Velleman K8200 Erfahrungen/Baubericht
geschrieben von Mirco S.
|
Re: Velleman K8200 Erfahrungen/Baubericht 04. December 2015 09:35 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 13 |
Dann passiert genau das gleiche. Ich habe schon vor längerer zeit die vermutung gehabt das die durch vibration ausgelöst werden und habe von einem schwamm ein stück abgeschnitten und hinter die Bügel der endstops geklemmt.
Heute kam der Controller, ist nun eingebaut und gleich geht es zum ersten Testlauf, vielleicht behebt das ja mein Problem.
Ich halte euch auf den laufenden
Heute kam der Controller, ist nun eingebaut und gleich geht es zum ersten Testlauf, vielleicht behebt das ja mein Problem.
Ich halte euch auf den laufenden
|
Re: Velleman K8200 Erfahrungen/Baubericht 04. December 2015 09:54 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 21 |
|
Re: Velleman K8200 Erfahrungen/Baubericht 05. December 2015 03:15 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 34 |

|
Re: Velleman K8200 Erfahrungen/Baubericht 05. December 2015 14:03 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 21 |
Das ist keine Eisenbahnschiene :-) das ist ein Aufsatz für ein Scharfschützengewehr... ist nur 20cm hoch
Die grossen Figuren in Blau und Gold sind fast 70cm hoch ;-) und das hat Problemlos gehalten.
Bald drucke ich wirklich eine Eisenbahnschiene ...nur um zu zeigen das es geht ...hehehe
Die grossen Figuren in Blau und Gold sind fast 70cm hoch ;-) und das hat Problemlos gehalten.
Bald drucke ich wirklich eine Eisenbahnschiene ...nur um zu zeigen das es geht ...hehehe
|
Re: Velleman K8200 Erfahrungen/Baubericht 06. December 2015 14:29 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 6 |
Hallo Don,
zunächst einmal danke für die hilfreichen Infos. Ich melde mich erst jetzt, weil mich eine unangenehme Grippe flach gelegt hat.
Also ich habe zunächst die Filamenteinstellung korrigiert. Dann habe ich den Drucker erneut kalibriert und beide Zahnriemen etwas angezogen. Allerdings ist mir noch nicht klar wie fest ich sie machen soll. Gibt es dazu konkrete Hinweise? Mit der Temperatur habe ich auch noch etwas experimentiert.
Die anschließenden Probedrucke sind schon besser. Bezüglich der mechanischen Erweiterungen habe ich eine Messuhr an den Halter für den Extruder einmal links und einmal rechts angesetzt. Links (also auf der Antriebsseite) wackelt der Zeiger im Bereich von +/- 1/100 mm im Betrieb. Wenn ich die Messuhr rechts an der Führungsseite auflege, habe ich Ausschläge in der Größenordnung von +/- 15-20/100 mm. Das sind also Höhenunterschiede von fast 0,4mm. Das erscheint mir noch zu viel. Daher würde ich gern die rechte Seite mit einer riemengetriebenen 2. Antriebsachse ergänzen (wie bei dir). Kann ich davon ausgehen, dass der Motor das ohne Probleme schafft? Hat sich die von dir auf Thingiverse veröffentliche Technik bewährt oder gibt es ggf. Verbesserungshinweise?
Bei der Spindelmuttern ist mir aufgefallen, dass die 6kantige nur in Stahl zu bekommen ist. Die Bronzemutter dagegen habe ich bisher nur in rund gefunden. Oder hast du noch einen Tip, wo ich sie kaufen kann?
Danke und viele Grüße!
tueftler11
zunächst einmal danke für die hilfreichen Infos. Ich melde mich erst jetzt, weil mich eine unangenehme Grippe flach gelegt hat.
Also ich habe zunächst die Filamenteinstellung korrigiert. Dann habe ich den Drucker erneut kalibriert und beide Zahnriemen etwas angezogen. Allerdings ist mir noch nicht klar wie fest ich sie machen soll. Gibt es dazu konkrete Hinweise? Mit der Temperatur habe ich auch noch etwas experimentiert.
Die anschließenden Probedrucke sind schon besser. Bezüglich der mechanischen Erweiterungen habe ich eine Messuhr an den Halter für den Extruder einmal links und einmal rechts angesetzt. Links (also auf der Antriebsseite) wackelt der Zeiger im Bereich von +/- 1/100 mm im Betrieb. Wenn ich die Messuhr rechts an der Führungsseite auflege, habe ich Ausschläge in der Größenordnung von +/- 15-20/100 mm. Das sind also Höhenunterschiede von fast 0,4mm. Das erscheint mir noch zu viel. Daher würde ich gern die rechte Seite mit einer riemengetriebenen 2. Antriebsachse ergänzen (wie bei dir). Kann ich davon ausgehen, dass der Motor das ohne Probleme schafft? Hat sich die von dir auf Thingiverse veröffentliche Technik bewährt oder gibt es ggf. Verbesserungshinweise?
Bei der Spindelmuttern ist mir aufgefallen, dass die 6kantige nur in Stahl zu bekommen ist. Die Bronzemutter dagegen habe ich bisher nur in rund gefunden. Oder hast du noch einen Tip, wo ich sie kaufen kann?
Danke und viele Grüße!
tueftler11
|
Re: Velleman K8200 Erfahrungen/Baubericht 07. December 2015 03:49 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 640 |
Hi Tueftler,
meine Version ist quasi die Ur-Version. War damals zumindest der erste, der diese Art von Doppelspindel realisiert hatte. Mittlerweilen gibt es zig verbesserte Versionen, welche Die beste ist, kann ich leider nicht sagen. Eine die zur rechten Z-Führung die 2. Welle integriert scheint mir die beste Lösung z.B. Hier oder hier evtl. auch hier. Wenn die Lagerung sauber ausgerichtet und alles leichtgängig ist, zieht das der Z-Motor problemlos.
Bzgl. der Zahnriemen gibt es keine "festen" Werte. Da die Kraft über Zähne übertragen wird, darf der Riemen leichtgängig sein aber: kein Spiel erlauben und sehr wichtig -> Der Riemen darf nicht zu "flattern" (Resonanz) anfangen ! Hier ist es eine Frage von Stellen und Beobachten!
Die Mutter hab ich über den selben Lieferanten, welcher mir die Spindeln über Eb*y verkauft hat. Falls Du andere verwenden willst, hab ich damals die neue Führungshalterung als .dxf File mit eingestellt. Das kannst Du anpassen und auf 16mm extrudieren.
@David:Respekt, hätte nie gedacht daß das so mit der Höhe hält! Ist denn die Präzision in der Höhe noch gegeben ?
Greeze Don
meine Version ist quasi die Ur-Version. War damals zumindest der erste, der diese Art von Doppelspindel realisiert hatte. Mittlerweilen gibt es zig verbesserte Versionen, welche Die beste ist, kann ich leider nicht sagen. Eine die zur rechten Z-Führung die 2. Welle integriert scheint mir die beste Lösung z.B. Hier oder hier evtl. auch hier. Wenn die Lagerung sauber ausgerichtet und alles leichtgängig ist, zieht das der Z-Motor problemlos.
Bzgl. der Zahnriemen gibt es keine "festen" Werte. Da die Kraft über Zähne übertragen wird, darf der Riemen leichtgängig sein aber: kein Spiel erlauben und sehr wichtig -> Der Riemen darf nicht zu "flattern" (Resonanz) anfangen ! Hier ist es eine Frage von Stellen und Beobachten!
Die Mutter hab ich über den selben Lieferanten, welcher mir die Spindeln über Eb*y verkauft hat. Falls Du andere verwenden willst, hab ich damals die neue Führungshalterung als .dxf File mit eingestellt. Das kannst Du anpassen und auf 16mm extrudieren.
@David:Respekt, hätte nie gedacht daß das so mit der Höhe hält! Ist denn die Präzision in der Höhe noch gegeben ?
Greeze Don
|
Re: Velleman K8200 Erfahrungen/Baubericht 07. December 2015 14:31 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 91 |
Hallo,
habe den K8200 schon seit September für 430€, paar Wochen später gab es den sogar für ~400.
Ich habe sehr viele Tipps von hier umgesetzt, zuletzt die TMC2100 - was für ein krasser Lautstärkenunterschied! Danke an alle!
Jetzt kann ich auch was beitragen
@tueftler11
Nach dem Zusammenbau hatte ich Ausdrucke von "geht so" bis "geht gar nicht". Hat ein paar Tage gedauert, bis ich merkte, was die ganze Zeit schief lief: Die Filamentspulen-"halterung", die nackte Gewindestange, hat sich in die Filamentspule förmlich reingefressen! Dadurch hatte der Extruder Probleme, das Filament zu ziehen. Dabei hat er natürlich zu wenig Plastik rausgedrückt und das noch nicht genug war, hat er sich dabei nach oben gezogen, um anschließend, wenn die Spule nachgab, mit Schwung in den Druck reinzuhämmern!
Das Ergebnis davon waren fehlende und nicht klebende Fäden und die Wände noch mit den Warzen übersät :-(
Also, falls noch nicht gemacht, Spulenhalter mit Kugellager drucken!
Ich habe auch donboys Parallelachse nachgebaut (danke dafür, es spart einem Haufen Zeit, so was selber zu erfinden :-) ), nur um festzustellen, dass meine Sechskantmutter viieel zu klein war, aber erst nachdem ich alles zerlegt hatte :-O . Ja, ich hatte es dann doch geschafft, aber es hat sich immer gelöst, also habe ich mich mit OpenSCAD auseinander gesetzt und eine Halterung für die runde 22mm Messingmutter gemacht.
Das Loch für die Mutter ist eng, kann also sein, das Du ein bisschen feilen, oder die OpenSCAD Datei anpassen musst. Mit Cuda gedruckt, passt es bei mir.
Die Halterung beim Einbau leicht nach links, oder nach rechts schieben, so dass die Mutter seitlich leicht gegen die Gewindestange angepresst wird - sonst hat man etwas Spiel.
MfG,
Andreas
habe den K8200 schon seit September für 430€, paar Wochen später gab es den sogar für ~400.
Ich habe sehr viele Tipps von hier umgesetzt, zuletzt die TMC2100 - was für ein krasser Lautstärkenunterschied! Danke an alle!
Jetzt kann ich auch was beitragen
@tueftler11
Nach dem Zusammenbau hatte ich Ausdrucke von "geht so" bis "geht gar nicht". Hat ein paar Tage gedauert, bis ich merkte, was die ganze Zeit schief lief: Die Filamentspulen-"halterung", die nackte Gewindestange, hat sich in die Filamentspule förmlich reingefressen! Dadurch hatte der Extruder Probleme, das Filament zu ziehen. Dabei hat er natürlich zu wenig Plastik rausgedrückt und das noch nicht genug war, hat er sich dabei nach oben gezogen, um anschließend, wenn die Spule nachgab, mit Schwung in den Druck reinzuhämmern!
Das Ergebnis davon waren fehlende und nicht klebende Fäden und die Wände noch mit den Warzen übersät :-(
Also, falls noch nicht gemacht, Spulenhalter mit Kugellager drucken!
Ich habe auch donboys Parallelachse nachgebaut (danke dafür, es spart einem Haufen Zeit, so was selber zu erfinden :-) ), nur um festzustellen, dass meine Sechskantmutter viieel zu klein war, aber erst nachdem ich alles zerlegt hatte :-O . Ja, ich hatte es dann doch geschafft, aber es hat sich immer gelöst, also habe ich mich mit OpenSCAD auseinander gesetzt und eine Halterung für die runde 22mm Messingmutter gemacht.
Das Loch für die Mutter ist eng, kann also sein, das Du ein bisschen feilen, oder die OpenSCAD Datei anpassen musst. Mit Cuda gedruckt, passt es bei mir.
Die Halterung beim Einbau leicht nach links, oder nach rechts schieben, so dass die Mutter seitlich leicht gegen die Gewindestange angepresst wird - sonst hat man etwas Spiel.
MfG,
Andreas
|
Re: Velleman K8200 Erfahrungen/Baubericht 08. December 2015 09:13 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 25 |
Hi,
habe im moment ein Problem mit dem Start und End G-Code .
Und zwar möchte ich das Extruder und Heizbett gleichzeitig aufheizt und am Ende schaltet sich mein Heizbett nicht aus ;o(
Das hat alles mal geklappt habe aber die Codes dafür nicht mehr , hoffe ( und bin mir da eigentlich sicher ) es kann mir einer Helfen.
Danke schon mal
Gruß Marcus
1-mal bearbeitet. Zuletzt am 08.12.15 09:15.
habe im moment ein Problem mit dem Start und End G-Code .
Und zwar möchte ich das Extruder und Heizbett gleichzeitig aufheizt und am Ende schaltet sich mein Heizbett nicht aus ;o(
Das hat alles mal geklappt habe aber die Codes dafür nicht mehr , hoffe ( und bin mir da eigentlich sicher ) es kann mir einer Helfen.
Danke schon mal
Gruß Marcus
1-mal bearbeitet. Zuletzt am 08.12.15 09:15.
|
Re: Velleman K8200 Erfahrungen/Baubericht 08. December 2015 09:56 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 26 |
Hatte ja mal bezüglich des Umbaus auf Core-XY geschrieben: Fazit funktioniert ganz gut 
Muss nur noch einige Verbesserungen vornehmen, was die Umlenkung des Riemens betrifft...
Gerade die gefederten Füße sind lautstärkemäßig echt ein Segen - vorher hat der Tisch immer mitvibriert.
Und das Netzteil hilft zum besseren Gewissen - das alte hätte das MK3-Heatbed nicht wirklich geschafft, jetzt komme ich problemlos auf 100°C Heizbetttemperatur (vermutlich auch mehr).
Gesteuert wird das ganze btw. in meinem Fall von einem Ramps 1.4 Board in dem weißen Gehäuse, das wiederrum mit einem OrangePi PC (graues Gehäuse) verbunden ist und somit über den Repetier-Server angesteuert wird.
1-mal bearbeitet. Zuletzt am 08.12.15 10:05.
Muss nur noch einige Verbesserungen vornehmen, was die Umlenkung des Riemens betrifft...
Gerade die gefederten Füße sind lautstärkemäßig echt ein Segen - vorher hat der Tisch immer mitvibriert.
Und das Netzteil hilft zum besseren Gewissen - das alte hätte das MK3-Heatbed nicht wirklich geschafft, jetzt komme ich problemlos auf 100°C Heizbetttemperatur (vermutlich auch mehr).
Gesteuert wird das ganze btw. in meinem Fall von einem Ramps 1.4 Board in dem weißen Gehäuse, das wiederrum mit einem OrangePi PC (graues Gehäuse) verbunden ist und somit über den Repetier-Server angesteuert wird.
1-mal bearbeitet. Zuletzt am 08.12.15 10:05.
Anhänge:
Öffnen | Download - k-20151208_144729858_iOS.jpg (179.5 KB)
Öffnen | Download - k-20151208_144756267_iOS.jpg (514 KB)
Öffnen | Download - k-20151208_144806319_iOS.jpg (609 KB)
Öffnen | Download - k-20151208_144819526_iOS.jpg (483.2 KB)
Öffnen | Download - k-20151208_144823355_iOS.jpg (522 KB)
Öffnen | Download - k-20151208_144837962_iOS.jpg (415.2 KB)
Öffnen | Download - k-20151208_144848687_iOS.jpg (559.8 KB)
Öffnen | Download - k-20151208_144856024_iOS.jpg (585.5 KB)
Öffnen | Download - k-20151208_144729858_iOS.jpg (179.5 KB)
Öffnen | Download - k-20151208_144756267_iOS.jpg (514 KB)
Öffnen | Download - k-20151208_144806319_iOS.jpg (609 KB)
Öffnen | Download - k-20151208_144819526_iOS.jpg (483.2 KB)
Öffnen | Download - k-20151208_144823355_iOS.jpg (522 KB)
Öffnen | Download - k-20151208_144837962_iOS.jpg (415.2 KB)
Öffnen | Download - k-20151208_144848687_iOS.jpg (559.8 KB)
Öffnen | Download - k-20151208_144856024_iOS.jpg (585.5 KB)
|
Re: Velleman K8200 Erfahrungen/Baubericht 08. December 2015 12:50 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 504 |
@Hexcode:
Respekt!
Saubere Arbeit!
3DRag alias Velleman K8200, 80mm Objektlüfter, Extruder mit GT2-Riemenantrieb, E3D-Hotend mit 40mm Lüfter,
Z-Links: 1 x Kugelumlaufspindel 12x4, Z-Rechts: 2. Kugelbüchse, X/Y-Umbau auf GT2-Riemen, 24V/120W Netzteil
für Bett via Relais-Schaltung, vom Board gesteuerter Hotend- und Logiklüfter via MosFET-Schaltung.
Weitere/detailliertere Infos zu Umbauten/Eigenkonstruktionen an/von meinem/meinen 3D-Drucker(n) findet Ihr unter:
[www.oliver-schlenker.dyndns.org]
Respekt!
Saubere Arbeit!
3DRag alias Velleman K8200, 80mm Objektlüfter, Extruder mit GT2-Riemenantrieb, E3D-Hotend mit 40mm Lüfter,
Z-Links: 1 x Kugelumlaufspindel 12x4, Z-Rechts: 2. Kugelbüchse, X/Y-Umbau auf GT2-Riemen, 24V/120W Netzteil
für Bett via Relais-Schaltung, vom Board gesteuerter Hotend- und Logiklüfter via MosFET-Schaltung.
Weitere/detailliertere Infos zu Umbauten/Eigenkonstruktionen an/von meinem/meinen 3D-Drucker(n) findet Ihr unter:
[www.oliver-schlenker.dyndns.org]
|
Re: Velleman K8200 Erfahrungen/Baubericht 08. December 2015 12:50 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 640 |
Hi Marcus,
Du kannst es in etwa so regeln -> G-Code im Startabschnitt:
Bei meinem Drucker hab ich das so geregelt, daß beide losheizen (ersten beiden Zeilen) und nachdem Licht einschalten, Homing, etc. fertig ist, erfolgt dann das abwarten der Zieltemperatur Bett während der Head weiter "frei" heizt (letzten drei Zeilen) -> hier sind die Werte vom Drucker abhängig
Du findest HIER und HIER alles was man hierzu braucht
Gruss Don
1-mal bearbeitet. Zuletzt am 08.12.15 12:52.
Quote
mcgyver100
Und zwar möchte ich das Extruder und Heizbett gleichzeitig aufheizt und am Ende schaltet sich mein Heizbett nicht aus ;o(...
