Velleman K8200 Erfahrungen/Baubericht
geschrieben von Mirco S.
|
Re: Velleman K8200 Erfahrungen/Baubericht 12. February 2016 13:16 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 146 |
Die Gabellichtschranken haben eine LED da sehe ich gut wenn sie anspricht. Die für X - Y brauchen ja nur grob eingestellt werden damit da nichts gegen den Rahmen fährt.
Die für Z stelle ich über eine Schraube ein die das Kunststoffplätchen bewegt das in die Lichtschranke fährt. Da sehe ich beim Einstellen ob die LED heller leuchtet = später schaltet oder dunkler wird und somit eher schaltet. Ich habe Schranken an allen Achsen für min und max. Ich werde mal Bilder einstellen sobald ich dazu komme, nächste Woche bin ich erst mal im Krankenhaus danach mach ich dann die Bilder. Hallsensoren sind super, nur eben auch teuerer als Lichtschranken. Wenn ich was an meinen Afu-Antennen baue das dicht sein muss dann setze ich sie gerne ein, mit Verguss total dicht.
Kannst Du auch Leveling vom Bett machen? Das möchte ich als nächstes in Angrift nehmen, muss noch rausfinden ob der Sensor den ich noch rumliegen habe kapazitiv oder induktiv ist.
Wenn Ihr den Scanner sehen wollt dann schau mal ins Scannerforum, alle Teile sind gedruckt.
1-mal bearbeitet. Zuletzt am 12.02.16 13:18.
Velleman 8200. Arduino Mega2560, Ramps v1.4 mit RepRapdiscount Full GraphicDisplay, MK2B, 1,75 mm Direcktextruder (China), Optische Endstops für Min und Max, 2X16A 12V Netzteil, Doppelkühlung mit Luftführung, 2 Z-Achse mit Motor wie andere Seite und demnächst Leveling.
Die für Z stelle ich über eine Schraube ein die das Kunststoffplätchen bewegt das in die Lichtschranke fährt. Da sehe ich beim Einstellen ob die LED heller leuchtet = später schaltet oder dunkler wird und somit eher schaltet. Ich habe Schranken an allen Achsen für min und max. Ich werde mal Bilder einstellen sobald ich dazu komme, nächste Woche bin ich erst mal im Krankenhaus danach mach ich dann die Bilder. Hallsensoren sind super, nur eben auch teuerer als Lichtschranken. Wenn ich was an meinen Afu-Antennen baue das dicht sein muss dann setze ich sie gerne ein, mit Verguss total dicht.
Kannst Du auch Leveling vom Bett machen? Das möchte ich als nächstes in Angrift nehmen, muss noch rausfinden ob der Sensor den ich noch rumliegen habe kapazitiv oder induktiv ist.
Wenn Ihr den Scanner sehen wollt dann schau mal ins Scannerforum, alle Teile sind gedruckt.
1-mal bearbeitet. Zuletzt am 12.02.16 13:18.
Velleman 8200. Arduino Mega2560, Ramps v1.4 mit RepRapdiscount Full GraphicDisplay, MK2B, 1,75 mm Direcktextruder (China), Optische Endstops für Min und Max, 2X16A 12V Netzteil, Doppelkühlung mit Luftführung, 2 Z-Achse mit Motor wie andere Seite und demnächst Leveling.
|
Re: Velleman K8200 Erfahrungen/Baubericht 14. February 2016 05:34 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 77 |
Hallo,
nach langer Zeit melde ich mich auch nochmal.
Nachdem ich ca 1 Jahr im Repetier-32-Bit Lager verbracht habe (Arduino Due mit Radds Board) bin ich nun wieder im guten alten Marlin-8-Bit Bereich angekommen. Gründe für die Änderung zurück gab es mehrere:
1. Die Repetier Firmware sagte mir auf Dauer nicht zu... vieles nicht optimal dokumentiert, man sucht sich quasi nen Wolf...
2. Die serielle Verbindung war recht instabil (längerer Druck nicht möglich) Kann am China Due gelegen haben... Kabel hatte ich mehrere getestet
3. Repetier vertrug sich nicht wirklich gut mir Octaprint. Der Repetier eigene Server gefiel mir garnicht.
4. Der 3,3V Pegel des Due nervt! Überall muss man Pegelwandler dazwischenschalten oder improvisieren...
5. Ohne Änderungen wird der 3D Drucker ja langweilig.
Daher habe ich mir ein China RAMPS Set bestellt und das nun endlich an den Drucker gebastelt. Zusätzlich habe ich die SilentStepSticks von Waterott verbaut. Nachdem ich erst nicht so begeistert war, das sie selbst mit großem Kühlkörper überhitzten und Schritte verloren, bin ich nach Änderung des Betriebsmodus (auf SpreadCycle - 1/16 interpoliert auf 1/256) mehr als zufrieden.
Hier seht ihr mal ein paar Bewegungen des Druckers:
[www.youtube.com]
(Das knarzende Geräusch ist nicht der Drucker, sondern mein Bürostuhl, der unter meinem Gewicht ächzt)
Habe direkt noch weitere bestellt um alle Achsen inkl. Extruder darauf umzurüsten.
Gruß
Daniel
K8200 mit folgenden Modifikationen:
Ramps 1.4 Board mit Grafikdisplay, SilentStepSticks in allen Achsen, GT2 Riemen, CoreXY, 2 Z-Spindeln (Kugelumlauf), umgerüstet auf 1,75mm mit 7 Euro Full Metal Hotend und Direktextruder, Diamond Hotend mit 3 Direktextrudern in Planung
3mm Kram in der Schublade: E3D-Volcano, E3D-V6, RIP J-Head RIP, billo Full-Metal-Hotend, selbst hergestellte Filamentschraube, Extruder mit Riemenantrieb
nach langer Zeit melde ich mich auch nochmal.
Nachdem ich ca 1 Jahr im Repetier-32-Bit Lager verbracht habe (Arduino Due mit Radds Board) bin ich nun wieder im guten alten Marlin-8-Bit Bereich angekommen. Gründe für die Änderung zurück gab es mehrere:
1. Die Repetier Firmware sagte mir auf Dauer nicht zu... vieles nicht optimal dokumentiert, man sucht sich quasi nen Wolf...
2. Die serielle Verbindung war recht instabil (längerer Druck nicht möglich) Kann am China Due gelegen haben... Kabel hatte ich mehrere getestet
3. Repetier vertrug sich nicht wirklich gut mir Octaprint. Der Repetier eigene Server gefiel mir garnicht.
4. Der 3,3V Pegel des Due nervt! Überall muss man Pegelwandler dazwischenschalten oder improvisieren...
5. Ohne Änderungen wird der 3D Drucker ja langweilig.
Daher habe ich mir ein China RAMPS Set bestellt und das nun endlich an den Drucker gebastelt. Zusätzlich habe ich die SilentStepSticks von Waterott verbaut. Nachdem ich erst nicht so begeistert war, das sie selbst mit großem Kühlkörper überhitzten und Schritte verloren, bin ich nach Änderung des Betriebsmodus (auf SpreadCycle - 1/16 interpoliert auf 1/256) mehr als zufrieden.
Hier seht ihr mal ein paar Bewegungen des Druckers:
[www.youtube.com]
(Das knarzende Geräusch ist nicht der Drucker, sondern mein Bürostuhl, der unter meinem Gewicht ächzt)
Habe direkt noch weitere bestellt um alle Achsen inkl. Extruder darauf umzurüsten.
Gruß
Daniel
K8200 mit folgenden Modifikationen:
Ramps 1.4 Board mit Grafikdisplay, SilentStepSticks in allen Achsen, GT2 Riemen, CoreXY, 2 Z-Spindeln (Kugelumlauf), umgerüstet auf 1,75mm mit 7 Euro Full Metal Hotend und Direktextruder, Diamond Hotend mit 3 Direktextrudern in Planung
3mm Kram in der Schublade: E3D-Volcano, E3D-V6, RIP J-Head RIP, billo Full-Metal-Hotend, selbst hergestellte Filamentschraube, Extruder mit Riemenantrieb
|
Re: Velleman K8200 Erfahrungen/Baubericht 14. February 2016 07:00 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 146 |
Hallo Daniel79, ich habe wie Du in der Signatur liest einen Mega2560 mit Ramps und der Repetiersoftware. Alles zusammen mit den Pololus in einen Gehäuse mit Lüfter und Luftführung über die Motortreiber. Seit der aktiven Kühlung habe ich keine Probleme wegen Überhitzung mehr festgestellt obwohl ich den Motorstrom etwas erhöht habe.
Ich denke das eine gute Kühlung bei den armen Mini-IC die 2A verkraften sollen da A und O ist.
Miniturisierung ist ja schön, aber wenn es auf die Zuverlässigkeit und Lebensdauer geht Mist. Da ich noch ein Projekt mit stärkeren Schrittmotoren plane werde ich die Leistungsendstufen diskret (oder mit einem ordentlichen IC das nicht am Limit betrieben wird) aufbauen.
Klar das da mehr verkabelt werden muss, aber die Arbeit wird sich lohnen wenn ich mich nicht mehr über Abbrüche wegen Überhitzung ärgern muss.
Wie ich gesehen habe hast Du die X und Y Achse umgebaut, hat das eine deutliche Verbesserung gebracht?
1-mal bearbeitet. Zuletzt am 14.02.16 07:03.
Velleman 8200. Arduino Mega2560, Ramps v1.4 mit RepRapdiscount Full GraphicDisplay, MK2B, 1,75 mm Direcktextruder (China), Optische Endstops für Min und Max, 2X16A 12V Netzteil, Doppelkühlung mit Luftführung, 2 Z-Achse mit Motor wie andere Seite und demnächst Leveling.
Ich denke das eine gute Kühlung bei den armen Mini-IC die 2A verkraften sollen da A und O ist.
Miniturisierung ist ja schön, aber wenn es auf die Zuverlässigkeit und Lebensdauer geht Mist. Da ich noch ein Projekt mit stärkeren Schrittmotoren plane werde ich die Leistungsendstufen diskret (oder mit einem ordentlichen IC das nicht am Limit betrieben wird) aufbauen.
Klar das da mehr verkabelt werden muss, aber die Arbeit wird sich lohnen wenn ich mich nicht mehr über Abbrüche wegen Überhitzung ärgern muss.
Wie ich gesehen habe hast Du die X und Y Achse umgebaut, hat das eine deutliche Verbesserung gebracht?
1-mal bearbeitet. Zuletzt am 14.02.16 07:03.
Velleman 8200. Arduino Mega2560, Ramps v1.4 mit RepRapdiscount Full GraphicDisplay, MK2B, 1,75 mm Direcktextruder (China), Optische Endstops für Min und Max, 2X16A 12V Netzteil, Doppelkühlung mit Luftführung, 2 Z-Achse mit Motor wie andere Seite und demnächst Leveling.
|
Re: Velleman K8200 Erfahrungen/Baubericht 14. February 2016 08:55 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 504 |
@Daniel79:
Hat Dir der Watterott-Silentstepstick eine Verbesserung im Layeraubau oder beim Drucken von X-/Y-Bewegung gebracht?
Ev. homogenerer Layeraufbau oder weniger Wellen bei X-/Y-Bewegungen, etc.?
Das mit dem ruhigeren Lauf ist sicherlich eine feine Sache, habe ich aber erstmal kein Problem an meinem Drucker damit.
Soweit ich das im Netz gesehen habe hat der A4988 nicht die Genauigkeit wie der Stepstick. -> Ungenauigkeiten beim 3D-Druck.
Spürst Du hier eine Verbesserung der Druckqualität?
