Neuvorstellung mein erster Drucker
geschrieben von Subversa
|
Neuvorstellung mein erster Drucker 06. April 2015 05:32 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 36 |
Hallo an alle
Kurze Vorstellung zu meiner Person, mein Name ist Alois ich bin 40 Jahre alt und wohne in Graz / Österreich. Ich habe Werkzeugmechaniker gelernt. Da mein Vater Panzermodellbau ( Seite noch im aufbau ) betreibt habe ich zugang zu allen Maschinen die man so brauchen könnte ( Drehbank und Fräsmaschine sowohl konventionell als auch CNC, Platinenfräsmaschine CNC, Ätzanlage für Platinen usw. ). Auch ist mein Vater gelernter Ingenieur und macht Platinen und Schaltungen mit Eagle selbst. Ich möchte mir nun einen 3D Drucker bauen.
Der Drucker hat ein 300x300 mm großes Bett und 230mm druckhöhe, ein Dualhotend ist geplant, aufgebaut ist er wie eine CNC Fräsmaschine und ich möchte so viel als möglich selbst herstellen. Gezeichnet wird mit Solid Works 2014. Als Elektronik dient ein RAMPS 1.4 + Mega 2560 R3, DRV8825 Stepper Motor Driver mit Kühlkörper + LCD 12864 Graphic Smart Display Controller, 5x Opto Endstops, ein Induktiver Näherungssensor für Z ( Auto Bed Leveling ) und ein Pc Netzteil mit 650 Watt. Als Pc dient ein Raspberry PI 2 Model B (A 900MHz, Quad-core, ARM Cortex-A7 CPU, 4x USB, Full HDMI) und ein 9" Digital LCD 1024*600 High Resolution Display sowie eine 60 Gb SSD.
Als Software kommt Marlin als Firmware und Repetier-Host oder Cura zum Einsatz, auf dem Raspberry läuft Octoprint und Pronterface.
Hier mal ein paar Zeichnungen als 3-D Pdf Files.
Der Extruder
Die Z Achse
Bett Führung
Das Hotend
Düsenhalter
Komplettaufbau
Anbei ein paar Bilder zum Baufortschritt:
Bilder 3D Drucker
Soweit so gut. Doch nun kommen die Fragen:
In Marlin gibt es ein paar werte wo ich nicht weiß wie ich diese berechne oder für was diese sind:
//Manual homing switch locations:
// For deltabots this means top and center of the Cartesian print volume.
#define MANUAL_X_HOME_POS 0
#define MANUAL_Y_HOME_POS 0
#define MANUAL_Z_HOME_POS 0
//#define MANUAL_Z_HOME_POS 402 // For delta: Distance between nozzle and print surface after homing.
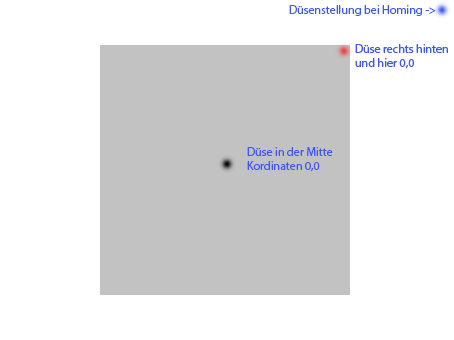
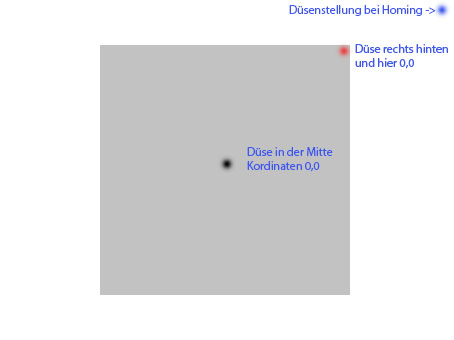
^ Kann ich hier meinen Mittelpunkt vom Bett angeben als Startpunkt nach dem Homing damit Düse 1 in der Mitte des Bettes seinen 0-Punkt hat ? Geht das überhaupt oder muss der 0-Punkt immer rechts hinten am Bett liegen ? Oder muss ich das im Start G-Code machen ? Unten ein Bild dazu hoffe es ist verständlich.