Du kannst es in etwa so regeln -> G-Code im Startabschnitt:
... M104 S100 setzt Zieltemp. Head 100° ...wartet nicht darauf M140 S55 setzt Zieltemp. Bett=55° ...wartet nicht darauf ... M104 S180 setzt Zieltemp. Head 180° ...wartet nicht darauf .. M190 S[first_layer_bed_temperature] wartet bis Bett 72° hat ...!alles andere blockiert! M109 S[first_layer_temperature] wartet bis Head 208° hat...!alles andere blockiert! ... ...->beginne nun mit restlichem G-Code für Druck
Bei meinem Drucker hab ich das so geregelt, daß beide losheizen (ersten beiden Zeilen) und nachdem Licht einschalten, Homing, etc. fertig ist, erfolgt dann das abwarten der Zieltemperatur Bett während der Head weiter "frei" heizt (letzten drei Zeilen) -> hier sind die Werte vom Drucker abhängig
Du findest HIER und HIER alles was man hierzu braucht
Gruss Don
1-mal bearbeitet. Zuletzt am 08.12.15 12:52.
|
Re: Velleman K8200 Erfahrungen/Baubericht 08. December 2015 13:14 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 504 |
@McGyver100:
M190 S50 ; setzt Bett-Temperatur auf 50°C (wartet aber bis diese erreicht ist, dann geht's im GCode weiter)
M109 S210 ; setzt Extruder-Temperatur auf 210°C (wartet aber bis diese erreicht ist, dann geht's im GCode weiter)
M104 S0 ; schaltet den Extruder ab
M190 S0 ; schaltet das Bett ab (musste ich für PrintRun reinbasteln, da nach dem Druck immer noch das Bett an war)
Infos:
M109: Set Extruder Temperature and Wait (Setzt Temp vom Extruder und wartet bis diese erreicht ist)
M104: Set Extruder Temperature (Setzt Temp vom Extruder und meldet sich gleich zurück)
M190: Wait for bed temperature to reach target temp (Setzt Temp vom Bett und wartet bis diese erreicht ist)
M140: Set Bed Temperature (Fast) (Setzt Temp vom Bett und meldet sich gleich zurück)
Unter [reprap.org] findest Du die GCodes (mit Angabe der Unterstützung von diversen Firmwares).
Gruß
Oliver
Sehe grad, Donboy war schneller.
3DRag alias Velleman K8200, 80mm Objektlüfter, Extruder mit GT2-Riemenantrieb, E3D-Hotend mit 40mm Lüfter,
Z-Links: 1 x Kugelumlaufspindel 12x4, Z-Rechts: 2. Kugelbüchse, X/Y-Umbau auf GT2-Riemen, 24V/120W Netzteil
für Bett via Relais-Schaltung, vom Board gesteuerter Hotend- und Logiklüfter via MosFET-Schaltung.
Weitere/detailliertere Infos zu Umbauten/Eigenkonstruktionen an/von meinem/meinen 3D-Drucker(n) findet Ihr unter:
[www.oliver-schlenker.dyndns.org]
M190 S50 ; setzt Bett-Temperatur auf 50°C (wartet aber bis diese erreicht ist, dann geht's im GCode weiter)
M109 S210 ; setzt Extruder-Temperatur auf 210°C (wartet aber bis diese erreicht ist, dann geht's im GCode weiter)
M104 S0 ; schaltet den Extruder ab
M190 S0 ; schaltet das Bett ab (musste ich für PrintRun reinbasteln, da nach dem Druck immer noch das Bett an war)
Infos:
M109: Set Extruder Temperature and Wait (Setzt Temp vom Extruder und wartet bis diese erreicht ist)
M104: Set Extruder Temperature (Setzt Temp vom Extruder und meldet sich gleich zurück)
M190: Wait for bed temperature to reach target temp (Setzt Temp vom Bett und wartet bis diese erreicht ist)
M140: Set Bed Temperature (Fast) (Setzt Temp vom Bett und meldet sich gleich zurück)
Unter [reprap.org] findest Du die GCodes (mit Angabe der Unterstützung von diversen Firmwares).
Gruß
Oliver
Sehe grad, Donboy war schneller.
3DRag alias Velleman K8200, 80mm Objektlüfter, Extruder mit GT2-Riemenantrieb, E3D-Hotend mit 40mm Lüfter,
Z-Links: 1 x Kugelumlaufspindel 12x4, Z-Rechts: 2. Kugelbüchse, X/Y-Umbau auf GT2-Riemen, 24V/120W Netzteil
für Bett via Relais-Schaltung, vom Board gesteuerter Hotend- und Logiklüfter via MosFET-Schaltung.
Weitere/detailliertere Infos zu Umbauten/Eigenkonstruktionen an/von meinem/meinen 3D-Drucker(n) findet Ihr unter:
[www.oliver-schlenker.dyndns.org]
|
Re: Velleman K8200 Erfahrungen/Baubericht 08. December 2015 17:28 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 186 |
Hallo Don.. u. Sam...,
Ihr könnt super übersetzen u. dabei auch noch erklären!
Könnt Ihr u. andere Euch nicht mal zusammen tun u. den G-Code zumindest soweit komplett übersetzen, wie es den K8200 u.ä. betrifft?
Und dann bitte u.a. inK8200-Wiki rein setzen. (Da ist schon lange nix dazu gekommen)
Grüße,
Robert
K8200 mit Original-Druckbett, umgedreht, unten mit Kork isoliert, oben Glasscheibe m. Wärmeleitpaste dazwischen, 24V m. SSR gesteuert.
Doppel-Z, Tr 8 x 1,5, mit Riemen getrieben; von Federn gehaltener, frei schwingender Druckertisch, höhenverstellbar.
Früher: Merlin-Hotend (zu friemelig für meine alten Augen), jetzt E3D v6
Schade, das es [k8200-wiki.de] nicht mehr gibt!
Ihr könnt super übersetzen u. dabei auch noch erklären!
Könnt Ihr u. andere Euch nicht mal zusammen tun u. den G-Code zumindest soweit komplett übersetzen, wie es den K8200 u.ä. betrifft?
Und dann bitte u.a. inK8200-Wiki rein setzen. (Da ist schon lange nix dazu gekommen)
Grüße,
Robert
K8200 mit Original-Druckbett, umgedreht, unten mit Kork isoliert, oben Glasscheibe m. Wärmeleitpaste dazwischen, 24V m. SSR gesteuert.
Doppel-Z, Tr 8 x 1,5, mit Riemen getrieben; von Federn gehaltener, frei schwingender Druckertisch, höhenverstellbar.
Früher: Merlin-Hotend (zu friemelig für meine alten Augen), jetzt E3D v6
Schade, das es [k8200-wiki.de] nicht mehr gibt!
|
Re: Velleman K8200 Erfahrungen/Baubericht 09. December 2015 05:09 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 25 |
|
Re: Velleman K8200 Erfahrungen/Baubericht 12. December 2015 10:30 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 91 |
(Sorry für das viele Text, aber hatte grade einen kleinen Aufreger)
Hallo Leute,
der Drucker sorgt immer wieder für eine Überraschung, gerade meint man alles im Griff zu haben, schon wird man mit dem nächsten Problem konfrontiert. Des heutige schlägt allerdings alle vorherigen
Aber eins nach dem anderen.
Am Anfang hatte ich noch das halbtransparentes blaues Velleman PLA. Es war etwas spröde und hatte nur einen kleinen Temperaturbereich, wo es gut funktioniert hat. Man konnte auch gut erkennen, ob zu heiß oder zu kalt - bei heiß wurde es dunkler und bei zu kalt (+Lüfter zu kräftig) wurde es milchig und die Oberflächen rau, da der Kopf richtig rumgeschmiert hat. Bin auch schnell zur Cura-Engine gewechselt.
Als die Rolle zu Ende war, habe ich den Direktextruder K8203 eingebaut und eSun 1.75mm PLA in weiß und schwarz probiert. Die Ausdrucke wurden schlagartig besser, aber es gab mal hier, mal da ein paar Problemchen, kleine Teile, wie z.B. die Antenne für den Bender-Kopf kommen nicht gut raus, da es keine Zeit für das Abkühlen lässt - der Kopf ist die ganze Zeit über der Antenne und schmilzt Diese weg.
Dann habe ich eSun PETG blau ausprobiert, hat auch gut geklappt, ist etwas aufwändiger, aber es lohnt sich. Ist natürlich weicher als PLA und stringt ganz gerne, dafür bricht es bei Belastung nicht und die Schichten halten bombenfest zusammen.
Auch hier sieht man die Temperaturauswirkungen, aber etwas anders als bei PLA. Bei mir war es eher so, das bei der höchsten Temperatur (250°) es mehr gestrigt hat und die Oberfläche milchiger - aber auch nicht immer. Deswegen wollte ich ein paar Tests machen und habe zuletzt optical illusion vase [www.thingiverse.com] gedruckt (Wanddicke 1mm), mit einem seltsamen Ergebnis:
Außen
( )
sieht es gut aus, innen
( )
aber nicht mehr! Auf halbem Weg ist irgendetwas anders gelaufen, bis dahin sieht es aber super aus! hier
( )
nochmal im Gegenlicht. Man sieht, dass der untere Bereich schön (halb-)transparent ist, aber oben sehr rau, milchig und haufenweise Fäden! Äußere Hülle aber makellos?
Verdacht fiel zuerst auf Repetierhost, das es vielleicht Datenmüll an den Drucker schickt, also Cura-Standalone installiert, aber keine Lust gehabt, Alles neu einzustellen. Die nächsten Drucke mit dem Repetier sind aber in die Hose gegangen - der Druck hat nach wenigen Schichten einfach aufgehört, der Drucker war aber manuell bedienbar und die Pause ausgegraut, dafür der Drucken-Knopf aktiv. Aha, also doch Repetier?
Cura eingerichtet und die Vase noch mal gedruckt - es kam noch schlimmer raus
( )!
Ok, da wollte ich ein Teil mit Cura drucken, wo schon mal gut mit Repetier geklappt hatte, habe im guten Glauben das Zimmer verlassen und erst später nachgeschaut...
Der Drucker bewegte sich nicht, es roch nach verbranntem Kunststoff und von der Düse stieg Rauch auf!!! Habe schnell Steckdosenleiste abgestellt und den Extruder nach oben "gedreht", der IR-Thermometer zeigte etwas über 270°C! Und das etwa zwei bis drei Minuten nach dem Abschalten, Kapton-Band um den Heizblock hat sich auch verzogen und hat jetzt ein paar dunkle Stellen, was auch für die hohe Temperatur spricht.
Erstmal gelüftet, danach kurz probiert - der Drucktisch lässt sich manuell steuern, also kein offensichtlicher Defekt.
Tja, nun sieht es so aus, als ob die Firmware sich aufhängt, es ist die von der Velleman-Seite für den Direktextruder. Es könnte noch das USB-Kabel sein, aber vorher hatte ich keine Probleme damit. Noch abwegiger ist die Idee, dass der erst gestern angeschlossener Lüfter für das Board was damit zu tun hat. Ist dem ATMega oder dem USB-Chip zu kalt? ;-)
So, werde die FW neu aufspielen, vielleicht eine andere Probieren, aber zuerst - Einkaufen und das andere Haushaltszeug
MfG,
Andreas
1-mal bearbeitet. Zuletzt am 12.12.15 10:32.
Hallo Leute,
der Drucker sorgt immer wieder für eine Überraschung, gerade meint man alles im Griff zu haben, schon wird man mit dem nächsten Problem konfrontiert. Des heutige schlägt allerdings alle vorherigen
Aber eins nach dem anderen.
Am Anfang hatte ich noch das halbtransparentes blaues Velleman PLA. Es war etwas spröde und hatte nur einen kleinen Temperaturbereich, wo es gut funktioniert hat. Man konnte auch gut erkennen, ob zu heiß oder zu kalt - bei heiß wurde es dunkler und bei zu kalt (+Lüfter zu kräftig) wurde es milchig und die Oberflächen rau, da der Kopf richtig rumgeschmiert hat. Bin auch schnell zur Cura-Engine gewechselt.
Als die Rolle zu Ende war, habe ich den Direktextruder K8203 eingebaut und eSun 1.75mm PLA in weiß und schwarz probiert. Die Ausdrucke wurden schlagartig besser, aber es gab mal hier, mal da ein paar Problemchen, kleine Teile, wie z.B. die Antenne für den Bender-Kopf kommen nicht gut raus, da es keine Zeit für das Abkühlen lässt - der Kopf ist die ganze Zeit über der Antenne und schmilzt Diese weg.
Dann habe ich eSun PETG blau ausprobiert, hat auch gut geklappt, ist etwas aufwändiger, aber es lohnt sich. Ist natürlich weicher als PLA und stringt ganz gerne, dafür bricht es bei Belastung nicht und die Schichten halten bombenfest zusammen.
Auch hier sieht man die Temperaturauswirkungen, aber etwas anders als bei PLA. Bei mir war es eher so, das bei der höchsten Temperatur (250°) es mehr gestrigt hat und die Oberfläche milchiger - aber auch nicht immer. Deswegen wollte ich ein paar Tests machen und habe zuletzt optical illusion vase [www.thingiverse.com] gedruckt (Wanddicke 1mm), mit einem seltsamen Ergebnis:
Außen
( )

sieht es gut aus, innen
( )

aber nicht mehr! Auf halbem Weg ist irgendetwas anders gelaufen, bis dahin sieht es aber super aus! hier
( )

nochmal im Gegenlicht. Man sieht, dass der untere Bereich schön (halb-)transparent ist, aber oben sehr rau, milchig und haufenweise Fäden! Äußere Hülle aber makellos?
Verdacht fiel zuerst auf Repetierhost, das es vielleicht Datenmüll an den Drucker schickt, also Cura-Standalone installiert, aber keine Lust gehabt, Alles neu einzustellen. Die nächsten Drucke mit dem Repetier sind aber in die Hose gegangen - der Druck hat nach wenigen Schichten einfach aufgehört, der Drucker war aber manuell bedienbar und die Pause ausgegraut, dafür der Drucken-Knopf aktiv. Aha, also doch Repetier?
Cura eingerichtet und die Vase noch mal gedruckt - es kam noch schlimmer raus
( )!

Ok, da wollte ich ein Teil mit Cura drucken, wo schon mal gut mit Repetier geklappt hatte, habe im guten Glauben das Zimmer verlassen und erst später nachgeschaut...
Der Drucker bewegte sich nicht, es roch nach verbranntem Kunststoff und von der Düse stieg Rauch auf!!! Habe schnell Steckdosenleiste abgestellt und den Extruder nach oben "gedreht", der IR-Thermometer zeigte etwas über 270°C! Und das etwa zwei bis drei Minuten nach dem Abschalten, Kapton-Band um den Heizblock hat sich auch verzogen und hat jetzt ein paar dunkle Stellen, was auch für die hohe Temperatur spricht.

Erstmal gelüftet, danach kurz probiert - der Drucktisch lässt sich manuell steuern, also kein offensichtlicher Defekt.
Tja, nun sieht es so aus, als ob die Firmware sich aufhängt, es ist die von der Velleman-Seite für den Direktextruder. Es könnte noch das USB-Kabel sein, aber vorher hatte ich keine Probleme damit. Noch abwegiger ist die Idee, dass der erst gestern angeschlossener Lüfter für das Board was damit zu tun hat. Ist dem ATMega oder dem USB-Chip zu kalt? ;-)
So, werde die FW neu aufspielen, vielleicht eine andere Probieren, aber zuerst - Einkaufen und das andere Haushaltszeug
MfG,
Andreas
1-mal bearbeitet. Zuletzt am 12.12.15 10:32.
|
Re: Velleman K8200 Erfahrungen/Baubericht 12. December 2015 12:43 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 504 |
@Andiator:
Ich setze seit ca. 3 Jahren hier das Filament von Membino ein und habe keinerlei Probleme damit.
Allerdings drucke ich nur PLA und habe zwischendrinne mal ABS probiert.
Vom Velleman-Material ansich (Rolle in Schwarz) war ich seinerzeit entäscht.
Bzgl. Problemen: Das sich der Drucker so deart aufhängt und auch einfach weiter heizt, hatte ich schonmal von jemandem hier im Forum gehört.
Mir selbst ist das nicht passiert. Ehrlich gesagt, warte ich immer gerne bis der Druck anfängt, bevor ich das Gerät dann alleine lasse.
Habe aber auch schon per Fernwartung einen Druck gestartet und bin dann 4-5 Stunden später heim gekommen und alles war ok.
Trotzdem kann das immer auch ein Risiko sein.
Bzgl. der Vase hätte ich eine Vermutung. Der untere Bereich ist ja ziemlich senkrecht. Hier liegt dann Faden auf Faden.
Anschließend wird das Teil ja konischer. D. h. die Fäden liegen teilweise schräg aufeinander. Auch die Wandstärke dürfte durch die Schräge geringfügig dicker sein.
Ich weiss nicht recht, wie ich das veranschaulichen soll:
Fäden übereinander:
o
o
o
oder Fäden schräg versetzt (dadurch müssen die Fädenfläche etwas überlappen):
o
o
o
Die Wandung ist zwar immernoch 1 Faden dick, aber durch den schrägen Versatz muss man sicherlich durch mehr Material "durchschauen".
Bzgl. Bender-Antenne:
Bei dünnen, aufbauenden Teilen drucke ich immer gerne 2 Stück, die etwas weiter auseinander stehen.
So macht der Kopf erst den Auftrag auf der einen Antenne, muss ein Stück fahren und macht den Auftrag auf der 2. Antenne.
In der zwischenzeit kühlt die erste Antenne etwas ab, bevor der Kopf dort wieder weiter druckt.
Du hast auch die Möglichkeit (ich kenn's nur vom Slicer) bei Layerwechsel eine kleine Wartezeit einzubauen und den Kopf weg und wieder hinfahren zu lassen.
Im Slicer - Printer Settings - gibts ein Feld für GCode-Befehle vor Layerwechsel (und auch eines nach Layerwechsel).
Vor Layerwechsel kannst Du mal probieren einzutragen:
G0 X10
G4 P1000 (oder G4 S1)
G0 X-10
G0 X10 (fährt den Extruderkopf um 10mm in X-Richtung weg)
G4 P1000 (wartet 1000ms/1s mit der Abarbeitung des GCodes; Alternativ kannst Du dort auch G4 S1 eintragen)
G0 X-10 (fährt den Extruderkopf um 10mm in X-Richtung wieder auf den vorhergehenden Punkt zurück)
Wenn Du das im Slicer einträgst, macht der Drucker das allerdings beim ganzen Druck (Beim ganzen Bender-Kopf).
Ev. diese Codes manuell nur für die Zeilen bei der Antenne manuell eintragen.
Oder die Antenne separat drucken, dann kann der Drucker das dann das ganze Bauteil lang machen.
Erklärungen zu den G-Codes: [reprap.org]
Ich bevorzuge i. d. Regel allerdings den Druck von 2 auseinanderstehenden Teilen mit der gleichen Höhen um das "Schmelzen" zu verhindern.
Gruß
Oliver
2-mal bearbeitet. Zuletzt am 12.12.15 12:46.
3DRag alias Velleman K8200, 80mm Objektlüfter, Extruder mit GT2-Riemenantrieb, E3D-Hotend mit 40mm Lüfter,
Z-Links: 1 x Kugelumlaufspindel 12x4, Z-Rechts: 2. Kugelbüchse, X/Y-Umbau auf GT2-Riemen, 24V/120W Netzteil
für Bett via Relais-Schaltung, vom Board gesteuerter Hotend- und Logiklüfter via MosFET-Schaltung.
