Eigenbau - zu Beginn gleich das ganz große rad ...
geschrieben von botchjob-rbt
|
Re: Eigenbau - zu Beginn gleich das ganz große rad ... 08. December 2019 17:34 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 155 |
is ja bald wieder weihnachten und damit fräszeit ...
riemenführung ist virtuell schon überwarbeitet. oben die alte variante, die in real auch deutlich pfuschiger daherkommt
und die neue variante. hoffentlich deutlich steifer, weil alles 10mm tiefer liegt.
die umlenkung in der ecke ist auch neu. jetzt aus dem vollen gefräst und mit individuell einstellbarer riemenspannung.
der rahmen wird auch deutlich ausgesteift. vorne ein 40er profil + diverse stahlwinkel.
nächste Baustelle wird das druckbett. bisher verrutscht das viel zu leicht in XY wenn kräfte drauf wirken (zb kontakt der düse mit dem druckteil).

riemenführung ist virtuell schon überwarbeitet. oben die alte variante, die in real auch deutlich pfuschiger daherkommt

und die neue variante. hoffentlich deutlich steifer, weil alles 10mm tiefer liegt.
die umlenkung in der ecke ist auch neu. jetzt aus dem vollen gefräst und mit individuell einstellbarer riemenspannung.



der rahmen wird auch deutlich ausgesteift. vorne ein 40er profil + diverse stahlwinkel.
nächste Baustelle wird das druckbett. bisher verrutscht das viel zu leicht in XY wenn kräfte drauf wirken (zb kontakt der düse mit dem druckteil).
|
Re: Eigenbau - zu Beginn gleich das ganz große rad ... 14. December 2019 08:05 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 155 |
nächste Baustelle: Z ...
ziele:
- druckbett soll sich möglichst wenig in x oder y begewegen können
- druckbett soll sich nicht verdrehen können (in der druckebene)
- druckbett soll mindestesn 10mm bewegung in z ermöglicht sein (crash prevention)
- druckbett soll mit 2 schrauben an der vorderseite der konstruktion in x und y geleveld werden können
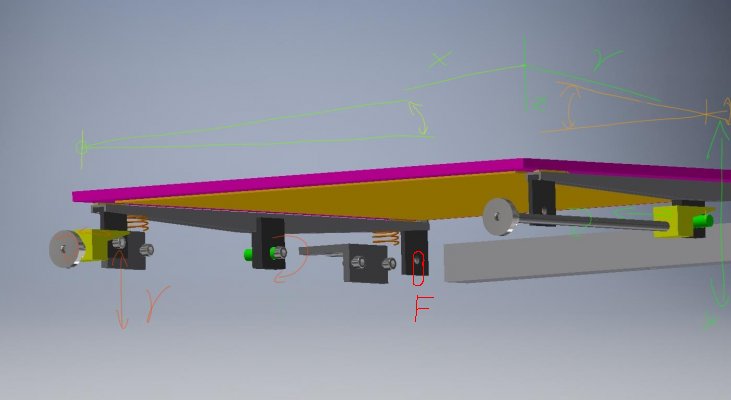
kontext im Drucker
ohne den druckerscheiss drumherum
farbcodes:
pink: druckplatte
gelb: wagen, linearlager o.ä.
grün: linearführungen bzw achsen
was innerhalb der alu4kant passiert
seitenansicht.
man dreht an den rändelschrauben mit m8 gewindestange, die gelben rampen bewegen sich vor oder zurück
- und kippen das lange trapez mit der druckplatte auf der linken/hinteren seite = lvl in Y
- ziehen das lange trapez nach unten auf der rechten/vorderen Seite = lvl in X
funktioniert die kinematik so wie ich mir das gedacht habe, oder habe ich einen groben denkfehler? ist alles noch sehr grob, wird im detail sicher noch deutlich optimiert
ziele:
- druckbett soll sich möglichst wenig in x oder y begewegen können
- druckbett soll sich nicht verdrehen können (in der druckebene)
- druckbett soll mindestesn 10mm bewegung in z ermöglicht sein (crash prevention)
- druckbett soll mit 2 schrauben an der vorderseite der konstruktion in x und y geleveld werden können

kontext im Drucker

ohne den druckerscheiss drumherum
farbcodes:
pink: druckplatte
gelb: wagen, linearlager o.ä.
grün: linearführungen bzw achsen