Ich habe hier noch DRV8825 rumliegen, die ich noch nicht getestet habe.
Wäre sehr nett von Dir, wenn Du mir hier noch eine Einschätzung geben würdest.
Wie gesagt, nur Geräuschreduktion ist (für mich auf jeden Fall) nicht unbedingt nötig.
(Irgendwo habe ich mal gelesen/gesehen, dass der A4988 (im Microschrittbereich?) manchmal nicht sauber die Impulse rausgibt.)
Gruß
Oli
3DRag alias Velleman K8200, 80mm Objektlüfter, Extruder mit GT2-Riemenantrieb, E3D-Hotend mit 40mm Lüfter,
Z-Links: 1 x Kugelumlaufspindel 12x4, Z-Rechts: 2. Kugelbüchse, X/Y-Umbau auf GT2-Riemen, 24V/120W Netzteil
für Bett via Relais-Schaltung, vom Board gesteuerter Hotend- und Logiklüfter via MosFET-Schaltung.
Weitere/detailliertere Infos zu Umbauten/Eigenkonstruktionen an/von meinem/meinen 3D-Drucker(n) findet Ihr unter:
[www.oliver-schlenker.dyndns.org]
Hat Dir der Watterott-Silentstepstick eine Verbesserung im Layeraubau oder beim Drucken von X-/Y-Bewegung gebracht?
Ev. homogenerer Layeraufbau oder weniger Wellen bei X-/Y-Bewegungen, etc.?
Das mit dem ruhigeren Lauf ist sicherlich eine feine Sache, habe ich aber erstmal kein Problem an meinem Drucker damit.
Soweit ich das im Netz gesehen habe hat der A4988 nicht die Genauigkeit wie der Stepstick. -> Ungenauigkeiten beim 3D-Druck.
Spürst Du hier eine Verbesserung der Druckqualität?
Ich habe hier noch DRV8825 rumliegen, die ich noch nicht getestet habe.
Wäre sehr nett von Dir, wenn Du mir hier noch eine Einschätzung geben würdest.
Wie gesagt, nur Geräuschreduktion ist (für mich auf jeden Fall) nicht unbedingt nötig.
(Irgendwo habe ich mal gelesen/gesehen, dass der A4988 (im Microschrittbereich?) manchmal nicht sauber die Impulse rausgibt.)
Gruß
Oli
3DRag alias Velleman K8200, 80mm Objektlüfter, Extruder mit GT2-Riemenantrieb, E3D-Hotend mit 40mm Lüfter,
Z-Links: 1 x Kugelumlaufspindel 12x4, Z-Rechts: 2. Kugelbüchse, X/Y-Umbau auf GT2-Riemen, 24V/120W Netzteil
für Bett via Relais-Schaltung, vom Board gesteuerter Hotend- und Logiklüfter via MosFET-Schaltung.
Weitere/detailliertere Infos zu Umbauten/Eigenkonstruktionen an/von meinem/meinen 3D-Drucker(n) findet Ihr unter:
[www.oliver-schlenker.dyndns.org]
|
Re: Velleman K8200 Erfahrungen/Baubericht 17. February 2016 13:40 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 26 |
|
Re: Velleman K8200 Erfahrungen/Baubericht 19. February 2016 08:33 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 91 |
|
Re: Velleman K8200 Erfahrungen/Baubericht 19. February 2016 10:55 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 26 |
|
Re: Velleman K8200 Erfahrungen/Baubericht 21. February 2016 17:49 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 77 |
Nabend,
bin leider die ganze Woche nicht dazu gekommen zu antworten, darum versuche ich jetzt mal alle Fragen nacheinander abzuarbeiten:
@Harry2006:
an meiner Fräse habe ich auch selbstgebaute große Steppertreiber. Die schaffen 4A und und machen 1/16 Schritte. Das war für mich schon ne echte Wohltat nachdem ich vorher mit 1/2 Schritten gearbeitet hatte. Und große Stepper machen großen Lärm im Gegensatz zu den Ministeppern die wir hier verwenden.
Habe jetzt aber auch ne Einstellung gefunden bei dem die SSS (Silentstepsticks) gut laufen und nicht zu heiß werden. Habe alle Achsen auf ca 1,2V eingestellt. Das müsste irgendwo Richtung 1A Phasenstrom gehen. In Kombination mit den Watterott Kühlkörpern und dem Lüfter direkt über der Platine läuft das stabil (Die Kühlkörper werden so 45° heiß). Habe mir auch noch die Zusatzboards mit den Freilaufdioden bestellt, dadurch stehen die SSS deutlich höher von der Platine ab und damit besser im Luftstrom.
Was es gebracht hat: ruhigeren Lauf... auf jeden Fall. Und das gute Gefühl wenn eine große Operation am Drucker geklappt hat ;-)
Hast du mal Fotos von deinem Gehäuse? Ich bin noch auf der Suche nach nem guten, was ich bisher bei thingiverse gefunden habe, hat mich nicht so richtig überzeugt.
@samurai:
Ich habe jetzt keine vorher nacher Vergleiche oder sowas, aber gefühlt finde ich schon, dass es was gebracht hat. Grundsätzlich sind die auf den SSS verbauten Chips auch deutlich weiterentwickelt gegenüber den recht einfach gehaltenen auf den Polulus. Und weniger (hörbare) Schwingungen sollten sich direkt oder auch indirekt im Druckbild zeigen. Darum aber auch der XY Umbau, es sind eigentlich immer beide Motoren in Bewegung und die noch vorhandenen Schwingungen werden eher zum Grundrauschen.
Ich hänge mal ein Foto eines Ausdrucks an. Da mein Drucker aber schon sehr verändert gegenüber dem Standard K8200 kann man die nicht wirklich mit anderen Ausdrucken vergleichen.
@Hexcode:
Eingestellt sind in x und y 2000... aber so hoch komme ich natürlich nicht. Im Video hatten die G1 Befehle ne Geschwindigkeit von F60000 (also 1000mm/s) aber auch die werden aufgrund der vorsichtig eingestellten Beschleunigung nicht erreicht. Gegenüber F50000 war es aber doch noch ein bissl schneller, d.h. die Spitzengeschwindigkeit sollte irgendwo zwischen 50 und 60 Meter/Minute liegen.
@Andiator:
Da sagst du was, ich sollte nochmal die Mechanik ölen... auch die meines Bürostuhls (oder für den mal abnehmen...)
Gruß
Daniel
K8200 mit folgenden Modifikationen:
Ramps 1.4 Board mit Grafikdisplay, SilentStepSticks in allen Achsen, GT2 Riemen, CoreXY, 2 Z-Spindeln (Kugelumlauf), umgerüstet auf 1,75mm mit 7 Euro Full Metal Hotend und Direktextruder, Diamond Hotend mit 3 Direktextrudern in Planung
3mm Kram in der Schublade: E3D-Volcano, E3D-V6, RIP J-Head RIP, billo Full-Metal-Hotend, selbst hergestellte Filamentschraube, Extruder mit Riemenantrieb
bin leider die ganze Woche nicht dazu gekommen zu antworten, darum versuche ich jetzt mal alle Fragen nacheinander abzuarbeiten:
@Harry2006:
an meiner Fräse habe ich auch selbstgebaute große Steppertreiber. Die schaffen 4A und und machen 1/16 Schritte. Das war für mich schon ne echte Wohltat nachdem ich vorher mit 1/2 Schritten gearbeitet hatte. Und große Stepper machen großen Lärm im Gegensatz zu den Ministeppern die wir hier verwenden.
Habe jetzt aber auch ne Einstellung gefunden bei dem die SSS (Silentstepsticks) gut laufen und nicht zu heiß werden. Habe alle Achsen auf ca 1,2V eingestellt. Das müsste irgendwo Richtung 1A Phasenstrom gehen. In Kombination mit den Watterott Kühlkörpern und dem Lüfter direkt über der Platine läuft das stabil (Die Kühlkörper werden so 45° heiß). Habe mir auch noch die Zusatzboards mit den Freilaufdioden bestellt, dadurch stehen die SSS deutlich höher von der Platine ab und damit besser im Luftstrom.
Was es gebracht hat: ruhigeren Lauf... auf jeden Fall. Und das gute Gefühl wenn eine große Operation am Drucker geklappt hat ;-)
Hast du mal Fotos von deinem Gehäuse? Ich bin noch auf der Suche nach nem guten, was ich bisher bei thingiverse gefunden habe, hat mich nicht so richtig überzeugt.
@samurai:
Ich habe jetzt keine vorher nacher Vergleiche oder sowas, aber gefühlt finde ich schon, dass es was gebracht hat. Grundsätzlich sind die auf den SSS verbauten Chips auch deutlich weiterentwickelt gegenüber den recht einfach gehaltenen auf den Polulus. Und weniger (hörbare) Schwingungen sollten sich direkt oder auch indirekt im Druckbild zeigen. Darum aber auch der XY Umbau, es sind eigentlich immer beide Motoren in Bewegung und die noch vorhandenen Schwingungen werden eher zum Grundrauschen.
Ich hänge mal ein Foto eines Ausdrucks an. Da mein Drucker aber schon sehr verändert gegenüber dem Standard K8200 kann man die nicht wirklich mit anderen Ausdrucken vergleichen.

@Hexcode:
Eingestellt sind in x und y 2000... aber so hoch komme ich natürlich nicht. Im Video hatten die G1 Befehle ne Geschwindigkeit von F60000 (also 1000mm/s) aber auch die werden aufgrund der vorsichtig eingestellten Beschleunigung nicht erreicht. Gegenüber F50000 war es aber doch noch ein bissl schneller, d.h. die Spitzengeschwindigkeit sollte irgendwo zwischen 50 und 60 Meter/Minute liegen.
@Andiator:
Da sagst du was, ich sollte nochmal die Mechanik ölen... auch die meines Bürostuhls (oder für den mal abnehmen...)
Gruß
Daniel
K8200 mit folgenden Modifikationen:
Ramps 1.4 Board mit Grafikdisplay, SilentStepSticks in allen Achsen, GT2 Riemen, CoreXY, 2 Z-Spindeln (Kugelumlauf), umgerüstet auf 1,75mm mit 7 Euro Full Metal Hotend und Direktextruder, Diamond Hotend mit 3 Direktextrudern in Planung
3mm Kram in der Schublade: E3D-Volcano, E3D-V6, RIP J-Head RIP, billo Full-Metal-Hotend, selbst hergestellte Filamentschraube, Extruder mit Riemenantrieb
|
Re: Velleman K8200 Erfahrungen/Baubericht 22. February 2016 03:24 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 504 |
@Daniel79: Danke für die Rückmeldung und Info!
3DRag alias Velleman K8200, 80mm Objektlüfter, Extruder mit GT2-Riemenantrieb, E3D-Hotend mit 40mm Lüfter,
Z-Links: 1 x Kugelumlaufspindel 12x4, Z-Rechts: 2. Kugelbüchse, X/Y-Umbau auf GT2-Riemen, 24V/120W Netzteil
für Bett via Relais-Schaltung, vom Board gesteuerter Hotend- und Logiklüfter via MosFET-Schaltung.
Weitere/detailliertere Infos zu Umbauten/Eigenkonstruktionen an/von meinem/meinen 3D-Drucker(n) findet Ihr unter:
[www.oliver-schlenker.dyndns.org]
3DRag alias Velleman K8200, 80mm Objektlüfter, Extruder mit GT2-Riemenantrieb, E3D-Hotend mit 40mm Lüfter,
Z-Links: 1 x Kugelumlaufspindel 12x4, Z-Rechts: 2. Kugelbüchse, X/Y-Umbau auf GT2-Riemen, 24V/120W Netzteil
für Bett via Relais-Schaltung, vom Board gesteuerter Hotend- und Logiklüfter via MosFET-Schaltung.