//// MOVEMENT SETTINGS
#define NUM_AXIS 6 // The axis order in all axis related arrays is X, Y, Z, E
#define HOMING_FEEDRATE {50*60, 50*60, 4*60, 0} // set the homing speeds (mm/min) Woher bekomme ich diese Werte bzw. wie berechne ich diese ?
// default settings
#define DEFAULT_AXIS_STEPS_PER_UNIT {80.00,80.00,1600.00,1000.00} // default steps per unit for Ultimaker Wurden von mir Berechnet und stimmen soweit
#define DEFAULT_MAX_FEEDRATE {500, 500, 5, 50} // (mm/sec) Woher bekomme ich diese Werte bzw. wie berechne ich diese ?
#define DEFAULT_MAX_ACCELERATION {200,200,5,500} // X, Y, Z, E maximum start speed for accelerated moves. E default values are good for Skeinforge 40+, for older versions raise them a lot. Woher bekomme ich diese Werte bzw. wie berechne ich diese ?
#define DEFAULT_ACCELERATION 60 // X, Y, Z and E max acceleration in mm/s^2 for printing moves Woher bekomme ich diese Werte bzw. wie berechne ich diese ?
#define DEFAULT_RETRACT_ACCELERATION 60 // X, Y, Z and E max acceleration in mm/s^2 for retracts Woher bekomme ich diese Werte bzw. wie berechne ich diese ?
// Offset of the extruders (uncomment if using more than one and relying on firmware to position when changing).
// The offset has to be X=0, Y=0 for the extruder 0 hotend (default extruder).
// For the other hotends it is their distance from the extruder 0 hotend.
#define EXTRUDER_OFFSET_X {0.0, 44.00} // (in mm) for each extruder, offset of the hotend on the X axis von mir eingetragen
#define EXTRUDER_OFFSET_Y {0.0, 0.00} // (in mm) for each extruder, offset of the hotend on the Y axis von mir eingetragen
// The speed change that does not require acceleration (i.e. the software might assume it can be done instantaneously)
#define DEFAULT_XYJERK 20.0 // (mm/sec) Woher bekomme ich diese Werte bzw. wie berechne ich diese und für was ist dieser wert ?
#define DEFAULT_ZJERK 0.4 // (mm/sec) Woher bekomme ich diese Werte bzw. wie berechne ich diese und für was ist dieser wert ?
#define DEFAULT_EJERK 5.0 // (mm/sec) Woher bekomme ich diese Werte bzw. wie berechne ich diese und für was ist dieser wert ?
Auch habe ich diese Seite genutzt für meine Berechnungen, aber mit der Tabelle unter Acceleration kann ich nix anfangen. Vielleicht gibt es ja irgendwo Hintergrundinfos zu diesen Einstellungen bzw. Seiten wo ich nachlesen könnte.
Vielen Dank im voraus
Man hat niemals Zeit, es richtig zu machen, aber immer Zeit, es noch einmal zu machen.
Kurze Vorstellung zu meiner Person, mein Name ist Alois ich bin 40 Jahre alt und wohne in Graz / Österreich. Ich habe Werkzeugmechaniker gelernt. Da mein Vater Panzermodellbau ( Seite noch im aufbau ) betreibt habe ich zugang zu allen Maschinen die man so brauchen könnte ( Drehbank und Fräsmaschine sowohl konventionell als auch CNC, Platinenfräsmaschine CNC, Ätzanlage für Platinen usw. ). Auch ist mein Vater gelernter Ingenieur und macht Platinen und Schaltungen mit Eagle selbst. Ich möchte mir nun einen 3D Drucker bauen.
