kleine Portalfräse
geschrieben von Reaching
|
kleine Portalfräse 25. May 2014 06:21 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 558 |
Hi
Ich hoffe, das Projekt ist hier nicht komplett fehl am Platz, da es sich nicht um einen 3D Drucker handelt
Ich bin leidenschaftlicher Bastler und stelle seid geraumer Zeit auch selber Platinen her, teilweise auch ganze Serien bis zu 40 Stück und mehr, Doppelseitig etc.. Bisher ätze ich die Platinen, bohre von Hand usw was natürlich bei der Menge oft Stunden bis Tage dauert und sehr nervig ist.
Nun kam in letzter Zeit immer mehr der Gedanke auf, doch selber eine kleine Portalfräse zu entwerfen und zu konstruieren, mit der ich meine Platinen fräsen und bohren kann ohne da stundenlang selber arbeiten zu müssen. Warum also keine Maschine, die das für einen übernimmt? Nun hatte ich letzte Woche mal einfach meinen kleinen Proxxon Micromot an meinen Drucker montiert und ein wenig rumexperimentiert, und siehe da, man konnte selbst mit dem ordinären Riemenantrieb recht gute Ergebnisse erzielen.
Nun hatte ich letzte Woche mal einfach meinen kleinen Proxxon Micromot an meinen Drucker montiert und ein wenig rumexperimentiert, und siehe da, man konnte selbst mit dem ordinären Riemenantrieb recht gute Ergebnisse erzielen.
Also war die Entscheidung getroffen, eine Gerät speziell für feine Fräsarbeiten zu konstruieren.
Mit den Möglichkeiten, die sich mir mit meinem 3D Drucker nun bieten war auch die Herstellug der Teile keine große Herausforderung mehr.
Die Fläche, die bearbeitet werden kann, sollte im groben einer DinA4 Seite entsprechen, sodass ich auch größere Platinen bearbeiten kann bzw sich die Möglichkeit bietet, ganze Serien auf einmal fertig zu stellen.
Der Aufbau ansich ist einfach. Der Kasten besteht aus 10mm MDF und ist erstaunlich stabil. Wird wohl für meine Zwecke erstmal reichen.
Antrieb erfolgt über standard Nema17 Motoren, die ich aus alten Kopiergeräten ausgeschlachtet habe. 8x1,5 Trapezgewindestangen sorgen für die nötige Genauigkeit (hoffentlich)
Wenn die Fräse später fertig ist, wird ein Proxxon Micromot 50e drangebaut,. Den habe ich schon hier und mit 40 Watt Leistung hat er mehr als genug Power um ordentlich Platinen zu fräsen. Für mehr soll das Gerät eigentlich auch nicht taugen, aber dadurch dass es doch erstaunlich stabil ist, ginge sicher auch in Richtung Metallgravur/ Kunststoffplatten zuschneiden etc einiges.
Momentan ist die Konstruktion so gut wie abgeschlossen, viele Teile sind bereits fertig. Die Konstruktion ist so ausgelegt, dass sie einfach aufzubauen ist. So wurden zb Achsen mit Innengewinde verbaut, sodass diese einfach festgeschraubt werden können.
Die E Kette sowie die Gleitlager und das Flanschlager sind von Igus und waren sogar recht günstig.
Aber hier mal ein paar Bilder.,. Das Projekt ist übrigens Open source. Ich werde sobald das Gerätchen fertig und getestet ist, hier die Daten zur Verfügung stellen.Das Teilchen wird übrigens mit dem normalen Arduino 2560 und dem RAMPS1.4 betrieben.
Hier mal der momentane Stand.
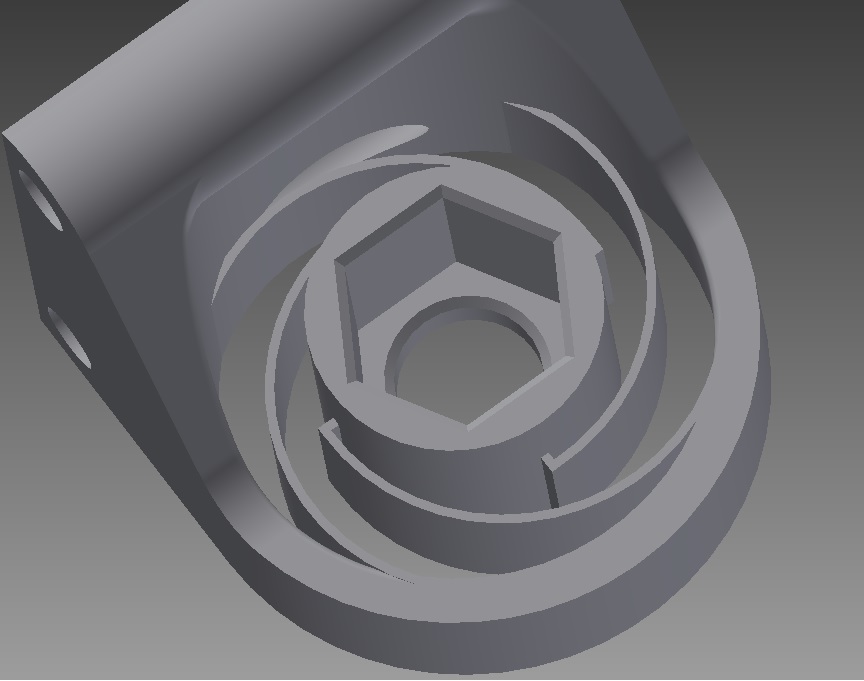
gedruckter Lagerhalter mit Igus Gleitlager
Presspassung. Die Seitenteile sind natürlich komplett gedruckt
Die kleine E-Kette von Igus schon mit Verkabelung.
Nochmal das komplette Teilchen.
Um die genaue Höhe anpassen zu können, werden an den Ecken noch spezielle Halter angebracht. Mithilfe von Rändelmuttern und Federspannung kann man dann exakt die Höhe justieren, ähnlich wie beim Reprap auch.
Die Elektronik und alles weitere finden im Kasten genug Platz. Ein 12v Neteil von Meanwell mit 12V 8,5A für Motoren und den kleinen Proxxon Fräser passt auch gut unten rein.
Ungefähre Fläche zum Fräsen wird ca 27x 22cm betragen +- ein bisschen.
Fehlen tut noch der X Schlitten und die Z Mechanik um den Fräskopf in Z Richtung zu bewegen. Manche Teile dafür sind grade im Druck bzw müssen noch konstruiert werden.
Soweit erstmal von mir.
Grüße,
Martin
1-mal bearbeitet. Zuletzt am 25.05.14 06:25.
Ich hoffe, das Projekt ist hier nicht komplett fehl am Platz, da es sich nicht um einen 3D Drucker handelt
Ich bin leidenschaftlicher Bastler und stelle seid geraumer Zeit auch selber Platinen her, teilweise auch ganze Serien bis zu 40 Stück und mehr, Doppelseitig etc.. Bisher ätze ich die Platinen, bohre von Hand usw was natürlich bei der Menge oft Stunden bis Tage dauert und sehr nervig ist.
Nun kam in letzter Zeit immer mehr der Gedanke auf, doch selber eine kleine Portalfräse zu entwerfen und zu konstruieren, mit der ich meine Platinen fräsen und bohren kann ohne da stundenlang selber arbeiten zu müssen. Warum also keine Maschine, die das für einen übernimmt?
Nun hatte ich letzte Woche mal einfach meinen kleinen Proxxon Micromot an meinen Drucker montiert und ein wenig rumexperimentiert, und siehe da, man konnte selbst mit dem ordinären Riemenantrieb recht gute Ergebnisse erzielen.Also war die Entscheidung getroffen, eine Gerät speziell für feine Fräsarbeiten zu konstruieren.
Mit den Möglichkeiten, die sich mir mit meinem 3D Drucker nun bieten war auch die Herstellug der Teile keine große Herausforderung mehr.
Die Fläche, die bearbeitet werden kann, sollte im groben einer DinA4 Seite entsprechen, sodass ich auch größere Platinen bearbeiten kann bzw sich die Möglichkeit bietet, ganze Serien auf einmal fertig zu stellen.
Der Aufbau ansich ist einfach. Der Kasten besteht aus 10mm MDF und ist erstaunlich stabil. Wird wohl für meine Zwecke erstmal reichen.