Weitere/detailliertere Infos zu Umbauten/Eigenkonstruktionen an/von meinem/meinen 3D-Drucker(n) findet Ihr unter:
[www.oliver-schlenker.dyndns.org]
|
Re: Velleman K8200 Erfahrungen/Baubericht 23. February 2016 10:33 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 146 |
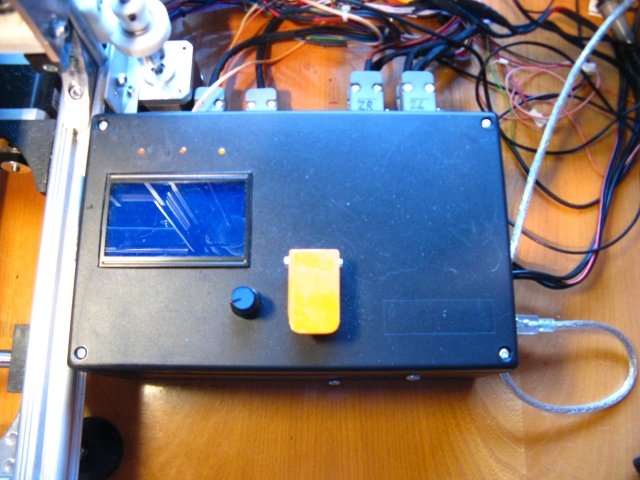
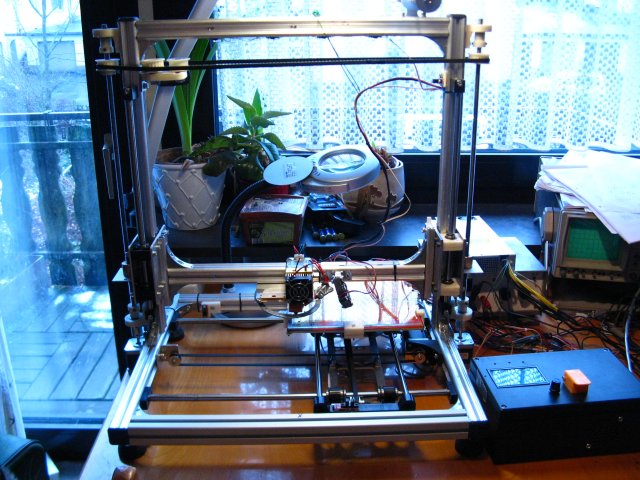
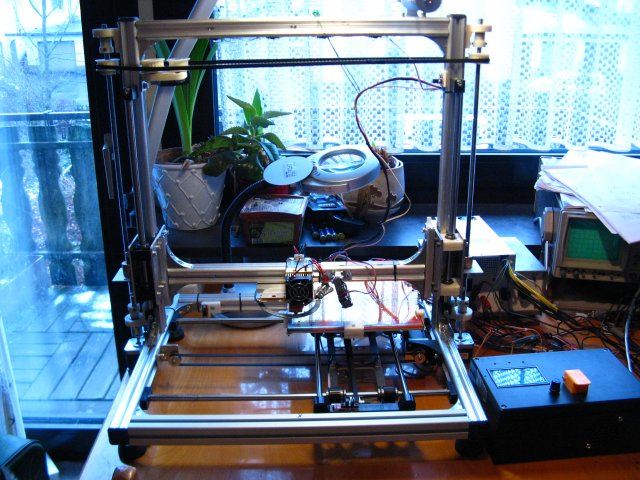
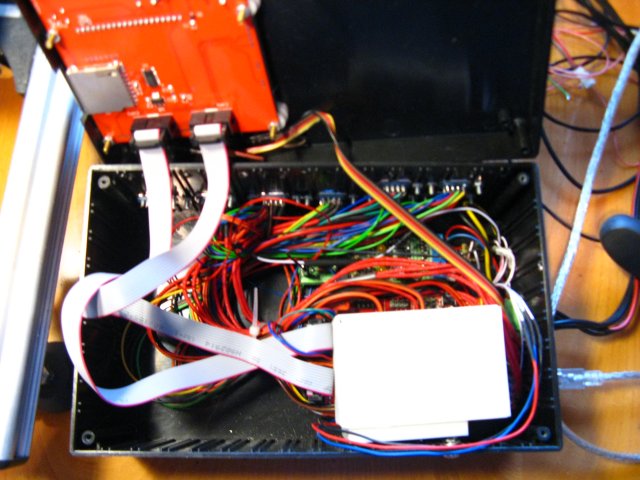
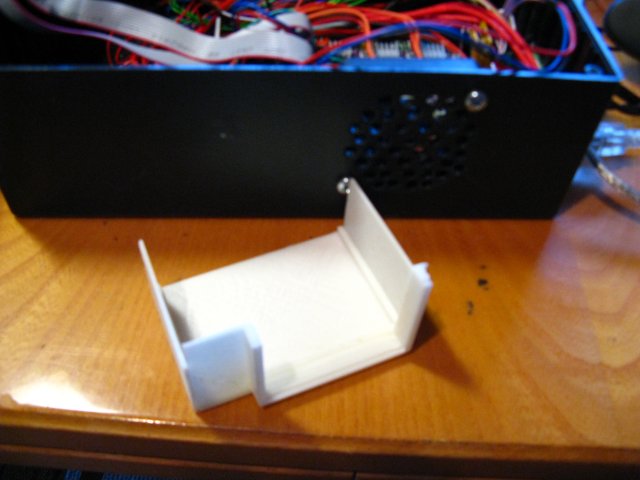
Hallo Daniel, hier ein paar Bilder vom Gehäuse. Es ist von Pollin, günstiger und schneller als drucken. Die Luftführung ist gedruckt passend zum Lüfter. Drinn ist der Arduino 2560 mit dem Treiberboard und Display (alles China) und ein Mosfeetboard für Lüfter usw. alles ist über DB9 Buchsen ansteckbar. Es folgt noch ein Leistungsschalter für 230V fürs Netzteil damit der Drucker sich selbst ausschalten kann wenn er fertig ist.
Velleman 8200. Arduino Mega2560, Ramps v1.4 mit RepRapdiscount Full GraphicDisplay, MK2B, 1,75 mm Direcktextruder (China), Optische Endstops für Min und Max, 2X16A 12V Netzteil, Doppelkühlung mit Luftführung, 2 Z-Achse mit Motor wie andere Seite und demnächst Leveling.
Velleman 8200. Arduino Mega2560, Ramps v1.4 mit RepRapdiscount Full GraphicDisplay, MK2B, 1,75 mm Direcktextruder (China), Optische Endstops für Min und Max, 2X16A 12V Netzteil, Doppelkühlung mit Luftführung, 2 Z-Achse mit Motor wie andere Seite und demnächst Leveling.
|
Re: Velleman K8200 Erfahrungen/Baubericht 26. February 2016 05:58 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 258 |
|
Re: Velleman K8200 Erfahrungen/Baubericht 26. February 2016 07:23 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 77 |
@Harry:
Danke für die Fotos und Infos. So was ähnliches werde ich mir auch zusammenbasteln.
@hoppla:
Genau kann ich dir das nicht sagen, da mein Drucker ja schon recht weit vom Original K8200 entfernt ist. Aber laut dieser Anleitung: [blog.gummibaer-tech.de] muss mann wohl nur die Direction umstellen (oder die Motoren umpolen). Ansonsten wie er dort schreibt alle Jumper raus (waren beim Originalboard glaube ich brücken auf der Platine) und diese Brücke reinlöten. Alternativ kann man auch beim einlöten der Pins einfach die drei Konfigpins weglassen und die Brücke einlöten. Denkt daran die passenden Kühlkörper direkt mitzubestellen. Das seltsame Stück plastikfolie, dass bei Watterott bei den Kühlkörpern dabei ist, ist übrigens ein Klebepad! (Habe ich erst später gesehen, da hatte ich die schon mit Wärmeleitkleber festgepappt). Der Kühlkörper sollte so gross wie möglich dimensioniert sein, dann bekommt ihr auch Leistung auf die Motoren!
K8200 mit folgenden Modifikationen:
Ramps 1.4 Board mit Grafikdisplay, SilentStepSticks in allen Achsen, GT2 Riemen, CoreXY, 2 Z-Spindeln (Kugelumlauf), umgerüstet auf 1,75mm mit 7 Euro Full Metal Hotend und Direktextruder, Diamond Hotend mit 3 Direktextrudern in Planung
3mm Kram in der Schublade: E3D-Volcano, E3D-V6, RIP J-Head RIP, billo Full-Metal-Hotend, selbst hergestellte Filamentschraube, Extruder mit Riemenantrieb
Danke für die Fotos und Infos. So was ähnliches werde ich mir auch zusammenbasteln.
@hoppla:
Genau kann ich dir das nicht sagen, da mein Drucker ja schon recht weit vom Original K8200 entfernt ist. Aber laut dieser Anleitung: [blog.gummibaer-tech.de] muss mann wohl nur die Direction umstellen (oder die Motoren umpolen). Ansonsten wie er dort schreibt alle Jumper raus (waren beim Originalboard glaube ich brücken auf der Platine) und diese Brücke reinlöten. Alternativ kann man auch beim einlöten der Pins einfach die drei Konfigpins weglassen und die Brücke einlöten. Denkt daran die passenden Kühlkörper direkt mitzubestellen. Das seltsame Stück plastikfolie, dass bei Watterott bei den Kühlkörpern dabei ist, ist übrigens ein Klebepad! (Habe ich erst später gesehen, da hatte ich die schon mit Wärmeleitkleber festgepappt). Der Kühlkörper sollte so gross wie möglich dimensioniert sein, dann bekommt ihr auch Leistung auf die Motoren!
K8200 mit folgenden Modifikationen:
Ramps 1.4 Board mit Grafikdisplay, SilentStepSticks in allen Achsen, GT2 Riemen, CoreXY, 2 Z-Spindeln (Kugelumlauf), umgerüstet auf 1,75mm mit 7 Euro Full Metal Hotend und Direktextruder, Diamond Hotend mit 3 Direktextrudern in Planung
3mm Kram in der Schublade: E3D-Volcano, E3D-V6, RIP J-Head RIP, billo Full-Metal-Hotend, selbst hergestellte Filamentschraube, Extruder mit Riemenantrieb
|
Re: Velleman K8200 Erfahrungen/Baubericht 26. February 2016 10:42 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 258 |
Die Dinger hab ich da, Kühlkörper liegen auch rum, gestern gekommen, und dieses Doppelseitige Klebeband ist im meinen Augen eher ein Isolator als eine Wärmebrücke.
Ich werde ebenfalls Kleber benutzen.
Originell find ich deren Visitenkarte (RTFM) :-)
Danke dir.
1-mal bearbeitet. Zuletzt am 26.02.16 10:44.
Ich werde ebenfalls Kleber benutzen.
Originell find ich deren Visitenkarte (RTFM) :-)
Danke dir.
1-mal bearbeitet. Zuletzt am 26.02.16 10:44.
|
Re: Velleman K8200 Erfahrungen/Baubericht 26. February 2016 21:16 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 11 |
Wenn du die erste Schichtdicke gleich groß machst, oder kleiner, je nachdem, dann sollte der Grad eigentlich weg seinQuote
Plastikschmelzer
Kann mir jemand verraten, welchen Parameter ich im Slicer ändern muss, damit nicht immer dieser blöde Grat im ersten Layer entsteht?