Weitere/detailliertere Infos zu Umbauten/Eigenkonstruktionen an/von meinem/meinen 3D-Drucker(n) findet Ihr unter:
[www.oliver-schlenker.dyndns.org]
Ich setze seit ca. 3 Jahren hier das Filament von Membino ein und habe keinerlei Probleme damit.
Allerdings drucke ich nur PLA und habe zwischendrinne mal ABS probiert.
Vom Velleman-Material ansich (Rolle in Schwarz) war ich seinerzeit entäscht.
Bzgl. Problemen: Das sich der Drucker so deart aufhängt und auch einfach weiter heizt, hatte ich schonmal von jemandem hier im Forum gehört.
Mir selbst ist das nicht passiert. Ehrlich gesagt, warte ich immer gerne bis der Druck anfängt, bevor ich das Gerät dann alleine lasse.
Habe aber auch schon per Fernwartung einen Druck gestartet und bin dann 4-5 Stunden später heim gekommen und alles war ok.
Trotzdem kann das immer auch ein Risiko sein.
Bzgl. der Vase hätte ich eine Vermutung. Der untere Bereich ist ja ziemlich senkrecht. Hier liegt dann Faden auf Faden.
Anschließend wird das Teil ja konischer. D. h. die Fäden liegen teilweise schräg aufeinander. Auch die Wandstärke dürfte durch die Schräge geringfügig dicker sein.
Ich weiss nicht recht, wie ich das veranschaulichen soll:
Fäden übereinander:
o
o
o
oder Fäden schräg versetzt (dadurch müssen die Fädenfläche etwas überlappen):
o
o
o
Die Wandung ist zwar immernoch 1 Faden dick, aber durch den schrägen Versatz muss man sicherlich durch mehr Material "durchschauen".
Bzgl. Bender-Antenne:
Bei dünnen, aufbauenden Teilen drucke ich immer gerne 2 Stück, die etwas weiter auseinander stehen.
So macht der Kopf erst den Auftrag auf der einen Antenne, muss ein Stück fahren und macht den Auftrag auf der 2. Antenne.
In der zwischenzeit kühlt die erste Antenne etwas ab, bevor der Kopf dort wieder weiter druckt.
Du hast auch die Möglichkeit (ich kenn's nur vom Slicer) bei Layerwechsel eine kleine Wartezeit einzubauen und den Kopf weg und wieder hinfahren zu lassen.
Im Slicer - Printer Settings - gibts ein Feld für GCode-Befehle vor Layerwechsel (und auch eines nach Layerwechsel).
Vor Layerwechsel kannst Du mal probieren einzutragen:
G0 X10
G4 P1000 (oder G4 S1)
G0 X-10
G0 X10 (fährt den Extruderkopf um 10mm in X-Richtung weg)
G4 P1000 (wartet 1000ms/1s mit der Abarbeitung des GCodes; Alternativ kannst Du dort auch G4 S1 eintragen)
G0 X-10 (fährt den Extruderkopf um 10mm in X-Richtung wieder auf den vorhergehenden Punkt zurück)
Wenn Du das im Slicer einträgst, macht der Drucker das allerdings beim ganzen Druck (Beim ganzen Bender-Kopf).
Ev. diese Codes manuell nur für die Zeilen bei der Antenne manuell eintragen.
Oder die Antenne separat drucken, dann kann der Drucker das dann das ganze Bauteil lang machen.
Erklärungen zu den G-Codes: [reprap.org]
Ich bevorzuge i. d. Regel allerdings den Druck von 2 auseinanderstehenden Teilen mit der gleichen Höhen um das "Schmelzen" zu verhindern.
Gruß
Oliver
2-mal bearbeitet. Zuletzt am 12.12.15 12:46.
3DRag alias Velleman K8200, 80mm Objektlüfter, Extruder mit GT2-Riemenantrieb, E3D-Hotend mit 40mm Lüfter,
Z-Links: 1 x Kugelumlaufspindel 12x4, Z-Rechts: 2. Kugelbüchse, X/Y-Umbau auf GT2-Riemen, 24V/120W Netzteil
für Bett via Relais-Schaltung, vom Board gesteuerter Hotend- und Logiklüfter via MosFET-Schaltung.
Weitere/detailliertere Infos zu Umbauten/Eigenkonstruktionen an/von meinem/meinen 3D-Drucker(n) findet Ihr unter:
[www.oliver-schlenker.dyndns.org]
|
Re: Velleman K8200 Erfahrungen/Baubericht 12. December 2015 13:14 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 504 |
Hallo Gemeinde,
da im Moment ja nicht soviel Infos im Forum kommen und die "Macht ja schließlich gerade am erwachen ist", hier mal Fotos von meinem letzten Druck:
Vorderseite (Höhe ca. 26cm; Kopf separat gedruckt und mit einem Stift verbunden aufgeklebt):
Rückseite:
Alles in Membino 3,00mm PLA Economy schwarz mit Standardextruder (bis auf Riementriebumbau), Düse 0,5mm, Layer 0,25mm.
Druckdauer Körper = 19 Stunden, Kopf+Stift = 2 Stunden.
Auf den Fotos sieht das sogar etwas schlechter aus als in real, da der Blitz sich in jeder Oberflächenstrukturveränderung anderst spiegelt.
Real sieht der Druck richtig homogen aus und ich bin sehr zufrieden mit dem Ergebnis.
Quelldatei war: [www.thingiverse.com]
Wenn nun mal endlich die Spindeln aus China für meinen Eigenbau Nr. 2 kommen, kann ich qualitativ sicherlich nochmal was zulegen.
Bei meinem K8200 habe ich links eine Kugelaufspindel drin und rechts habe ich eine 2. Kugelbüchse mit einem selbst gebastelten Anschraubteil dran.
Trotzdem wird der Druck am neuen Gerät mit Spindel links und rechts layertechnisch (hoffentlich) doch noch etwas besser werden.
Mal sehen, vielleicht kommen die Dinger noch vor Weihnachten und ich kann mir ein Weihnachtsgeschenk machen.
Beste Grüße
Oliver
1-mal bearbeitet. Zuletzt am 12.12.15 13:17.
3DRag alias Velleman K8200, 80mm Objektlüfter, Extruder mit GT2-Riemenantrieb, E3D-Hotend mit 40mm Lüfter,
Z-Links: 1 x Kugelumlaufspindel 12x4, Z-Rechts: 2. Kugelbüchse, X/Y-Umbau auf GT2-Riemen, 24V/120W Netzteil
für Bett via Relais-Schaltung, vom Board gesteuerter Hotend- und Logiklüfter via MosFET-Schaltung.
Weitere/detailliertere Infos zu Umbauten/Eigenkonstruktionen an/von meinem/meinen 3D-Drucker(n) findet Ihr unter:
[www.oliver-schlenker.dyndns.org]
da im Moment ja nicht soviel Infos im Forum kommen und die "Macht ja schließlich gerade am erwachen ist", hier mal Fotos von meinem letzten Druck:
Vorderseite (Höhe ca. 26cm; Kopf separat gedruckt und mit einem Stift verbunden aufgeklebt):

Rückseite:

Alles in Membino 3,00mm PLA Economy schwarz mit Standardextruder (bis auf Riementriebumbau), Düse 0,5mm, Layer 0,25mm.
Druckdauer Körper = 19 Stunden, Kopf+Stift = 2 Stunden.
Auf den Fotos sieht das sogar etwas schlechter aus als in real, da der Blitz sich in jeder Oberflächenstrukturveränderung anderst spiegelt.
Real sieht der Druck richtig homogen aus und ich bin sehr zufrieden mit dem Ergebnis.
Quelldatei war: [www.thingiverse.com]
Wenn nun mal endlich die Spindeln aus China für meinen Eigenbau Nr. 2 kommen, kann ich qualitativ sicherlich nochmal was zulegen.
Bei meinem K8200 habe ich links eine Kugelaufspindel drin und rechts habe ich eine 2. Kugelbüchse mit einem selbst gebastelten Anschraubteil dran.
Trotzdem wird der Druck am neuen Gerät mit Spindel links und rechts layertechnisch (hoffentlich) doch noch etwas besser werden.
Mal sehen, vielleicht kommen die Dinger noch vor Weihnachten und ich kann mir ein Weihnachtsgeschenk machen.
Beste Grüße
Oliver
1-mal bearbeitet. Zuletzt am 12.12.15 13:17.
3DRag alias Velleman K8200, 80mm Objektlüfter, Extruder mit GT2-Riemenantrieb, E3D-Hotend mit 40mm Lüfter,
Z-Links: 1 x Kugelumlaufspindel 12x4, Z-Rechts: 2. Kugelbüchse, X/Y-Umbau auf GT2-Riemen, 24V/120W Netzteil
für Bett via Relais-Schaltung, vom Board gesteuerter Hotend- und Logiklüfter via MosFET-Schaltung.
Weitere/detailliertere Infos zu Umbauten/Eigenkonstruktionen an/von meinem/meinen 3D-Drucker(n) findet Ihr unter:
[www.oliver-schlenker.dyndns.org]
|
Re: Velleman K8200 Erfahrungen/Baubericht 12. December 2015 14:07 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 91 |
Hi Oliver,
das blaue Velleman PLA war Ok, aber der Temperaturbereich zwischen kalt/heiß ist zu klein, bei Objekten, die mal große, mal kleine Flächen haben, hat es zu Problemen geführt. Diese Erkenntnis kam erst am Ende der 1kg Rolle . Der Lüfter mit einer Düse hat mir auf 100% so einige Drucke ruiniert, bis ich drauf gekommen bin. Wenn Temp. Ok war, hat der Extruder eine glänzende Spur gezogen, sah wie Öl aus. Sprang der Lüfter an, hat die Spitze das Filament rumgeschmiert, das Ergebnis war nicht mehr glänzend, sondern milchig. Hier mal ein paar Fehldrucke, alles mit Velleman PLA
. Der Lüfter mit einer Düse hat mir auf 100% so einige Drucke ruiniert, bis ich drauf gekommen bin. Wenn Temp. Ok war, hat der Extruder eine glänzende Spur gezogen, sah wie Öl aus. Sprang der Lüfter an, hat die Spitze das Filament rumgeschmiert, das Ergebnis war nicht mehr glänzend, sondern milchig. Hier mal ein paar Fehldrucke, alles mit Velleman PLA
Oben links ohne Lüfter, Loch zusammengeschmolzen
Rest mit Lüfter bis 100%, ließen sich mit den Fingern Brechen
Unten rechts mit Lüfter, stehend gedruckt - zu kalt - Düse hat ein Stück rausgerissen
Das eSun Filament ist da schon gutmütiger, der Temp. Spielraum größer und es ist etwas weniger spröde. Auch der neue Extruder ist da etwas besser - die konische Nase schaut etwa 2 bis 3 mm aus dem Heizblock, so sind die Temperaturschwankungen kleiner als bei der Originalen.
Das PETG ist geil, lässt sich fast so einfach wie PLA drucken. Bei 70° Tischtemperatur kriege ich die Teile ohne das Abkühlen nicht runter (Klebestick auf Glas). Es ist sehr stabil, bricht nicht so leicht, aber halt etwas weicher. Ich werde wohl die meisten Sachen damit drucken. Und ja, bei kleinen Teilen stringt es gerne.
Hier mal ein Teil mit Biegetest:
Ich verstehe schon was Du mit der Vase, oder eher dem Becher meinst, aber das setzt schlagartig ein und nur auf der Innenseite. Die Oberfläche ist sehr rau, vom Glatt keine Rede. Ich habe vergessen zu erwähnen, dass bei dem zweiten Becher die Problemzone etwa einen Zentimeter früher anfängt, und auch quasi von einer Schicht auf die Andere. Vom Bild her falsche Temperatur, aber wieso nur innen? Auch spricht es eher gegen schlecht gemischtes Filament.
Zwei Antennen in einigen cm Entfernung gleichzeitig zu drucken hatte ich auch schon überlegt, in diesem Fall ist die sogar getrennt vom Kopf - das mache ich aber erst, wenn das Ding wieder ohne Abstürze läuft. Mit G-Code werde ich auch überlegen, danke für die Info.
MfG,
Andreas
PS
Das mit dem reflektiertem Licht ist auch bei meinen Bildern sichtbar, es ist halt ein "Problem" der dunklen Farben, in weiß würde das nicht auffallen, aber Vader in weiß... passt nicht so wirklich
Ich wäre froh, wenn ich sowas mit der Originaldüse hingekriegt hätte. Ich entdecke bei Dir auch keine Überschwinger, so wie bei meinem Bild oben um die länglichen Löcher (ist ein Lüfterhalter).
So auch mal eine kleine Fotosession, das Weiß lässt sich im Automatikmodus mit Blitz nicht wirklich fotografieren (das erste Bild). Wegen dem "Fell" erkennt man keine Schichten
"Grumpy cat" mit eSun PLA 0.1mm Schichten (oder waren es 0.05?, weiß nicht mehr), Druckzeit: laang
1-mal bearbeitet. Zuletzt am 12.12.15 14:37.
das blaue Velleman PLA war Ok, aber der Temperaturbereich zwischen kalt/heiß ist zu klein, bei Objekten, die mal große, mal kleine Flächen haben, hat es zu Problemen geführt. Diese Erkenntnis kam erst am Ende der 1kg Rolle
. Der Lüfter mit einer Düse hat mir auf 100% so einige Drucke ruiniert, bis ich drauf gekommen bin. Wenn Temp. Ok war, hat der Extruder eine glänzende Spur gezogen, sah wie Öl aus. Sprang der Lüfter an, hat die Spitze das Filament rumgeschmiert, das Ergebnis war nicht mehr glänzend, sondern milchig. Hier mal ein paar Fehldrucke, alles mit Velleman PLA
Oben links ohne Lüfter, Loch zusammengeschmolzen
Rest mit Lüfter bis 100%, ließen sich mit den Fingern Brechen
Unten rechts mit Lüfter, stehend gedruckt - zu kalt - Düse hat ein Stück rausgerissen
Das eSun Filament ist da schon gutmütiger, der Temp. Spielraum größer und es ist etwas weniger spröde. Auch der neue Extruder ist da etwas besser - die konische Nase schaut etwa 2 bis 3 mm aus dem Heizblock, so sind die Temperaturschwankungen kleiner als bei der Originalen.
Das PETG ist geil, lässt sich fast so einfach wie PLA drucken. Bei 70° Tischtemperatur kriege ich die Teile ohne das Abkühlen nicht runter (Klebestick auf Glas). Es ist sehr stabil, bricht nicht so leicht, aber halt etwas weicher. Ich werde wohl die meisten Sachen damit drucken. Und ja, bei kleinen Teilen stringt es gerne.
Hier mal ein Teil mit Biegetest:


Ich verstehe schon was Du mit der Vase, oder eher dem Becher meinst, aber das setzt schlagartig ein und nur auf der Innenseite. Die Oberfläche ist sehr rau, vom Glatt keine Rede. Ich habe vergessen zu erwähnen, dass bei dem zweiten Becher die Problemzone etwa einen Zentimeter früher anfängt, und auch quasi von einer Schicht auf die Andere. Vom Bild her falsche Temperatur, aber wieso nur innen? Auch spricht es eher gegen schlecht gemischtes Filament.
Zwei Antennen in einigen cm Entfernung gleichzeitig zu drucken hatte ich auch schon überlegt, in diesem Fall ist die sogar getrennt vom Kopf - das mache ich aber erst, wenn das Ding wieder ohne Abstürze läuft. Mit G-Code werde ich auch überlegen, danke für die Info.
MfG,
Andreas
PS
Das mit dem reflektiertem Licht ist auch bei meinen Bildern sichtbar, es ist halt ein "Problem" der dunklen Farben, in weiß würde das nicht auffallen, aber Vader in weiß... passt nicht so wirklich
Ich wäre froh, wenn ich sowas mit der Originaldüse hingekriegt hätte. Ich entdecke bei Dir auch keine Überschwinger, so wie bei meinem Bild oben um die länglichen Löcher (ist ein Lüfterhalter).
So auch mal eine kleine Fotosession, das Weiß lässt sich im Automatikmodus mit Blitz nicht wirklich fotografieren (das erste Bild). Wegen dem "Fell" erkennt man keine Schichten
"Grumpy cat" mit eSun PLA 0.1mm Schichten (oder waren es 0.05?, weiß nicht mehr), Druckzeit: laang



1-mal bearbeitet. Zuletzt am 12.12.15 14:37.
|
Re: Velleman K8200 Erfahrungen/Baubericht 12. December 2015 20:18 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 91 |
Ein Update zu meinem Problem,
der Schaden ist größer als gedacht, das Hotend ist hinüber
Das rote ist das Filament, welches dann aus dem nicht mehr dichtem Hotend ausgetreten ist...
Der Übeltäter scheint gefunden zu sein - es war derGärtner Lüfter, oder besser gesagt, die PWM. Der Lüfter ist ja wegen der PWM extrem nervig, also hatte ich einen Filter aus einer kleinen Spule und Kondensator gebaut. Den habe ich auf das Board gesteckt und oben drauf das Lüfterkabel. Hat auch gut funktioniert, außer, dass der Lüfter wegen dem Kondensator zu schnell drehte. Also habe ich den Lüfter im Slicer von 1% bis 30% eingestellt.
...
Das wars.
...
Jetzt habe ich den Test gemacht, alles aus, nur der Lüfter manuell auf 2% und nach wenigen Sekunden wurde entweder Überhitzung gemeldet (>860°C), oder die FW hat sich aufgehängt und reagierte nicht mehr auf Befehle.
Tja, eine teure Erkenntnis. Vermutlich sind die Störungen bei so niedrigen PWM-Werten recht stark, plus, die Spule hat die entweder Verstärkt oder als Antenne die ganz gut an die Umgebung verteilt, oder Beides.
Nur warum hängt sich die FW dermaßen auf, dass Überhitzungsschutz nicht anspringt?
MfG,
Andreas, der jetzt (morgen) auf der Suche nach den Ersatzteilen ist.
der Schaden ist größer als gedacht, das Hotend ist hinüber
Das rote ist das Filament, welches dann aus dem nicht mehr dichtem Hotend ausgetreten ist...



Der Übeltäter scheint gefunden zu sein - es war der
...
Das wars.
...
Jetzt habe ich den Test gemacht, alles aus, nur der Lüfter manuell auf 2% und nach wenigen Sekunden wurde entweder Überhitzung gemeldet (>860°C), oder die FW hat sich aufgehängt und reagierte nicht mehr auf Befehle.
Tja, eine teure Erkenntnis. Vermutlich sind die Störungen bei so niedrigen PWM-Werten recht stark, plus, die Spule hat die entweder Verstärkt oder als Antenne die ganz gut an die Umgebung verteilt, oder Beides.
Nur warum hängt sich die FW dermaßen auf, dass Überhitzungsschutz nicht anspringt?
MfG,
Andreas, der jetzt (morgen) auf der Suche nach den Ersatzteilen ist.
|
Re: Velleman K8200 Erfahrungen/Baubericht 13. December 2015 02:34 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 504 |
@Andreas:
Hast Du da zufällig ein Merlin-Hotend im Einsatz?