Antrieb erfolgt über standard Nema17 Motoren, die ich aus alten Kopiergeräten ausgeschlachtet habe. 8x1,5 Trapezgewindestangen sorgen für die nötige Genauigkeit (hoffentlich)
Wenn die Fräse später fertig ist, wird ein Proxxon Micromot 50e drangebaut,. Den habe ich schon hier und mit 40 Watt Leistung hat er mehr als genug Power um ordentlich Platinen zu fräsen. Für mehr soll das Gerät eigentlich auch nicht taugen, aber dadurch dass es doch erstaunlich stabil ist, ginge sicher auch in Richtung Metallgravur/ Kunststoffplatten zuschneiden etc einiges.
Momentan ist die Konstruktion so gut wie abgeschlossen, viele Teile sind bereits fertig. Die Konstruktion ist so ausgelegt, dass sie einfach aufzubauen ist. So wurden zb Achsen mit Innengewinde verbaut, sodass diese einfach festgeschraubt werden können.
Die E Kette sowie die Gleitlager und das Flanschlager sind von Igus und waren sogar recht günstig.
Aber hier mal ein paar Bilder.,. Das Projekt ist übrigens Open source. Ich werde sobald das Gerätchen fertig und getestet ist, hier die Daten zur Verfügung stellen.Das Teilchen wird übrigens mit dem normalen Arduino 2560 und dem RAMPS1.4 betrieben.

Hier mal der momentane Stand.

gedruckter Lagerhalter mit Igus Gleitlager

Presspassung
. Die Seitenteile sind natürlich komplett gedruckt
Die kleine E-Kette von Igus schon mit Verkabelung.

Nochmal das komplette Teilchen.
Um die genaue Höhe anpassen zu können, werden an den Ecken noch spezielle Halter angebracht. Mithilfe von Rändelmuttern und Federspannung kann man dann exakt die Höhe justieren, ähnlich wie beim Reprap auch.
Die Elektronik und alles weitere finden im Kasten genug Platz. Ein 12v Neteil von Meanwell mit 12V 8,5A für Motoren und den kleinen Proxxon Fräser passt auch gut unten rein.
Ungefähre Fläche zum Fräsen wird ca 27x 22cm betragen +- ein bisschen.
Fehlen tut noch der X Schlitten und die Z Mechanik um den Fräskopf in Z Richtung zu bewegen. Manche Teile dafür sind grade im Druck bzw müssen noch konstruiert werden.
Soweit erstmal von mir.
Grüße,
Martin
1-mal bearbeitet. Zuletzt am 25.05.14 06:25.
|
Re: kleine Portalfräse 25. May 2014 12:27 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 360 |
|
Re: kleine Portalfräse 25. May 2014 13:12 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 558 |
Hi
Da das Gerätchen erstmal nur zum Platinen fräsen gedacht ist, und da höchstens beim Wechseln auf den Bohrer mal umgestellt werden müsste, glaube ich nicht dass sich das lohnt. Mal ganz davon ab dass ich hier keine CNC Steuerung mit Mach3 oä. dahinter verwende und ich gar nicht wüsste wie man so einen Sensor für einen Arduino einsetzen könnte. So weit gehen meine Programmierkenntnisse nun wirklich nicht. Schön wäre das natürlich.
Momentan bin ich auch in der Planungsphase für eine größere Version, die dann komplett aus Aluminium und Profilen besteht, aber für die kleinen Aufgaben wie Platinen reicht MDF ja auch locker aus.
Der Fräsvorgang ansich wird extrem simpel ablaufen. Mit Eagle und einem entsprechenden ULP wird aus dem Board Layout Gcode erzeugt. Der besteht entweder aus einer Datei wo Fräs und Bohrinformationen gleichzeitig drinstecken, sofern man mit dem Fräswerkzeug auch bohren kann wäre das natürlich die erste Wahl.
Dann bräuchte man so ein Messinstrument ja auch gar nicht, bzw müsste nicht einmal das Werkzeug wechseln.
Im zweiten Fall erzeugt man 2 Dateien, die eine mit der Fräsinformation, die zweite dann mit den Bohrdaten. Diese können dann seperat voneinander abgearbeitet werden. Da direkt Gcode erzeugt wird, kann man diese Datei (Bei Eagle ist es eine xxx.tap) direkt im Repetier Host öffnen und auch bearbeiten bzw einfach den Druck/Fräsjob starten^^
Das einzige Problem, welches ich noch bei der Sache sehe ist folgendes
Ich würde gerne manuell einen von mir gewählten Nullpunkt anfahren (also x0,y0,z0), wäre bei meiner Anwendung eine Kante des Platinenrohlings. Dort würde vor Beginn des Fräsjobs der Fräskopf hinbewegt.
Mir ist nur noch nicht ganz klar, wie ich das der Software begreiflich mache^^
Naja, das werd ich auch noch irgendwie hinbekommen. Da ich mich mit der Materie noch nicht lange auseinandergesetzt habe, weiß ich auch nicht, welche Freeware Lösungen es sonst noch gibt, die man zum fräsen verwenden könnte und die einen Arduino 2560 mit Ramps unterstützen ohne da groß Programmierarbeit zu leisten.
Schön wäre sicher ein größerer Umfang an Möglichkeiten, aber notfalls tuts eben auch die tap Datei im Repetier Host, wobei das vom Bedienkomfort natürlich eher mäßig ist
Grüße,
Martin
Da das Gerätchen erstmal nur zum Platinen fräsen gedacht ist, und da höchstens beim Wechseln auf den Bohrer mal umgestellt werden müsste, glaube ich nicht dass sich das lohnt. Mal ganz davon ab dass ich hier keine CNC Steuerung mit Mach3 oä. dahinter verwende und ich gar nicht wüsste wie man so einen Sensor für einen Arduino einsetzen könnte. So weit gehen meine Programmierkenntnisse nun wirklich nicht. Schön wäre das natürlich.
Momentan bin ich auch in der Planungsphase für eine größere Version, die dann komplett aus Aluminium und Profilen besteht, aber für die kleinen Aufgaben wie Platinen reicht MDF ja auch locker aus.
Der Fräsvorgang ansich wird extrem simpel ablaufen. Mit Eagle und einem entsprechenden ULP wird aus dem Board Layout Gcode erzeugt. Der besteht entweder aus einer Datei wo Fräs und Bohrinformationen gleichzeitig drinstecken, sofern man mit dem Fräswerkzeug auch bohren kann wäre das natürlich die erste Wahl.
Dann bräuchte man so ein Messinstrument ja auch gar nicht, bzw müsste nicht einmal das Werkzeug wechseln.
Im zweiten Fall erzeugt man 2 Dateien, die eine mit der Fräsinformation, die zweite dann mit den Bohrdaten. Diese können dann seperat voneinander abgearbeitet werden. Da direkt Gcode erzeugt wird, kann man diese Datei (Bei Eagle ist es eine xxx.tap) direkt im Repetier Host öffnen und auch bearbeiten bzw einfach den Druck/Fräsjob starten^^
Das einzige Problem, welches ich noch bei der Sache sehe ist folgendes
Ich würde gerne manuell einen von mir gewählten Nullpunkt anfahren (also x0,y0,z0), wäre bei meiner Anwendung eine Kante des Platinenrohlings. Dort würde vor Beginn des Fräsjobs der Fräskopf hinbewegt.
Mir ist nur noch nicht ganz klar, wie ich das der Software begreiflich mache^^
Naja, das werd ich auch noch irgendwie hinbekommen. Da ich mich mit der Materie noch nicht lange auseinandergesetzt habe, weiß ich auch nicht, welche Freeware Lösungen es sonst noch gibt, die man zum fräsen verwenden könnte und die einen Arduino 2560 mit Ramps unterstützen ohne da groß Programmierarbeit zu leisten.
Schön wäre sicher ein größerer Umfang an Möglichkeiten, aber notfalls tuts eben auch die tap Datei im Repetier Host, wobei das vom Bedienkomfort natürlich eher mäßig ist
Grüße,
Martin
|
Re: kleine Portalfräse 25. May 2014 13:24 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 4.398 |
Hallo Martin.
Für die größere Variante würde ich dann schon auf Mach3 setzen oder LinuxCNC. Hier überwiegen die Vorteile und der Preis der Software macht sich hier bezahlt. Ein gescheites CAM wird dann wohl nötig werden.
Ich hab damals die Möglichkeit gehabt, die NC Umgebung von CATIA nutzen zu können. Das ist gerade im 3D Bereich auch für Einsteiger recht komfortabel. Mittlerweile gibts aber auch günstige Geschichten wie das Programm vom Christian.