[attachment 31743 2014-04-2817.01.05.jpg]
|
Re: Velleman K8200 Erfahrungen/Baubericht 29. February 2016 04:16 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 13 |
Der Grat kann auch entstehen, wenn der Endschalter für die Z-Achse zu spät schaltet. Dann wird die Schicht dünner, als im Slicer eingestellt und das Material dadurch breitgedrückt.Quote
pricelp
[attachment 31743 2014-04-2817.01.05.jpg]Quote
Plastikschmelzer
Kann mir jemand verraten, welchen Parameter ich im Slicer ändern muss, damit nicht immer dieser blöde Grat im ersten Layer entsteht?
Wenn du die erste Schichtdicke gleich groß machst, oder kleiner, je nachdem, dann sollte der Grad eigentlich weg sein
Vorgehen:
- Im Slicer "First layer hight" nachsehen
- Skirt nach dem Erkalten vorsichtig ablösen und mit einer Schieblehre (am besten die billigen elektronischen) Dicke messen
- Verstellschraube für Z-Endstopp nachjustieren -> die M3-Schraube hat eine Steigung von 0,5 mm pro Umdrehung ==> Wenn Skirt um 0.1 mm zu dünn, 1/5 Umdrehung nach rechts drehen
- Beim nächsten Druck nochmal nachmessen und feinjustieren. Dann sollte der Grat praktisch weg sein.
Wenn dass noch keine perfekten Ergebnisse liefert, ist vielleicht noch die "Extrusion width" für den "First layer" zu hoch. Ich arbeite mittlerweile mit nur noch 115%. Dann muss die Mechanik aber perfekt justiert sein.
Außerdem empfiehlt es sich unbedingt, die Anzahl Schritte pro mm für den Extruder zu kalibrieren. [reprap.org] -> man muss aber nicht unbedingt das Hotend demontieren. Vorher aufheizen nicht vergessen.
Wenn der Extruder nicht kalibriert und das Heizbett nicht justiert sind, bekommst Du nie ordentliche Ergebnisse.
Übrigens: ich habe meine Schraube durch eine lange M3-Zylinderschraube mit Inbus ersetzt. Dann kann man viel feinfühliger nachregeln und sieht am Schlüssel, wie weit man dreht.
Viele Grüße Jochen
1-mal bearbeitet. Zuletzt am 29.02.16 04:28.
|
Re: Velleman K8200 Erfahrungen/Baubericht 29. February 2016 12:50 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 146 |
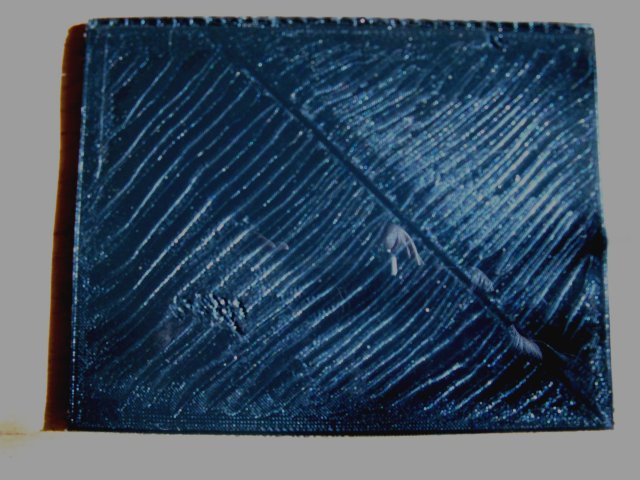
Ich brauche mal euren Rat. Welcher Fehler liegt hier vor (Bilder angehängt) Die Bahnen werden verschieden und haben ein Muster. Die ersten 2 Bahnen sind schön und dann... s.u. Ich habe schon mit den Temperaturen gespielt und nun für das Bett 65 Grad und für den Extruder 235 Grad eingestellt. Diesen Wert habe ich über den Ausdruck eines Testzylinders ermittelt, die Wände sehen gut aus und ich habe auch keine wesentliche Veränderung zwischen 205 und 235 festgestellt. Bei 235 wird allergings die Oberfläche der letzten Lage glänzender als bei 190 bis 205. Das Problem ist die erste Schicht auf dem Bett (Glasplatte), besonders wenn das Objekt größer ist. Das Material ist schwarzes PLA in 1,75mm, den Vorschub habe ich über das Messen der Materiallänge zu Schritten eingestellt. Ich habe nicht den Velemann Extruder da er bei meinem second Hand Kauf nicht dabei war. Wer weis Rat?
Velleman 8200. Arduino Mega2560, Ramps v1.4 mit RepRapdiscount Full GraphicDisplay, MK2B, 1,75 mm Direcktextruder (China), Optische Endstops für Min und Max, 2X16A 12V Netzteil, Doppelkühlung mit Luftführung, 2 Z-Achse mit Motor wie andere Seite und demnächst Leveling.
Velleman 8200. Arduino Mega2560, Ramps v1.4 mit RepRapdiscount Full GraphicDisplay, MK2B, 1,75 mm Direcktextruder (China), Optische Endstops für Min und Max, 2X16A 12V Netzteil, Doppelkühlung mit Luftführung, 2 Z-Achse mit Motor wie andere Seite und demnächst Leveling.
|
Re: Velleman K8200 Erfahrungen/Baubericht 29. February 2016 15:34 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 504 |
Hallo Harry,
wenn es das Bild mit der ersten Layerlage ist, hängt das Problem wahrscheinlich mit dem Düsenabstand zum Bett zusammen.
Versuche mal während dem Druck die Düse einen Step näher an das Bett oder weiter weg vom Bett zu stellen.
(Einfach an der Kupplung vom Motor eine "Rastung" drehen).
Ich hatte auch schonmal das Problem, dass die Düse etwas scharfkantig war und die Fläche beim Drüberfahren eher aufgerissen als glattgestrichen hat.
(Aus diesem Grund schleife ich auch die Düsen unten etwas rund/kugelig schräg und lasse nur um das kleine Düsenloch noch eine kleine plane Fläche).
Auch scheint mir die Bett-Temperatur für PLA mit 65°C recht hoch. Ich fahre hier mit 50°C.
Es kann auch sein, dass das Bett zu heiß ist und das Filament leicht breiartig wird und quasi Blasen wirft.
(PLA wird bei 55-60°C wieder breiartig. Die Bett-Temperatur sollte meiner Erfahrung nach etwas unter der Schmelztemperatur liegen, damit es gut auf dem Bett haften bleibt.)
Bei der Extruder-Temp. liege ich bei 210°C (Am Anfang bin ich mal mit 190°C gefahren, aber bei 210° läuft alles gut!).
Das bei 235°C die Oberfläche schön glänzend wird, kann ich mir gut vorstellen, da das Material fast flüssig aufgetragen wird und dann erstarrt.
Ich tippe aber mal auf den Abstand Düse zu Bett und die Bett-Temperatur, die Dir diese Optik beschert.
Gruß
Oli
3DRag alias Velleman K8200, 80mm Objektlüfter, Extruder mit GT2-Riemenantrieb, E3D-Hotend mit 40mm Lüfter,
Z-Links: 1 x Kugelumlaufspindel 12x4, Z-Rechts: 2. Kugelbüchse, X/Y-Umbau auf GT2-Riemen, 24V/120W Netzteil
für Bett via Relais-Schaltung, vom Board gesteuerter Hotend- und Logiklüfter via MosFET-Schaltung.
Weitere/detailliertere Infos zu Umbauten/Eigenkonstruktionen an/von meinem/meinen 3D-Drucker(n) findet Ihr unter:
[www.oliver-schlenker.dyndns.org]
wenn es das Bild mit der ersten Layerlage ist, hängt das Problem wahrscheinlich mit dem Düsenabstand zum Bett zusammen.
Versuche mal während dem Druck die Düse einen Step näher an das Bett oder weiter weg vom Bett zu stellen.
(Einfach an der Kupplung vom Motor eine "Rastung" drehen).
Ich hatte auch schonmal das Problem, dass die Düse etwas scharfkantig war und die Fläche beim Drüberfahren eher aufgerissen als glattgestrichen hat.
(Aus diesem Grund schleife ich auch die Düsen unten etwas rund/kugelig schräg und lasse nur um das kleine Düsenloch noch eine kleine plane Fläche).
Auch scheint mir die Bett-Temperatur für PLA mit 65°C recht hoch. Ich fahre hier mit 50°C.
Es kann auch sein, dass das Bett zu heiß ist und das Filament leicht breiartig wird und quasi Blasen wirft.
(PLA wird bei 55-60°C wieder breiartig. Die Bett-Temperatur sollte meiner Erfahrung nach etwas unter der Schmelztemperatur liegen, damit es gut auf dem Bett haften bleibt.)
Bei der Extruder-Temp. liege ich bei 210°C (Am Anfang bin ich mal mit 190°C gefahren, aber bei 210° läuft alles gut!).
Das bei 235°C die Oberfläche schön glänzend wird, kann ich mir gut vorstellen, da das Material fast flüssig aufgetragen wird und dann erstarrt.
Ich tippe aber mal auf den Abstand Düse zu Bett und die Bett-Temperatur, die Dir diese Optik beschert.
Gruß
Oli
3DRag alias Velleman K8200, 80mm Objektlüfter, Extruder mit GT2-Riemenantrieb, E3D-Hotend mit 40mm Lüfter,
Z-Links: 1 x Kugelumlaufspindel 12x4, Z-Rechts: 2. Kugelbüchse, X/Y-Umbau auf GT2-Riemen, 24V/120W Netzteil
für Bett via Relais-Schaltung, vom Board gesteuerter Hotend- und Logiklüfter via MosFET-Schaltung.
Weitere/detailliertere Infos zu Umbauten/Eigenkonstruktionen an/von meinem/meinen 3D-Drucker(n) findet Ihr unter:
[www.oliver-schlenker.dyndns.org]
|
Re: Velleman K8200 Erfahrungen/Baubericht 01. March 2016 18:14 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 146 |
Hallo Samurai1967, ich bin jetzt erts mal Deinen Rat gefolgt und auf 50 Grad fürs Bett und auf 210 für den Extruder zurückgegangen sieht schon etwas besser aus. Bei 195 ist die Oberfläche der letzten Lage aber nicht so schön sondern erher stumpf.
Das Spiel mit den Temperraturen geht aber weiter, ich brauche ja noch "Einkaufchips"
Der Abstand ist eine Papierstärke wo bei dass das Blatt "saugend" durchziehbar ist, irgend wo habe ich auch noch eine Fühlerlehre.... Von diesem Punkt wird die Düse dann um 0,2mm angehoben, da liege ich doch richtig.
Ich habe auch mit dem Vorschub gespielt und siehe da mit 70% statt 100% wie der Standart bei Cura eingestellt ist wird es deutlich besser.
Den Extruder hatte ich schon auf die Fördermenge mit Abmessen eingestellt wie hier schon mal beschrieben. Wie sieht bei euch die erste Lage aus? sind da die einzelnen Bahnen noch erkennbar oder sieht es aus wie aus einem Guß? bei mir sind die Bahnen jetzt zwar ohne Muster aber noch erkennbar. Bilder folgen noch, ich teste noch weiter.
Mir scheint das bei PLA mehr gefördert wurde als bei ABS, kann das sein? Da ich hier auch schon mal gelesen habe das man der Temperaturanzeige nicht unbedingt glauben kann werde ich den Extruder und das Bett mal mit einem Infrarotthermometer messen (erst muß ich das aber wiederfinden) Was haltet Ihr von dem Tip das Filament erst mal für 30 min bei 45 Grad in den Backofen zu legen um es zu trocknen, zieh das wirklich so viel Feuchtigkeit wenn es in der Tüte und im Karton auf seine Einsatz wartet?