Ich habe hier seit ca. einem 3/4 Jahr so ein Teil rumliegen und habe es bisher, aus Zeitmangel, nicht eingebaut.
Die Adapterplatte hatte ich mir mal gedruckt. Das war's dann aber auch.
Ich habe das org. Hotend gut eingestellt bekommen und dann das Merlin-Teil vollkommen vergessen.
Bei Interesse kannst Du das Ding gerne haben. Weiss den Preis nicht mehr.
War, glaub' ich, mit Versand knapp 40 Euro.
Ist alles Orginal und unbenutzt (die blauen Teile sind die Adaptierungen auf K8200).
Bzgl. Original-Extruder habe ich ein paar Veränderungen gemacht:
- kleinen Mini-Lüfter habe ich gegen großen PC-Lüfter ersetzt. (Wärme bekomme ich halt nur mit Luftvolumen aus dem Bauteil raus).
- Das Hotend habe ich mit einem Fiberglasschlauch gegen starke Abkühlung (Wenn z. b. der Lüfter anspringt) isoliert
- Düsen feile ich leicht halbkugelförmig ab und schaue, dass um das Düsenloch aber eine kleine Planfläche bleibt, damit das Filament gut geglättet wird
- Umbau auf GT2-Riementrieb, dadurch genauere Dosierung (gerade beim Retract war da doch Luft zwischen den Zahnrädern).
Das Membino-Filament hat sich für mich als ideal herausgestellt. Ich halte das Material für recht gutmütig. Ich arbeite da mit einer Temp. von 210°C.
Am Anfang bin ich da mit 190°C gefahren. Das hat eine Weile funktioniert und dann auf einmal nicht mehr. Ev. haben die ja was in der Rezeptur geändert?!
Aber mit diesem Material kann ich die Farben problemlos wechseln und lasse alle Einstellungen gleich. Das Material fließt gut und bleibt trotzdem formstabil
als Faden. Ich habe hier auf jeden Fall keine Probleme. Das muss aber jeder für sich, seinen Drucker und natürlich seine Einstellungen selbst abmachen.
Den Directdrive-Extruder von Velleman mit 1,75 Filament hatte ich mir auch überlegt. Habe aber noch Unmengen von 3mm Filament (sicherlich noch 12 Spulen) in diversen Farben
hier bei mir "auf Lager". Und durch den Riemenumbau funktioniert der org. Extruder (Wade-Typ) nun doch recht ordentlich.
Für meinen Eigenbau-Drucker Nr. 2 (siehe meine Webseite) habe ich mal ein Ersatzteil-Extruder vom K8200 eingebaut.
Werde aber, wenn das Gerät endlich in Betrieb geht (Spindeln fehlen noch), wahrscheinlich dann mit einem E3D nachrüsten.
Aber zuerst muss ich da generell mal schauen, wie das Gerät läuft. Habe auch erstmal einen kleinen Hotendlüfter, der noch vom K8200 übrig war, angebaut.
Wird aber wahrscheinlich nicht reichen. Bei meinem Drucker habe ich aber die Möglickeit den Lüfter näher an's Hotend bzw. Düsenende zu bringen.
Ev. reicht dann doch der kleine Lüfter. Kann ich aber erst nach Tests was dazu sagen.
Solange bleibt mir der K8200 (bzw. 2 von denen) noch erhalten.
Hatte ja versucht K8200 Nr. 2 im Eb*** zu verkaufen. Bin dann auch von 575 Euro auf 500 Euro runter. Das Gerät hat einige Umbauten und ist von der Druckqualität echt gut eingestellt.
Hatte zwar immer 5-8 Beobachter drauf, aber gekauft hat das Gerät dann aber niemand. Mir ist ja klar, dass der Bausatz für 400 Euro zu haben ist. Aber sind wir mal ehrlich.
Hier im Forum ist niemand, aber auch wirklich niemand, der den Bausatz im Auslieferungszustand in Betrieb hat.
Nun werde ich das Gerät wahrscheinlich einmotten. Zuerst hatte ich mir gedacht ich schlachte das 2. Gerät und baue damit Gerät Nr. 2 Richtung 2 Spindeln um.
Aber nach Umbau von Gerät Nr. 1 auf Kugelumlaufspindel und zusätzliche Kugelbüchse auf der rechten Seite ist bei mir die 2. Spindel für den K8200 nicht notwendig.
Und so habe ich noch einen K8200 mit Teilen zum Umbau auf Kugelumlaufspindel rumliegen. Dann behalte ich das Ding einfach mal als Ersatz.
Aber unter 500 Euro möchte ich da einfach nicht gehen. Dann ist mir der Ersatzdrucker nutzbringender als 300-400 Euro.
Wie dem auch sei. Das Merlin-Hotend ist auf jeden Fall bei mir übrig und falls Du Interesse daran hast kannst Du mir gerne einen Preisvorschlag machen.
Nachtrag: Bzgl. Lagenproblemen!
Habe immer mal wieder das Problem, dass die Layerlagen nicht mehr richtig haften, wenn das Filament nicht mehr aus dem Hotend fließt, sonder er stoßweise rauskommt.
Da habe festgestellt, dass wenn der weisse Teflonkörper innen ausgerieben ist der Extruder "gieksende" Geräusche macht. Man kann quasi jeden Step des Motors hören.
Irgendwie klemmt dann das Material in dem Teflonteil (Vermutung von mir: Durch die Rundung von der Spule steht das Zeug ja an der einen Wandseite mehr an als an der Anderen).
Wenn dann diese Stelle arg ausgerieben ist wird die Förderung zu schwer und das Material kommt "schuckweise" aus dem Extruder und verbindet sich nicht homogen mit
der vorhergehenden Layerlage. Nach Einbau eines neuen Teflonteils war der Spuk auf jeden Fall vorbei. Vorher habe ich das Teil mit einer Feile auf einem Dremel ausgerieben
und alles Möglich probiert. Eine kurze Zeit hatte ich dann wieder Ruhe und dann ging es wieder los. Also die Teflonbüchse mit dem Gewinde dran ist sehr verschleißträchtig.
Da erklärt auch warum bei anderen Hotends dieses Einlaufteil z. B. aus Alu ist. Beim Merlin ist das scheinbar ein PEEK-Teil.
Am Anfang hatte ich mir mal bei einer Dreherei das Teflonteil in PEEK drehen lassen. Das hat aber nur einmal funktioniert. Anschließend hing das abgekühlte Material im unteren Teil der Hülse fest.
Hier hätte ich vielleicht seinerzeit einen externen Lüfter für die Kühlung dieser Strecke anbauen sollen. Aber da hatte ich noch nicht das Wissen von heute.
Vielleicht lege ich das Teil an Weihnachten mal in den Backofen und hole das Filament mit einem Pfeifenreiniger raus?!
Dann baue ich das Teil nochmal an und kühle das Ding gut. PEEK ist hat wesentlich (form)stabiler als das PTFE. Aber PTFE hat halt die besseren Gleiteigenschaften.
Und das das Teil direkt in die Messing-Hülse eingeschraubt wird, habe ich da auch keine Hitzebarriere aus einem anderen Werkstoff wie z. B. beim E3D.
Dort ist, glaub' ich, eine Edelstahl-Barriere verbaut, da das Material die Wärme schlechter leitet als z. B. Messing.
Beste Grüße
Oli
2-mal bearbeitet. Zuletzt am 13.12.15 03:08.
3DRag alias Velleman K8200, 80mm Objektlüfter, Extruder mit GT2-Riemenantrieb, E3D-Hotend mit 40mm Lüfter,
Z-Links: 1 x Kugelumlaufspindel 12x4, Z-Rechts: 2. Kugelbüchse, X/Y-Umbau auf GT2-Riemen, 24V/120W Netzteil
für Bett via Relais-Schaltung, vom Board gesteuerter Hotend- und Logiklüfter via MosFET-Schaltung.
Weitere/detailliertere Infos zu Umbauten/Eigenkonstruktionen an/von meinem/meinen 3D-Drucker(n) findet Ihr unter:
[www.oliver-schlenker.dyndns.org]
Hast Du da zufällig ein Merlin-Hotend im Einsatz?
Ich habe hier seit ca. einem 3/4 Jahr so ein Teil rumliegen und habe es bisher, aus Zeitmangel, nicht eingebaut.
Die Adapterplatte hatte ich mir mal gedruckt. Das war's dann aber auch.
Ich habe das org. Hotend gut eingestellt bekommen und dann das Merlin-Teil vollkommen vergessen.

Bei Interesse kannst Du das Ding gerne haben. Weiss den Preis nicht mehr.
War, glaub' ich, mit Versand knapp 40 Euro.
Ist alles Orginal und unbenutzt (die blauen Teile sind die Adaptierungen auf K8200).
Bzgl. Original-Extruder habe ich ein paar Veränderungen gemacht:
- kleinen Mini-Lüfter habe ich gegen großen PC-Lüfter ersetzt. (Wärme bekomme ich halt nur mit Luftvolumen aus dem Bauteil raus).
- Das Hotend habe ich mit einem Fiberglasschlauch gegen starke Abkühlung (Wenn z. b. der Lüfter anspringt) isoliert
- Düsen feile ich leicht halbkugelförmig ab und schaue, dass um das Düsenloch aber eine kleine Planfläche bleibt, damit das Filament gut geglättet wird
- Umbau auf GT2-Riementrieb, dadurch genauere Dosierung (gerade beim Retract war da doch Luft zwischen den Zahnrädern).
Das Membino-Filament hat sich für mich als ideal herausgestellt. Ich halte das Material für recht gutmütig. Ich arbeite da mit einer Temp. von 210°C.
Am Anfang bin ich da mit 190°C gefahren. Das hat eine Weile funktioniert und dann auf einmal nicht mehr. Ev. haben die ja was in der Rezeptur geändert?!
Aber mit diesem Material kann ich die Farben problemlos wechseln und lasse alle Einstellungen gleich. Das Material fließt gut und bleibt trotzdem formstabil
als Faden. Ich habe hier auf jeden Fall keine Probleme. Das muss aber jeder für sich, seinen Drucker und natürlich seine Einstellungen selbst abmachen.
Den Directdrive-Extruder von Velleman mit 1,75 Filament hatte ich mir auch überlegt. Habe aber noch Unmengen von 3mm Filament (sicherlich noch 12 Spulen) in diversen Farben
hier bei mir "auf Lager". Und durch den Riemenumbau funktioniert der org. Extruder (Wade-Typ) nun doch recht ordentlich.
Für meinen Eigenbau-Drucker Nr. 2 (siehe meine Webseite) habe ich mal ein Ersatzteil-Extruder vom K8200 eingebaut.
Werde aber, wenn das Gerät endlich in Betrieb geht (Spindeln fehlen noch), wahrscheinlich dann mit einem E3D nachrüsten.
Aber zuerst muss ich da generell mal schauen, wie das Gerät läuft. Habe auch erstmal einen kleinen Hotendlüfter, der noch vom K8200 übrig war, angebaut.
Wird aber wahrscheinlich nicht reichen. Bei meinem Drucker habe ich aber die Möglickeit den Lüfter näher an's Hotend bzw. Düsenende zu bringen.
Ev. reicht dann doch der kleine Lüfter. Kann ich aber erst nach Tests was dazu sagen.
Solange bleibt mir der K8200 (bzw. 2 von denen) noch erhalten.
Hatte ja versucht K8200 Nr. 2 im Eb*** zu verkaufen. Bin dann auch von 575 Euro auf 500 Euro runter. Das Gerät hat einige Umbauten und ist von der Druckqualität echt gut eingestellt.
Hatte zwar immer 5-8 Beobachter drauf, aber gekauft hat das Gerät dann aber niemand. Mir ist ja klar, dass der Bausatz für 400 Euro zu haben ist. Aber sind wir mal ehrlich.
Hier im Forum ist niemand, aber auch wirklich niemand, der den Bausatz im Auslieferungszustand in Betrieb hat.
Nun werde ich das Gerät wahrscheinlich einmotten. Zuerst hatte ich mir gedacht ich schlachte das 2. Gerät und baue damit Gerät Nr. 2 Richtung 2 Spindeln um.
Aber nach Umbau von Gerät Nr. 1 auf Kugelumlaufspindel und zusätzliche Kugelbüchse auf der rechten Seite ist bei mir die 2. Spindel für den K8200 nicht notwendig.
Und so habe ich noch einen K8200 mit Teilen zum Umbau auf Kugelumlaufspindel rumliegen. Dann behalte ich das Ding einfach mal als Ersatz.
Aber unter 500 Euro möchte ich da einfach nicht gehen. Dann ist mir der Ersatzdrucker nutzbringender als 300-400 Euro.
Wie dem auch sei. Das Merlin-Hotend ist auf jeden Fall bei mir übrig und falls Du Interesse daran hast kannst Du mir gerne einen Preisvorschlag machen.
Nachtrag: Bzgl. Lagenproblemen!
Habe immer mal wieder das Problem, dass die Layerlagen nicht mehr richtig haften, wenn das Filament nicht mehr aus dem Hotend fließt, sonder er stoßweise rauskommt.
Da habe festgestellt, dass wenn der weisse Teflonkörper innen ausgerieben ist der Extruder "gieksende" Geräusche macht. Man kann quasi jeden Step des Motors hören.
Irgendwie klemmt dann das Material in dem Teflonteil (Vermutung von mir: Durch die Rundung von der Spule steht das Zeug ja an der einen Wandseite mehr an als an der Anderen).
Wenn dann diese Stelle arg ausgerieben ist wird die Förderung zu schwer und das Material kommt "schuckweise" aus dem Extruder und verbindet sich nicht homogen mit
der vorhergehenden Layerlage. Nach Einbau eines neuen Teflonteils war der Spuk auf jeden Fall vorbei. Vorher habe ich das Teil mit einer Feile auf einem Dremel ausgerieben
und alles Möglich probiert. Eine kurze Zeit hatte ich dann wieder Ruhe und dann ging es wieder los. Also die Teflonbüchse mit dem Gewinde dran ist sehr verschleißträchtig.
Da erklärt auch warum bei anderen Hotends dieses Einlaufteil z. B. aus Alu ist. Beim Merlin ist das scheinbar ein PEEK-Teil.
Am Anfang hatte ich mir mal bei einer Dreherei das Teflonteil in PEEK drehen lassen. Das hat aber nur einmal funktioniert. Anschließend hing das abgekühlte Material im unteren Teil der Hülse fest.
Hier hätte ich vielleicht seinerzeit einen externen Lüfter für die Kühlung dieser Strecke anbauen sollen. Aber da hatte ich noch nicht das Wissen von heute.
Vielleicht lege ich das Teil an Weihnachten mal in den Backofen und hole das Filament mit einem Pfeifenreiniger raus?!
Dann baue ich das Teil nochmal an und kühle das Ding gut. PEEK ist hat wesentlich (form)stabiler als das PTFE. Aber PTFE hat halt die besseren Gleiteigenschaften.
Und das das Teil direkt in die Messing-Hülse eingeschraubt wird, habe ich da auch keine Hitzebarriere aus einem anderen Werkstoff wie z. B. beim E3D.
Dort ist, glaub' ich, eine Edelstahl-Barriere verbaut, da das Material die Wärme schlechter leitet als z. B. Messing.
Beste Grüße
Oli
2-mal bearbeitet. Zuletzt am 13.12.15 03:08.
3DRag alias Velleman K8200, 80mm Objektlüfter, Extruder mit GT2-Riemenantrieb, E3D-Hotend mit 40mm Lüfter,
Z-Links: 1 x Kugelumlaufspindel 12x4, Z-Rechts: 2. Kugelbüchse, X/Y-Umbau auf GT2-Riemen, 24V/120W Netzteil
für Bett via Relais-Schaltung, vom Board gesteuerter Hotend- und Logiklüfter via MosFET-Schaltung.
Weitere/detailliertere Infos zu Umbauten/Eigenkonstruktionen an/von meinem/meinen 3D-Drucker(n) findet Ihr unter:
[www.oliver-schlenker.dyndns.org]
|
Re: Velleman K8200 Erfahrungen/Baubericht 13. December 2015 10:22 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 91 |
Hallo Oliver,
danke fürs Angebot, aber ist das Teil nicht für 3mm? Den Originalextruder habe ich auch noch, nur kein 3mm Filament mehr... Das Desaster war ja nicht geplant
Der Zeitpunkt ist jetzt halt doof, so kurz vor Weihnachten, wo ich schon farbiges Filament für ein paar Geschenke hier liegen habe. Das Ersatzteil kriegt man im Handel nur im Ausland: *.nl, *.no, *.dk. Das, Teil, welches "K8400 isolator guide" heißt, kriegt man nicht unter 30€! Die spinnen wohl.
In DE würde man es über Conrad- oder Reichelt-Support als Ersatzteil bekommen können, Preis unbekannt, vermutlich lange Lieferzeit, da die es selbst erst bestellen müssen. Also habe ich den kompletten Direktextruder gestern noch mal bestellt. Ich kann mich damit trösten, dass ich jetzt ein paar Ersatzteile fürs Haufen Geld bekomme
E3D werde ich mir anschauen, wenn ich auch dieses Exemplar schrotte, nächste Woche habe ich einfach keine Zeit für Experimente und Halterungen kann ich jetzt eh nicht drucken.
Es gibt da ein paar Wege um das PEEK-Teil frei zu bekommen, z.B. einen dicken Kupferdraht um den Lötkolben wickeln und "rumstochern". Wenn Du es im Backofen warm machst, würde ich Holzstäbchen empfehlen - ist weich genug um keine Kratzer zu hinterlassen und kühlt nicht sehr stark ab. Ich weiß aber nicht, ob es Dir viel bringt, denn auch in meinem steckt ein PTFE Röhrchen drin.
-----
Da es nicht so viele Infos zum K8203 direct drive extruder zu finden sind, schreibe ich hier eine Rezension.
Der Extruder ist derselbe wie beim K8400, es sind die selben Ersatzteile, unterschiedlich ist die Halterung und Einbauort. Beim K8400 wird er als Bowden- und beim K8200 als Directextruder verwendet.
- 1.75mm Filament
- 0.35mm Düse, es gibt keine Anderen und ist eh schlecht zu wechseln
- kein Getriebe, das Extruderrädchen sitzt direkt auf der Motorwelle, die Riffelung ist rund und ziemlich scharf
Fangen wir mit dem Preis an - 100€ sind definitiv zu viel, da ist ja auch kein Motor drin und auch die Ersatzteile kriegt man nicht an jeder Ecke.
Warum soll man sich das Teil überhaupt kaufen, es gibt ja genügend Alternativen, die dazu noch um die Hälfte kosten? Nun, es ist ein Komplettset, man muss nichts extra drucken oder nachkaufen, es passt an den Drucker und es gibt sogar die FW mit angepassten Stepps und PID-Werten. Gehirn abschalten und den Bestellknopf drücken
Es ist nichts für Leute, die gerne alles selber bauen, oder einfach sparen wollen - schließlich ist es ja ein Hobby.