[www.estlcam.de]
Ein manuelles Anfahren des Werkstücknullpunktes ist eigentlich fast schon zwingend notwendig, wenn man an eine Mehrseitenbearbeitung denkt. Aber erstmal viel Spass mit der Kleinen. Macht das Leben sicherlich einfacher.
Sven
Für die größere Variante würde ich dann schon auf Mach3 setzen oder LinuxCNC. Hier überwiegen die Vorteile und der Preis der Software macht sich hier bezahlt. Ein gescheites CAM wird dann wohl nötig werden.
Ich hab damals die Möglichkeit gehabt, die NC Umgebung von CATIA nutzen zu können. Das ist gerade im 3D Bereich auch für Einsteiger recht komfortabel. Mittlerweile gibts aber auch günstige Geschichten wie das Programm vom Christian.
[www.estlcam.de]
Ein manuelles Anfahren des Werkstücknullpunktes ist eigentlich fast schon zwingend notwendig, wenn man an eine Mehrseitenbearbeitung denkt. Aber erstmal viel Spass mit der Kleinen. Macht das Leben sicherlich einfacher.
Sven
|
Re: kleine Portalfräse 25. May 2014 13:31 |
Registrierungsdatum: 11 Jahre zuvor Beiträge: 565 |
|
Re: kleine Portalfräse 25. May 2014 13:40 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 558 |
Quote
Hux Flux
Hi,
schaut gut aus.
Wie kompensierst du die "Wobbel" Bewegung von der Trapezspindel?
Danke
 Hab ja auch ganze 5€ fürs MDF inkl zuschneiden ausgegeben , hihi^^
Hab ja auch ganze 5€ fürs MDF inkl zuschneiden ausgegeben , hihi^^Mhh, ganz ehrlich? Ich hoffe da wobbelt nicht all zu viel ^^
Ich habe extra schon die etwas teureren Kupplungen genommen die dank ihrer Gummiinlays das ganze schon recht gut abfedern, naja und eben die Wellen auch schön gerade laufen.
Ich hoffe einfach dass ich mechanisch halbwegs exakt gearbeitet habe sodass ich einigermaßen gute Ergebnisse erzielen kann,
Ich meine, die ersten Tests im Repetier Host mit meinem 3D Drucker und dem Proxxon Fräser sahen ja schon erstaunlich gut aus. Sofern ich mit dem Teilchen ähnliche bzw bessere Ergebnisse erziele wäre ich ja schon sehr zufrieden.
aber wie genau das Teilchen später ist, wirds sich erst zeigen wenn ich es soweit zusammenhab und bewegen lassen kann..
Grüße,
Martin
|
Re: kleine Portalfräse 25. May 2014 13:47 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 360 |
Hallo,
der Werkzeuglängensensor müsste genau so wie das "Autobedleveling" ablaufen. Dort wird automatisch mit einem Schalter das Heizbett ausgemessen in der Höhe und verarbeitet. Habe mich damit aber auch noch nicht weiter beschäftigt weil ich noch an der Mechanik fest hänge. In meinen Fall die Wanne für das Kühl- und Schmiermittel und deren automatisch aussonderung von Spänen aller Art (Holz, Alu, Kunststoff). Bei Holz also mit Absaugung der Späne.
Des weiteren wollte ich auch noch einen automatischen Werkzeugwechsel einbauen damit ein Vorgang Vollautomatisch durchgeführt werden kann. Wer hat schon Lust immer per Hand vom Stichel und auf die verschiedenen Bohrer von Hand zu welchseln.
Den Nullpunkt wollte ich bei mir mit zwei Anschlagleisten definieren die neben den Vakuumspanntisch angebracht werden sollen und ein Millimeter höher sind. So braucht man nie etwas Justieren in dieser Richtung. Man muss also aufpassen das diese Werte nie überfahren werden dürfen. Mit dem Stichel oder Bohrer dürfte das kein Problem sein. Nur wenn ich mal etwas ausfräsen will stellt sich diese Kante mir noch als ein Problem dar, außer man baut diese irgendwie versenkbar ein. Ich weiss aber noch nicht wie, kommt später wenn die Mechanik fertig geplant ist.
mfg,
Rickenharp
der Werkzeuglängensensor müsste genau so wie das "Autobedleveling" ablaufen. Dort wird automatisch mit einem Schalter das Heizbett ausgemessen in der Höhe und verarbeitet. Habe mich damit aber auch noch nicht weiter beschäftigt weil ich noch an der Mechanik fest hänge. In meinen Fall die Wanne für das Kühl- und Schmiermittel und deren automatisch aussonderung von Spänen aller Art (Holz, Alu, Kunststoff). Bei Holz also mit Absaugung der Späne.
Des weiteren wollte ich auch noch einen automatischen Werkzeugwechsel einbauen damit ein Vorgang Vollautomatisch durchgeführt werden kann. Wer hat schon Lust immer per Hand vom Stichel und auf die verschiedenen Bohrer von Hand zu welchseln.
Den Nullpunkt wollte ich bei mir mit zwei Anschlagleisten definieren die neben den Vakuumspanntisch angebracht werden sollen und ein Millimeter höher sind. So braucht man nie etwas Justieren in dieser Richtung. Man muss also aufpassen das diese Werte nie überfahren werden dürfen. Mit dem Stichel oder Bohrer dürfte das kein Problem sein. Nur wenn ich mal etwas ausfräsen will stellt sich diese Kante mir noch als ein Problem dar, außer man baut diese irgendwie versenkbar ein. Ich weiss aber noch nicht wie, kommt später wenn die Mechanik fertig geplant ist.
mfg,
Rickenharp
|
Re: kleine Portalfräse 25. May 2014 13:59 |
Registrierungsdatum: 11 Jahre zuvor Beiträge: 565 |
Ich habe bei meinem Drucker (Z Achse) einen Anti Wobbel mitnehmer Entwickelt.
Eventuell kannst du ja mit dieser Idee; Später sofern notwendig; was anfangen.
1-mal bearbeitet. Zuletzt am 25.05.14 14:01.
Eventuell kannst du ja mit dieser Idee; Später sofern notwendig; was anfangen.
1-mal bearbeitet. Zuletzt am 25.05.14 14:01.
|
Re: kleine Portalfräse 25. May 2014 14:13 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 558 |
Hi
Also die Idee ist gut . Ich werd mal schauen wie rund das ganze läuft wenns fertig ist, da ich die Trapezmuttern fest in die Schlitten klemme und eben hoffe dass alles genau genug ist dass da nix wobbelt..
. Ich werd mal schauen wie rund das ganze läuft wenns fertig ist, da ich die Trapezmuttern fest in die Schlitten klemme und eben hoffe dass alles genau genug ist dass da nix wobbelt..
Sollte das doch zu Problemen führen werd ich wohl oder übel umplanen müssen. Die Qualität soll ja schon recht gut werden und wenn ich mal SMD oder TSop oder ähnliches fräsen muss kommt es schon auf hundertstel an. Je nachdem welche Layouts ich fräse, sollten schon 2-3 Leiterbahnen zwischen zwei Dil IC Beinchen her passen (in der Regel 2,54mm) Auch Leiterbahndicken von 0,3mm und weniger müssen machbar sein, das erreiche ich ja momentan schon wenn ich ätze, und da drucke ich mir die Vorlagen auf Folie und belichte mit nem M3 Dynamark unter Vakuum, und ätze mit Natriumpersulfat und ner entsprechenden Ätzmaschine..
Nur leider ist der ganze Chemiekram immer eine riesen Sauerei und ich bin da auch erhlichgesagt kein Fan von, besonders wenn es dann später weiter geht und man noch mit Ammoniumhydroxit und solchen Sachen tenting oder Lötstopp entwickelt, auflaminiert etc pp, oder Chemisch verzinnt mit ner stinkenden Mischung Nicht schön sowas.. Aber langsam aber sicher komm ich davon weg hoffe ich. Der Anfang ist zumindest gemacht
Durchkontaktieren per Maschine wäre nicht schlecht. Da wird man bekloppt bei, 0,6 oder 0,8mm nieten auf nen Zapfen setzen, Platine mit dem Loch da rein, feste pressen, nächste Niete drauf etc,. Macht das mal bei 10 Platinen wo jeweils 100 mal durchkontaktiert werden muss.. Da läuft man nachher Amok

Grüße,
Martin
Also die Idee ist gut
. Ich werd mal schauen wie rund das ganze läuft wenns fertig ist, da ich die Trapezmuttern fest in die Schlitten klemme und eben hoffe dass alles genau genug ist dass da nix wobbelt..Sollte das doch zu Problemen führen werd ich wohl oder übel umplanen müssen. Die Qualität soll ja schon recht gut werden und wenn ich mal SMD oder TSop oder ähnliches fräsen muss kommt es schon auf hundertstel an. Je nachdem welche Layouts ich fräse, sollten schon 2-3 Leiterbahnen zwischen zwei Dil IC Beinchen her passen (in der Regel 2,54mm) Auch Leiterbahndicken von 0,3mm und weniger müssen machbar sein, das erreiche ich ja momentan schon wenn ich ätze, und da drucke ich mir die Vorlagen auf Folie und belichte mit nem M3 Dynamark unter Vakuum, und ätze mit Natriumpersulfat und ner entsprechenden Ätzmaschine..