Auf jeden Fall ist PLA leichter (haftet besser) zu verarbeiten als ABS, das werde ich erst mal nur noch da benutzen wo es besonders stabil sein soll.
Da ich mir Bowdenextruder zulegen will überlege ich welche Düse besser ist, 0,3mm oder 0,4mm. Klar dauert der Druck mit 0,3mm länger als mit 0,4mm die ich jetzt habe, aber sicher wird der Druck feiner. Was denkt (benutzt) Ihr ?
Noch eine Frage und bitte nicht steinigen: Ich gehe davon aus das die Software die Födermenge der Druckgeschwindigeit anpasst wenn ich die erhöhe oder muß ich dann auch noch die Fördermenge von Hand erhöhen, das mach doch sicher Cura oder????
1-mal bearbeitet. Zuletzt am 01.03.16 18:16.
Velleman 8200. Arduino Mega2560, Ramps v1.4 mit RepRapdiscount Full GraphicDisplay, MK2B, 1,75 mm Direcktextruder (China), Optische Endstops für Min und Max, 2X16A 12V Netzteil, Doppelkühlung mit Luftführung, 2 Z-Achse mit Motor wie andere Seite und demnächst Leveling.
Das Spiel mit den Temperraturen geht aber weiter, ich brauche ja noch "Einkaufchips"
Der Abstand ist eine Papierstärke wo bei dass das Blatt "saugend" durchziehbar ist, irgend wo habe ich auch noch eine Fühlerlehre.... Von diesem Punkt wird die Düse dann um 0,2mm angehoben, da liege ich doch richtig.
Ich habe auch mit dem Vorschub gespielt und siehe da mit 70% statt 100% wie der Standart bei Cura eingestellt ist wird es deutlich besser.
Den Extruder hatte ich schon auf die Fördermenge mit Abmessen eingestellt wie hier schon mal beschrieben. Wie sieht bei euch die erste Lage aus? sind da die einzelnen Bahnen noch erkennbar oder sieht es aus wie aus einem Guß? bei mir sind die Bahnen jetzt zwar ohne Muster aber noch erkennbar. Bilder folgen noch, ich teste noch weiter.
Mir scheint das bei PLA mehr gefördert wurde als bei ABS, kann das sein? Da ich hier auch schon mal gelesen habe das man der Temperaturanzeige nicht unbedingt glauben kann werde ich den Extruder und das Bett mal mit einem Infrarotthermometer messen (erst muß ich das aber wiederfinden) Was haltet Ihr von dem Tip das Filament erst mal für 30 min bei 45 Grad in den Backofen zu legen um es zu trocknen, zieh das wirklich so viel Feuchtigkeit wenn es in der Tüte und im Karton auf seine Einsatz wartet?
Auf jeden Fall ist PLA leichter (haftet besser) zu verarbeiten als ABS, das werde ich erst mal nur noch da benutzen wo es besonders stabil sein soll.
Da ich mir Bowdenextruder zulegen will überlege ich welche Düse besser ist, 0,3mm oder 0,4mm. Klar dauert der Druck mit 0,3mm länger als mit 0,4mm die ich jetzt habe, aber sicher wird der Druck feiner. Was denkt (benutzt) Ihr ?
Noch eine Frage und bitte nicht steinigen: Ich gehe davon aus das die Software die Födermenge der Druckgeschwindigeit anpasst wenn ich die erhöhe oder muß ich dann auch noch die Fördermenge von Hand erhöhen, das mach doch sicher Cura oder????
1-mal bearbeitet. Zuletzt am 01.03.16 18:16.
Velleman 8200. Arduino Mega2560, Ramps v1.4 mit RepRapdiscount Full GraphicDisplay, MK2B, 1,75 mm Direcktextruder (China), Optische Endstops für Min und Max, 2X16A 12V Netzteil, Doppelkühlung mit Luftführung, 2 Z-Achse mit Motor wie andere Seite und demnächst Leveling.
|
Re: Velleman K8200 Erfahrungen/Baubericht 02. March 2016 03:57 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 640 |
Hi Harry,
Vorweg: es gibt keine Standard-Regel für 3D-Druck. Jeder Drucker ist anders und vorallem jede Rolle PLA ist anders! Kann durchaus sein, daß Du eine Top Einstellung für eine Rolle findest... mit der nächsten Rolle des gleichen LIeferanten siehts wieder schlecht aus! Das was Du machst ist genau richtig - Erst die optimale Einstellung finden. Hier ist mal eine Anleitung von mir. Ach ja: unabhängig von der Umgebungstemperatur und Feuchtigkeit - Es gibt richtig besch..... Filament und richtig saugutes Filament - von wem Du das kaufts ist eine Probiersache...da hat jeder seinen Lieferanten "des Herzens" Aber probier ruhig andere Hersteller aus. Die meisten bieten auch Probepackungen an, bei dem Du billig kurze Bahnen 1-2m in verschiedenen Farbe erhälst - nutz das!
Aber probier ruhig andere Hersteller aus. Die meisten bieten auch Probepackungen an, bei dem Du billig kurze Bahnen 1-2m in verschiedenen Farbe erhälst - nutz das!
Zu Deinen Fragen: Die Temperatur ist absolut wichtig! Ein paar Grad machen hier den Unterschied aus. Der Grund dafür ist, daß alle anderen Einstellungen sich an die Viskosität des geschmolzenen Filaments richten (Je höher die Viskosität des zähflüßiger). Diese ist aber abhängig von der Temperatur aber auch vom Zustand des Filaments. Vom "Ofentrocknen" halte ich persönlich nicht viel, da Du dann jedes mal vorher "trocknen" darfst. Schließlich sind dann Deine Einstellungen am trockenen Filament gemacht worden. Lieber stellst Du Deine Parameter anhand des, Deiner Umgebung gelagerten, Filaments ein. Die Angaben des NTC stimmen tatsächlich nicht immer überein. Das hängt davon ab wie gut das Ding eingebaut ist und wie "gut" die Leitungen sind. Am Ende wird der angezeigte Wert im Controller durch einen Analog-Digital-Wandler ermittelt. Nachmessen ist auf jeden Fall vorteilhaft. Je nachdem wie stark der Lüfter ist, hat man hier auch Probleme - Der Kopf sollte so gut es geht aus dem Luftstrom herausgehalten werden!
PLA hat seine optimale "Drucktemperatur" bei ca. 195 +/- 2%. Das beheizte Druckbett ermöglicht dem Filament eine bessere Haftung des ersten Layers. Man kann es aber auch gut ohne beheiztem Druckbett drucken wenn das Problem mit dem Ablösen gelöst ist. D.h. wenn die Betttemperatur zu hoch ist, sind die unteren Layer zu flüssig -> Formstabilität leidet + Kühlung reicht nicht aus -> Die unteren Layer "hauen" vor dem nächstkommenden Layer ab. Fazit: Drucke möglichst mit der minimalsten Temperatur, bei welcher Deine Ergebnisse zufriedenstellend sind.
Deine Layer sind auch abhängig von der Präzision des Extruders. Die Förderwelle (Förderschraube) muß hier im 1/10 Bereich vor und zurück ziehen. Die Riffelung an der Welle ist entscheident. Ist sie zu glatt, rutscht das Filament durch und aus ist es mit der 1/10 Genauigkeit. Sie darf allerdings das Filament nicht zu sehr beschädigen, weil dann die Durchflussmengen wieder variiren. Ich persönlich fahre seit Jahren mit einer selbstgerändelten Welle am besten. Mit einem Bowden wirst Du Dir in diesem Thema eher nur noch mehr Schwierigkeiten einhandeln. Wenns um Präzision geht ist ein Direktextruder die bessere Wahl! Mit einem 0.3er Filament fährst Du da auch definitiv besser als mit 0.5er. Der Grund ist auch klar, man kann die Fördermenge besser dosieren wenn bei einer Umdrehung des Extrudermotors nur die Hälfte rauskommt als beim dickeren Filament.
Ja, die Software berechnet die Fördermengen anhand der Geschwinidgkeit - JEDOCH NICHT bei erhöhter/niedriger Viskosität und das ist ein echtes Manko der Software aber auch absolut nicht generell berechenbar!
-> Einfaches Denkspiel: Geschwindigkeit erhöht - mehr Filamentdurchsatz - da aber Schmelzvorgang zeitabhängig ist kommt Filament kühler aus der Düse als sonst -> Viskosität ist höher (zähflüssiger)-> Mehr Tempo = vermidertes Filament je gefahrenen mm . Das Ganze ist bei langsamen Tempo umkehrbar. Hier ist natürlich zu erwähnen, daß die Fördermenge im Ganzen wiederum passt, jedoch ist ein Layer nie eine gleichmäßige Bahn. Das angestaute Filament drückts dann an den Kehrstellen des Drucks, da wo der Kopf langsamer wird (Ecken) nach und somit verteilt sich das Filament ungleichmäßig! Also immer bedenken, Schmelzen ist ein zeitkritischer Vorgang und der Rest der Technik muß das berücksichtigen!
. Das Ganze ist bei langsamen Tempo umkehrbar. Hier ist natürlich zu erwähnen, daß die Fördermenge im Ganzen wiederum passt, jedoch ist ein Layer nie eine gleichmäßige Bahn. Das angestaute Filament drückts dann an den Kehrstellen des Drucks, da wo der Kopf langsamer wird (Ecken) nach und somit verteilt sich das Filament ungleichmäßig! Also immer bedenken, Schmelzen ist ein zeitkritischer Vorgang und der Rest der Technik muß das berücksichtigen!
Ich mache es mittlerweilen so, daß ich bei kritischen Stellen manuell das Tempo deutlich herunter nehme (bis 50%), zugleich die Temperatur um bis zu 5° reduziere und die Fördermenge anpasse. Umgekehrt stelle ich bei größen Innenflächen, Tempo 180%, Temp. +5° und Fördermenge 100%. Hier kann man sich "spielen" und für seinen Drucker wertvolle Erfahrungswerte sammeln.
Du kannst in der Software die Einstellung der ersten Layer unabhängig der normalen Layer bestimmen. Da ist auf jeden Fall was zu machen um Dein Ergebnisse zu verbessern. Voraussetzung ist natürlich, daß das Bett 100% gelevelt ist, der Z-Stop absolut präzise funktioniert und der Kopf absolut orthogonal zu Bett steht!
Also Happy-Printing und viel Erfolg!
Grus Don
Vorweg: es gibt keine Standard-Regel für 3D-Druck. Jeder Drucker ist anders und vorallem jede Rolle PLA ist anders! Kann durchaus sein, daß Du eine Top Einstellung für eine Rolle findest... mit der nächsten Rolle des gleichen LIeferanten siehts wieder schlecht aus! Das was Du machst ist genau richtig - Erst die optimale Einstellung finden. Hier ist mal eine Anleitung von mir. Ach ja: unabhängig von der Umgebungstemperatur und Feuchtigkeit - Es gibt richtig besch..... Filament und richtig saugutes Filament - von wem Du das kaufts ist eine Probiersache...da hat jeder seinen Lieferanten "des Herzens"
Aber probier ruhig andere Hersteller aus. Die meisten bieten auch Probepackungen an, bei dem Du billig kurze Bahnen 1-2m in verschiedenen Farbe erhälst - nutz das!Zu Deinen Fragen: Die Temperatur ist absolut wichtig! Ein paar Grad machen hier den Unterschied aus. Der Grund dafür ist, daß alle anderen Einstellungen sich an die Viskosität des geschmolzenen Filaments richten (Je höher die Viskosität des zähflüßiger). Diese ist aber abhängig von der Temperatur aber auch vom Zustand des Filaments. Vom "Ofentrocknen" halte ich persönlich nicht viel, da Du dann jedes mal vorher "trocknen" darfst. Schließlich sind dann Deine Einstellungen am trockenen Filament gemacht worden. Lieber stellst Du Deine Parameter anhand des, Deiner Umgebung gelagerten, Filaments ein. Die Angaben des NTC stimmen tatsächlich nicht immer überein. Das hängt davon ab wie gut das Ding eingebaut ist und wie "gut" die Leitungen sind. Am Ende wird der angezeigte Wert im Controller durch einen Analog-Digital-Wandler ermittelt. Nachmessen ist auf jeden Fall vorteilhaft. Je nachdem wie stark der Lüfter ist, hat man hier auch Probleme - Der Kopf sollte so gut es geht aus dem Luftstrom herausgehalten werden!