Inhalt der Schachtel:
- Kunstoffteile für die linke oder rechte Montage, bezogen auf den Motor, so ist es möglich, zwei Extruder nebeneinander einzubauen
- eine Aluhalterung um den Extruder am Profil zu befestigen
- Kleinzeug, Schrauben, Hotendhalterung, etc.
- Aluhebel mit Feder. Die Feder ist in meinem Fall zu stark, beim Hebeldrücken hatte ich immer Angst, dass die Kunststoffteile brechen, es hat in den Fingern auch richtig weh getan, da der Hebel und die Kunststoffnase, gegen die man drückt, kantig sind. Schlimmer war jedoch, dass das weichere PETG Filament zerdrückt wurde und noch vor dem Hotend in der Führung stecken blieb. Einfach eine schwächere Feder rein und schon sind die Finger und das Filament heile.
- Kugellager, endlich mal ein geschlossener Kugellager (RS)
- Das Rändelrädchen
- Hotend bestehend aus PEEK isolator guide, einem PTFE Schlauch, welches man noch selber kürzen muss, Heizblock, Heizelement und dem Thermistor, der bereits in einem hitzebeständigem Schlauch sitzt und der Düse.
- der stärkere Motortreiber DRV8825
Zusammenbau:
Es gibt eine bebilderte Einbauanleitung, wie man die von Velleman bereits kennt. Velleman wäre aber nicht Velleman, wenn da nicht wieder mehrere Schrumpfschlauchstückchenfotos stehen würden, die Schrift ist dafür aber superklein. Den Motor darf man übrigens laut der Einbaueinleitung wieder anlöten (?).
Also, den Wade Extruder abschrauben und den Motor ausbauen, den Z-Arm aushängen und eine Mutter unten ins Profil stecken, die Alu-Halterung einsetzen. Das Filamenträdchen musste innen ein wenig nachgefeilt werden, da das Gewinde der Madenschraube zu einer leichten Verformung geführt hatte.
Der Extruder wird auf dem Motor und der Halterung aufgebaut. Von dem PTFE Schlauch 23mm ±0.25 (!) abschneiden, man habe ein paar Versuche und wenns nicht klappt, könne ein längeres Stück auf die gewünschte Länge runtergeschliffen werden. Der Schlauch ist ca 25cm lang, das reicht, auch wenn die Anleitung meint, man solle darauf achten, dass davon noch 70cm übrig bleiben - K8400 lässt grüßen.
Hotend ist auch schnell zusammengebaut, anschrauben, fertig.
Dann noch die Leitungen verbinden (ich habe die Gelegenheit genutzt und gleich Stecker angebracht) und den Motortreiber einsetzen. Dabei natürlich darauf achten, dass der Chip oben und der Poti unten ist. Selbstverständlich sollte man den Strom vorher abschalten.
Firmware
Man kann die passende FW von Velleman runterladen, da ist allerdings die TR8 Gewindestange eingerichtet. Hat man wie in der Anleitung den Motor links eingebaut, muss noch die Richtung für den Extruder invertiert werden. Es sind 150 Stepps/mm und andere PID-Werte angegeben. Die sollte man aber eh selber mit autotune ermitteln.
Einstellungen und Tests
Prüfen, ob die angezeigte Temperatur plausibel ist, Filament einsetzen, den Extruder aufheizen und manuell extrudieren - Richtung sollte stimmen. Den Poti habe ich nach Gefühl eingestellt, so dass es beim Extrudieren keine Stepps verliert und die Temperatur nicht über 90°C am Chip übersteigt. Ein Lüfter kühlt es dann zusätzlich runter. Die Temperatur habe ich mit einem IR-Thermometer gemessen direkt am Chip. Die Oberfläche eines Kühlers ist meistens kälter als der Chip, insbesondere mit Lüfter. (Und IR-Thermometer können eh nicht richtig auf dem blanken Metall messen. Um den richtigen Emissionswert einzustellen braucht man einen Kontaktthermometer, dann braucht man aber keinen Berührungslosen )
)
In der Software Filament- und Düsendurchmesser einstellen, beim Repetier und ggf. im Slicer. Cura-Engine hat eigene Einstellung dafür. Vergisst man den Düsendurchmesser in Cura-Engine, so wundert man sich über nicht dichte Boden- und Deckenschichten
Erfahrungen und Fazit
Wie von einer kleineren Düse zu erwarten ist, sind die Details auch feiner. Das dünnere Filament lässt sich einfacher handhaben, ist nicht so störrisch, klapperte bei mir auch nicht wie das 3mm beim Drucken. Aufpassen sollte man, dass auf der Spule keine Schlingen entstehen, wenn das Filamentende frei ist, könnte es sich unter andere Wicklungen schieben und man sieht es etwas schlechter als bei dem "Dicken".
Es wird auch nicht am Filament gehobelt, es rutscht nicht durch, dafür gibt es hörbare Schrittverluste. Der Extruder ist auch leiser als der originale Wade Extruder.
Der Extruder hat sich auch als gutmütig herausgestellt, Hotend selbst muss nicht gekühlt werden. Ich hatte ein paar Verstopfungen, die sich aber leicht "entstopfen" ließen.
- Nach Änderung an der Z-Axis den Z-Enstop nicht eingestellt - es wurde "in den Tisch" gedruckt, die Düse ins Glas reingedrückt, hat auch den ganzen Kleber von der Oberfläche gewischt. --> Filament rausziehen, Verdickung abschneiden, weiter gehts
- Beim Filamentwechsel das noch heiße Filament rausgezogen - ein Stückchen ist oben in der Einführung steckengeblieben --> einfach mit etwas Kraft reindrücken.
- PETG mit viel Retract führte auch zu Verstopfung --> Filament rausziehen, abschneiden, Retract für die problematischen Drucke abschalten
Die Düsenspitze schaut 3mm aus dem Heizblock, gut für die Wärmezufuhr, schlecht für kleine Druckobjekte, die werden unnötig mit Wärme bestrahlt. Außerdem, sammelt sich häufig Kunststoff am Heizblock, wenn der Faden sich beim Aufheizen kräuselt. Man kann kein Kapton-Band unten benutzen, da der Abstand zu klein ist und Kapton sich bei der Temperatur verzieht. Dann bleibt der Kopf an dem Druckobjekt hängen. Seitlich zu isolieren ist aber einer gute Idee, dann kühlt der Lüfter das Heizblock nicht mehr so stark ab.
Mein Fazit dazu: Der Extruder ist gut und pflegeleicht, aber teuer. Wer den Aufwand nicht scheut, kann sich für ein Drittel, oder die Hälfte des Preises einen ebenso guten bauen. Die Anderen können sich überlegen, ob es ihnen Wert ist.
Ich, meinerseits, rechtfertige es damit, dass ich schon mehr in die anderen Hobbys versenkt hatte, ohne, dass ich wie hier, eine spürbare Verbesserung hatte , und das ohne viel Aufwand!
, und das ohne viel Aufwand!
MfG,
Andreas
1-mal bearbeitet. Zuletzt am 13.12.15 14:15.
danke fürs Angebot, aber ist das Teil nicht für 3mm? Den Originalextruder habe ich auch noch, nur kein 3mm Filament mehr... Das Desaster war ja nicht geplant
Der Zeitpunkt ist jetzt halt doof, so kurz vor Weihnachten, wo ich schon farbiges Filament für ein paar Geschenke hier liegen habe. Das Ersatzteil kriegt man im Handel nur im Ausland: *.nl, *.no, *.dk. Das, Teil, welches "K8400 isolator guide" heißt, kriegt man nicht unter 30€! Die spinnen wohl.
In DE würde man es über Conrad- oder Reichelt-Support als Ersatzteil bekommen können, Preis unbekannt, vermutlich lange Lieferzeit, da die es selbst erst bestellen müssen. Also habe ich den kompletten Direktextruder gestern noch mal bestellt. Ich kann mich damit trösten, dass ich jetzt ein paar Ersatzteile fürs Haufen Geld bekomme
E3D werde ich mir anschauen, wenn ich auch dieses Exemplar schrotte, nächste Woche habe ich einfach keine Zeit für Experimente und Halterungen kann ich jetzt eh nicht drucken.
Es gibt da ein paar Wege um das PEEK-Teil frei zu bekommen, z.B. einen dicken Kupferdraht um den Lötkolben wickeln und "rumstochern". Wenn Du es im Backofen warm machst, würde ich Holzstäbchen empfehlen - ist weich genug um keine Kratzer zu hinterlassen und kühlt nicht sehr stark ab. Ich weiß aber nicht, ob es Dir viel bringt, denn auch in meinem steckt ein PTFE Röhrchen drin.
-----
Da es nicht so viele Infos zum K8203 direct drive extruder zu finden sind, schreibe ich hier eine Rezension.
Der Extruder ist derselbe wie beim K8400, es sind die selben Ersatzteile, unterschiedlich ist die Halterung und Einbauort. Beim K8400 wird er als Bowden- und beim K8200 als Directextruder verwendet.
- 1.75mm Filament
- 0.35mm Düse, es gibt keine Anderen und ist eh schlecht zu wechseln
- kein Getriebe, das Extruderrädchen sitzt direkt auf der Motorwelle, die Riffelung ist rund und ziemlich scharf
Fangen wir mit dem Preis an - 100€ sind definitiv zu viel, da ist ja auch kein Motor drin und auch die Ersatzteile kriegt man nicht an jeder Ecke.
Warum soll man sich das Teil überhaupt kaufen, es gibt ja genügend Alternativen, die dazu noch um die Hälfte kosten? Nun, es ist ein Komplettset, man muss nichts extra drucken oder nachkaufen, es passt an den Drucker und es gibt sogar die FW mit angepassten Stepps und PID-Werten. Gehirn abschalten und den Bestellknopf drücken
Es ist nichts für Leute, die gerne alles selber bauen, oder einfach sparen wollen - schließlich ist es ja ein Hobby.
Inhalt der Schachtel:
- Kunstoffteile für die linke oder rechte Montage, bezogen auf den Motor, so ist es möglich, zwei Extruder nebeneinander einzubauen
- eine Aluhalterung um den Extruder am Profil zu befestigen
- Kleinzeug, Schrauben, Hotendhalterung, etc.
- Aluhebel mit Feder. Die Feder ist in meinem Fall zu stark, beim Hebeldrücken hatte ich immer Angst, dass die Kunststoffteile brechen, es hat in den Fingern auch richtig weh getan, da der Hebel und die Kunststoffnase, gegen die man drückt, kantig sind. Schlimmer war jedoch, dass das weichere PETG Filament zerdrückt wurde und noch vor dem Hotend in der Führung stecken blieb. Einfach eine schwächere Feder rein und schon sind die Finger und das Filament heile.
- Kugellager, endlich mal ein geschlossener Kugellager (RS)
- Das Rändelrädchen
- Hotend bestehend aus PEEK isolator guide, einem PTFE Schlauch, welches man noch selber kürzen muss, Heizblock, Heizelement und dem Thermistor, der bereits in einem hitzebeständigem Schlauch sitzt und der Düse.
- der stärkere Motortreiber DRV8825
Zusammenbau:
Es gibt eine bebilderte Einbauanleitung, wie man die von Velleman bereits kennt. Velleman wäre aber nicht Velleman, wenn da nicht wieder mehrere Schrumpfschlauchstückchenfotos stehen würden
, die Schrift ist dafür aber superklein. Den Motor darf man übrigens laut der Einbaueinleitung wieder anlöten (?).Also, den Wade Extruder abschrauben und den Motor ausbauen, den Z-Arm aushängen und eine Mutter unten ins Profil stecken, die Alu-Halterung einsetzen. Das Filamenträdchen musste innen ein wenig nachgefeilt werden, da das Gewinde der Madenschraube zu einer leichten Verformung geführt hatte.
Der Extruder wird auf dem Motor und der Halterung aufgebaut. Von dem PTFE Schlauch 23mm ±0.25 (!) abschneiden, man habe ein paar Versuche und wenns nicht klappt, könne ein längeres Stück auf die gewünschte Länge runtergeschliffen werden. Der Schlauch ist ca 25cm lang, das reicht, auch wenn die Anleitung meint, man solle darauf achten, dass davon noch 70cm übrig bleiben - K8400 lässt grüßen.
Hotend ist auch schnell zusammengebaut, anschrauben, fertig.
Dann noch die Leitungen verbinden (ich habe die Gelegenheit genutzt und gleich Stecker angebracht) und den Motortreiber einsetzen. Dabei natürlich darauf achten, dass der Chip oben und der Poti unten ist. Selbstverständlich sollte man den Strom vorher abschalten.
Firmware
Man kann die passende FW von Velleman runterladen, da ist allerdings die TR8 Gewindestange eingerichtet. Hat man wie in der Anleitung den Motor links eingebaut, muss noch die Richtung für den Extruder invertiert werden. Es sind 150 Stepps/mm und andere PID-Werte angegeben. Die sollte man aber eh selber mit autotune ermitteln.
Einstellungen und Tests
Prüfen, ob die angezeigte Temperatur plausibel ist, Filament einsetzen, den Extruder aufheizen und manuell extrudieren - Richtung sollte stimmen. Den Poti habe ich nach Gefühl eingestellt, so dass es beim Extrudieren keine Stepps verliert und die Temperatur nicht über 90°C am Chip übersteigt. Ein Lüfter kühlt es dann zusätzlich runter. Die Temperatur habe ich mit einem IR-Thermometer gemessen direkt am Chip. Die Oberfläche eines Kühlers ist meistens kälter als der Chip, insbesondere mit Lüfter. (Und IR-Thermometer können eh nicht richtig auf dem blanken Metall messen. Um den richtigen Emissionswert einzustellen braucht man einen Kontaktthermometer, dann braucht man aber keinen Berührungslosen
)In der Software Filament- und Düsendurchmesser einstellen, beim Repetier und ggf. im Slicer. Cura-Engine hat eigene Einstellung dafür. Vergisst man den Düsendurchmesser in Cura-Engine, so wundert man sich über nicht dichte Boden- und Deckenschichten
Erfahrungen und Fazit
Wie von einer kleineren Düse zu erwarten ist, sind die Details auch feiner. Das dünnere Filament lässt sich einfacher handhaben, ist nicht so störrisch, klapperte bei mir auch nicht wie das 3mm beim Drucken. Aufpassen sollte man, dass auf der Spule keine Schlingen entstehen, wenn das Filamentende frei ist, könnte es sich unter andere Wicklungen schieben und man sieht es etwas schlechter als bei dem "Dicken".
Es wird auch nicht am Filament gehobelt, es rutscht nicht durch, dafür gibt es hörbare Schrittverluste. Der Extruder ist auch leiser als der originale Wade Extruder.
Der Extruder hat sich auch als gutmütig herausgestellt, Hotend selbst muss nicht gekühlt werden. Ich hatte ein paar Verstopfungen, die sich aber leicht "entstopfen" ließen.
- Nach Änderung an der Z-Axis den Z-Enstop nicht eingestellt - es wurde "in den Tisch" gedruckt, die Düse ins Glas reingedrückt, hat auch den ganzen Kleber von der Oberfläche gewischt. --> Filament rausziehen, Verdickung abschneiden, weiter gehts
- Beim Filamentwechsel das noch heiße Filament rausgezogen - ein Stückchen ist oben in der Einführung steckengeblieben --> einfach mit etwas Kraft reindrücken.
- PETG mit viel Retract führte auch zu Verstopfung --> Filament rausziehen, abschneiden, Retract für die problematischen Drucke abschalten
Die Düsenspitze schaut 3mm aus dem Heizblock, gut für die Wärmezufuhr, schlecht für kleine Druckobjekte, die werden unnötig mit Wärme bestrahlt. Außerdem, sammelt sich häufig Kunststoff am Heizblock, wenn der Faden sich beim Aufheizen kräuselt. Man kann kein Kapton-Band unten benutzen, da der Abstand zu klein ist und Kapton sich bei der Temperatur verzieht. Dann bleibt der Kopf an dem Druckobjekt hängen. Seitlich zu isolieren ist aber einer gute Idee, dann kühlt der Lüfter das Heizblock nicht mehr so stark ab.
Mein Fazit dazu: Der Extruder ist gut und pflegeleicht, aber teuer. Wer den Aufwand nicht scheut, kann sich für ein Drittel, oder die Hälfte des Preises einen ebenso guten bauen. Die Anderen können sich überlegen, ob es ihnen Wert ist.
Ich, meinerseits, rechtfertige es damit, dass ich schon mehr in die anderen Hobbys versenkt hatte, ohne, dass ich wie hier, eine spürbare Verbesserung hatte
, und das ohne viel Aufwand!MfG,
Andreas
1-mal bearbeitet. Zuletzt am 13.12.15 14:15.
|
Re: Velleman K8200 Erfahrungen/Baubericht 13. December 2015 12:49 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 504 |
@Andreas:
Wenn Du noch den alten org. Extruder hast, bist Du ja nicht ganz mittellos.
Ich war der Meinung, Du hast nun garkein Hotend mehr.
Ja, das Merlin-Hotend ist für 3mm Filament.
Dann bringt das Dir ja nichts.
Wollte nur einen Tipp bzgl. K8203 loswerden:
Auf www.open-electronics.org (ist zwar in Italien, aber Boris liefert ruckzuck) gibt's den kompletten K8203 Extruder für 61,50 Euro + 22% Ust. + UPS-Versand.
D. h. da liegst du bei ca. 75 Euro + 15 Euro Versand = 90 Euro und die Lieferung ist i. d. Regel am nächsten spätestes übernächsten Tag da.
Trotzdem gebe ich dir recht, dass der Preis doch recht happig ist.
Immerhin ist das nicht nur ein Hotend, sondern auch noch ein Direct-Drive-Extruder. Den aber kann man mit ein paar selbst gedruckten Teilen, Federn, Schrauben, Wälzlager und
Förderritzel auch gut und günstig selbst basteln. Oder man nimmt einen Bulldog XL (Alles Alu). Da ist man dann auf der sicheren Seite.
Also ich werde da erstmal dem Standard-Extruder treu bleiben (da weiss ich inzwischen recht gut, wo ich hinlangen muss wenn's klemmt!).
Da habe ich auch noch 0,3mm Düsen rumliegen, die ich mal irgendwann probieren werde. Dann dürften die Layerlagen noch feiner werden (und die Druckdauer länger!).
Mit der 0,5mm Düse komme ich auf 0,15 Layer runter. Ab 0,10 Layer habe ich da dann Fadenabrisse. Ev. müsste ich da noch mit der Temp spielen.
Und ansonsten halt, werde ich mich irgendwann mal mit dem E3D-Hotend beschäftigen. Liegt im Original auch irgendwo bei 50 Euro.
Aber einem China-Clone traue ich nicht so recht.
Aber ich denke mal, dass das E3D doch recht robust ausgelegt ist und weniger wartungsintensiv ist. (Anfänglich habe ich da aber immer mal wieder was von Jamming gehört!).
Auf jeden Fall mal ein herzliches "Dankeschön" für Deine Ausführungen bzgl. K8203. Sehr detailliert und verständlich beschrieben.