was innerhalb der alu4kant passiert

seitenansicht.
man dreht an den rändelschrauben mit m8 gewindestange, die gelben rampen bewegen sich vor oder zurück
- und kippen das lange trapez mit der druckplatte auf der linken/hinteren seite = lvl in Y
- ziehen das lange trapez nach unten auf der rechten/vorderen Seite = lvl in X
funktioniert die kinematik so wie ich mir das gedacht habe, oder habe ich einen groben denkfehler? ist alles noch sehr grob, wird im detail sicher noch deutlich optimiert
|
Re: Eigenbau - zu Beginn gleich das ganz große rad ... 17. December 2019 03:20 |
Registrierungsdatum: 7 Jahre zuvor Beiträge: 123 |
Wenn das Druckbett an der rechten hinteren Seite in der max. Höhe begrenzt ist und die Rampen so konstruiert sind, dass sie eine Höhe zulassen welche größer ist als die begrenzte Höhe funktioniert die Kinematik.
Ich könnte mir nur vorstellen, das sich das ganze Verkanten könnte. Da du ja auch eine Führung brauchst welche das Bett in der Y-Achse stabilisiert müssten die Schlitze für die rechteckigen Laschen eng toleriert werden. Und dies könnte dazu führen, dass sich das Bett verkanten kann.
Drucker: 3D-Cube Eigenentwicklung, Ender3
Ich könnte mir nur vorstellen, das sich das ganze Verkanten könnte. Da du ja auch eine Führung brauchst welche das Bett in der Y-Achse stabilisiert müssten die Schlitze für die rechteckigen Laschen eng toleriert werden. Und dies könnte dazu führen, dass sich das Bett verkanten kann.
Drucker: 3D-Cube Eigenentwicklung, Ender3
|
Re: Eigenbau - zu Beginn gleich das ganz große rad ... 17. December 2019 13:21 |
Registrierungsdatum: 4 Jahre zuvor Beiträge: 199 |
Ich glaube, dass 2 Punkte nicht ausreichen, um das Bett vernünftig auszurichten. Ich fürchte, dein Bett kippelt über die Diagonale hinten links/ vorne rechts, also da, wo keine Höhenbegrenzung vorhanden ist.Stell dir vor, du drückst vorne rechts auf das Bett: Die Feder gibt nach und zwar schon unter unter ganz leichtem Druck, weil hinten links nichts ist, was das Bett unten hält.Selbst zwei minimal unterschiedliche Federn hl/vr würden dir das Leveln zur Hölle machen. So stelle ich mir das jedenfalls vor (was aber nicht unbedingt viel heißen muss) - und wenn ich deine Zeichnungen überhaupt richtig interpretiert habe 
Trotzdem finde ich dich Idee, von vorne zu leveln richtig gut! Wie wäre es, beide "Keile" nach hinten zu setzen und vorne in der Mitte (oder auf beiden Ecken) klassisch von unten mit ner Rändelschraube einzustellen?
Gruß, Georg
Trotzdem finde ich dich Idee, von vorne zu leveln richtig gut! Wie wäre es, beide "Keile" nach hinten zu setzen und vorne in der Mitte (oder auf beiden Ecken) klassisch von unten mit ner Rändelschraube einzustellen?
Gruß, Georg
|
Re: Eigenbau - zu Beginn gleich das ganz große rad ... 19. December 2019 08:28 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 155 |
@ viper
eine höhenbegrenzung ist bisher außer im mittleren drehpunkt garnicht vorgesehen. die ecken sind nur nahc unten durch federspannung oder kontkat mit dem den Hauptrohren in ihrer bewegung begrenzt.
hier nochmal etwas mehr illustation. Tolerierung der führungen wird idT spannend, evtl müssen die auch länger und durch die kompletten 30mm des hauptrohres. ggfls vollmaterial, damits steifer wird.
@ Georg,
da müsste ich nochmal deutlich umkonstruieren. so ich hier ein paar passende reste finde werd ich jetzt wohl erstmal nen prototypen zusammenkleben und schauen wie der sich verhält. wenn das grütze ist, muss ich eh an die konstruktion ran. keile hinten wird schwierig, weil die gewindestangen dann mit anderen bauteile kollidieren.
so ich vorne auf keile und hinten auf eine klassische gewindestangenlösung setze wie bisher, kann ich die im zweifel aber auch von über nen riementrieb verstellen. vermutlich eher schnur als riemen. wenn das bei kompletten druckkinematiken läuft, dann wohl auch für sowas simples.
eine höhenbegrenzung ist bisher außer im mittleren drehpunkt garnicht vorgesehen. die ecken sind nur nahc unten durch federspannung oder kontkat mit dem den Hauptrohren in ihrer bewegung begrenzt.
hier nochmal etwas mehr illustation. Tolerierung der führungen wird idT spannend, evtl müssen die auch länger und durch die kompletten 30mm des hauptrohres. ggfls vollmaterial, damits steifer wird.

