erst 190° habe jetzt 200° stehen hat sich aber nicht wirklich was verändert.
Ich benutze eine neue Rolle PLA (war komplett verschweißt).
Das sah mit dem PLA was dabei lag genauso aus
Gruß Ampel
das sind meine momentanen einstellungen :
# generated by Slic3r 1.0.0RC3 on Sat Jul 19 18:20:43 2014
avoid_crossing_perimeters = 0
bed_size = 200,200
bed_temperature = 50
bottom_solid_layers = 3
bridge_acceleration = 0
bridge_fan_speed = 100
bridge_flow_ratio = 1
bridge_speed = 60
brim_width = 0
complete_objects = 0
cooling = 1
default_acceleration = 0
disable_fan_first_layers = 3
duplicate = 1
duplicate_distance = 6
duplicate_grid = 1,1
end_gcode = M104 S0 ; turn off temperature\nG28 X0 ; home X axis\nM84 ; disable motors
external_perimeter_speed = 95%
external_perimeters_first = 1
extra_perimeters = 1
extruder_clearance_height = 20
extruder_clearance_radius = 20
extruder_offset = 0x0
extrusion_axis = E
extrusion_multiplier = 1.15
extrusion_width = 100%
fan_always_on = 0
fan_below_layer_time = 60
filament_diameter = 3
fill_angle = 45
fill_density = 0.25
fill_pattern = honeycomb
first_layer_acceleration = 0
first_layer_bed_temperature = 50
first_layer_extrusion_width = 100%
first_layer_height = 0.30
first_layer_speed = 85%
first_layer_temperature = 200
g0 = 0
gap_fill_speed = 50
gcode_arcs = 0
gcode_comments = 0
gcode_flavor = reprap
infill_acceleration = 0
infill_every_layers = 1
infill_extruder = 1
infill_extrusion_width = 180%
infill_first = 0
infill_only_where_needed = 0
infill_speed = 50
layer_gcode =
layer_height = 0.30
max_fan_speed = 100
min_fan_speed = 35
min_print_speed = 30
min_skirt_length = 0
notes =
nozzle_diameter = 0.5
only_retract_when_crossing_perimeters = 1
ooze_prevention = 0
output_filename_format = [input_filename_base].gcode
overhangs = 1
perimeter_acceleration = 0
perimeter_extruder = 1
perimeter_extrusion_width = 170%
perimeter_speed = 30
perimeters = 3
post_process =
print_center = 100,100
raft_layers = 0
randomize_start = 1
resolution = 0
retract_before_travel = 2
retract_layer_change = 1
retract_length = 3
retract_length_toolchange = 10
retract_lift = 0
retract_restart_extra = 0.1
retract_restart_extra_toolchange = 0
retract_speed = 65
rotate = 0
scale = 1
skirt_distance = 6
skirt_height = 1
skirts = 2
slowdown_below_layer_time = 5
small_perimeter_speed = 30
solid_fill_pattern = rectilinear
solid_infill_below_area = 0
solid_infill_every_layers = 0
solid_infill_extrusion_width = 0
solid_infill_speed = 50
spiral_vase =
standby_temperature_delta = -5
start_gcode = G28 ; home all axes\nG90 ; use absolute coordinates\nG21 ; set units to millimeters\nG92 E0\nM82 ; use absolute distances for extrusion\nM109 S190 ; wait for temperature to be reached\nG1 E10 F400 ; prime the nozzle
start_perimeters_at_concave_points = 0
start_perimeters_at_non_overhang = 0
support_material = 0
support_material_angle = 0
support_material_enforce_layers = 0
support_material_extruder = 1
support_material_extrusion_width = 0
support_material_interface_extruder = 1
support_material_interface_layers = 3
support_material_interface_spacing = 0
support_material_pattern = rectilinear
support_material_spacing = 2.5
support_material_speed = 50
support_material_threshold = 46
temperature = 200
thin_walls = 1
threads = 2
toolchange_gcode =
top_infill_extrusion_width = 0
top_solid_infill_speed = 50
top_solid_layers = 3
travel_speed = 200
use_firmware_retraction = 0
use_relative_e_distances = 0
vibration_limit = 0
wipe = 0
z_offset = 0
Temperatur waren erst 190° habe jetzt 200° stehen hat sich aber nicht wirklich was verändert.
Ich benutze eine neue Rolle PLA (war komplett verschweißt).
Das sah mit dem PLA was dabei lag genauso aus
Gruß Ampel
|
Re: Velleman K8200 Erfahrungen/Baubericht 19. July 2014 13:09 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 1.039 |
Ich kenne mich im lesen von ini Dateien nicht so aus aber da sind ein paar sehr hohe extrusion_width Werte drin. 180% und so. Kann mich jetzt nicht erinnern irgendwo im slic3r so hohe Werte eingetragen zu haben. Hast du die ini von Vellemann eingespielt und ausgewählt? Die druckt eigentlich von hause aus schön recht gut.