Nur leider ist der ganze Chemiekram immer eine riesen Sauerei und ich bin da auch erhlichgesagt kein Fan von, besonders wenn es dann später weiter geht und man noch mit Ammoniumhydroxit und solchen Sachen tenting oder Lötstopp entwickelt, auflaminiert etc pp, oder Chemisch verzinnt mit ner stinkenden Mischung
Nicht schön sowas.. Aber langsam aber sicher komm ich davon weg hoffe ich. Der Anfang ist zumindest gemacht Durchkontaktieren per Maschine wäre nicht schlecht. Da wird man bekloppt bei, 0,6 oder 0,8mm nieten auf nen Zapfen setzen, Platine mit dem Loch da rein, feste pressen, nächste Niete drauf etc,. Macht das mal bei 10 Platinen wo jeweils 100 mal durchkontaktiert werden muss.. Da läuft man nachher Amok
Grüße,
Martin
|
Re: kleine Portalfräse 29. May 2014 10:45 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 558 |
Soo, weiter gehts
Heute habe ich durch den Feiertag wieder Zeit gehabt ein wenig weiter zu arbeiten. Die elektronik ansich ist eingebaut. Ist ja auch nicht wirklich viel gewesen, Netzteil, Ramps mit Arduino und fast fertig^^
Die X und Y Motoren habe ich erstmal provisorisch verkabelt und an meinen X Schlitten einen Stift befestigt, sodass ich schonmal was drucken konnte
Also habe ich mir vorhin mal ein paar Test G Code Dateien erstellt und mich mit dem Netbook daneben gesetzt und angefangen die Firmware für das Teilchen zu optimieren.
Die Nutzbare Fläche beläuft sich nun exakt auf 180x225mm und ist damit ein wenig kleiner als ich gedacht hatte, reicht aber allemal aus und insgesamt könnten sogar 2 Euro Platinen (100x160mm) gleichzeitig fertiggestellt werden.
Gestern habe ich mir extra noch Winkel gedruckt in die M5 Schrauben mitsamt Feder eingelassen sind. So kann man jetzt mit den Rändelschrauben das Bett justieren. Das geht innerhalb von Sekunden.
Die maximale Geschwindigkeit die ich bisher gut fahren kann beläuft sich auf 360mm/min , was wahnsinnig schnellen 6mm/s entspricht. Das sind ja nur 240u/min wenn ich mich nicht verrechnet habe. Nur leider ist bei mehr Geschwindigkeit schnell Schluss..
Da werde ich nochmal experimentieren müssen.
Insgesamt klappt das mit der Firmware ganz gut, er legt zumindest schonmal los ohne zu motzen
Die Qualität scheint schonmal ganz ok,. Fürs erste mal sicher schon ziemlich gut,. Lediglich in Y Richtung kann man einen leichten Wobbel erkennen, was aber nicht weiter tragisch ist. Schlimmer ist da schon der Backlasch (heißt das so? ) Da bei Y schon ein wenig Masse bewegt wird, brauchts so ne Viertel Umdrehung, bis das Teilchen mal anfährt. Kreise werden dadurch am Rand etwas platt dargestellt. Insgesamt macht das kaum einen halben mm aus, aber man sieht es halt.. Irgendwie muss ich da noch eine Lösung für finden.-
Ansonsten gehts gut voran und alles scheint erstmal zu funktionieren.
Ich denke, sobald da die Firmware halbwegs angepasst ist und sich das Teilchen ein wenig eingelaufen hat, wirds schon klappen,
Kraft hat der kleine auf jedenfall. Anhalten kann man den Schlitten schonmal nicht, nichtmal mit Gewalt. Auch Kiloweise Gewicht hab ich schon draufgestapelt. Fährt der einfach rum als wäre das nichts ^^
Das wars erstmal. Ich bleib weiter dran
Achso,, weiß einer, wo ich in der Firmware die Endstopps komplett ausschalte? Weil im Moment muss ich das Dingen noch austricksen damit der loslegt. Endstopps sind bei der Fräse eher suboptimal, da meine Startposition sowieso immer manuell eingestellt werden wird, also Kante Platine zb.. Wenn einer da eine Idee hat, immer her damit
Grüße,
Martin
Heute habe ich durch den Feiertag wieder Zeit gehabt ein wenig weiter zu arbeiten. Die elektronik ansich ist eingebaut. Ist ja auch nicht wirklich viel gewesen, Netzteil, Ramps mit Arduino und fast fertig^^
Die X und Y Motoren habe ich erstmal provisorisch verkabelt und an meinen X Schlitten einen Stift befestigt, sodass ich schonmal was drucken konnte
Also habe ich mir vorhin mal ein paar Test G Code Dateien erstellt und mich mit dem Netbook daneben gesetzt und angefangen die Firmware für das Teilchen zu optimieren.
Die Nutzbare Fläche beläuft sich nun exakt auf 180x225mm und ist damit ein wenig kleiner als ich gedacht hatte, reicht aber allemal aus und insgesamt könnten sogar 2 Euro Platinen (100x160mm) gleichzeitig fertiggestellt werden.
Gestern habe ich mir extra noch Winkel gedruckt in die M5 Schrauben mitsamt Feder eingelassen sind. So kann man jetzt mit den Rändelschrauben das Bett justieren. Das geht innerhalb von Sekunden.
Die maximale Geschwindigkeit die ich bisher gut fahren kann beläuft sich auf 360mm/min , was wahnsinnig schnellen 6mm/s entspricht. Das sind ja nur 240u/min wenn ich mich nicht verrechnet habe. Nur leider ist bei mehr Geschwindigkeit schnell Schluss..
Da werde ich nochmal experimentieren müssen.
Insgesamt klappt das mit der Firmware ganz gut, er legt zumindest schonmal los ohne zu motzen
Die Qualität scheint schonmal ganz ok,. Fürs erste mal sicher schon ziemlich gut,. Lediglich in Y Richtung kann man einen leichten Wobbel erkennen, was aber nicht weiter tragisch ist. Schlimmer ist da schon der Backlasch (heißt das so?
) Da bei Y schon ein wenig Masse bewegt wird, brauchts so ne Viertel Umdrehung, bis das Teilchen mal anfährt. Kreise werden dadurch am Rand etwas platt dargestellt. Insgesamt macht das kaum einen halben mm aus, aber man sieht es halt.. Irgendwie muss ich da noch eine Lösung für finden.- Ansonsten gehts gut voran und alles scheint erstmal zu funktionieren.


Ich denke, sobald da die Firmware halbwegs angepasst ist und sich das Teilchen ein wenig eingelaufen hat, wirds schon klappen,
Kraft hat der kleine auf jedenfall. Anhalten kann man den Schlitten schonmal nicht, nichtmal mit Gewalt. Auch Kiloweise Gewicht hab ich schon draufgestapelt. Fährt der einfach rum als wäre das nichts ^^
Das wars erstmal. Ich bleib weiter dran
Achso,, weiß einer, wo ich in der Firmware die Endstopps komplett ausschalte? Weil im Moment muss ich das Dingen noch austricksen damit der loslegt. Endstopps sind bei der Fräse eher suboptimal, da meine Startposition sowieso immer manuell eingestellt werden wird, also Kante Platine zb.. Wenn einer da eine Idee hat, immer her damit
Grüße,
Martin
|
Re: kleine Portalfräse 29. May 2014 15:07 |
Registrierungsdatum: 13 Jahre zuvor Beiträge: 7.616 |
Quote
Reaching
Da das Gerätchen erstmal nur zum Platinen fräsen gedacht ist, und da höchstens beim Wechseln auf den Bohrer mal umgestellt werden müsste, glaube ich nicht dass sich das lohnt. Mal ganz davon ab dass ich hier keine CNC Steuerung mit Mach3 oä. dahinter verwende und ich gar nicht wüsste wie man so einen Sensor für einen Arduino einsetzen könnte.