@ Georg,
da müsste ich nochmal deutlich umkonstruieren. so ich hier ein paar passende reste finde werd ich jetzt wohl erstmal nen prototypen zusammenkleben und schauen wie der sich verhält. wenn das grütze ist, muss ich eh an die konstruktion ran. keile hinten wird schwierig, weil die gewindestangen dann mit anderen bauteile kollidieren.
so ich vorne auf keile und hinten auf eine klassische gewindestangenlösung setze wie bisher, kann ich die im zweifel aber auch von über nen riementrieb verstellen. vermutlich eher schnur als riemen. wenn das bei kompletten druckkinematiken läuft, dann wohl auch für sowas simples.
|
Re: Eigenbau - zu Beginn gleich das ganz große rad ... 19. December 2019 08:44 |
Registrierungsdatum: 7 Jahre zuvor Beiträge: 123 |
Ich würde den Punkt welchen ich mit F (wie Festpunkt) durch ein Langloch in der Höhe begrenzen. Dieser Punkt würde dann sozusagen die Nullhöhe vorgeben und mit den Keilen kannst du dann die anderen beiden Punkte an diese Höhe anpassen.
Wenn du die Höhe in der Mitte begrenzt kann es passieren, dass die Federkraft am Versteller Y zwar wie gewünscht Y nach oben aber da die Mitte am Anschlag ist den Punkt F wieder nach unten drückt und du deine Kalibierung wieder von vorne starten kannst.
Oder wenn die Feder am Punkt F größer ist als an Punkt Y würde sich Y nicht mehr nach oben bewegen können.
1-mal bearbeitet. Zuletzt am 19.12.19 08:45.
Drucker: 3D-Cube Eigenentwicklung, Ender3
Wenn du die Höhe in der Mitte begrenzt kann es passieren, dass die Federkraft am Versteller Y zwar wie gewünscht Y nach oben aber da die Mitte am Anschlag ist den Punkt F wieder nach unten drückt und du deine Kalibierung wieder von vorne starten kannst.
Oder wenn die Feder am Punkt F größer ist als an Punkt Y würde sich Y nicht mehr nach oben bewegen können.

1-mal bearbeitet. Zuletzt am 19.12.19 08:45.
Drucker: 3D-Cube Eigenentwicklung, Ender3
|
Re: Eigenbau - zu Beginn gleich das ganz große rad ... 19. December 2019 11:31 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 155 |
|
Re: Eigenbau - zu Beginn gleich das ganz große rad ... 22. March 2020 10:30 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 155 |