Der Drucker hat ein 300x300 mm großes Bett und 230mm druckhöhe, ein Dualhotend ist geplant, aufgebaut ist er wie eine CNC Fräsmaschine und ich möchte so viel als möglich selbst herstellen. Gezeichnet wird mit Solid Works 2014. Als Elektronik dient ein RAMPS 1.4 + Mega 2560 R3, DRV8825 Stepper Motor Driver mit Kühlkörper + LCD 12864 Graphic Smart Display Controller, 5x Opto Endstops, ein Induktiver Näherungssensor für Z ( Auto Bed Leveling ) und ein Pc Netzteil mit 650 Watt. Als Pc dient ein Raspberry PI 2 Model B (A 900MHz, Quad-core, ARM Cortex-A7 CPU, 4x USB, Full HDMI) und ein 9" Digital LCD 1024*600 High Resolution Display sowie eine 60 Gb SSD.
Als Software kommt Marlin als Firmware und Repetier-Host oder Cura zum Einsatz, auf dem Raspberry läuft Octoprint und Pronterface.
Hier mal ein paar Zeichnungen als 3-D Pdf Files.
Der Extruder
Die Z Achse
Bett Führung
Das Hotend
Düsenhalter
Komplettaufbau
Anbei ein paar Bilder zum Baufortschritt:
Bilder 3D Drucker
Soweit so gut. Doch nun kommen die Fragen:
In Marlin gibt es ein paar werte wo ich nicht weiß wie ich diese berechne oder für was diese sind:
//Manual homing switch locations:
// For deltabots this means top and center of the Cartesian print volume.
#define MANUAL_X_HOME_POS 0
#define MANUAL_Y_HOME_POS 0
#define MANUAL_Z_HOME_POS 0
//#define MANUAL_Z_HOME_POS 402 // For delta: Distance between nozzle and print surface after homing.
^ Kann ich hier meinen Mittelpunkt vom Bett angeben als Startpunkt nach dem Homing damit Düse 1 in der Mitte des Bettes seinen 0-Punkt hat ? Geht das überhaupt oder muss der 0-Punkt immer rechts hinten am Bett liegen ? Oder muss ich das im Start G-Code machen ? Unten ein Bild dazu hoffe es ist verständlich.
//// MOVEMENT SETTINGS
#define NUM_AXIS 6 // The axis order in all axis related arrays is X, Y, Z, E
#define HOMING_FEEDRATE {50*60, 50*60, 4*60, 0} // set the homing speeds (mm/min) Woher bekomme ich diese Werte bzw. wie berechne ich diese ?
// default settings
#define DEFAULT_AXIS_STEPS_PER_UNIT {80.00,80.00,1600.00,1000.00} // default steps per unit for Ultimaker Wurden von mir Berechnet und stimmen soweit
#define DEFAULT_MAX_FEEDRATE {500, 500, 5, 50} // (mm/sec) Woher bekomme ich diese Werte bzw. wie berechne ich diese ?
#define DEFAULT_MAX_ACCELERATION {200,200,5,500} // X, Y, Z, E maximum start speed for accelerated moves. E default values are good for Skeinforge 40+, for older versions raise them a lot. Woher bekomme ich diese Werte bzw. wie berechne ich diese ?
#define DEFAULT_ACCELERATION 60 // X, Y, Z and E max acceleration in mm/s^2 for printing moves Woher bekomme ich diese Werte bzw. wie berechne ich diese ?
#define DEFAULT_RETRACT_ACCELERATION 60 // X, Y, Z and E max acceleration in mm/s^2 for retracts Woher bekomme ich diese Werte bzw. wie berechne ich diese ?
// Offset of the extruders (uncomment if using more than one and relying on firmware to position when changing).
// The offset has to be X=0, Y=0 for the extruder 0 hotend (default extruder).
// For the other hotends it is their distance from the extruder 0 hotend.
#define EXTRUDER_OFFSET_X {0.0, 44.00} // (in mm) for each extruder, offset of the hotend on the X axis von mir eingetragen
#define EXTRUDER_OFFSET_Y {0.0, 0.00} // (in mm) for each extruder, offset of the hotend on the Y axis von mir eingetragen
// The speed change that does not require acceleration (i.e. the software might assume it can be done instantaneously)
#define DEFAULT_XYJERK 20.0 // (mm/sec) Woher bekomme ich diese Werte bzw. wie berechne ich diese und für was ist dieser wert ?