Gruß
Oliver
3DRag alias Velleman K8200, 80mm Objektlüfter, Extruder mit GT2-Riemenantrieb, E3D-Hotend mit 40mm Lüfter,
Z-Links: 1 x Kugelumlaufspindel 12x4, Z-Rechts: 2. Kugelbüchse, X/Y-Umbau auf GT2-Riemen, 24V/120W Netzteil
für Bett via Relais-Schaltung, vom Board gesteuerter Hotend- und Logiklüfter via MosFET-Schaltung.
Weitere/detailliertere Infos zu Umbauten/Eigenkonstruktionen an/von meinem/meinen 3D-Drucker(n) findet Ihr unter:
[www.oliver-schlenker.dyndns.org]
Wenn Du noch den alten org. Extruder hast, bist Du ja nicht ganz mittellos.
Ich war der Meinung, Du hast nun garkein Hotend mehr.
Ja, das Merlin-Hotend ist für 3mm Filament.
Dann bringt das Dir ja nichts.
Wollte nur einen Tipp bzgl. K8203 loswerden:
Auf www.open-electronics.org (ist zwar in Italien, aber Boris liefert ruckzuck) gibt's den kompletten K8203 Extruder für 61,50 Euro + 22% Ust. + UPS-Versand.
D. h. da liegst du bei ca. 75 Euro + 15 Euro Versand = 90 Euro und die Lieferung ist i. d. Regel am nächsten spätestes übernächsten Tag da.
Trotzdem gebe ich dir recht, dass der Preis doch recht happig ist.
Immerhin ist das nicht nur ein Hotend, sondern auch noch ein Direct-Drive-Extruder. Den aber kann man mit ein paar selbst gedruckten Teilen, Federn, Schrauben, Wälzlager und
Förderritzel auch gut und günstig selbst basteln. Oder man nimmt einen Bulldog XL (Alles Alu). Da ist man dann auf der sicheren Seite.
Also ich werde da erstmal dem Standard-Extruder treu bleiben (da weiss ich inzwischen recht gut, wo ich hinlangen muss wenn's klemmt!).
Da habe ich auch noch 0,3mm Düsen rumliegen, die ich mal irgendwann probieren werde. Dann dürften die Layerlagen noch feiner werden (und die Druckdauer länger!).
Mit der 0,5mm Düse komme ich auf 0,15 Layer runter. Ab 0,10 Layer habe ich da dann Fadenabrisse. Ev. müsste ich da noch mit der Temp spielen.
Und ansonsten halt, werde ich mich irgendwann mal mit dem E3D-Hotend beschäftigen. Liegt im Original auch irgendwo bei 50 Euro.
Aber einem China-Clone traue ich nicht so recht.
Aber ich denke mal, dass das E3D doch recht robust ausgelegt ist und weniger wartungsintensiv ist. (Anfänglich habe ich da aber immer mal wieder was von Jamming gehört!).
Auf jeden Fall mal ein herzliches "Dankeschön" für Deine Ausführungen bzgl. K8203. Sehr detailliert und verständlich beschrieben.
Gruß
Oliver
3DRag alias Velleman K8200, 80mm Objektlüfter, Extruder mit GT2-Riemenantrieb, E3D-Hotend mit 40mm Lüfter,
Z-Links: 1 x Kugelumlaufspindel 12x4, Z-Rechts: 2. Kugelbüchse, X/Y-Umbau auf GT2-Riemen, 24V/120W Netzteil
für Bett via Relais-Schaltung, vom Board gesteuerter Hotend- und Logiklüfter via MosFET-Schaltung.
Weitere/detailliertere Infos zu Umbauten/Eigenkonstruktionen an/von meinem/meinen 3D-Drucker(n) findet Ihr unter:
[www.oliver-schlenker.dyndns.org]
|
Re: Velleman K8200 Erfahrungen/Baubericht 13. December 2015 14:08 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 91 |
Hallo Oliver,
 und würde auch keins mehr kaufen, obwohl... hätte ich welches, hätte ich vielleicht E3D ausprobiert. Defekt ist ja nur das Hotend.
und würde auch keins mehr kaufen, obwohl... hätte ich welches, hätte ich vielleicht E3D ausprobiert. Defekt ist ja nur das Hotend.
Hatte grad die Düse befreit, meine Fresse, ist PEEK fest, wenn man so was drucken könnte.... Habe fast die Düse demoliert, so fest war es eingeschmolzen, ich musste sie herausbrechen. Der Sechskant ist jetzt etwas lädiert, aber für Notfälle wirds reichen. PTFE Röhrchen ist an einem Ende auch etwas verengt und ein bißchen trübe - auch für die Tonne, gut, davon habe ich noch genug.
Da ja Dein Extruder auf Riemen umgebaut ist, hast Du es ja nicht nötig, einen anderen einzubauen, aber 0.1 sollte doch gehen? Bei mir war das Problem, dass der Lüfter zu stark abkühlte und dann schmierte die breite Nasenspitze nur rum. Habe jetzt ein kleines Teil in 0.1mm gefunden, wären alle meine Ausdrucke so gut, hätte ich keinen neuen Extruder geholt.
Beim E3D, wenn ich mich recht entsinne, war nur die 3mm Variante betroffen, da ohne PTFE-Einsatz und turbotommy hat durch die Hotend-Kühlung das Problem in den Griff bekommen. (Jap, habe den ganzen Thread gelesen )
Woanders las ich, dass viel und häufiger Retract auch zum Verstopfen geführt hat - hatte ich ja mit PETG und dem neuen Extruder auch.
www.open-electronics.org wäre auch eine Variante, immerhin 10 bis 15 Euro günstiger. Das mit dem Teuer, versteh mich nicht falsch, schließlich habe ich ja den noch mal bestellt, ich finde aber, dass bei diesem Preis auch ein Schrittmotor drin gewesen wäre.
Der Feeder besteht aus vier Kunststoffteilen, die so groß wie der Motor sind, jeweils zwei für die linke und rechte Montage, eine kleine Kunststoffführung, Hebel, Feder, Kugellager und ein paar Schrauben. Dazu noch das Förderrädchen, welches noch innen etwas gefeilt werden musste, damit es auf die Motorwelle passte. Es sieht einfach nicht nach 100€ aus.
MfG,
Andreas
dooch, habe ja kein 3mm FilamentQuote
Wenn Du noch den alten org. Extruder hast, bist Du ja nicht ganz mittellos
und würde auch keins mehr kaufen, obwohl... hätte ich welches, hätte ich vielleicht E3D ausprobiert. Defekt ist ja nur das Hotend.Hatte grad die Düse befreit, meine Fresse, ist PEEK fest, wenn man so was drucken könnte.... Habe fast die Düse demoliert, so fest war es eingeschmolzen, ich musste sie herausbrechen. Der Sechskant ist jetzt etwas lädiert, aber für Notfälle wirds reichen. PTFE Röhrchen ist an einem Ende auch etwas verengt und ein bißchen trübe - auch für die Tonne, gut, davon habe ich noch genug.
Da ja Dein Extruder auf Riemen umgebaut ist, hast Du es ja nicht nötig, einen anderen einzubauen, aber 0.1 sollte doch gehen? Bei mir war das Problem, dass der Lüfter zu stark abkühlte und dann schmierte die breite Nasenspitze nur rum. Habe jetzt ein kleines Teil in 0.1mm gefunden, wären alle meine Ausdrucke so gut, hätte ich keinen neuen Extruder geholt.
Beim E3D, wenn ich mich recht entsinne, war nur die 3mm Variante betroffen, da ohne PTFE-Einsatz und turbotommy hat durch die Hotend-Kühlung das Problem in den Griff bekommen. (Jap, habe den ganzen Thread gelesen
)Woanders las ich, dass viel und häufiger Retract auch zum Verstopfen geführt hat - hatte ich ja mit PETG und dem neuen Extruder auch.
www.open-electronics.org wäre auch eine Variante, immerhin 10 bis 15 Euro günstiger. Das mit dem Teuer, versteh mich nicht falsch, schließlich habe ich ja den noch mal bestellt, ich finde aber, dass bei diesem Preis auch ein Schrittmotor drin gewesen wäre.
Der Feeder besteht aus vier Kunststoffteilen, die so groß wie der Motor sind, jeweils zwei für die linke und rechte Montage, eine kleine Kunststoffführung, Hebel, Feder, Kugellager und ein paar Schrauben. Dazu noch das Förderrädchen, welches noch innen etwas gefeilt werden musste, damit es auf die Motorwelle passte. Es sieht einfach nicht nach 100€ aus.
MfG,
Andreas
|
Re: Velleman K8200 Erfahrungen/Baubericht 13. December 2015 17:12 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 504 |
Hallo Andreas,
das mit der 0,1 Layerdicke kann ich bei Gelegenheit nochmal probieren und etwas damit rumspielen. Wenn ich die Düse gegen eine 0,3 tausche, dürfte das auf jeden Fall hinhauen.
Ja, das PEEK ist echt hart und spröde.
Bzgl. E3D, hatte ich ja schon geschrieben, bleibe ich erstmal beim Standard-Extruder.
Aber ich schaue mir so ein E3D auf jeden Fall mal genauer an, wenn der neue Drucker erstmal tut.
(Ansonsten habe ich ja noch das Merlin-Ding, das ich auch mal probieren könnte.)
Aber im Moment bin ich mit der Druckqualität von meinem K8200-Schätzchen sehr zufrieden.
Das mit dem Teuer verstehe ich schon richtig. Da legste 100 Mücken hin und bekommst ein paar Kleinteile aus Kunststoff.
Ich finde auch, dass das der Lieferumfang nicht wert ist.
Aber Du hast das Ding ja mal probiert und das darf bei einem Hobby auch so sein.
Habe übrigens direkten Kontakt mit Chris hier aus dem Forum, der setzt auch das K8203 ein.
Der ist scheinbar mit dem Ding auch zufrieden.
Ich gehe auch mal davon aus, wenn die Firmware die Extruderheizung beim Limit abgeschalten hätte, wäre dem Hotend auch nichts passiert.
Da kann das K8203-Ding wohl nichts dafür.
Ich habe aber auch schon gemerkt, dass die Firmware etwas buggy ist.
Einige Drucken laufen super hintereinander ab. Dann bei Druckstart fährt die Z-Achse auf Home und ruckt dabei zyklisch.
Ansonsten läuft die immer sauber auf Home. Kam zwar die letzte Zeit nicht mehr vor, aber das Problem hatte ich mal eine Weile.
Programme (und das ist eine Firmware halt auch nur) können immer irgendwie Dinge tun, die nicht beabsichtigt waren, wenn Zustände eintreten die im Quellcode nicht abgefangen werden.
Und bei sovielen Auswahlmöglichkeiten in der configuration.h mit Boards etc. kann man sicherlich nicht alles immer berücksichtigen.
Gruß
Oliver
3DRag alias Velleman K8200, 80mm Objektlüfter, Extruder mit GT2-Riemenantrieb, E3D-Hotend mit 40mm Lüfter,
Z-Links: 1 x Kugelumlaufspindel 12x4, Z-Rechts: 2. Kugelbüchse, X/Y-Umbau auf GT2-Riemen, 24V/120W Netzteil
für Bett via Relais-Schaltung, vom Board gesteuerter Hotend- und Logiklüfter via MosFET-Schaltung.
Weitere/detailliertere Infos zu Umbauten/Eigenkonstruktionen an/von meinem/meinen 3D-Drucker(n) findet Ihr unter:
[www.oliver-schlenker.dyndns.org]
das mit der 0,1 Layerdicke kann ich bei Gelegenheit nochmal probieren und etwas damit rumspielen. Wenn ich die Düse gegen eine 0,3 tausche, dürfte das auf jeden Fall hinhauen.
Ja, das PEEK ist echt hart und spröde.
Bzgl. E3D, hatte ich ja schon geschrieben, bleibe ich erstmal beim Standard-Extruder.
Aber ich schaue mir so ein E3D auf jeden Fall mal genauer an, wenn der neue Drucker erstmal tut.
(Ansonsten habe ich ja noch das Merlin-Ding, das ich auch mal probieren könnte.)
Aber im Moment bin ich mit der Druckqualität von meinem K8200-Schätzchen sehr zufrieden.
Das mit dem Teuer verstehe ich schon richtig. Da legste 100 Mücken hin und bekommst ein paar Kleinteile aus Kunststoff.
Ich finde auch, dass das der Lieferumfang nicht wert ist.
Aber Du hast das Ding ja mal probiert und das darf bei einem Hobby auch so sein.
Habe übrigens direkten Kontakt mit Chris hier aus dem Forum, der setzt auch das K8203 ein.
Der ist scheinbar mit dem Ding auch zufrieden.
Ich gehe auch mal davon aus, wenn die Firmware die Extruderheizung beim Limit abgeschalten hätte, wäre dem Hotend auch nichts passiert.
Da kann das K8203-Ding wohl nichts dafür.
Ich habe aber auch schon gemerkt, dass die Firmware etwas buggy ist.
Einige Drucken laufen super hintereinander ab. Dann bei Druckstart fährt die Z-Achse auf Home und ruckt dabei zyklisch.
Ansonsten läuft die immer sauber auf Home. Kam zwar die letzte Zeit nicht mehr vor, aber das Problem hatte ich mal eine Weile.
Programme (und das ist eine Firmware halt auch nur) können immer irgendwie Dinge tun, die nicht beabsichtigt waren, wenn Zustände eintreten die im Quellcode nicht abgefangen werden.
Und bei sovielen Auswahlmöglichkeiten in der configuration.h mit Boards etc. kann man sicherlich nicht alles immer berücksichtigen.
Gruß
Oliver
3DRag alias Velleman K8200, 80mm Objektlüfter, Extruder mit GT2-Riemenantrieb, E3D-Hotend mit 40mm Lüfter,
Z-Links: 1 x Kugelumlaufspindel 12x4, Z-Rechts: 2. Kugelbüchse, X/Y-Umbau auf GT2-Riemen, 24V/120W Netzteil
für Bett via Relais-Schaltung, vom Board gesteuerter Hotend- und Logiklüfter via MosFET-Schaltung.
Weitere/detailliertere Infos zu Umbauten/Eigenkonstruktionen an/von meinem/meinen 3D-Drucker(n) findet Ihr unter:
[www.oliver-schlenker.dyndns.org]
|
Re: Velleman K8200 Erfahrungen/Baubericht 15. December 2015 02:42 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 640 |
Hi Andreas,
nachdem ich vor gut einem halben Jahr mein org. K8200 Hotend geschrottet hatte ( mein zu "routinierter" Umgang beim Filamentwechsel/Reinigung...->abgebrochen ) Hab ich dann das E3D drauf. Der zweite Printer hat mittlerweilen ebenfalls ein E3D bekommen nachdem ich mit der Düse des Marlin-Hotends bei ABS nur Schwierigkeiten hatte.
) Hab ich dann das E3D drauf. Der zweite Printer hat mittlerweilen ebenfalls ein E3D bekommen nachdem ich mit der Düse des Marlin-Hotends bei ABS nur Schwierigkeiten hatte.
Mein FAZIT: Metall ist am Besten - Bin absolut begeistert wie die Hotends arbeiten -präszise, stabil und zuverlässig - zudem muß ich mir keine Sorgen wegen der Temperatur machen! ABS geht bei mir mit 265° aus der Düse, hatte aber auch schon Belastungstest mit 295° ohne Prob. Wenn man die Thermalbarriere mit qualitativer Wärmeleitpaste in den Kühlkörper schraubt und mit aktiver Lüftung direkt am unteren Ende für Ausgleich sorgt läufts wie "geschmiert" ... wenn ich daran denke was ich früher hier schon alles probiert hatte (z.B. Salatöl)
Gruß Don
Quote
andiator
....Beim E3D, wenn ich mich recht entsinne, war nur die 3mm Variante betroffen, da ohne PTFE-Einsatz und turbotommy hat durch die Hotend-Kühlung das Problem in den Griff bekommen...
s
nachdem ich vor gut einem halben Jahr mein org. K8200 Hotend geschrottet hatte ( mein zu "routinierter" Umgang beim Filamentwechsel/Reinigung...->abgebrochen
) Hab ich dann das E3D drauf. Der zweite Printer hat mittlerweilen ebenfalls ein E3D bekommen nachdem ich mit der Düse des Marlin-Hotends bei ABS nur Schwierigkeiten hatte. Mein FAZIT: Metall ist am Besten - Bin absolut begeistert wie die Hotends arbeiten -präszise, stabil und zuverlässig - zudem muß ich mir keine Sorgen wegen der Temperatur machen! ABS geht bei mir mit 265° aus der Düse, hatte aber auch schon Belastungstest mit 295° ohne Prob. Wenn man die Thermalbarriere mit qualitativer Wärmeleitpaste in den Kühlkörper schraubt und mit aktiver Lüftung direkt am unteren Ende für Ausgleich sorgt läufts wie "geschmiert" ... wenn ich daran denke was ich früher hier schon alles probiert hatte (z.B. Salatöl
)Gruß Don
|
Re: Velleman K8200 Erfahrungen/Baubericht 15. December 2015 16:19 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 91 |
Hi Don,
Richtung E3D habe ich auch schon geschielt, hatte aber irgendwie genug von der ganzen Bastelei gehabt. Ich schließe aber gar nicht aus, dass mich in einiger Zeit die Bastellaune wieder überfällt und ich mich doch mal dem E3D zuwende. (--edit--) Um jetzt einen einzubauen hätte ich erst 3mm für die Halterung kaufen müssen, welches dann nur rumliegen würde.
Ich hatte keine guten Ergebnisse mit dem originalen gehabt, war dann aber die Unterkühlung durch den Lüfter. Als ich das bemerkte/kapierte, hatte ich schon den K8203 rumliegen. Aber ich wollte eh einen anderen Extruder haben. Die Förderschraube selber machen hat nicht so richtig funktioniert und laute nicht abriebfeste Zahnräder . Außerdem wollte ich auf 1.75mm umsteigen, da ich dachte, dünneres Filament ist einfacher zu handhaben - da war der K8203 genau richtig. Und dünneres Filament ist tatsächlich weniger störrisch.
Das originale Hotend hatte ich auch fast geschrottet, die zwei langen Schrauben hatten sich gelöst, die habe angezogen und noch etwas angezogen, bis ich das Gefühl hatte, da stimmt doch was nicht. Klar, PTFE ist ja bekanntlich weich, wurde auch etwas schief, hats aber überlebt.
Ein Vollmetall-Hotend hätte mein Malheur wahrscheinlich überlebt, es sei denn, ich hätte noch später nachgeschaut. Gabs doch irgendwo ein Bild mit dem geschmolzenen Aluheizblock. Interessant ist es auf jeden Fall.
Hat aber die 1.75mm Variante nicht auch einen PTFE - Einsatz? Hatte so was in Erinnerung.
ABS habe ich noch nicht probiert, die Sache mit demWrappenWarpen ohne ein Gehäuse hat mich bis jetzt davon abgehalten.