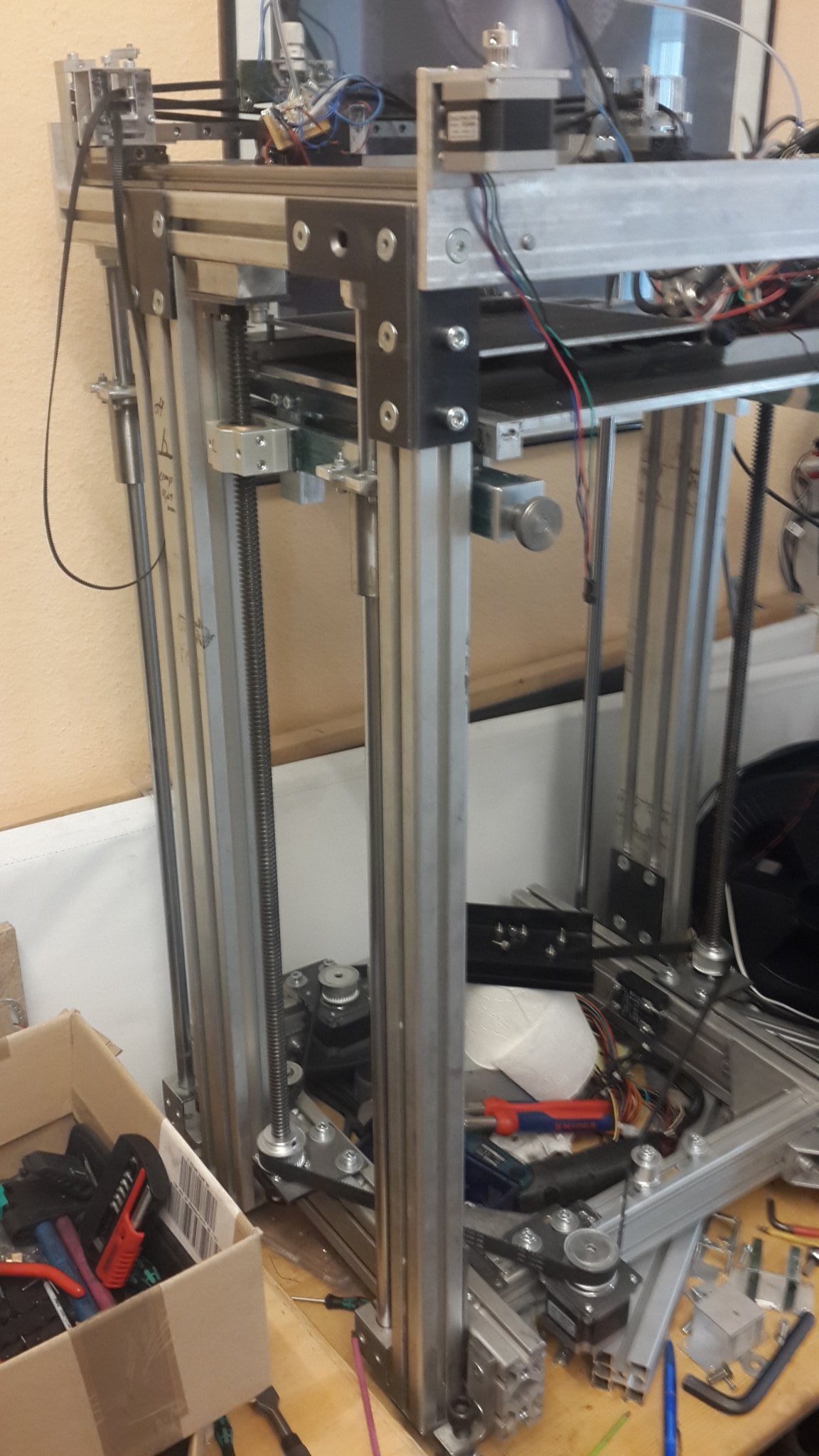
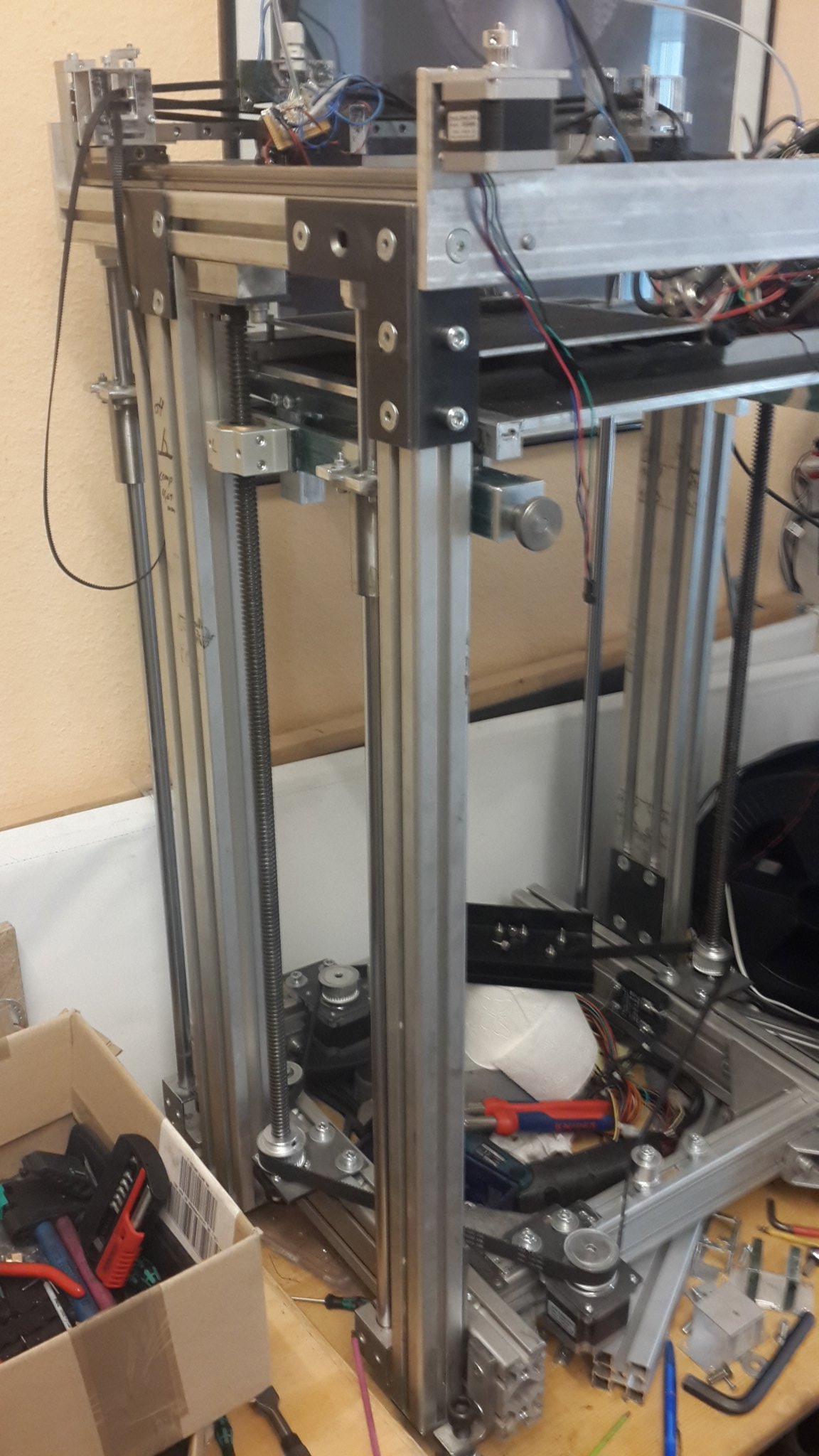
das erste Quartal ist in meiner Welt immer das arbeitsreichste, darum gab es lange kein Update, aber an Weihnachten sind einige Teile entstanden für X und Z entstanden. Die meisten leider eher mundegeklöppelt oder mit viel gefrickel auf der Tischkreissäge gefertigt (zb die fingerdinger vorne im bild). Leider hat sich gleich zu beginn die Fräse mit nem lagerschaden verabschiedet. langlöcher und zugehörie gegenstücke wurden daher auf passung gefeilt.