PLA hat seine optimale "Drucktemperatur" bei ca. 195 +/- 2%. Das beheizte Druckbett ermöglicht dem Filament eine bessere Haftung des ersten Layers. Man kann es aber auch gut ohne beheiztem Druckbett drucken wenn das Problem mit dem Ablösen gelöst ist. D.h. wenn die Betttemperatur zu hoch ist, sind die unteren Layer zu flüssig -> Formstabilität leidet + Kühlung reicht nicht aus -> Die unteren Layer "hauen" vor dem nächstkommenden Layer ab. Fazit: Drucke möglichst mit der minimalsten Temperatur, bei welcher Deine Ergebnisse zufriedenstellend sind.
Deine Layer sind auch abhängig von der Präzision des Extruders. Die Förderwelle (Förderschraube) muß hier im 1/10 Bereich vor und zurück ziehen. Die Riffelung an der Welle ist entscheident. Ist sie zu glatt, rutscht das Filament durch und aus ist es mit der 1/10 Genauigkeit. Sie darf allerdings das Filament nicht zu sehr beschädigen, weil dann die Durchflussmengen wieder variiren. Ich persönlich fahre seit Jahren mit einer selbstgerändelten Welle am besten. Mit einem Bowden wirst Du Dir in diesem Thema eher nur noch mehr Schwierigkeiten einhandeln. Wenns um Präzision geht ist ein Direktextruder die bessere Wahl! Mit einem 0.3er Filament fährst Du da auch definitiv besser als mit 0.5er. Der Grund ist auch klar, man kann die Fördermenge besser dosieren wenn bei einer Umdrehung des Extrudermotors nur die Hälfte rauskommt als beim dickeren Filament.
Ja, die Software berechnet die Fördermengen anhand der Geschwinidgkeit - JEDOCH NICHT bei erhöhter/niedriger Viskosität und das ist ein echtes Manko der Software aber auch absolut nicht generell berechenbar!
-> Einfaches Denkspiel: Geschwindigkeit erhöht - mehr Filamentdurchsatz - da aber Schmelzvorgang zeitabhängig ist kommt Filament kühler aus der Düse als sonst -> Viskosität ist höher (zähflüssiger)-> Mehr Tempo = vermidertes Filament je gefahrenen mm
. Das Ganze ist bei langsamen Tempo umkehrbar. Hier ist natürlich zu erwähnen, daß die Fördermenge im Ganzen wiederum passt, jedoch ist ein Layer nie eine gleichmäßige Bahn. Das angestaute Filament drückts dann an den Kehrstellen des Drucks, da wo der Kopf langsamer wird (Ecken) nach und somit verteilt sich das Filament ungleichmäßig! Also immer bedenken, Schmelzen ist ein zeitkritischer Vorgang und der Rest der Technik muß das berücksichtigen!Ich mache es mittlerweilen so, daß ich bei kritischen Stellen manuell das Tempo deutlich herunter nehme (bis 50%), zugleich die Temperatur um bis zu 5° reduziere und die Fördermenge anpasse. Umgekehrt stelle ich bei größen Innenflächen, Tempo 180%, Temp. +5° und Fördermenge 100%. Hier kann man sich "spielen" und für seinen Drucker wertvolle Erfahrungswerte sammeln.
Du kannst in der Software die Einstellung der ersten Layer unabhängig der normalen Layer bestimmen. Da ist auf jeden Fall was zu machen um Dein Ergebnisse zu verbessern. Voraussetzung ist natürlich, daß das Bett 100% gelevelt ist, der Z-Stop absolut präzise funktioniert und der Kopf absolut orthogonal zu Bett steht!
Also Happy-Printing und viel Erfolg!
Grus Don
|
Re: Velleman K8200 Erfahrungen/Baubericht 02. March 2016 05:00 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 504 |
Hallo Harry,
mein erster Layer ist 0,30mm dick; dann drucke ich mit 0,25mm weiter. Düse = 0,5mm. Im Slicer kannst Du diverse Einstellungen treffen.
Auch Dicke, Temperatur und Geschwindkigkeit für den ersten Layer und die restlichen Layer.
Bzgl. den Bahnen: Die Bahnen sieht man bei mir auch etwas, aber die Oberfläche wird gut und glatt geschlossen. (Ist auch Düsensache; deshalb habe ich ja an meiner Düsenform etwas gebastelt).
Donboy hat das ja vornedran alles sehr gut ausgeführt.
Das Trocken im Backofen würde ich auch absolut bleiben lassen.
Ich benutze kein Cura sonder den Sli3r. Das ist aber jedem Seins.
Das mit dem Einstellen des Düseabstands ist, wie Du geschrieben hast.
Ich stelle z. B. den Abstand auf 0,15 - 0,20mm ein und drucke den ersten Layer mit 0,3mm.
Für mich die optimale Lösung bei allen weiteren Layern mit 0,25mm.
Was für Dich am Besten passt muss Du entsprechend selbst rausfinden.
Wenn PLA mehr gefördert wird als ABS musst Du mal in den Einstellungen/dem Profil für das Material schauen.
Auch der Multiplier kann da unterschiedlich gesetzt sein. Wie das beim Cura heißt (Flussregelung?) weiss ich aber leider nicht.
Bzgl. Extruder kann ich auch nur sagen, dass der Direct-Extruder praktikabler ist.
Hatte für meinen Eigenbau einen MK7 im Auge und festgestellt, dass das 3,0mm Filament kaum durch den Schlauch geht und nach ca. 15-20cm überhaupt nicht mehr zu bewegen ist.
Ich hatte mir hier die Gleiteigenschaft des Schlauches etwas besser vorgestellt. Soll angeblich PTFE sein, sieht aber eher wie ein milchiges PE aus.
Also bleibe ich auch mal bei meinem Eigenbau bei einem alten K8200-Extruder (=Wade kompatibel). Als Förderschraube setze ich hier die Standard-Schraube ein und ziehe von Zeit
zu Zeit die Rillen etwas nach. Habe aber festgestellt, dass ich wesentlich weniger nachschärfen muss, wenn ich die Schraube nach ca. 1 Rolle mit Alkohol abreibe beißt das Teil meist
wieder recht gut.
Wie schon vorher erwähnt kannst Du den Abstand des Kopfes während dem Druck vorsichtig verstellen, wenn du an der Kupplung drehst. Dann siehst Du gleich eine Veränderung im Druck.
Viel Erfolg
Oli
3DRag alias Velleman K8200, 80mm Objektlüfter, Extruder mit GT2-Riemenantrieb, E3D-Hotend mit 40mm Lüfter,
Z-Links: 1 x Kugelumlaufspindel 12x4, Z-Rechts: 2. Kugelbüchse, X/Y-Umbau auf GT2-Riemen, 24V/120W Netzteil
für Bett via Relais-Schaltung, vom Board gesteuerter Hotend- und Logiklüfter via MosFET-Schaltung.
Weitere/detailliertere Infos zu Umbauten/Eigenkonstruktionen an/von meinem/meinen 3D-Drucker(n) findet Ihr unter:
[www.oliver-schlenker.dyndns.org]
mein erster Layer ist 0,30mm dick; dann drucke ich mit 0,25mm weiter. Düse = 0,5mm. Im Slicer kannst Du diverse Einstellungen treffen.
Auch Dicke, Temperatur und Geschwindkigkeit für den ersten Layer und die restlichen Layer.
Bzgl. den Bahnen: Die Bahnen sieht man bei mir auch etwas, aber die Oberfläche wird gut und glatt geschlossen. (Ist auch Düsensache; deshalb habe ich ja an meiner Düsenform etwas gebastelt).
Donboy hat das ja vornedran alles sehr gut ausgeführt.
Das Trocken im Backofen würde ich auch absolut bleiben lassen.
Ich benutze kein Cura sonder den Sli3r. Das ist aber jedem Seins.
Das mit dem Einstellen des Düseabstands ist, wie Du geschrieben hast.
Ich stelle z. B. den Abstand auf 0,15 - 0,20mm ein und drucke den ersten Layer mit 0,3mm.
Für mich die optimale Lösung bei allen weiteren Layern mit 0,25mm.
Was für Dich am Besten passt muss Du entsprechend selbst rausfinden.
Wenn PLA mehr gefördert wird als ABS musst Du mal in den Einstellungen/dem Profil für das Material schauen.
Auch der Multiplier kann da unterschiedlich gesetzt sein. Wie das beim Cura heißt (Flussregelung?) weiss ich aber leider nicht.
Bzgl. Extruder kann ich auch nur sagen, dass der Direct-Extruder praktikabler ist.
Hatte für meinen Eigenbau einen MK7 im Auge und festgestellt, dass das 3,0mm Filament kaum durch den Schlauch geht und nach ca. 15-20cm überhaupt nicht mehr zu bewegen ist.
Ich hatte mir hier die Gleiteigenschaft des Schlauches etwas besser vorgestellt. Soll angeblich PTFE sein, sieht aber eher wie ein milchiges PE aus.
Also bleibe ich auch mal bei meinem Eigenbau bei einem alten K8200-Extruder (=Wade kompatibel). Als Förderschraube setze ich hier die Standard-Schraube ein und ziehe von Zeit
zu Zeit die Rillen etwas nach. Habe aber festgestellt, dass ich wesentlich weniger nachschärfen muss, wenn ich die Schraube nach ca. 1 Rolle mit Alkohol abreibe beißt das Teil meist
wieder recht gut.
Wie schon vorher erwähnt kannst Du den Abstand des Kopfes während dem Druck vorsichtig verstellen, wenn du an der Kupplung drehst. Dann siehst Du gleich eine Veränderung im Druck.
Viel Erfolg
Oli
3DRag alias Velleman K8200, 80mm Objektlüfter, Extruder mit GT2-Riemenantrieb, E3D-Hotend mit 40mm Lüfter,
Z-Links: 1 x Kugelumlaufspindel 12x4, Z-Rechts: 2. Kugelbüchse, X/Y-Umbau auf GT2-Riemen, 24V/120W Netzteil
für Bett via Relais-Schaltung, vom Board gesteuerter Hotend- und Logiklüfter via MosFET-Schaltung.
Weitere/detailliertere Infos zu Umbauten/Eigenkonstruktionen an/von meinem/meinen 3D-Drucker(n) findet Ihr unter:
[www.oliver-schlenker.dyndns.org]
|
Re: Velleman K8200 Erfahrungen/Baubericht 02. March 2016 11:51 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 146 |
Na da habe ich ordentlich viel Denkanstöße bekommen. Das 3D-Drucken ist ja fast eine Wissenschaft.
Mit dem jetzigen Filament habe ich ja schon gespielt und lass das jetzt erst mal bei 50 / 210 Grad und 70% Menge weil nicht mehr die Menge auf der Rolle ist.