Da das Platinenmaterial leitfähig ist kann man von dort einen Draht zu einem Endstop-Eingang (GND) legen. Dann noch eine Klemme, die den Fräser mit dem Signal-Eingang des Endstops verbindet und schon hat man einen Schalter, der beim berühren des Fräsers an der Platine auslöst. Dann kann man die Platine mit G28 Z wie einen Endstop anfahren.
Damit der Fräser nicht mit Volldampf in die Platine rammt kann man bei der Teacup Firmware einstellen, wie viel der Endstop überfahren werden darf (ENDSTOP_CLEARANCE). Das auf Null stellen.
N.B.: bislang hiess das SLOW_HOMING, das werde ich aber gleich durch den neuen Algorithmus ersetzen. Ist ab morgen auf dem Zweig "experimental".
Quote
Reaching
Ich würde gerne manuell einen von mir gewählten Nullpunkt anfahren (also x0,y0,z0), wäre bei meiner Anwendung eine Kante des Platinenrohlings. Dort würde vor Beginn des Fräsjobs der Fräskopf hinbewegt.
Mir ist nur noch nicht ganz klar, wie ich das der Software begreiflich mache^^
An die gewünschte Stelle fahren, G92 schicken, fertig.
| Generation 7 Electronics | Teacup Firmware | RepRap DIY |
|
Re: kleine Portalfräse 29. May 2014 15:11 |
Registrierungsdatum: 13 Jahre zuvor Beiträge: 7.616 |
Quote
Stud54
Ich hab damals die Möglichkeit gehabt, die NC Umgebung von CATIA nutzen zu können.
Die Teacup Firmware kommt mit Daten von Catia prima klar. Man muss dem Catia nur abgewöhnen, G2/G3 auszugeben. Geht irgendwo in den Einstellungen, wenn man die NC-Daten raus schreibt.
| Generation 7 Electronics | Teacup Firmware | RepRap DIY |
|
Re: kleine Portalfräse 29. May 2014 15:15 |
Registrierungsdatum: 13 Jahre zuvor Beiträge: 7.616 |
Quote
Reaching
Achso,, weiß einer, wo ich in der Firmware die Endstopps komplett ausschalte?
Die config.h bzw. configure.h einmal von oben bis unten durchlesen ist immer eine gute Idee. Da sind eine Menge nützliche Gimmicks drin. Bei der Teacup ist das sogar notwendig, denn die Höchstgeschwindigkeiten sind per default sehr niedrig eingestellt damit die Leute ihren neuen Drucker nicht gleich kaputt machen.
| Generation 7 Electronics | Teacup Firmware | RepRap DIY |
|
Re: kleine Portalfräse 29. May 2014 17:55 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 558 |
Hi
Also ich hab jetzt die Endstopps reingebaut und auch erfolgreich auf Schließer umprogrammiert. Da hatte ich ja schon meine Bedenken, da das letztens schon nicht geklappt hat.. Aber naja, das geht jetzt wunderbar,.
Etwas genauer ist das Teilchen nun auch schon, hab hier und da noch ein wenig stabilisiert, das hat schon einiges gebracht..
Das mit dem G92 klappte irgendwie nicht, aber ich glaub heut Abend bin ich auch zu blöd dazu.. Da muss ich mal drüber schlafen und mir mal die Syntax durchlesen wie man das überhaupt da reinschreibt.. G90 und 91 spielen da wohl auch irgendwie mit... Bei mir fährt der trotz dem G92 einfach wieder an die letztere Position und zeichnet nochmal alles nach..
Aber egal, , wird schon werden.
Elektronik steht soweit, alles verkabelt, wenn auch erstmal provisorisch. Z fehlt noch komplett, kommt aber die Tage auch.
So langsam wirds.
Ich hab nochmal ein Bild vom Inneren gemacht
Grüße,
Martin
Also ich hab jetzt die Endstopps reingebaut und auch erfolgreich auf Schließer umprogrammiert. Da hatte ich ja schon meine Bedenken, da das letztens schon nicht geklappt hat.. Aber naja, das geht jetzt wunderbar,.
Etwas genauer ist das Teilchen nun auch schon, hab hier und da noch ein wenig stabilisiert, das hat schon einiges gebracht..
Das mit dem G92 klappte irgendwie nicht, aber ich glaub heut Abend bin ich auch zu blöd dazu.. Da muss ich mal drüber schlafen und mir mal die Syntax durchlesen wie man das überhaupt da reinschreibt.. G90 und 91 spielen da wohl auch irgendwie mit... Bei mir fährt der trotz dem G92 einfach wieder an die letztere Position und zeichnet nochmal alles nach..
Aber egal, , wird schon werden.
Elektronik steht soweit, alles verkabelt, wenn auch erstmal provisorisch. Z fehlt noch komplett, kommt aber die Tage auch.
So langsam wirds.
Ich hab nochmal ein Bild vom Inneren gemacht

Grüße,
Martin
|
Re: kleine Portalfräse 30. May 2014 07:17 |
Registrierungsdatum: 13 Jahre zuvor Beiträge: 7.616 |
Mit M114 kann man die aktuelle Position abfragen. Die sollte nach einem G92 genau dort sein, wo man sie mit G92 hin gesetzt hat. G92 kann übrigens nicht nur den Nullpunkt, sondern jede beliebige Position setzen.
G90/91 hat damit erst mal nichts zu tun. Die Beiden ändern nur wie der G-code interpretiert wird.
G90/91 hat damit erst mal nichts zu tun. Die Beiden ändern nur wie der G-code interpretiert wird.
| Generation 7 Electronics | Teacup Firmware | RepRap DIY |
|
Re: kleine Portalfräse 30. May 2014 09:16 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 558 |
Hi
Wie ist denn da die Syntax bei dem Befehl? Weil, viel finden tu ich irgendwie nicht zu dem Thema und wenn Gcode quasi Kauderwelsch für einen ist, dann blickt man auch manche Erklärungen nicht wirklich.
Ich fahre im Repetier Host also auf die Position, die ich gern als Nullpunkt hätte.. Mal angenommen das ist X50 Y50 Z1,6. So, dann gebe ich in der Befehlszeile G92 ein und schick das ab.. Bei mir passierte da mal rein gar nix..
Selbst bei G92 X0 Y0 passierte nicht wirklich viel..
Hast du da mal ein Beispiel für mich, weil ich echt nicht weiß wie das sonst klappen soll..
Grüße,
Martin
Wie ist denn da die Syntax bei dem Befehl? Weil, viel finden tu ich irgendwie nicht zu dem Thema und wenn Gcode quasi Kauderwelsch für einen ist, dann blickt man auch manche Erklärungen nicht wirklich.
Ich fahre im Repetier Host also auf die Position, die ich gern als Nullpunkt hätte.. Mal angenommen das ist X50 Y50 Z1,6. So, dann gebe ich in der Befehlszeile G92 ein und schick das ab.. Bei mir passierte da mal rein gar nix..
Selbst bei G92 X0 Y0 passierte nicht wirklich viel..
Hast du da mal ein Beispiel für mich, weil ich echt nicht weiß wie das sonst klappen soll..
Grüße,
Martin
|
Re: kleine Portalfräse 30. May 2014 16:13 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 1.103 |
|
Re: kleine Portalfräse 30. May 2014 17:14 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 558 |
Naja, ich geb G92 in die Befehlszeile vom Repetier Host ein und sende den Befehl. Da gibts schonmal keine Rückmeldung, und sobald ich dann meinen Gcode starte, fährt der Fräse trotzdem wieder auf die falsche Position. Also wird der G92 Befehl einfach nicht genommen/beachtet,, was auch immer.. Ich weiß auch nicht obd er G92 Befehl überhaupt was bewirkt bei der normalen Arduino Steuerung mit umgemodelter Marlin firmware..
mhh.... Bekomm ich schon irgendwie hin
Grüße,
Martin
mhh.... Bekomm ich schon irgendwie hin
Grüße,
Martin
|
Re: kleine Portalfräse 30. May 2014 17:34 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 1.689 |
|
Re: kleine Portalfräse 31. May 2014 05:32 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 558 |
Hi
G28 ist der Homing Befehl oder? Naja, den habe ich bisher am Anfang angefahren. Im Gcode selber steht der nicht drin.