jetzt ist aber alles zusammen und wieder ausgerichtet. alle Elemente der Z-Achse waren demontiert und es dauert ein paar Abende die wieder in Position zu bringen.


Antrieb auf Z ist auch nochmal überarbeitet worden- nun sind beide Antriebsstränge über einen gemeinsamen Riemen synchronisiert.
|
Re: Eigenbau - zu Beginn gleich das ganz große rad ... 22. March 2020 15:53 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 155 |
[twitter.com]
achja proof of concept, genauer dürfte es vorher auch nicht gewesen.
die mechanik ist aber etwas tricky, so ich die federspannung symetrisch verteile habe ich 0,5-1mm differenz an der vorderen rechten ecke, also diagonal vom nullpunkt. lässt sich nur durch die kombination und position verschiedener federhärten ausmendeln. ich verstehe es noch nicht so ganz, aber kanns zumindest zurechtoptimieren.
achja proof of concept, genauer dürfte es vorher auch nicht gewesen.
die mechanik ist aber etwas tricky, so ich die federspannung symetrisch verteile habe ich 0,5-1mm differenz an der vorderen rechten ecke, also diagonal vom nullpunkt. lässt sich nur durch die kombination und position verschiedener federhärten ausmendeln. ich verstehe es noch nicht so ganz, aber kanns zumindest zurechtoptimieren.
|
Re: Eigenbau - zu Beginn gleich das ganz große rad ... 23. June 2020 18:36 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 155 |
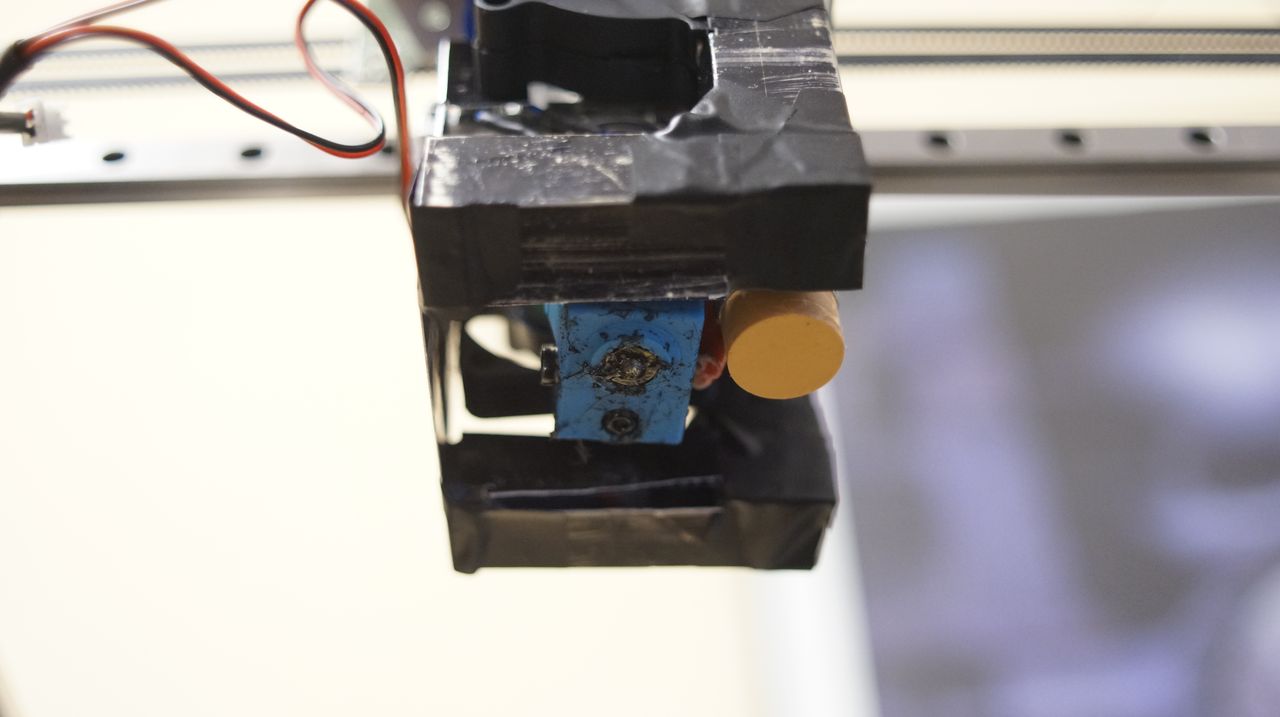
bauteilkühlung ist ein stark vernachlässigtes thema bei diesem projekt. merkt man leider an der druckqualität.
hab mal was konstruiert, was den Footprint des Werkzeugträgers nur um wenige mm² erhöhen dürfte. Versuche das mal aus 2 blechen pro Kanal zu kanten (0,2-0,3mm alu)
die seltsamen hotends sind einfach standard und volcano hotend in einem bild. Mittelfristig gibts wohl vol ano only und ne 0.8eroder 1.2mm düse fürs grober un iwas sub 0.4 für detaildrucke.
1-mal bearbeitet. Zuletzt am 23.06.20 18:38.
hab mal was konstruiert, was den Footprint des Werkzeugträgers nur um wenige mm² erhöhen dürfte. Versuche das mal aus 2 blechen pro Kanal zu kanten (0,2-0,3mm alu)