Für das Neue, das unterwegs ist, werde ich dann mal die entsprechenden Testreihen fahren. Ich habe verschiedene Farben bestellt die recht günstig waren, mal sehen ob es was taugt.
Ich denke jede Farbe braucht dann sicher ihre eigenen Werte wie ich hier erfahren habe.
Welcher Hersteller hat denn Muster und wie weit ist dann die Qualität die geliefert wird die Gleiche wie beim Muster? Bei wem sollte man besser nicht kaufen weil das PLA nicht viel taugt. Da ich Feuerwerke mache habe ich schon erlebt das die Handelsware nicht so schön war wie die gezeigten Muster.
Im Moment habe ich eine 0,4mm Düse und statt einer Schraube ein Zahnrad zum Fördern. Ich werde erst mal noch nicht auf Bowden umbauen. Ich hatte mir gedacht mit Bowden ist nicht so viel Gewicht auf der Z-Achse und die zwei Druckköpfe sind dann enger zusammen als bei zwei Direcktextrudern. Da ich aber die Z-Achse umgebaut habe ist da kein Spiel mehr drinn.
Es ist schön das es hier so viele Tips und Hilfe für einen relativen Anfänger gibt. Ich hatte auch den Sli3r am Anfang im Einsatzt und werde mal mit Beiden die gleichen Teile drucken mal sehen ob es da Unterschiede gibt.
Was mir aufgefallen ist das Sli3r länger für den Druck angibt als Cura, darum habe ich mal gewechselt und weil da die Einstellung in Deutsch ist was mir mehr liegt als Englisch.
Wenn das neue Filament da ist gibt´s Ergebnisse.
2-mal bearbeitet. Zuletzt am 02.03.16 11:54.
Velleman 8200. Arduino Mega2560, Ramps v1.4 mit RepRapdiscount Full GraphicDisplay, MK2B, 1,75 mm Direcktextruder (China), Optische Endstops für Min und Max, 2X16A 12V Netzteil, Doppelkühlung mit Luftführung, 2 Z-Achse mit Motor wie andere Seite und demnächst Leveling.
Mit dem jetzigen Filament habe ich ja schon gespielt und lass das jetzt erst mal bei 50 / 210 Grad und 70% Menge weil nicht mehr die Menge auf der Rolle ist.
Für das Neue, das unterwegs ist, werde ich dann mal die entsprechenden Testreihen fahren. Ich habe verschiedene Farben bestellt die recht günstig waren, mal sehen ob es was taugt.
Ich denke jede Farbe braucht dann sicher ihre eigenen Werte wie ich hier erfahren habe.
Welcher Hersteller hat denn Muster und wie weit ist dann die Qualität die geliefert wird die Gleiche wie beim Muster? Bei wem sollte man besser nicht kaufen weil das PLA nicht viel taugt. Da ich Feuerwerke mache habe ich schon erlebt das die Handelsware nicht so schön war wie die gezeigten Muster.
Im Moment habe ich eine 0,4mm Düse und statt einer Schraube ein Zahnrad zum Fördern. Ich werde erst mal noch nicht auf Bowden umbauen. Ich hatte mir gedacht mit Bowden ist nicht so viel Gewicht auf der Z-Achse und die zwei Druckköpfe sind dann enger zusammen als bei zwei Direcktextrudern. Da ich aber die Z-Achse umgebaut habe ist da kein Spiel mehr drinn.
Es ist schön das es hier so viele Tips und Hilfe für einen relativen Anfänger gibt. Ich hatte auch den Sli3r am Anfang im Einsatzt und werde mal mit Beiden die gleichen Teile drucken mal sehen ob es da Unterschiede gibt.
Was mir aufgefallen ist das Sli3r länger für den Druck angibt als Cura, darum habe ich mal gewechselt und weil da die Einstellung in Deutsch ist was mir mehr liegt als Englisch.
Wenn das neue Filament da ist gibt´s Ergebnisse.
2-mal bearbeitet. Zuletzt am 02.03.16 11:54.
Velleman 8200. Arduino Mega2560, Ramps v1.4 mit RepRapdiscount Full GraphicDisplay, MK2B, 1,75 mm Direcktextruder (China), Optische Endstops für Min und Max, 2X16A 12V Netzteil, Doppelkühlung mit Luftführung, 2 Z-Achse mit Motor wie andere Seite und demnächst Leveling.
|
Re: Velleman K8200 Erfahrungen/Baubericht 02. March 2016 12:16 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 504 |
@Harry:
Ich bin ein Fan vom Filament von Membino (www.membino.de). Hier nutze ich das Standard-PLA (das Business-Material ist mir zu teuer!).
Bei allen Farben nutze ich 50°/210° (ausser bei weiss; da reduziere ich das Hotend auf 200°, da es sonst etwas braunes Material an der Düse gibt, welches dann ab und
zu in das Objekt fällt und dort als brauner Einschluss zu sehen ist).
Die Leute dort stellen auch gerne Muster bereit. Beste Grüße von mir an H. Sahin.
Ich möchte hier keine Werbung machen, kann aber nur sagen dass ich mit dem Filament sehr zufrieden bin und seit ca. 3 Jahren bei gleichbleibender Qualität einsetze.
Auch vom Preis-/Leistungsverhältnis bin ich da absolut zufrieden.
Auf dem K8200-Wiki gibt's ja auch eine Liste mit Eigenschaften verschiedener Filamente von verschiedenen Herstellern.
[k8200-wiki.de]
Gruß
Oliver
3DRag alias Velleman K8200, 80mm Objektlüfter, Extruder mit GT2-Riemenantrieb, E3D-Hotend mit 40mm Lüfter,
Z-Links: 1 x Kugelumlaufspindel 12x4, Z-Rechts: 2. Kugelbüchse, X/Y-Umbau auf GT2-Riemen, 24V/120W Netzteil
für Bett via Relais-Schaltung, vom Board gesteuerter Hotend- und Logiklüfter via MosFET-Schaltung.
Weitere/detailliertere Infos zu Umbauten/Eigenkonstruktionen an/von meinem/meinen 3D-Drucker(n) findet Ihr unter:
[www.oliver-schlenker.dyndns.org]
Ich bin ein Fan vom Filament von Membino (www.membino.de). Hier nutze ich das Standard-PLA (das Business-Material ist mir zu teuer!).
Bei allen Farben nutze ich 50°/210° (ausser bei weiss; da reduziere ich das Hotend auf 200°, da es sonst etwas braunes Material an der Düse gibt, welches dann ab und
zu in das Objekt fällt und dort als brauner Einschluss zu sehen ist).
Die Leute dort stellen auch gerne Muster bereit. Beste Grüße von mir an H. Sahin.
Ich möchte hier keine Werbung machen, kann aber nur sagen dass ich mit dem Filament sehr zufrieden bin und seit ca. 3 Jahren bei gleichbleibender Qualität einsetze.
Auch vom Preis-/Leistungsverhältnis bin ich da absolut zufrieden.
Auf dem K8200-Wiki gibt's ja auch eine Liste mit Eigenschaften verschiedener Filamente von verschiedenen Herstellern.
[k8200-wiki.de]
Gruß
Oliver
3DRag alias Velleman K8200, 80mm Objektlüfter, Extruder mit GT2-Riemenantrieb, E3D-Hotend mit 40mm Lüfter,
Z-Links: 1 x Kugelumlaufspindel 12x4, Z-Rechts: 2. Kugelbüchse, X/Y-Umbau auf GT2-Riemen, 24V/120W Netzteil
für Bett via Relais-Schaltung, vom Board gesteuerter Hotend- und Logiklüfter via MosFET-Schaltung.
Weitere/detailliertere Infos zu Umbauten/Eigenkonstruktionen an/von meinem/meinen 3D-Drucker(n) findet Ihr unter:
[www.oliver-schlenker.dyndns.org]
|
Re: Velleman K8200 Erfahrungen/Baubericht 02. March 2016 12:27 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 146 |
Hallo Donboy, wo gibst das Fröschen und die Pyramide?
Velleman 8200. Arduino Mega2560, Ramps v1.4 mit RepRapdiscount Full GraphicDisplay, MK2B, 1,75 mm Direcktextruder (China), Optische Endstops für Min und Max, 2X16A 12V Netzteil, Doppelkühlung mit Luftführung, 2 Z-Achse mit Motor wie andere Seite und demnächst Leveling.
Velleman 8200. Arduino Mega2560, Ramps v1.4 mit RepRapdiscount Full GraphicDisplay, MK2B, 1,75 mm Direcktextruder (China), Optische Endstops für Min und Max, 2X16A 12V Netzteil, Doppelkühlung mit Luftführung, 2 Z-Achse mit Motor wie andere Seite und demnächst Leveling.
|
Re: Velleman K8200 Erfahrungen/Baubericht 03. March 2016 03:02 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 640 |


|
Re: Velleman K8200 Erfahrungen/Baubericht 03. March 2016 04:12 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 13 |
|
Re: Velleman K8200 Erfahrungen/Baubericht 04. March 2016 12:03 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 146 |
Hallo Consulitas, da geht es wirklich wissenschaftlich zu. Mal schön so eine Seite zu sehen und wie es die Profis machen bzw. was die haben. Laser und Co. ist ja spitze, ich möchte nicht wissen was so eine Anlage kostet... Mein neues Filament ist auch da, nur war es so zugeklebt das genau bei dem Hersteller das Klebeband war und so nur "Kaiser..ch Filament erkenbar war. Kennt einer den Hersteller? Lieferant ist holieurope.de aus Berlin, richtig günstig 11.99 das kg. Mal sehen was es taugt oder ob es mist ist. Dann geht der Rest zurück. Getestet wird morgen
Velleman 8200. Arduino Mega2560, Ramps v1.4 mit RepRapdiscount Full GraphicDisplay, MK2B, 1,75 mm Direcktextruder (China), Optische Endstops für Min und Max, 2X16A 12V Netzteil, Doppelkühlung mit Luftführung, 2 Z-Achse mit Motor wie andere Seite und demnächst Leveling.
Velleman 8200. Arduino Mega2560, Ramps v1.4 mit RepRapdiscount Full GraphicDisplay, MK2B, 1,75 mm Direcktextruder (China), Optische Endstops für Min und Max, 2X16A 12V Netzteil, Doppelkühlung mit Luftführung, 2 Z-Achse mit Motor wie andere Seite und demnächst Leveling.
|
Re: Velleman K8200 Erfahrungen/Baubericht 05. March 2016 01:58 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 8 |
Quote
samurai1967
Das Trocken im Backofen würde ich auch absolut bleiben lassen.
Ich arbeite seit etwas mehr als 28 Jahren im Bereich Kunststoffverarbeitung, und kann sicher sagen, dass das Trocknen von länger gelagertem Kunststoff mittels Ofen durchaus üblich ist.
Nur sollte man dies auf keinen Fall zu warm machen. 50°C sollten genügen, über 60°C sollte man bei ABS und PLA nicht gehen.
1-mal bearbeitet. Zuletzt am 05.03.16 01:59.
|
Re: Velleman K8200 Erfahrungen/Baubericht 05. March 2016 03:51 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 504 |
Hallo Hapelo,
mir ist das Trocknen von Kunststoff ebenfalls nicht unbekannt.
(Z. B. wird beim Spritzgiessen das Kunststoffgranulat vorher getrocknet, bevor es in die Maschine kommt. Ansonsten können sich hier Dampfblasen beim Abschuss bilden).
Trotzdem würde ich das Material nicht unbedingt in den Backofen legen. Sind 50° im Backofen exakt 50°?