HIPS habe ich probiert, lässt sich drucken, taugt aber mMn nur als Stützmaterial, da zu weich
PETG finde ich ganz gut
TPU wollte ich probieren, kam aber wegen dem Defekt nicht dazu
PLA - klar, damit fängt man ja an
MfG,
Andreas
1-mal bearbeitet. Zuletzt am 16.12.15 04:28.
Richtung E3D habe ich auch schon geschielt, hatte aber irgendwie genug von der ganzen Bastelei gehabt. Ich schließe aber gar nicht aus, dass mich in einiger Zeit die Bastellaune wieder überfällt und ich mich doch mal dem E3D zuwende. (--edit--) Um jetzt einen einzubauen hätte ich erst 3mm für die Halterung kaufen müssen, welches dann nur rumliegen würde.
Ich hatte keine guten Ergebnisse mit dem originalen gehabt, war dann aber die Unterkühlung durch den Lüfter. Als ich das bemerkte/kapierte, hatte ich schon den K8203 rumliegen. Aber ich wollte eh einen anderen Extruder haben. Die Förderschraube selber machen hat nicht so richtig funktioniert und laute nicht abriebfeste Zahnräder
. Außerdem wollte ich auf 1.75mm umsteigen, da ich dachte, dünneres Filament ist einfacher zu handhaben - da war der K8203 genau richtig. Und dünneres Filament ist tatsächlich weniger störrisch.Das originale Hotend hatte ich auch fast geschrottet, die zwei langen Schrauben hatten sich gelöst, die habe angezogen und noch etwas angezogen, bis ich das Gefühl hatte, da stimmt doch was nicht. Klar, PTFE ist ja bekanntlich weich, wurde auch etwas schief, hats aber überlebt.
Ein Vollmetall-Hotend hätte mein Malheur wahrscheinlich überlebt, es sei denn, ich hätte noch später nachgeschaut. Gabs doch irgendwo ein Bild mit dem geschmolzenen Aluheizblock. Interessant ist es auf jeden Fall.
Hat aber die 1.75mm Variante nicht auch einen PTFE - Einsatz? Hatte so was in Erinnerung.
ABS habe ich noch nicht probiert, die Sache mit dem
HIPS habe ich probiert, lässt sich drucken, taugt aber mMn nur als Stützmaterial, da zu weich
PETG finde ich ganz gut
TPU wollte ich probieren, kam aber wegen dem Defekt nicht dazu
PLA - klar, damit fängt man ja an
MfG,
Andreas
1-mal bearbeitet. Zuletzt am 16.12.15 04:28.
|
Re: Velleman K8200 Erfahrungen/Baubericht 16. December 2015 15:15 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 91 |
Hallo,
heute ist der Ersatzextruder gekommen und gleich eingebaut - der erste Drucktest läuft und es sieht gut aus. Eine Sache habe ich anders gemacht - den (alten) Heizblock etwas runtergeschliffen, so dass die Düse etwa 0.7mm weiter rauschaut. Wollte eigentlich bis auf ein mm runtergehen, hatte aber doch keine Geduld dafür gehabt
MfG,
Andreas
heute ist der Ersatzextruder gekommen und gleich eingebaut - der erste Drucktest läuft und es sieht gut aus. Eine Sache habe ich anders gemacht - den (alten) Heizblock etwas runtergeschliffen, so dass die Düse etwa 0.7mm weiter rauschaut. Wollte eigentlich bis auf ein mm runtergehen, hatte aber doch keine Geduld dafür gehabt
MfG,
Andreas
|
Re: Velleman K8200 Erfahrungen/Baubericht 19. December 2015 07:25 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 9 |
Hallo zusammen,
ich bin neu hier und danke zunächst für die Aufnahme hier im Forum. Ich besitze den K8200 seit einem Jahr und habe
mit Hilfe dieser sehr Hilfreichen Seiten 2,5Kg Pla gedruckt und habe ebenso entsprechende Modifikationen am Drucker angebaut.
Leider habe ich seit neustem Schwierigkeiten mit den Parametern bezüglich der Extruder Steps.
Ich habe aufgrund des Zahnverschleisses und der Laufgeräusche am Extruder auf die Riemenvariante umgestellt.
Die Teile waren kein Problem und waren auch schnell umgebaut.
Dafür habe ich in der Marlin Firmware entsprechend die Configuration.h die Einträge
" #define INVERT_E0_DIR false " von true auf false und in der Zeile
" #define DEFAULT_AXIS_STEPS_PER_UNIT {61.53,61.53,2133.4,680} " den neuen Parameter Wert 680 umgestellt.
Als Marlin Variante habe ich vom Velleman Portal diese Firmware Variante "firmware_k8200_v2.3-marlinv1"
Soweit so gut. Der Erste Probedruck "20mm Würfel" war auch in Ordnung.
Nachdem ich jedoch heute noch einmal drucken wollte, war im LCD Display unter "Control - Motion" Der Esteps/mm wieder auf der 600 ersichtlich.
Danach habe ich den Wert mit dem Handrad wieder korrigiert und gedruckt. Nachdem der Drucker wieder ausgestellt wurde, war wieder nach dem
einschalten die 600 eingetragen. Ich habe diese während der Erwärmung des Hotends umgestellt. Es scheint als stelle sich der Parameter während
des Starts eines neuen Druckauftrages wieder auf den alten Wert um. Möglicherweise hängt dies mit der Software im LCD Dispaly zusammen.
Desweiteren hatte ich im Anfang Schwierigkeiten mit dem Flashen. Vorher hatte ich WIN 8.1 mit der damals aktuellen Arduino Software.
Habe diese nun erneuert (habe inzwischen auf WIN 10 umgestellt), da ich beim kompilieren und Flashen diverse Fehlermeldungen erhalten hatte
Leider habe ich im World Wide Web nicht Adäquates gefunden und wende mich nun an euch und hoffe ihr könnt mir helfen.
Beste Grüße
Andreas
ich bin neu hier und danke zunächst für die Aufnahme hier im Forum. Ich besitze den K8200 seit einem Jahr und habe
mit Hilfe dieser sehr Hilfreichen Seiten 2,5Kg Pla gedruckt und habe ebenso entsprechende Modifikationen am Drucker angebaut.
Leider habe ich seit neustem Schwierigkeiten mit den Parametern bezüglich der Extruder Steps.
Ich habe aufgrund des Zahnverschleisses und der Laufgeräusche am Extruder auf die Riemenvariante umgestellt.