die seltsamen hotends sind einfach standard und volcano hotend in einem bild. Mittelfristig gibts wohl vol ano only und ne 0.8eroder 1.2mm düse fürs grober un iwas sub 0.4 für detaildrucke.
1-mal bearbeitet. Zuletzt am 23.06.20 18:38.
|
Re: Eigenbau - zu Beginn gleich das ganz große rad ... 02. August 2020 08:04 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 155 |

0.3er Blech aus Druckgasdosen als Basis

die idee alles aus 0.3er blech zu kannten musste ich aufgeben, das rückseitige blech war auch mit größten kanten nicht stabil genug und beulte allerortens.

leicht isses trotzdem geworden (Hauptblech hat nun 1mm)


solche frisseligen Drucke gehören damit der Vergangenheit an.

groß geht auch ... ca 420mm hoch und nur 3/10 größer als geplant.
würde mich jetzt ans Hauptdruckbett machen - genügen 850W oder solltens eher 1000 oder 1200 W für die 400x400mm sein?
Preisunterschiede für Silikonmatten sind auch erheblich - von zb roboter-bausatz.de zu Filafarm ... lohnt der Aufpreis?
2-mal bearbeitet. Zuletzt am 02.08.20 08:10.
|
Re: Eigenbau - zu Beginn gleich das ganz große rad ... 14. August 2020 14:06 |
Registrierungsdatum: 6 Jahre zuvor Beiträge: 820 |
Quote
botchjob-rbt
[...] würde mich jetzt ans Hauptdruckbett machen - genügen 850W oder solltens eher 1000 oder 1200 W für die 400x400mm sein?
Ja moin,
auch wenn ich ja die 30mm Radialventilenties bevorzuge, ist das eine schöne kleine Blecharbeit von Dir
 jetzt noch das Tape weg und ordentlich weichlöten.
jetzt noch das Tape weg und ordentlich weichlöten.Bei den Heizbetten sollte man für ein stressfreies Aufheizen einen Wert von 0,5W/cm2 nicht unterschreiten, das kostet sonst unnötig Zeit und Nerven.
Sprich bei deinen 400 x 400 mm2 solltest Du eine Matte mit wenigstens 800W nehmen.
Prinzipiell reicht also ie 850er - wenn Du das HB aber neu aufbaust, würde ich direkt zur 1200er greifen.
Du wirst es Dir später mal danken, wenn Du nur wenige Minuten für 120°C brauchst.
Gruß
Julien
Wer rasiert mit mir KingKong? Der wichtigste Guide - Triffid Hunter's Calibration Guide
Drucker:
CoreXY in 2502x300 - geschlossen & beheizt für ABS - Duet2WiFi - Eigenbau Wasserkühlung
Eigenbau I3 - V6-Clon- Profilrahmen - Ramps 1.4 24V - TMC2208 - Simplify3D - Octoprint - Marlin 1.1.8
|
Re: Eigenbau - zu Beginn gleich das ganz große rad ... 21. August 2020 11:13 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 155 |
thx, dann wohl doch eher die dicke folie, dazu tendierte auch das bauchgefühl.
die schmaleren lüffis sparen bei mir deutlich bauraum und bisher genügen die den ansprüchen. mal schauen wie sich das entwickelt wenn der bauraum durch die platte mitbeheizt wird.
Das Tape muss auch erstmal dran bleiben, da ich hier nicht löten kann - alublech. Das hier war recht steif und neigte bei 90° zum bruch, da schon durch den vorheringe berabeitungsprozess work hardend. hab jetzt 99.9%iges, das dürfte deutlich einfacher zu bearbeiten sein. muss dann auch mal schauen wie sich das fügen lässt, sekundenkleber wollte da erstmal nicht haften, evtl 2k epoxy.
zur ergonomie - vom layout wäre es deutlich einfacher, wenn ich das RADDS geraffel komplett nach unten verbanne, aber dann würde der blick recht stark von druckplatte zum display wandern, gerde wenn man in den ersten lagen nochmal babysteppen muss. hat jemand nen ähnlihces layout und kann dazu was sagen?
die schmaleren lüffis sparen bei mir deutlich bauraum und bisher genügen die den ansprüchen. mal schauen wie sich das entwickelt wenn der bauraum durch die platte mitbeheizt wird.
Das Tape muss auch erstmal dran bleiben, da ich hier nicht löten kann - alublech. Das hier war recht steif und neigte bei 90° zum bruch, da schon durch den vorheringe berabeitungsprozess work hardend. hab jetzt 99.9%iges, das dürfte deutlich einfacher zu bearbeiten sein. muss dann auch mal schauen wie sich das fügen lässt, sekundenkleber wollte da erstmal nicht haften, evtl 2k epoxy.
zur ergonomie - vom layout wäre es deutlich einfacher, wenn ich das RADDS geraffel komplett nach unten verbanne, aber dann würde der blick recht stark von druckplatte zum display wandern, gerde wenn man in den ersten lagen nochmal babysteppen muss. hat jemand nen ähnlihces layout und kann dazu was sagen?
|
Re: Eigenbau - zu Beginn gleich das ganz große rad ... 08. September 2020 18:03 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 155 |
ein paar upgrades am ewigkeitsprojekt:
konnte mein glück kaum fassen, als ich im Regal noch 2 schwere aluprofile in genau passender Länge für die vorderen Stütze gefunden habe
also schnell mal reingecadded - lassen sich minimalinvasiv nachrüsten ...
hatte ich mir so gedacht. war dann doch ein etwas größerer akt. die winkel hatte ich noch aus nem stück 4 kant profil gesägt und dann die spannung vom warmverformen wieder rausgehämmert. nächste mal wieder flachstahl. GANZ sicher!
nebenher noch die Befestuigung des Betts überarbeitet:
die 8er Gussplatte liegt jetzt einfach auf und wird mit ein paar dünnen alushims geklemmt. Eine größere Heizmatte ist im Zulauf und kommt hoffentlich iwann im Laufe des Monats an
Druckquali taugt mir jetzt auch. 0.1 bei 90mm/sec für die Konturen. wenn ich den multi auf 125% erhöhe nimmt die oberflächenquali deutlich ab. bild reiche ich nach.
Nächstes Upgrade: Dual Extrusion
zum V6 soll sich ein volcano mit 0.8er Düse gesellen, dazu noch ein Direct Drive extruder wenn ich mal mit flexiblen filamenten experimentieren möchte. um Platz und Gewicht zu sparen denke ich hier an nen 25er Pancake NEMA 17, ist der kräftig genug oder muss ich den zwingend untersetzen?
konnte mein glück kaum fassen, als ich im Regal noch 2 schwere aluprofile in genau passender Länge für die vorderen Stütze gefunden habe
also schnell mal reingecadded - lassen sich minimalinvasiv nachrüsten ...

hatte ich mir so gedacht. war dann doch ein etwas größerer akt. die winkel hatte ich noch aus nem stück 4 kant profil gesägt und dann die spannung vom warmverformen wieder rausgehämmert. nächste mal wieder flachstahl. GANZ sicher!