Muss ich mal ausprobieren.. Zumindest hat der G92 gestern was gemacht, hat X auf 0 gesetzt,, Y hingegen nicht Das versteh mal einer..
Aber alles der Reihe nach. Damit ich nicht an der Programmierung verzweifel, konzentriere ich mich heute erstmal aufs Fertigstellen. Der Z Motormount und auch der Z Schlitten sind gestern noch aus meinem Drucker gepurzelt und werden gleich auch eingebaut..
Das letzte Teil was jetzt noch fehlt ist die Aufnahme für den Proxxon Micromot, die ich jetzt mal schnell designe..
Grüße,
Martin
G28 ist der Homing Befehl oder? Naja, den habe ich bisher am Anfang angefahren. Im Gcode selber steht der nicht drin.
Muss ich mal ausprobieren.. Zumindest hat der G92 gestern was gemacht, hat X auf 0 gesetzt,, Y hingegen nicht
Das versteh mal einer.. Aber alles der Reihe nach. Damit ich nicht an der Programmierung verzweifel, konzentriere ich mich heute erstmal aufs Fertigstellen. Der Z Motormount und auch der Z Schlitten sind gestern noch aus meinem Drucker gepurzelt und werden gleich auch eingebaut..
Das letzte Teil was jetzt noch fehlt ist die Aufnahme für den Proxxon Micromot, die ich jetzt mal schnell designe..
Grüße,
Martin
|
Re: kleine Portalfräse 31. May 2014 06:20 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 1.689 |
|
Re: kleine Portalfräse 31. May 2014 15:06 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 558 |
Hi
Mittlerweile habe ich auch raus wie ichs machen kann..
- Ich fahre die home Position an,
-Ich fahre auf Y80 X0 (Da habe ich mir eine Markierung gemacht, dort kommt eine Ecke der Platine hin
-Ich fahre Z auf die richtige Höhe
-Ich betätige den Notstopp, das braucht die Firmware anscheinend, sonst geht der G92 nicht
-Ich geb G92 an, schick das ab
Und schon kann ich meinen Fräsjob starten, er fährt von der Y80 X0 an weiter und nimmt diesen Punkt als 0 an..
Das ist zwar ein wenig umständlich und auch nicht ganz glücklich, aber bisher weiß ichs nicht besser und es klappt einigermaßen, zumindest im Moment zum testen.
Schön wäre natürlich eine Art Automation vor dem Fräsjob, damit ich da nicht so rumhampeln muss..
Naja, aber so langsam wirds. Es liegt noch jede Menge Arbeit vor mir, vor allem beim Kalibrieren und einstellen, aber immerhin hab ich heute schonmal meine ersten Tests in die Platine fräsen können
So siehts momentan aus
Und so sehen die ersten Tests aus.. Dazu muss ich sagen, dass ich mit Zahnarztbohrern gefräst hab. Das ist natürlich nicht die erste Wahl und ich werd mir demnächst auch vernünftige Platinenfräser besorgen.
Hab halt zum testen grad nix anderes da.
Fakt ist auf jedenfall dass ich die Höhe der Platine irgendwie besser justieren muss, noch vor dem eigentlichen Fräsjob, und ich hab bei Y noch eine kleine Ungenauigkeit drin. Entweder die verschwindet irgendwann von selbst wenn sich die Lager eingelaufen haben oder das liegt am Backlash der trapezmutter... Etwas Wobbel ist auch drin, aber bisher nicht wirklich dramatisch.
Dafür dass das alles gedruckt ist und aus Plastik und Holz besteht kann ich schon recht zufrieden sein
Grüße,
Martin
Mittlerweile habe ich auch raus wie ichs machen kann..
- Ich fahre die home Position an,
-Ich fahre auf Y80 X0 (Da habe ich mir eine Markierung gemacht, dort kommt eine Ecke der Platine hin
-Ich fahre Z auf die richtige Höhe
-Ich betätige den Notstopp, das braucht die Firmware anscheinend, sonst geht der G92 nicht
-Ich geb G92 an, schick das ab
Und schon kann ich meinen Fräsjob starten, er fährt von der Y80 X0 an weiter und nimmt diesen Punkt als 0 an..
Das ist zwar ein wenig umständlich und auch nicht ganz glücklich, aber bisher weiß ichs nicht besser und es klappt einigermaßen, zumindest im Moment zum testen.
Schön wäre natürlich eine Art Automation vor dem Fräsjob, damit ich da nicht so rumhampeln muss..
Naja, aber so langsam wirds. Es liegt noch jede Menge Arbeit vor mir, vor allem beim Kalibrieren und einstellen, aber immerhin hab ich heute schonmal meine ersten Tests in die Platine fräsen können
So siehts momentan aus


Und so sehen die ersten Tests aus.. Dazu muss ich sagen, dass ich mit Zahnarztbohrern gefräst hab. Das ist natürlich nicht die erste Wahl und ich werd mir demnächst auch vernünftige Platinenfräser besorgen.
Hab halt zum testen grad nix anderes da.

Fakt ist auf jedenfall dass ich die Höhe der Platine irgendwie besser justieren muss, noch vor dem eigentlichen Fräsjob, und ich hab bei Y noch eine kleine Ungenauigkeit drin. Entweder die verschwindet irgendwann von selbst wenn sich die Lager eingelaufen haben oder das liegt am Backlash der trapezmutter... Etwas Wobbel ist auch drin, aber bisher nicht wirklich dramatisch.
Dafür dass das alles gedruckt ist und aus Plastik und Holz besteht kann ich schon recht zufrieden sein
Grüße,
Martin
|
Re: kleine Portalfräse 31. May 2014 15:37 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 22 |
Sieht schon mal sehr gut aus. :=)
Die gefrästen Kreise solltest du mal genauer anschauen, da sieht man das noch ein kleiner Wurm in der Mechanik drinnen ist.
Da gibt es mehrere Gründe die du anschauen solltest:
-Von fräsen selber, zu langer Fräser und oder falsche Fräsparameter (Drehzahl, Vorschub) das der Fräser wegdrückt. Ich denke jedoch eher nicht.
-Igus Gleitlager, zu viel Spiel?
-Igus Gleitlager, zu wenig respektive kein Spiel, klemmt und rupft?
-Trapezgewindemutter, zu viel Spiel?
-Trapezgewindemutter, zu wenig respektive kein Spiel, klemmt und rupft?
usw.
Du bekommst das ganz sicher in Griff, dessen bin ich mir sicher.
Mir gefällt was du da gebaut hast, für deine gestellte Anwendung genau richtig. :=)
Die gefrästen Kreise solltest du mal genauer anschauen, da sieht man das noch ein kleiner Wurm in der Mechanik drinnen ist.
Da gibt es mehrere Gründe die du anschauen solltest:
-Von fräsen selber, zu langer Fräser und oder falsche Fräsparameter (Drehzahl, Vorschub) das der Fräser wegdrückt. Ich denke jedoch eher nicht.
-Igus Gleitlager, zu viel Spiel?
-Igus Gleitlager, zu wenig respektive kein Spiel, klemmt und rupft?
-Trapezgewindemutter, zu viel Spiel?
-Trapezgewindemutter, zu wenig respektive kein Spiel, klemmt und rupft?
usw.
Du bekommst das ganz sicher in Griff, dessen bin ich mir sicher.
Mir gefällt was du da gebaut hast, für deine gestellte Anwendung genau richtig. :=)
|
Re: kleine Portalfräse 31. May 2014 15:49 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 558 |
Hi
joa, irgendwas davon wirds wohl sein
Zuerstmal ist das der falsche Fräser bzw garkein Fräser, sondern ein Zahnarztbohrer.. Mich wundert das das damit überhaupt klappt. Werd mir die Tage aber mal vernünftige Fräser besorgen damit ich da schonmal das richtige Werkzeug hab.
Vorschub ist momentan 300mm/min. Ich habe aber auch noch nicht wirklich viel getestet. eventuell sollte ich mal mit etwas weniger Vorschub testen.