Die Teile waren kein Problem und waren auch schnell umgebaut.
Dafür habe ich in der Marlin Firmware entsprechend die Configuration.h die Einträge
" #define INVERT_E0_DIR false " von true auf false und in der Zeile
" #define DEFAULT_AXIS_STEPS_PER_UNIT {61.53,61.53,2133.4,680} " den neuen Parameter Wert 680 umgestellt.
Als Marlin Variante habe ich vom Velleman Portal diese Firmware Variante "firmware_k8200_v2.3-marlinv1"
Soweit so gut. Der Erste Probedruck "20mm Würfel" war auch in Ordnung.
Nachdem ich jedoch heute noch einmal drucken wollte, war im LCD Display unter "Control - Motion" Der Esteps/mm wieder auf der 600 ersichtlich.
Danach habe ich den Wert mit dem Handrad wieder korrigiert und gedruckt. Nachdem der Drucker wieder ausgestellt wurde, war wieder nach dem
einschalten die 600 eingetragen. Ich habe diese während der Erwärmung des Hotends umgestellt. Es scheint als stelle sich der Parameter während
des Starts eines neuen Druckauftrages wieder auf den alten Wert um. Möglicherweise hängt dies mit der Software im LCD Dispaly zusammen.
Desweiteren hatte ich im Anfang Schwierigkeiten mit dem Flashen. Vorher hatte ich WIN 8.1 mit der damals aktuellen Arduino Software.
Habe diese nun erneuert (habe inzwischen auf WIN 10 umgestellt), da ich beim kompilieren und Flashen diverse Fehlermeldungen erhalten hatte
Leider habe ich im World Wide Web nicht Adäquates gefunden und wende mich nun an euch und hoffe ihr könnt mir helfen.
Beste Grüße
Andreas
|
Re: Velleman K8200 Erfahrungen/Baubericht 19. December 2015 07:40 |
Registrierungsdatum: 11 Jahre zuvor Beiträge: 495 |
Quote
Skyakrobatik
[...]
Nachdem ich jedoch heute noch einmal drucken wollte, war im LCD Display unter "Control - Motion" Der Esteps/mm wieder auf der 600 ersichtlich.
Danach habe ich den Wert mit dem Handrad wieder korrigiert und gedruckt. Nachdem der Drucker wieder ausgestellt wurde, war wieder nach dem
einschalten die 600 eingetragen. Ich habe diese während der Erwärmung des Hotends umgestellt. Es scheint als stelle sich der Parameter während
des Starts eines neuen Druckauftrages wieder auf den alten Wert um. Möglicherweise hängt dies mit der Software im LCD Dispaly zusammen.
Du hast die Parameter umgestellt. Daher drei Möglichkeiten:
1. Am Display einstellen und dann den Punkt "im EEprom speichern suchen und eben im Eprom speichern.
2. Im Repetier-Host unter "Konfiguration/Firmware EEPROM Konfigation" die Firmware-Werte auslesen, ändern und speichern.
3. Am Display einstellen und im Reptier-Host den Befehl "M500" eingeben. M500 weist an, die Konfiguration im EEprom zu speichern.
RepRap G-Code
Quote
Desweiteren hatte ich im Anfang Schwierigkeiten mit dem Flashen. Vorher hatte ich WIN 8.1 mit der damals aktuellen Arduino Software.
Habe diese nun erneuert (habe inzwischen auf WIN 10 umgestellt), da ich beim kompilieren und Flashen diverse Fehlermeldungen erhalten hatte
Leider habe ich im World Wide Web nicht Adäquates gefunden und wende mich nun an euch und hoffe ihr könnt mir helfen.
Beste Grüße
Andreas
Dazu kann ich Dir nicht helfen, da ich noch Win7 habe und auch nicht umstellen werde.
Rebecca
1-mal bearbeitet. Zuletzt am 19.12.15 07:41.
EX: Velleman K8200, nun Anet 8 Plus
|
Re: Velleman K8200 Erfahrungen/Baubericht 19. December 2015 08:11 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 9 |
Hallo Rebecca,
danke für die Rückmeldung. Die Parameter hatte ich LCD Display in das EEProm geschrieben. Da waren die auch, nach dem ich diese habe wieder eingelesen
bzw. nachdem ich den Drucker vom Strom getrennt hatte. Nur nach dem Start des Druckauftrages war wieder der alte Wert vorhanden.
Ich befürchte das mit der akteullen Firmware die Werte gar nicht in das EEprom geschrieben werden. Mit der alten war dies Problemlos möglich,
da ich nach umstellen der doppelten TR8 Spindel und umstellen auf GT2 Riemen die Parameter verändern musste und so auch im EEprom geblieben sind.
Die Punkte 2 und 3 werde ich nach beendeten Druckauftrag in 2,5h ausprobieren.
Andreas
danke für die Rückmeldung. Die Parameter hatte ich LCD Display in das EEProm geschrieben. Da waren die auch, nach dem ich diese habe wieder eingelesen
bzw. nachdem ich den Drucker vom Strom getrennt hatte. Nur nach dem Start des Druckauftrages war wieder der alte Wert vorhanden.
Ich befürchte das mit der akteullen Firmware die Werte gar nicht in das EEprom geschrieben werden. Mit der alten war dies Problemlos möglich,
da ich nach umstellen der doppelten TR8 Spindel und umstellen auf GT2 Riemen die Parameter verändern musste und so auch im EEprom geblieben sind.
Die Punkte 2 und 3 werde ich nach beendeten Druckauftrag in 2,5h ausprobieren.
Andreas




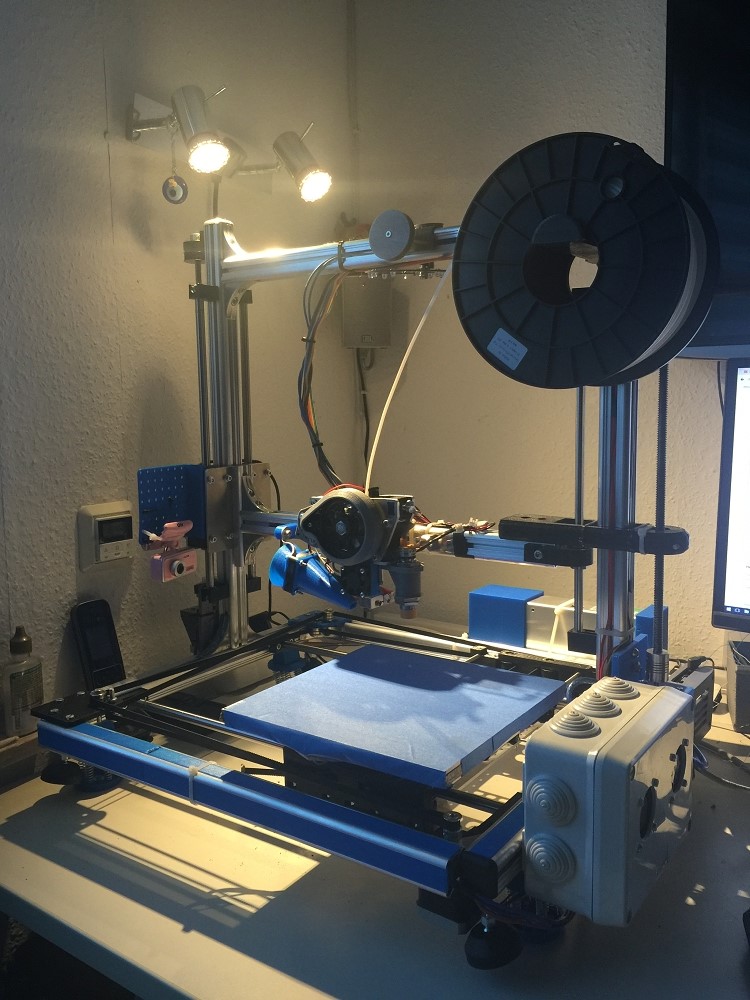{kind=link}
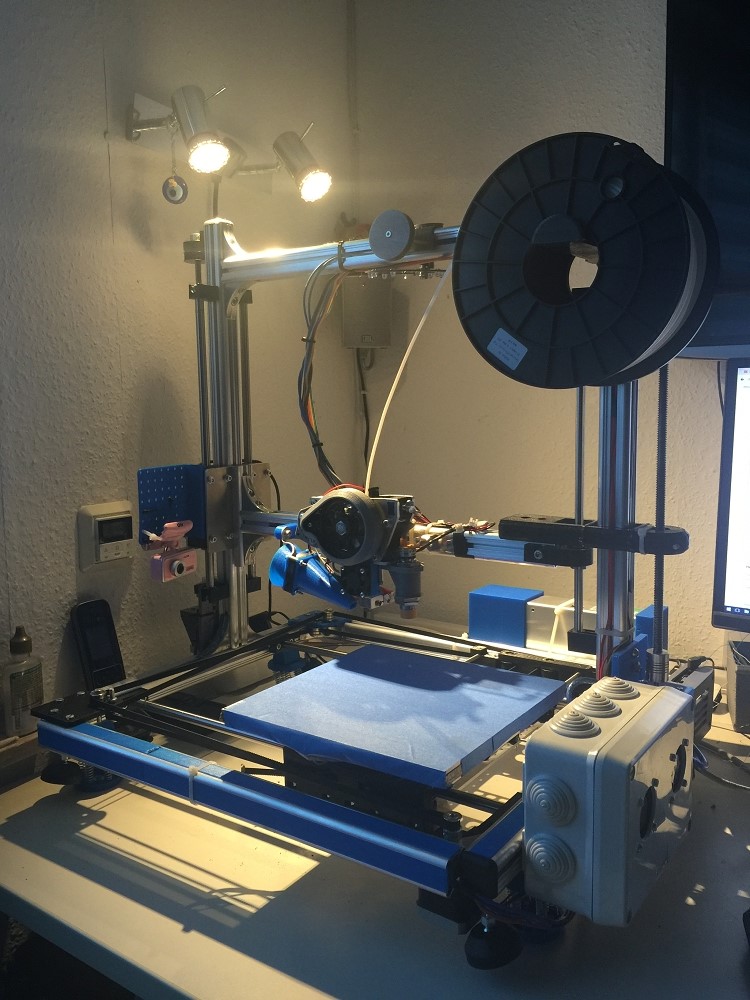{kind=link}
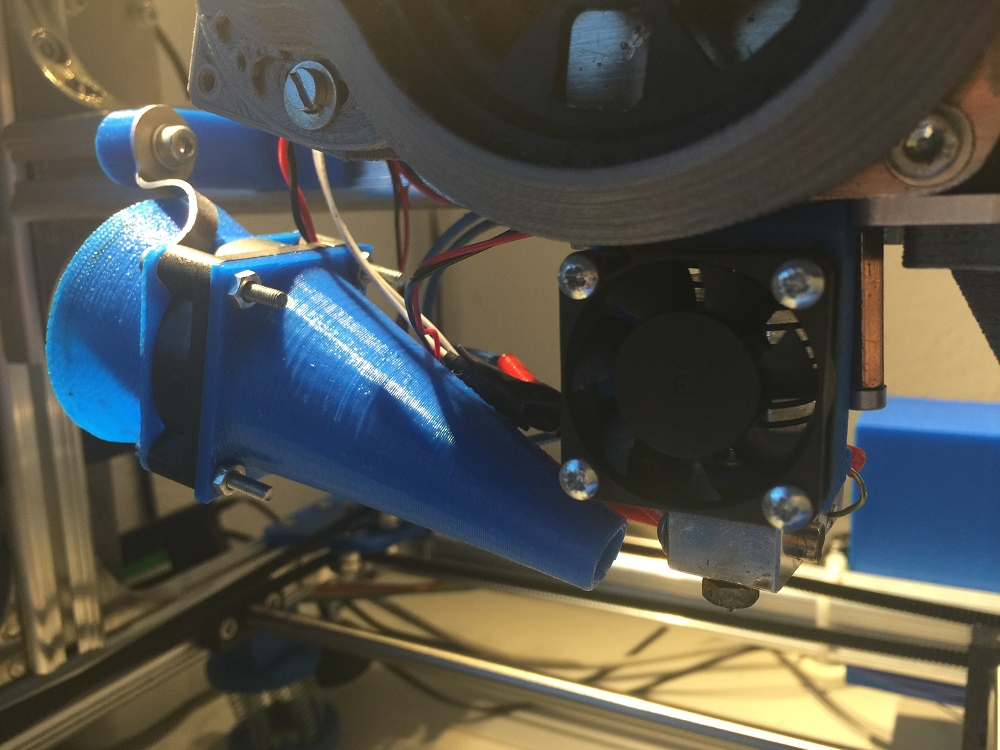{kind=link}
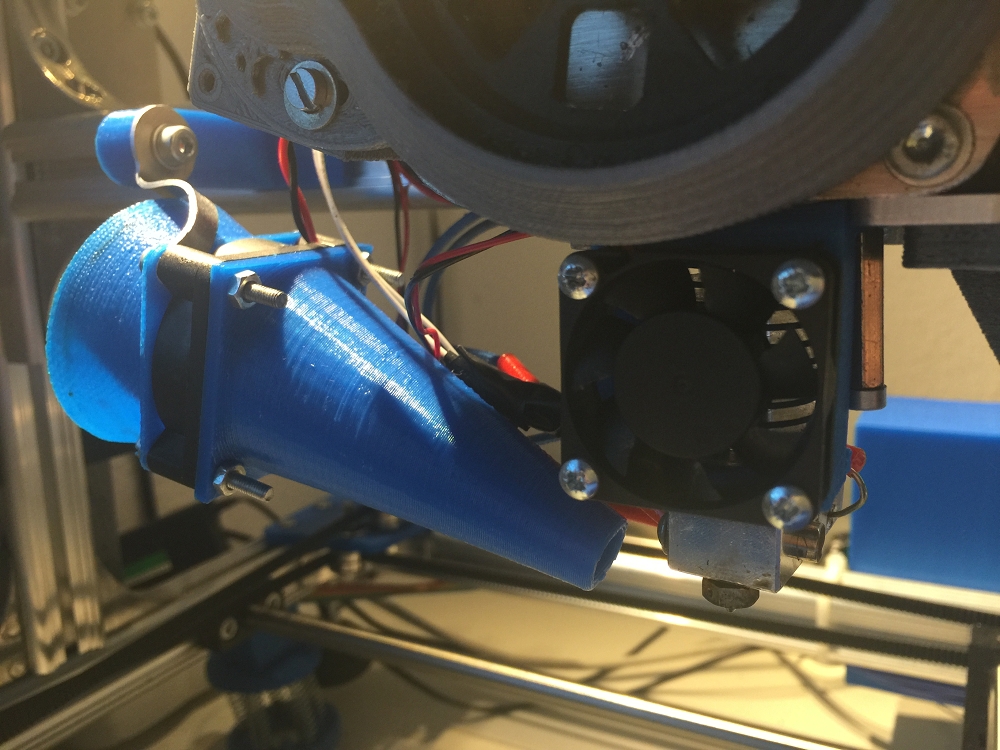{kind=link}
{kind=link}
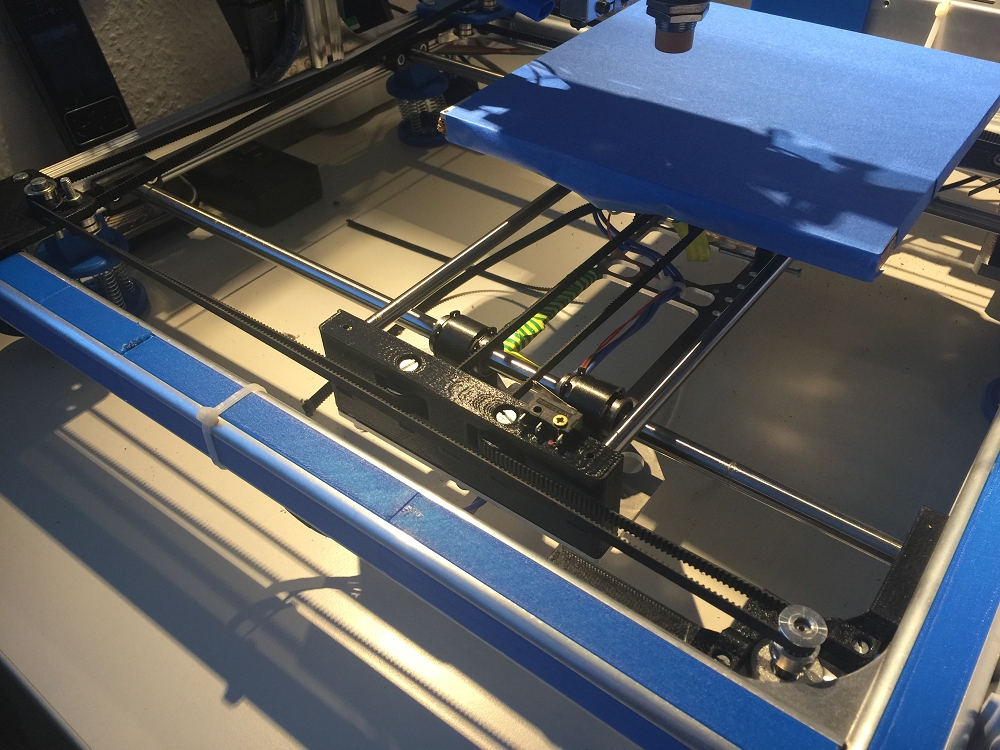{kind=link}
{kind=link}
{kind=link}
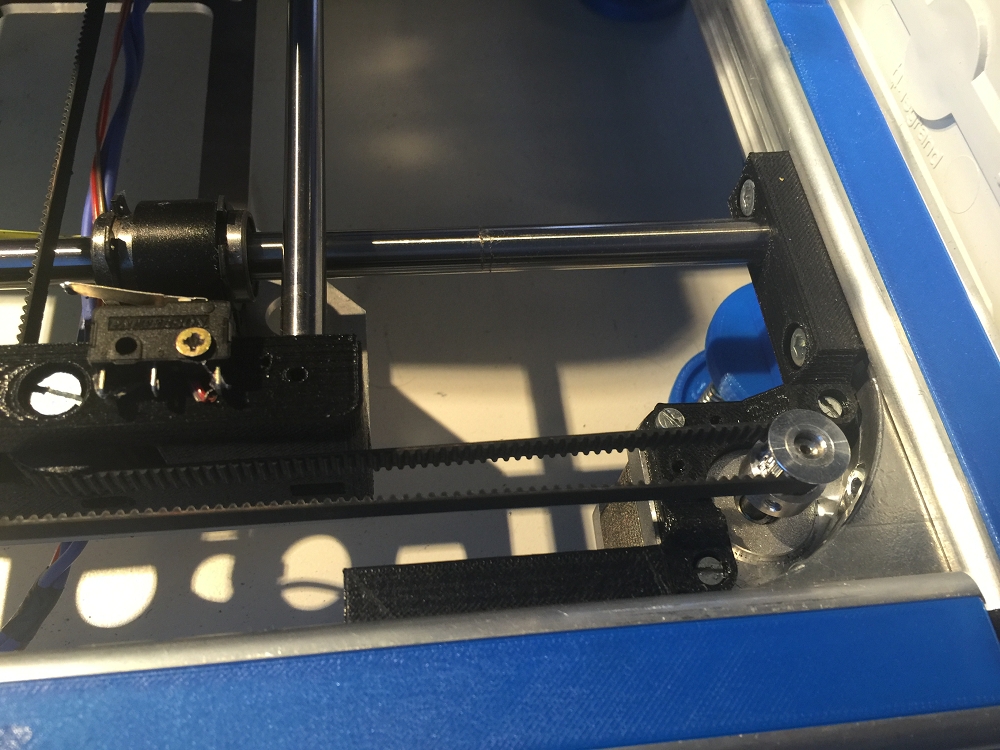{kind=link}
{kind=link}
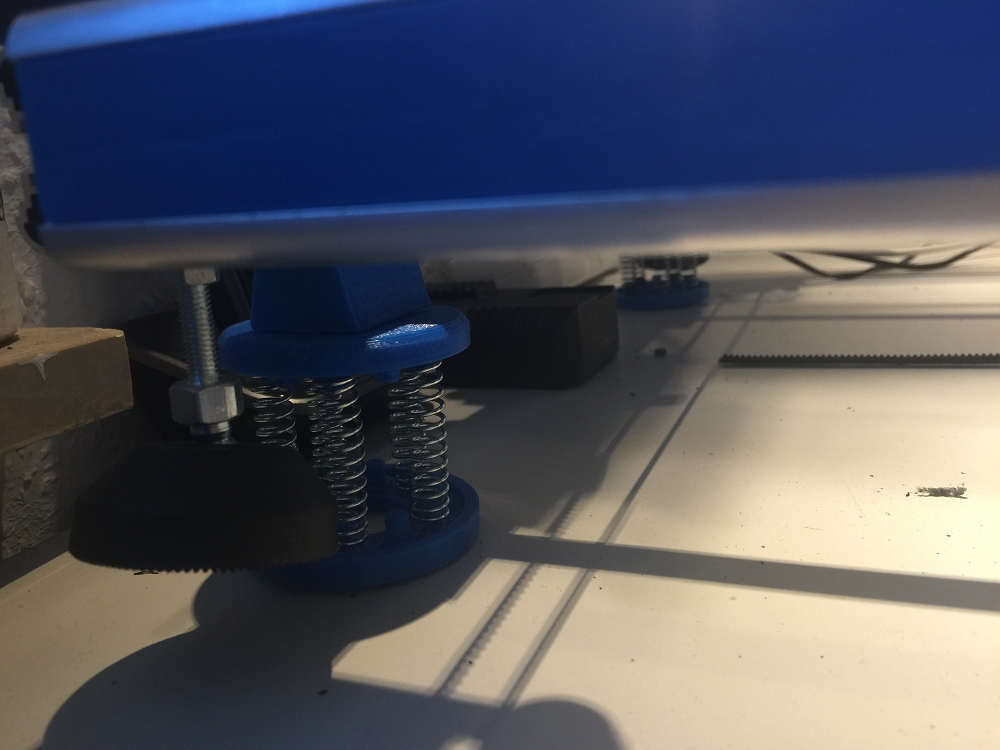{kind=link}
{kind=link}
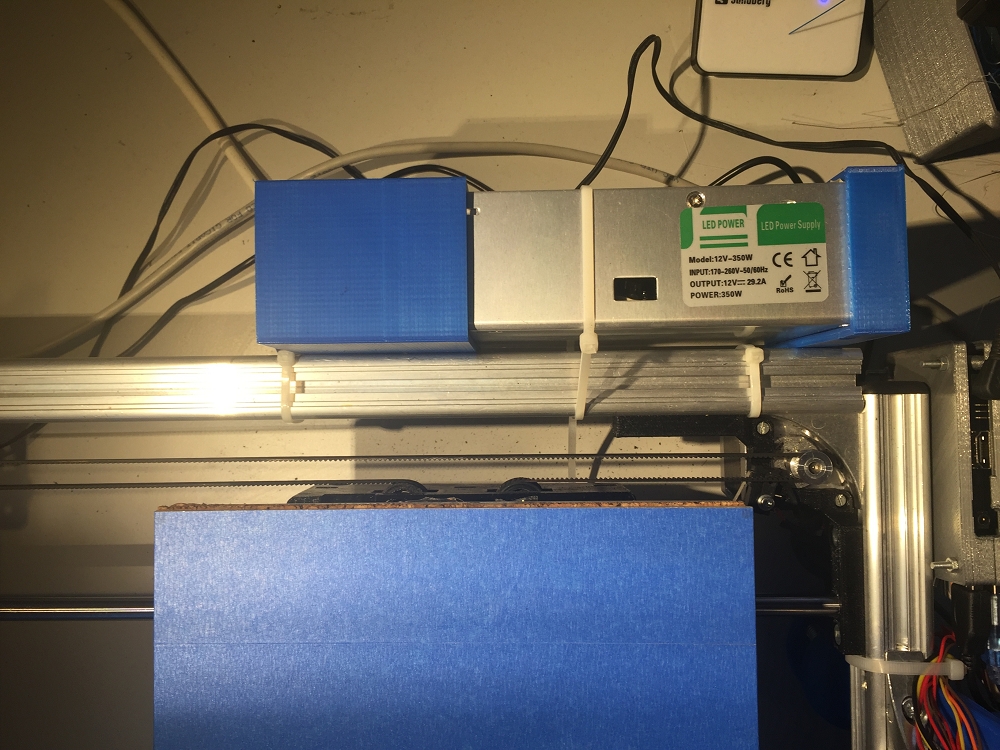{kind=link}
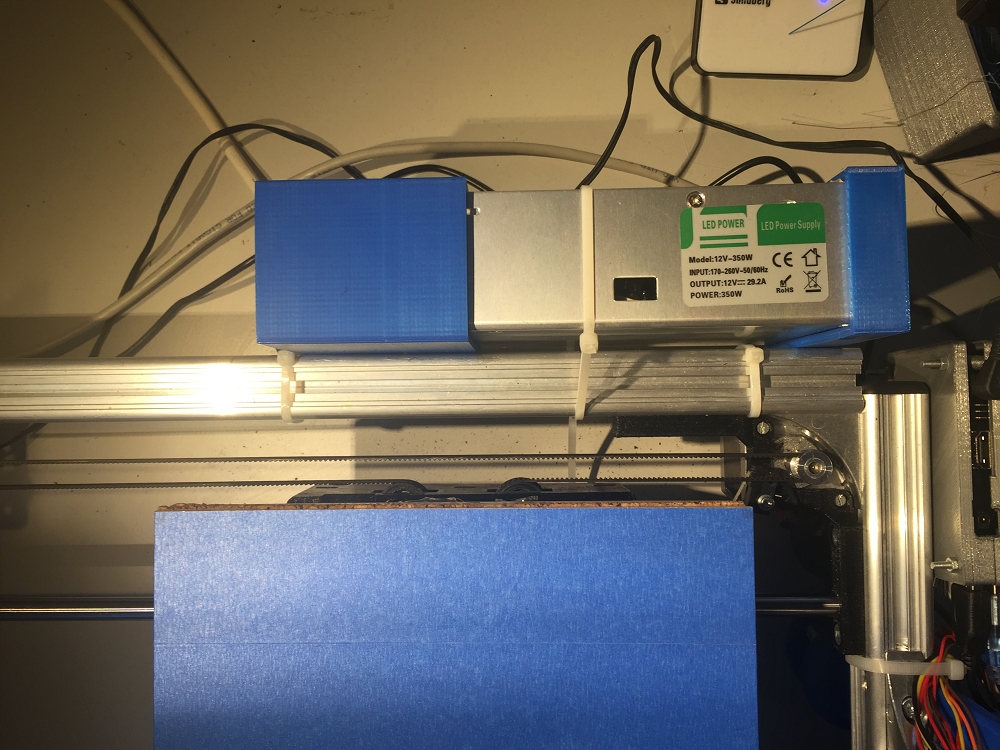{kind=link}
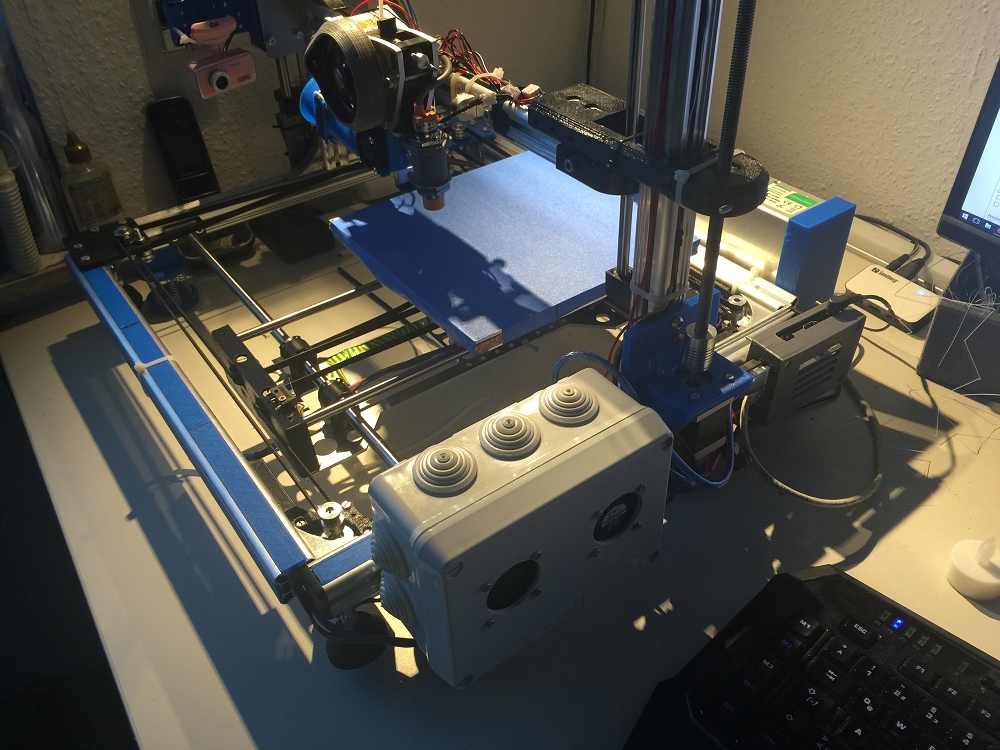{kind=link}
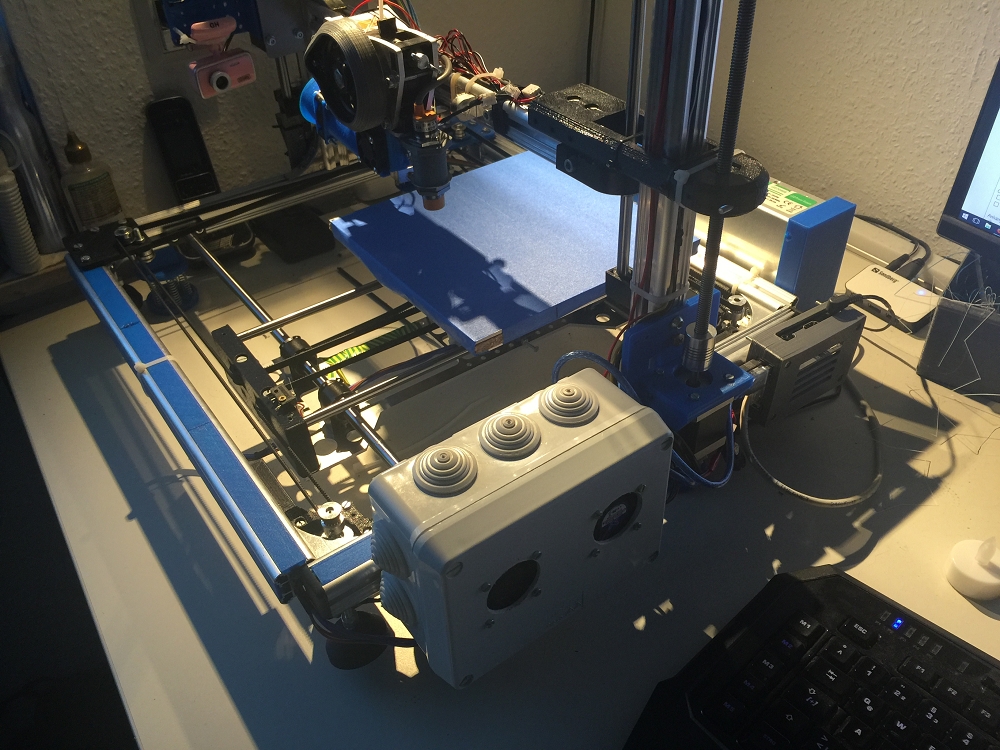{kind=link}
In diesem Forum dürfen leider nur registrierte Teilnehmer schreiben.