Edit: bei mir steht da auch 170% - das kann man übers GUI scheinbar auch nicht ändern. Ich hänge Dir meine INI mal an.
1-mal bearbeitet. Zuletzt am 19.07.14 13:35.
Edit: bei mir steht da auch 170% - das kann man übers GUI scheinbar auch nicht ändern. Ich hänge Dir meine INI mal an.
1-mal bearbeitet. Zuletzt am 19.07.14 13:35.
|
Re: Velleman K8200 Erfahrungen/Baubericht 19. July 2014 13:40 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 55 |
|
Re: Velleman K8200 Erfahrungen/Baubericht 19. July 2014 14:08 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 75 |
Hallo turbotommi
Danke für Deine Cura Settings. Werde dies gerne mal bei mir ausprobieren. Habe bereits die ersten Sachen mit Cura gedruckt, da bei mir der Slic3r irgendwelche komische Sachen macht (Extruder dreht sich nur seehhrr langsam, auch im GCode sieht man dass die Werte sich nur minimal bewegen.).
Bei meiner Cura Einstellung habe ich momentan noch das Problem, dass das Top Solid nicht gerade toll aussieht und ich da gerne mehr Material durch den Extruder ausgeben möchte.
Leider habe ich die Einstellung im Cura nicht gefunden und den kompletten Wert für den ganzen Druck hochzusetzen bringt nichts, da dann der Rest nicht toll wird (zuviel Material).
Falls Du noch einen Tipp hast, wie ich nur das Material für den Top Solid erhöhen könnte, wäre ich Dir dankbar.
Gruss
Daniel
Danke für Deine Cura Settings. Werde dies gerne mal bei mir ausprobieren. Habe bereits die ersten Sachen mit Cura gedruckt, da bei mir der Slic3r irgendwelche komische Sachen macht (Extruder dreht sich nur seehhrr langsam, auch im GCode sieht man dass die Werte sich nur minimal bewegen.).
Bei meiner Cura Einstellung habe ich momentan noch das Problem, dass das Top Solid nicht gerade toll aussieht und ich da gerne mehr Material durch den Extruder ausgeben möchte.
Leider habe ich die Einstellung im Cura nicht gefunden und den kompletten Wert für den ganzen Druck hochzusetzen bringt nichts, da dann der Rest nicht toll wird (zuviel Material).
Falls Du noch einen Tipp hast, wie ich nur das Material für den Top Solid erhöhen könnte, wäre ich Dir dankbar.
Gruss
Daniel
|
Re: Velleman K8200 Erfahrungen/Baubericht 19. July 2014 14:13 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 160 |
Hallo Plastikschmelzer und Ampel,
wenn im Start G-Code Temperaturen definiert werden, d.h. wenn die Codes M104, M109, M140 oder M190 vorkommen, dann sollte für den folgenden S-Parameter ein Platzhalter verwendet werden, so dass Slic3r die im Profil ausgewählte Temperatur einsetzt statt blind die Zahl zu übernehmen. Also z.B.:
M109 S[first_layer_temperature]
M190 S[first_layer_bed_temperature]
Gruß
kuraasu
wenn im Start G-Code Temperaturen definiert werden, d.h. wenn die Codes M104, M109, M140 oder M190 vorkommen, dann sollte für den folgenden S-Parameter ein Platzhalter verwendet werden, so dass Slic3r die im Profil ausgewählte Temperatur einsetzt statt blind die Zahl zu übernehmen. Also z.B.:
M109 S[first_layer_temperature]
M190 S[first_layer_bed_temperature]
Gruß
kuraasu
|
Re: Velleman K8200 Erfahrungen/Baubericht 19. July 2014 14:17 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 249 |

|
Re: Velleman K8200 Erfahrungen/Baubericht 19. July 2014 14:37 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 55 |
|
Re: Velleman K8200 Erfahrungen/Baubericht 19. July 2014 14:48 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 1.039 |
@zurbrueggd Du kannst unter Basic->Fill->Bottom/Top Thickness die Dicke einstellen. Ich habe aktuell 1 (mm) - das wird eigentlich oben dicht. Man sollte diesen wert immer so machen wie die Shell Thickness außen + 0,5. Je weniger (%) Infill man macht um so schwerer wird es dicht.
1-mal bearbeitet. Zuletzt am 19.07.14 15:31.
1-mal bearbeitet. Zuletzt am 19.07.14 15:31.




{kind=link}
{kind=link}
{kind=link}
{kind=link}
In diesem Forum dürfen leider nur registrierte Teilnehmer schreiben.