Die Y Achse verformt die Kreise an der Außenkante ein wenig, immer dann wenn sich die Richtung ändert. Das liegt entweder an einem Backlasch der Trapezmutter, was ich nicht glaube, die sind sehr straff, oder an einem leichten Schwergang des Y Schlittens, was ich schon eher glaube.. Da das Igus Gleitlager sind und ich gelesen habe dass die eine Weile brauchen um sich einzulaufen und anfangs unter Umständen etwas schwerer laufen, kanns natürlich auch daher kommen. Die Lagerhalter des Y Schlittens sind ja auch gedruckt. Eventuell klemmt da eins oder steht leicht schräg, verkantet etc.. Da werde ich nochmal nachschauen.
Bei den ersten Tests hatte ich das Problem bei Y noch viel gravierender. Nachdem ich mit einem Quersteg aus Alu für mehr Stabilität gesorgt habe war die Ungenauigkeit schon sehr viel kleiner geworden. trotzdem sieht man so kleine Abweichungen natürlich extrem wenn man da 3mm Kreise auf eine Platine fräst
Wie gesagt, es bedarf noch ein wenig viel Justage bis das Teilchen richtig läuft..
Aber da bin ich dran.
Grüße,
Martin
1-mal bearbeitet. Zuletzt am 31.05.14 15:51.
joa, irgendwas davon wirds wohl sein
Zuerstmal ist das der falsche Fräser bzw garkein Fräser, sondern ein Zahnarztbohrer.. Mich wundert das das damit überhaupt klappt. Werd mir die Tage aber mal vernünftige Fräser besorgen damit ich da schonmal das richtige Werkzeug hab.
Vorschub ist momentan 300mm/min. Ich habe aber auch noch nicht wirklich viel getestet. eventuell sollte ich mal mit etwas weniger Vorschub testen.
Die Y Achse verformt die Kreise an der Außenkante ein wenig, immer dann wenn sich die Richtung ändert. Das liegt entweder an einem Backlasch der Trapezmutter, was ich nicht glaube, die sind sehr straff, oder an einem leichten Schwergang des Y Schlittens, was ich schon eher glaube.. Da das Igus Gleitlager sind und ich gelesen habe dass die eine Weile brauchen um sich einzulaufen und anfangs unter Umständen etwas schwerer laufen, kanns natürlich auch daher kommen. Die Lagerhalter des Y Schlittens sind ja auch gedruckt. Eventuell klemmt da eins oder steht leicht schräg, verkantet etc.. Da werde ich nochmal nachschauen.
Bei den ersten Tests hatte ich das Problem bei Y noch viel gravierender. Nachdem ich mit einem Quersteg aus Alu für mehr Stabilität gesorgt habe war die Ungenauigkeit schon sehr viel kleiner geworden. trotzdem sieht man so kleine Abweichungen natürlich extrem wenn man da 3mm Kreise auf eine Platine fräst
Wie gesagt, es bedarf noch ein wenig viel Justage bis das Teilchen richtig läuft..
Aber da bin ich dran.
Grüße,
Martin
1-mal bearbeitet. Zuletzt am 31.05.14 15:51.
|
Re: kleine Portalfräse 31. May 2014 21:16 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 558 |
|
Re: kleine Portalfräse 01. June 2014 06:08 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 47 |
Ich fräse auf meiner CNC öfters mal Platinen und hier ein paar Tips:
Die Platinen sind meistens relativ plan, dass heißt wenn es bei dir uneben ist, solltest du die Aufspannplatte plan fräsen, wenn du (wie ich) zum größten teil nur Europlatinen verarbeitest, dann fräse dir einfach eine Tasche mit 160,1*100,1 . Dort klebst du die Platine mit !wenig! doppelseitigem Klebeband fest. wenig, weil das Zeugs so gut hält, dass es mir fertige Platinen schon beim auslösen zerbrochen hat, weil ich es aus angst mit dem Doppelseitigem Klebeband übertrieben hatte.
[www.abload.de]
MfG Urs
1-mal bearbeitet. Zuletzt am 01.06.14 06:10.
Die Platinen sind meistens relativ plan, dass heißt wenn es bei dir uneben ist, solltest du die Aufspannplatte plan fräsen, wenn du (wie ich) zum größten teil nur Europlatinen verarbeitest, dann fräse dir einfach eine Tasche mit 160,1*100,1 . Dort klebst du die Platine mit !wenig! doppelseitigem Klebeband fest. wenig, weil das Zeugs so gut hält, dass es mir fertige Platinen schon beim auslösen zerbrochen hat, weil ich es aus angst mit dem Doppelseitigem Klebeband übertrieben hatte.

[www.abload.de]
MfG Urs
1-mal bearbeitet. Zuletzt am 01.06.14 06:10.
|
Re: kleine Portalfräse 01. June 2014 06:17 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 4.398 |
|
Re: kleine Portalfräse 01. June 2014 14:24 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 558 |
Hi Sven
Ich hab mir vorhin mal so ein wenig über den Tiefenregler durchgelesen, unter anderem auch eine PDF wo jemand einen gebaut hat, genau für das Platinenfräsen.. Irgendwie blick ich trotzdem nicht wie das funktionieren soll.. Das war irgend so nen Bajonett mit Federn dran ? Keine Ahnung. Ich glaub da muss ich mich nochmal etwas eingehender mit der Materie befassen wie und warum ^^
Besser wäre son Teil natürlich und wenn ich die Funktion mal verstanden habe ists sicher auch schnell konstruiert.
Soo. Ich hab mich heute aber nochmal mit meinem Y Problemchen befasst, da es auch nicht besser wurde.
Der Fehler lag an meinen ABS Seitenteilen, die minimal verzogen sind. Dadurch kam es bei den Gleitlagern zu einer Verklemmung, sodass der Schlitten schonmal nicht leichtgängig sondern eher ruckelnd zu bewegen war.
Ich hab also nochmal komplett alles auseinandergenommen bis runter zu den gedruckten Lagerhaltern, habe diese noch etwas weiter ausgefeilt sodass der Anpressdruck auf die Igus Gleitlager nicht mehr so groß ist. Die Seitenteile habe ich mit etwas Hitze vom Heißluftfön exakt plan gebogen und das direkt auf der Achse getestet. Nachdem da nun alles recht leicht lief, hab ich weiter geschaut was noch verbessert werden kann.
Ein weiteres Problem habe ich auch direkt behoben.
Da der Y Schlitten ja ein wenig wiegt und mein Flansch für die Trapezmutter mittig mit M8 Gewindestangen angebracht war, hat der sich natürlich immer minimal nach oben bzw unten gebogen wenn die Trapezgewindestange gedreht hat. Durch den Druck wurde auch gleich die Trapezgewindestange etwas raus bzw reingedrückt, da in den Schrittmotoren an der hinteren Welle ja eine Feder sitzt, die bei großem Druck auch so 1-2mm nachgeben kann.
Ich hab nun folgendes gemacht
-Die M8 Gewindestangen sind rausgeflogen, ebenso mein Flansch für die Trapezgewindemutter
-Anstatt der Gewindestangen hab ich nun 2 20x20mm Profile eingesetzt die ich noch über hatte.. Die sind leider minimal zu klein, sodass ich da an den Seiten jeweils etwas unterfüttern musste.. Nicht ganz glücklich, aber es funktioniert gut.
-Damit sich nicht die linke oder rechte Seite des Schlittens zuerst wegbewegt, was vorher auch der Fall war da keine Verwindungssteifigkeit gegeben war, habe ich eine Platte auf die Profile geschraubt sodass diese nun Bombenfest sitzen und sich nicht mehr verwinden können
- Gerade ist ein neuer Flansch für die Trapezmutter im Druck, der dann an die Profile geschraubt werden kann.
Wenn ich 2 drucke, kann ich eine zweite Trapezmutter am anderen Profil anflanschen und damit dann auch den Backlash eliminieren.
-Jede Trapezgewindestange, also Y und auch X Achse haben an den Enden jetzt Klemmringe bekommen, sodass sich die Trapezgewinde nicht mehr hin und her bewegen können, wodurch auch immer..
Wenns gleich zusammengebaut ist, mach ich mal ein paar Bilder.
Ich hoffe aber dass dann alles Probleme beseitigt sind.
Grüße
Martin
Ich hab mir vorhin mal so ein wenig über den Tiefenregler durchgelesen, unter anderem auch eine PDF wo jemand einen gebaut hat, genau für das Platinenfräsen.. Irgendwie blick ich trotzdem nicht wie das funktionieren soll.. Das war irgend so nen Bajonett mit Federn dran ?
Keine Ahnung. Ich glaub da muss ich mich nochmal etwas eingehender mit der Materie befassen wie und warum ^^Besser wäre son Teil natürlich und wenn ich die Funktion mal verstanden habe ists sicher auch schnell konstruiert.