Kommt es zu Verformungen bzw. bleibt das Material rund? Förderung?
Gehen Spannungen raus oder rein? Wird das Material brüchig oder bekommt Mikrorisse?
Vorher würde ich das Material mit 1-2 Beuteln Silicia-Gel in einen Vakuumbeutel legen und dort die Luft evakuieren.
Dann sollte das Material ohne Stress gut trocken werden.
Harry hatte ja gefragt, was die Gemeinde davon hält das Material im (Back)ofen zu trocknen; und ich persönlich würde es halt nicht unbedingt machen.
Da man die Rezepturen der einzelnen Hersteller nicht kennt und weiss was für Additive noch drin sind, ist das Ergebnis nicht unbedingt vorhersehbar
und gleichmäßig reproduzierbar. Ev. kann man ja mal einen Abschnitt in den Backofen legen und schauen, ob es sich hinterher anders verhält.
Ich hebe auch die Silicia-Gel-Beutelchen auf. Falls die zuviel Feuchtigkeit aufgenommen haben, verändert sich da meist die Farbe in bläulich.
Die kann man im Backofen dann gerne wieder konditionieren. Aber Feuchtigkeit würde ich persönlich dem Material lieber schonend entziehen.
Generell ist das neue Material nach dem Kauf, welches ich im Einsatz habe, vakumiert und hat so einen Beutel in der Spule liegen.
D. h. die Lagerung ist da meines Erachtens erstmal kein Problem.
Offenes Material habe ich schon ca. 1/4 Jahr später benutzt ohne vorher ev. Feuchtigkeit enzogen zu haben und hatte keine Probleme damit.
An Reststücken, die ich noch aufgehoben habe, habe ich schon festgestellt dass das letzte Stück, dass im Extruder Wärme ausgesetzt war
recht brüchig war im Vergleich zum restlichen Material. Auch der Bereich der nicht im Messingteil war, sondern nur im Teflonkörper.
Dort werden es wohl auch so um die 50°C sein. Deshalb zwicke ich den Teil von einem Reststück immer großzügig weg.
Ich hatte da mal transparentes blaues Material, da war das ganz extrem.
Aber Wasseaufnahme bei Kunststoffen ist wohl immer mehr oder weniger ein Problem.
Vom Geschäft aus habe ich das schon krass bei z. B. PA erlebt.
Nix für ungut. Natürlich darf hier jeder probieren, was er will. War nur meine Meinung zum Thema.
Gruß
Oli
3DRag alias Velleman K8200, 80mm Objektlüfter, Extruder mit GT2-Riemenantrieb, E3D-Hotend mit 40mm Lüfter,
Z-Links: 1 x Kugelumlaufspindel 12x4, Z-Rechts: 2. Kugelbüchse, X/Y-Umbau auf GT2-Riemen, 24V/120W Netzteil
für Bett via Relais-Schaltung, vom Board gesteuerter Hotend- und Logiklüfter via MosFET-Schaltung.
Weitere/detailliertere Infos zu Umbauten/Eigenkonstruktionen an/von meinem/meinen 3D-Drucker(n) findet Ihr unter:
[www.oliver-schlenker.dyndns.org]
mir ist das Trocknen von Kunststoff ebenfalls nicht unbekannt.
(Z. B. wird beim Spritzgiessen das Kunststoffgranulat vorher getrocknet, bevor es in die Maschine kommt. Ansonsten können sich hier Dampfblasen beim Abschuss bilden).
Trotzdem würde ich das Material nicht unbedingt in den Backofen legen. Sind 50° im Backofen exakt 50°?
Kommt es zu Verformungen bzw. bleibt das Material rund? Förderung?
Gehen Spannungen raus oder rein? Wird das Material brüchig oder bekommt Mikrorisse?
Vorher würde ich das Material mit 1-2 Beuteln Silicia-Gel in einen Vakuumbeutel legen und dort die Luft evakuieren.
Dann sollte das Material ohne Stress gut trocken werden.
Harry hatte ja gefragt, was die Gemeinde davon hält das Material im (Back)ofen zu trocknen; und ich persönlich würde es halt nicht unbedingt machen.
Da man die Rezepturen der einzelnen Hersteller nicht kennt und weiss was für Additive noch drin sind, ist das Ergebnis nicht unbedingt vorhersehbar
und gleichmäßig reproduzierbar. Ev. kann man ja mal einen Abschnitt in den Backofen legen und schauen, ob es sich hinterher anders verhält.
Ich hebe auch die Silicia-Gel-Beutelchen auf. Falls die zuviel Feuchtigkeit aufgenommen haben, verändert sich da meist die Farbe in bläulich.
Die kann man im Backofen dann gerne wieder konditionieren. Aber Feuchtigkeit würde ich persönlich dem Material lieber schonend entziehen.
Generell ist das neue Material nach dem Kauf, welches ich im Einsatz habe, vakumiert und hat so einen Beutel in der Spule liegen.
D. h. die Lagerung ist da meines Erachtens erstmal kein Problem.
Offenes Material habe ich schon ca. 1/4 Jahr später benutzt ohne vorher ev. Feuchtigkeit enzogen zu haben und hatte keine Probleme damit.
An Reststücken, die ich noch aufgehoben habe, habe ich schon festgestellt dass das letzte Stück, dass im Extruder Wärme ausgesetzt war
recht brüchig war im Vergleich zum restlichen Material. Auch der Bereich der nicht im Messingteil war, sondern nur im Teflonkörper.
Dort werden es wohl auch so um die 50°C sein. Deshalb zwicke ich den Teil von einem Reststück immer großzügig weg.
Ich hatte da mal transparentes blaues Material, da war das ganz extrem.
Aber Wasseaufnahme bei Kunststoffen ist wohl immer mehr oder weniger ein Problem.
Vom Geschäft aus habe ich das schon krass bei z. B. PA erlebt.
Nix für ungut. Natürlich darf hier jeder probieren, was er will. War nur meine Meinung zum Thema.
Gruß
Oli
3DRag alias Velleman K8200, 80mm Objektlüfter, Extruder mit GT2-Riemenantrieb, E3D-Hotend mit 40mm Lüfter,
Z-Links: 1 x Kugelumlaufspindel 12x4, Z-Rechts: 2. Kugelbüchse, X/Y-Umbau auf GT2-Riemen, 24V/120W Netzteil
für Bett via Relais-Schaltung, vom Board gesteuerter Hotend- und Logiklüfter via MosFET-Schaltung.
Weitere/detailliertere Infos zu Umbauten/Eigenkonstruktionen an/von meinem/meinen 3D-Drucker(n) findet Ihr unter:
[www.oliver-schlenker.dyndns.org]
Quote
samurai1967
Sind 50° im Backofen exakt 50°?
Leider nicht. Das muss man schon mit einem ordentlichen Thermometer kontrollieren.
Quote
Kommt es zu Verformungen bzw. bleibt das Material rund? Förderung?
Gehen Spannungen raus oder rein? Wird das Material brüchig oder bekommt Mikrorisse?
Ich habe bisher nur das originale, schwarze PLA von Vellemann in den Ofen legen müssen, da nach etwas über der Hälfte der Strang ständig gebrochen ist.
Nach der Behandlung war es wieder geschmeidig und liess sich fast bis zum letzten Meter verarbeiten. Nachteile konnte ich keine feststellen.
Quote
Vorher würde ich das Material mit 1-2 Beuteln Silicia-Gel in einen Vakuumbeutel legen und dort die Luft evakuieren.
Ist eine gute Idee. Aber die Feuchtigkeit muss dem Material auch entweichen können, daher ist wohl ein Wärmeeintrag nötig.
Quote
Aber Wasseaufnahme bei Kunststoffen ist wohl immer mehr oder weniger ein Problem.
Vom Geschäft aus habe ich das schon krass bei z. B. PA erlebt.
Ist nicht bei allen Kunststoffen so, aber PA und auch ABS sind stark hygroskopisch. Die ziehen das Wasser an wie Sch.... die Fliegen.
|
Re: Reh 05. March 2016 05:09 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 504 |
Quote
Vorher würde ich das Material mit 1-2 Beuteln Silicia-Gel in einen Vakuumbeutel legen und dort die Luft evakuieren.
Quote
Ist eine gute Idee. Aber die Feuchtigkeit muss dem Material auch entweichen können, daher ist wohl ein Wärmeeintrag nötig.
Ich gehe mal davon aus, dass die Beutelchen deutlich besser Wasser anziehen/aufnehmen als das PLA-Material.
Das ist so heftig, dass wenn man einen Tropfen Wasser auf ein wirklich ausgetrocknetes Kügelchen gibt das Kügelchen sogar zerrissen
wird, durch die schnelle Wasseraufnahme. Die Dinger werden ja auch gerne immer wieder Elektrogeräten beigelegt um ev. Feuchtigkeit
aufzunehmen. Ist natürlich die Frage, ob das PLA bei Zimmertemperatur die Feuchtigkeit überhaupt wieder "hergibt" und der Beutel überhaupt
die Möglichkeit hat die Feuchtigkeit zu binden. Ich denke da auch an Wohnraumentfeuchter, die mit normaler Zimmertemperatur arbeiten und keine Wärme
zugeführt wird. Wenn aber die Feuchtigkeit im Beutel ist, ist sie erstmal gebunden. Das funktioniert auch unter Luftabschluss/Vakuum.
Ich habe auch schon 2 Materialspulenanbrüche in normale Gefrierbeutel mit einem Beutelchen Silica-Gel gepackt und mit einem Tesa-Pack-Klebeband
verschlossen. Also ohne Vakuum zu ziehen. Auch nach ca. 1 Jahr war das Material absolut einwandfrei zu verarbeiten.
(Das war fluoreszierendes Material; braucht ja nicht immer alles im Dunkeln zu Leuchten!)
Hier gibt's entsprechende Infos bzgl. Silica-Gel:
[de.wikipedia.org]
(Habe es vorhin auch falsch geschrieben: Nicht Silicia-Gel, sondern Silica-Gel!)
Bzgl. dem Velleman-PLA kann ich nur sagen, dass ich dieses Material schon lange nicht mehr einsetze.
Eine Spule am Anfang hat mir gereicht. Ich fand das Material nicht besonders "verarbeitungsfreundlich".
Aber wie gesagt, kommt bei Allem auch auf einen Versuch an.
Und je nach Hersteller/Rezeptur des Materials kann das so oder so ausgehen.
Habe z. B. am Anfang auch gleich festgestellt, dass das weisse Material breiartiger/schmieriger als PLA-Natur ist und dementsprechend
auch anderst zu verarbeiten ist. Je nach Zusatz für Farbstoff/UV-Beständigkeit etc. verhält sich das Material wohl auch ein klein wenig
anderst. Hier hat Donboy absolut recht, dass man da auch immer mal probieren und nachjustieren muss.
Beste Grüße
Oli
3DRag alias Velleman K8200, 80mm Objektlüfter, Extruder mit GT2-Riemenantrieb, E3D-Hotend mit 40mm Lüfter,
Z-Links: 1 x Kugelumlaufspindel 12x4, Z-Rechts: 2. Kugelbüchse, X/Y-Umbau auf GT2-Riemen, 24V/120W Netzteil
für Bett via Relais-Schaltung, vom Board gesteuerter Hotend- und Logiklüfter via MosFET-Schaltung.
Weitere/detailliertere Infos zu Umbauten/Eigenkonstruktionen an/von meinem/meinen 3D-Drucker(n) findet Ihr unter:
[www.oliver-schlenker.dyndns.org]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
In diesem Forum dürfen leider nur registrierte Teilnehmer schreiben.