#define DEFAULT_ZJERK 0.4 // (mm/sec) Woher bekomme ich diese Werte bzw. wie berechne ich diese und für was ist dieser wert ?
#define DEFAULT_EJERK 5.0 // (mm/sec) Woher bekomme ich diese Werte bzw. wie berechne ich diese und für was ist dieser wert ?
Auch habe ich diese Seite genutzt für meine Berechnungen, aber mit der Tabelle unter Acceleration kann ich nix anfangen. Vielleicht gibt es ja irgendwo Hintergrundinfos zu diesen Einstellungen bzw. Seiten wo ich nachlesen könnte.
Vielen Dank im voraus
Man hat niemals Zeit, es richtig zu machen, aber immer Zeit, es noch einmal zu machen.
{kind=link}
{kind=link}
|
Re: Neuvorstellung mein erster Drucker 06. April 2015 06:07 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 689 |
Hallo Alois,
auch wenn es jetzt nur eine "Teilantwort" auf deine Fragen ist ....
Das wäre Unfug, da der Slicer damit negative Werte im G-Code ausgeben müßte, und die Firmware diese eben auch berechnen um auf die Schritte für die Verfahrwege zu kommen.
So wie es üblich ist weiß dein Drucker halt das "in der Ecke 0 ist" und die Mitte vom Bett in deinem Fall bei 150x und 150y ist.
Wenn du Repetier schon installiert hast ladt dort doch einfach mal ein Objekt und du wirst sehen das es im normal Fall auch in der Mitte vom Bett landet. Du kannst die Objekte aber auch auf dem Bett verschieben,versuch es einfach mal
Gruß Peter
auch wenn es jetzt nur eine "Teilantwort" auf deine Fragen ist ....
Quote
Subversa
Kann ich hier meinen Mittelpunkt vom Bett angeben als Startpunkt nach dem Homing damit Düse 1 in der Mitte des Bettes seinen 0-Punkt hat ? Geht das überhaupt oder muss der 0-Punkt immer rechts hinten am Bett liegen ? Oder muss ich das im Start G-Code machen ? Unten ein Bild dazu hoffe es ist verständlich.
Das wäre Unfug, da der Slicer damit negative Werte im G-Code ausgeben müßte, und die Firmware diese eben auch berechnen um auf die Schritte für die Verfahrwege zu kommen.
So wie es üblich ist weiß dein Drucker halt das "in der Ecke 0 ist" und die Mitte vom Bett in deinem Fall bei 150x und 150y ist.
Wenn du Repetier schon installiert hast ladt dort doch einfach mal ein Objekt und du wirst sehen das es im normal Fall auch in der Mitte vom Bett landet. Du kannst die Objekte aber auch auf dem Bett verschieben,versuch es einfach mal
Gruß Peter
|
Re: Neuvorstellung mein erster Drucker 06. April 2015 07:52 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 36 |
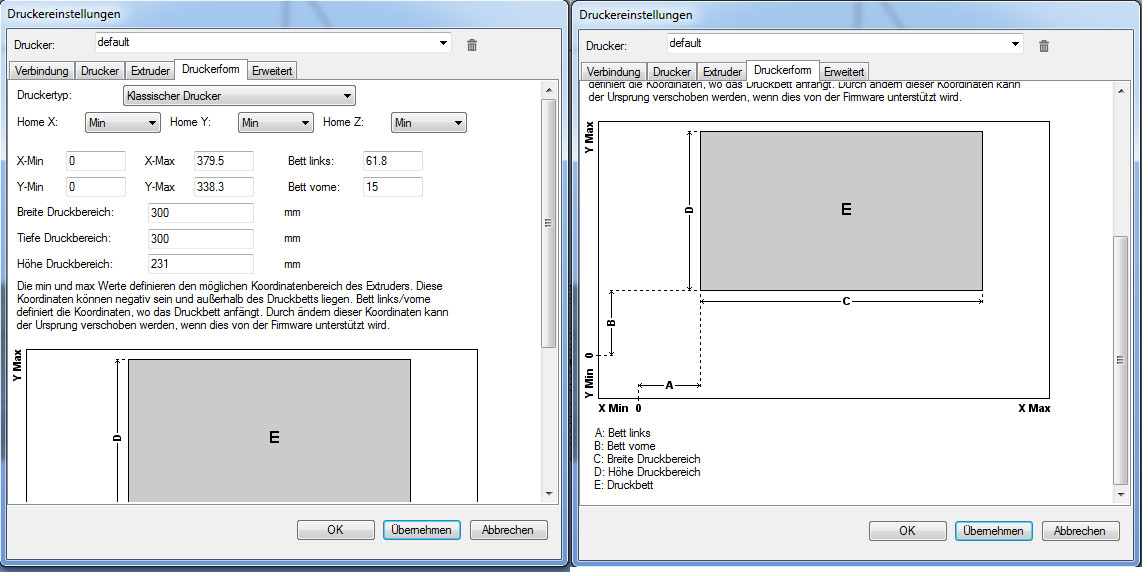