Soo. Ich hab mich heute aber nochmal mit meinem Y Problemchen befasst, da es auch nicht besser wurde.
Der Fehler lag an meinen ABS Seitenteilen, die minimal verzogen sind. Dadurch kam es bei den Gleitlagern zu einer Verklemmung, sodass der Schlitten schonmal nicht leichtgängig sondern eher ruckelnd zu bewegen war.
Ich hab also nochmal komplett alles auseinandergenommen bis runter zu den gedruckten Lagerhaltern, habe diese noch etwas weiter ausgefeilt sodass der Anpressdruck auf die Igus Gleitlager nicht mehr so groß ist. Die Seitenteile habe ich mit etwas Hitze vom Heißluftfön exakt plan gebogen und das direkt auf der Achse getestet. Nachdem da nun alles recht leicht lief, hab ich weiter geschaut was noch verbessert werden kann.
Ein weiteres Problem habe ich auch direkt behoben.
Da der Y Schlitten ja ein wenig wiegt und mein Flansch für die Trapezmutter mittig mit M8 Gewindestangen angebracht war, hat der sich natürlich immer minimal nach oben bzw unten gebogen wenn die Trapezgewindestange gedreht hat. Durch den Druck wurde auch gleich die Trapezgewindestange etwas raus bzw reingedrückt, da in den Schrittmotoren an der hinteren Welle ja eine Feder sitzt, die bei großem Druck auch so 1-2mm nachgeben kann.
Ich hab nun folgendes gemacht
-Die M8 Gewindestangen sind rausgeflogen, ebenso mein Flansch für die Trapezgewindemutter
-Anstatt der Gewindestangen hab ich nun 2 20x20mm Profile eingesetzt die ich noch über hatte.. Die sind leider minimal zu klein, sodass ich da an den Seiten jeweils etwas unterfüttern musste.. Nicht ganz glücklich, aber es funktioniert gut.
-Damit sich nicht die linke oder rechte Seite des Schlittens zuerst wegbewegt, was vorher auch der Fall war da keine Verwindungssteifigkeit gegeben war, habe ich eine Platte auf die Profile geschraubt sodass diese nun Bombenfest sitzen und sich nicht mehr verwinden können
- Gerade ist ein neuer Flansch für die Trapezmutter im Druck, der dann an die Profile geschraubt werden kann.
Wenn ich 2 drucke, kann ich eine zweite Trapezmutter am anderen Profil anflanschen und damit dann auch den Backlash eliminieren.
-Jede Trapezgewindestange, also Y und auch X Achse haben an den Enden jetzt Klemmringe bekommen, sodass sich die Trapezgewinde nicht mehr hin und her bewegen können, wodurch auch immer..
Wenns gleich zusammengebaut ist, mach ich mal ein paar Bilder.
Ich hoffe aber dass dann alles Probleme beseitigt sind.
Grüße
Martin
|
Re: kleine Portalfräse 01. June 2014 14:31 |
Registrierungsdatum: 11 Jahre zuvor Beiträge: 161 |
Hallo Reaching,
da ich auch so ein kleine Kombigerät im Einsatz habe, hier mein nbeitrag zu der „Nullpunktgeschichte“.
Ich habe mir eine kleine Kreuzlinienlaser (<10€) parallel zur Fräserachse montiert.
Mit diesen Fadenkreuz fahre ich den Werkstücknullpunkt an und Fräser wird auf Werkstückoberfläche gefahren (Papierstreifen darunter). Danach starte ich den G-Code.
Der folgendermaßen ist . Funktioniert bei mir mit Marlin und Repetir. Es muss aber unbedingt
in der configuration.h folgendes eingetragen sein :
#define X_MIN_POS -50
#define Y_MIN_POS -50
#define Z_MIN_POS -50
Die Werte können bei Dir aber abweichen.
G-Code:
;( Made using CamBam - [www.cambam.co.uk] )
;( EasterEggs1byBirdA4 2/16/2014 4:15:07 PM )
;Start *****************************************
M302 ; kalt Extrudieren
M106 S500 ; Absaugung / Lüfter 90%
G21 ;G21 Millimeter
G90 ;G90 Absolute Positionen
G92 X0 Y0 Z0 ; Aktuelle Pos ist NULL Laserkreuz
G0 X0 Y0 Z5 F100 ; Anheben
G0 X-42.4 Y-5.2 F500 ; Laserpunkt anfahren hier Deine Versatzwerte eintragen
G0 Z0 F100 ; Werstueckoberflaeche
G92 X0 Y0 Z0 ; Aktuelle Pos ist NULL
G0 X0 Y0 Z5 F200 ; Ausgangslage anfahren
;***********************************************
;( Profil1 )
G0 F300
G0 X41.1619 Y129.4731
G0 Z1.0
G1 F100.0 Z-4.3 …...........
Mit Geschick und guter Maschine kannst Du nach Unterbrechungen ohne weiteres in den selben Spuren mehrmals lang fahren.
Als Programm benutze ich CamBam.
Uwe 94 Berliner
Bei der Osterarbeit :
Fräser mit Fadenkreuz
da ich auch so ein kleine Kombigerät im Einsatz habe, hier mein nbeitrag zu der „Nullpunktgeschichte“.
Ich habe mir eine kleine Kreuzlinienlaser (<10€) parallel zur Fräserachse montiert.
Mit diesen Fadenkreuz fahre ich den Werkstücknullpunkt an und Fräser wird auf Werkstückoberfläche gefahren (Papierstreifen darunter). Danach starte ich den G-Code.
Der folgendermaßen ist . Funktioniert bei mir mit Marlin und Repetir. Es muss aber unbedingt
in der configuration.h folgendes eingetragen sein :
#define X_MIN_POS -50
#define Y_MIN_POS -50
#define Z_MIN_POS -50
Die Werte können bei Dir aber abweichen.
G-Code:
;( Made using CamBam - [www.cambam.co.uk] )
;( EasterEggs1byBirdA4 2/16/2014 4:15:07 PM )
;Start *****************************************
M302 ; kalt Extrudieren
M106 S500 ; Absaugung / Lüfter 90%
G21 ;G21 Millimeter
G90 ;G90 Absolute Positionen
G92 X0 Y0 Z0 ; Aktuelle Pos ist NULL Laserkreuz
G0 X0 Y0 Z5 F100 ; Anheben
G0 X-42.4 Y-5.2 F500 ; Laserpunkt anfahren hier Deine Versatzwerte eintragen
G0 Z0 F100 ; Werstueckoberflaeche
G92 X0 Y0 Z0 ; Aktuelle Pos ist NULL
G0 X0 Y0 Z5 F200 ; Ausgangslage anfahren
;***********************************************
;( Profil1 )
G0 F300
G0 X41.1619 Y129.4731
G0 Z1.0
G1 F100.0 Z-4.3 …...........
Mit Geschick und guter Maschine kannst Du nach Unterbrechungen ohne weiteres in den selben Spuren mehrmals lang fahren.
Als Programm benutze ich CamBam.
Uwe 94 Berliner
Bei der Osterarbeit :
Fräser mit Fadenkreuz
|
Re: kleine Portalfräse 01. June 2014 14:37 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 4.398 |
Ein Tiefenregler ist relativ einfach. Deine Spindel ist ja momentan fest fixiert an deiner Z-Achse. Nun stell dir vor, du machst an deine Z-Achse eine weitere Linearachse, die keine Spindel hat. Du kannst die einfach bewegen und alles was dran hängt liegt durch die Schwerkraft auf deiner Platte(Bearbeitungsfläche) auf.
Wenn du jetzt einen Ring um deine Spindel machst, der auf der Platine aufliegt, kann der Fräser nur so tief eindringen, wie du es durch den Ring einstellst. Der begrenzt quasi durch seine Dicke die Frästiefe und nicht die Bewegung der Z- Achse.
[www.einfach-cnc.de]
Eigentlich recht simpel...
Gruß Sven
Wenn du jetzt einen Ring um deine Spindel machst, der auf der Platine aufliegt, kann der Fräser nur so tief eindringen, wie du es durch den Ring einstellst. Der begrenzt quasi durch seine Dicke die Frästiefe und nicht die Bewegung der Z- Achse.
[www.einfach-cnc.de]
Eigentlich recht simpel...
Gruß Sven

{kind=link}
{kind=link}
{kind=link}
{kind=link}
In diesem Forum dürfen leider nur registrierte Teilnehmer schreiben.