Anbei die Einstellungen in Repetier Host und ein PDF wo man sieht wo der Drucker auf dem Referenzpunkt steht, soweit so gut. Aber irgendwie müsste ich das ja auch in Marlin einstellen um von SD zu drucken oder nicht ? Dort habe ich aber nur:
// Travel limits after homing
#define X_MAX_POS 379,5
#define X_MIN_POS 0
#define Y_MAX_POS 338.3
#define Y_MIN_POS 0
#define Z_MAX_POS 231
#define Z_MIN_POS 0
#define X_MAX_LENGTH (X_MAX_POS - X_MIN_POS)
#define Y_MAX_LENGTH (Y_MAX_POS - Y_MIN_POS)
#define Z_MAX_LENGTH (Z_MAX_POS - Z_MIN_POS)
Sozusagen kein Offset von der Düse zum Druckbett.
Zeichnung PDF
// Travel limits after homing
#define X_MAX_POS 379,5
#define X_MIN_POS 0
#define Y_MAX_POS 338.3
#define Y_MIN_POS 0
#define Z_MAX_POS 231
#define Z_MIN_POS 0
#define X_MAX_LENGTH (X_MAX_POS - X_MIN_POS)
#define Y_MAX_LENGTH (Y_MAX_POS - Y_MIN_POS)
#define Z_MAX_LENGTH (Z_MAX_POS - Z_MIN_POS)
Sozusagen kein Offset von der Düse zum Druckbett.
Zeichnung PDF
{kind=link}
{kind=link}
|
Re: Neuvorstellung mein erster Drucker 06. April 2015 17:07 |
Registrierungsdatum: 9 Jahre zuvor Beiträge: 1.720 |
An die meisten rot kommentierten Parameter musst du dich rantasten bis Schrittverluste auftreten oder das Druckbild leidet.
Die Z-Achse sieht sehr sehr schwer aus.Vermutlich musst du extrem mit den X-Werten runter.
Da werden heftige Pendelkräfte auftreten. Schnell kann dieser Drucker eigentlich nie werden.
btw., viele Teile sehen handwerklich gut aus.
1-mal bearbeitet. Zuletzt am 06.04.15 17:10.
Lars - Blog, Thingiverse, Git
After successfully ignoring Google, FAQ's, the board search and leaving a undecipherable post in the wrong sub-forum don't expect an intelligent reply.
Die Z-Achse sieht sehr sehr schwer aus.Vermutlich musst du extrem mit den X-Werten runter.
Da werden heftige Pendelkräfte auftreten. Schnell kann dieser Drucker eigentlich nie werden.
btw., viele Teile sehen handwerklich gut aus.
1-mal bearbeitet. Zuletzt am 06.04.15 17:10.
Lars - Blog, Thingiverse, Git
After successfully ignoring Google, FAQ's, the board search and leaving a undecipherable post in the wrong sub-forum don't expect an intelligent reply.
|
Re: Neuvorstellung mein erster Drucker 07. April 2015 05:27 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 689 |
Quote
Subversa
Anbei die Einstellungen in Repetier Host und ein PDF wo man sieht wo der Drucker auf dem Referenzpunkt steht, soweit so gut. Aber irgendwie müsste ich das ja auch in Marlin einstellen um von SD zu drucken oder nicht ?
Ach das meinst du ....
Da wage ich mich mal ganz weit aus dem Fenster zu hängen und behaupte "Oder nicht!"
Ich selber hatte dieses Problem noch nicht, lerne aber auch gern dazu, daher bin ich nicht böse wenn ich jetzt Unfug schreibe und mich jemand korrigieren möchte
Repetier macht ja eigentlich "nicht mehr" als am ende den G-Code zum Drucker zu schicken und ihn somit zu steuern (klar passieren da noch andere Sachen aber die mal ganz außen vor), den G-Coder erstellt dir ein Slicer.
Diesen Offset benötigst du ja eigentlich nur wenn dir da meinetwegen irgendwelche Klammern oder sonstwas im Weg sind, oder eben nur auf genau der Stelle das Tape klebt usw.
Meine Vermutung ist nun die das Repetier diese Werte benötigt um sie zum einen an die Slicer weiter zu geben, und zum andern um mit dir gleich "zu mekern" wenn das Bauteil zu groß für deinen druckbaren Bereich des Bettes ist.
Nun übergibt Repetierhost diesen Offset den du da eingestellt hast auch mit an den Slicer, hast du in Repetierhost nun schon gesagt das hinten und vorn je 15 mm verloren gehen (durch Klammern oä) wird dem Slicer das völlig egal sein da Reppetier ihm ja gesagt hat "Das Teil, dahin, in der Größe." . Daraus generiert der Slicer dann den G-Code und schickt ihn an Repetierhost zurück, dort kannst du ihn los schicken zum Drucker oder eben speichern.
Der G-Code wurde nun aber schon so erstellt das dein Offset mit dabei ist, und ob der nun von Repetier, oder von einer SD-Karte kommt ist der Maschine (Drucker) völlig egal. Er wird seine Endschalter anfahren und dann los.
Hat Repetier nun aber dem Slicer schon gesagt das 0 = X+20, Y+20 und der druckbare Bereich eben ringsrum 20mm kleiner ist, dazu dein Teil 10 mm von der 0 Kante des nutzbaren Druckbereichs liegt fängt Marlin halt bei +30 an weil dem Slicer das vorher so von Repetier gesagt wurde.
Die Nullpunkte der Maschine ändern sich dadurch ja nicht, und von denen geht die Firmware ja nunmal aus.
Ist bisschen blöd zu erklären, aber eigentlich ganz einfach
Gruß Peter
|
Re: Neuvorstellung mein erster Drucker 08. April 2015 06:06 |
Registrierungsdatum: 10 Jahre zuvor Beiträge: 301 |
Hi Alois,
den 0-Punkt kannst Du natürlich in die Mitte legen. Nophead hat das bei seinem Mendel90 auch so gemacht. Seine Überlegungen dazu kannst Du hier nachlesen.
MfG / Regards
Stefan
Blog / Gallery / Wiki / Mendel90 kit since Sep 2013 from Nophead / Original Prusa I3 MK3 since Feb 2018 /
OpenScad Workshop: Kursdateien
Octoprint Patron since April 2016
Quote
Subversa
^ Kann ich hier meinen Mittelpunkt vom Bett angeben als Startpunkt nach dem Homing damit Düse 1 in der Mitte des Bettes seinen 0-Punkt hat ? Geht das überhaupt oder muss der 0-Punkt immer rechts hinten am Bett liegen ? Oder muss ich das im Start G-Code machen ? Unten ein Bild dazu hoffe es ist verständlich.
den 0-Punkt kannst Du natürlich in die Mitte legen. Nophead hat das bei seinem Mendel90 auch so gemacht. Seine Überlegungen dazu kannst Du hier nachlesen.
MfG / Regards
Stefan
Blog / Gallery / Wiki / Mendel90 kit since Sep 2013 from Nophead / Original Prusa I3 MK3 since Feb 2018 /
OpenScad Workshop: Kursdateien
Octoprint Patron since April 2016
In diesem Forum dürfen leider nur registrierte Teilnehmer schreiben.