nebenher noch die Befestuigung des Betts überarbeitet:


die 8er Gussplatte liegt jetzt einfach auf und wird mit ein paar dünnen alushims geklemmt. Eine größere Heizmatte ist im Zulauf und kommt hoffentlich iwann im Laufe des Monats an

Druckquali taugt mir jetzt auch. 0.1 bei 90mm/sec für die Konturen. wenn ich den multi auf 125% erhöhe nimmt die oberflächenquali deutlich ab. bild reiche ich nach.
Nächstes Upgrade: Dual Extrusion

zum V6 soll sich ein volcano mit 0.8er Düse gesellen, dazu noch ein Direct Drive extruder wenn ich mal mit flexiblen filamenten experimentieren möchte. um Platz und Gewicht zu sparen denke ich hier an nen 25er Pancake NEMA 17, ist der kräftig genug oder muss ich den zwingend untersetzen?
|
Re: Eigenbau - zu Beginn gleich das ganz große rad ... 14. September 2020 17:17 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 155 |
heute in der post. ick freu mir wie bolle aufn milchwagen. jetzt fehlt nur noch das zeug fürs hotend und den directextruder.
dann lüppt das große bed endlich auch mit PETG
und sowas lässt sich in einem slice drucken
1-mal bearbeitet. Zuletzt am 14.09.20 17:19.

dann lüppt das große bed endlich auch mit PETG
und sowas lässt sich in einem slice drucken

1-mal bearbeitet. Zuletzt am 14.09.20 17:19.
|
Re: Eigenbau - zu Beginn gleich das ganz große rad ... 15. September 2020 05:49 |
Registrierungsdatum: 6 Jahre zuvor Beiträge: 820 |
Pass nur beim verkleben auf (nass aufziehen), dass es dir keine Blasen einschließt.
Anschließend UNBEDINGT nach Angabe des Kleberherstellers aushärten lassen.
Machst Du es nicht, löst sich beim ersten (zu vorschnellen) aufheizen der Kleber und Du kannst alles noch einmal machen.
Ich weiß das, ich spreche aus Erfahrung ...
...
Bei 3M reicht es oft, die verklebten Flächen mit etwas Druck zu belasten (Decke drauf und ein paar Bücher) und dem Kleber über Nacht auf ca. 50-60°C zu halten.
Grüße,
Julien
Wer rasiert mit mir KingKong? Der wichtigste Guide - Triffid Hunter's Calibration Guide
Drucker:
CoreXY in 2502x300 - geschlossen & beheizt für ABS - Duet2WiFi - Eigenbau Wasserkühlung
Eigenbau I3 - V6-Clon- Profilrahmen - Ramps 1.4 24V - TMC2208 - Simplify3D - Octoprint - Marlin 1.1.8
Anschließend UNBEDINGT nach Angabe des Kleberherstellers aushärten lassen.
Machst Du es nicht, löst sich beim ersten (zu vorschnellen) aufheizen der Kleber und Du kannst alles noch einmal machen.
Ich weiß das, ich spreche aus Erfahrung
...Bei 3M reicht es oft, die verklebten Flächen mit etwas Druck zu belasten (Decke drauf und ein paar Bücher) und dem Kleber über Nacht auf ca. 50-60°C zu halten.
Grüße,
Julien
Wer rasiert mit mir KingKong? Der wichtigste Guide - Triffid Hunter's Calibration Guide
Drucker:
CoreXY in 2502x300 - geschlossen & beheizt für ABS - Duet2WiFi - Eigenbau Wasserkühlung
Eigenbau I3 - V6-Clon- Profilrahmen - Ramps 1.4 24V - TMC2208 - Simplify3D - Octoprint - Marlin 1.1.8
|
Re: Eigenbau - zu Beginn gleich das ganz große rad ... 15. September 2020 11:04 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 155 |
oh danke für den Hinweis,
ist der Standard 468MP kram
[www.3mdeutschland.de]
die hätten ihre Oberfläche aber gerne sehr trocken. so richtig schön sind deren anwendungshinweise leider nicht.
ist der Standard 468MP kram
[www.3mdeutschland.de]
die hätten ihre Oberfläche aber gerne sehr trocken. so richtig schön sind deren anwendungshinweise leider nicht.
|
Re: Eigenbau - zu Beginn gleich das ganz große rad ... 16. September 2020 01:26 |
Registrierungsdatum: 6 Jahre zuvor Beiträge: 820 |
Stimmt, bedeutet aber eher, dass die Klebestelle sauber sein muss und trocken, damit sich keine Einschlüsse bilden.
Normalerweise ist dort eine Flächenpressung sowie Temperatur und Haltezeit beim verkleben angegeben.
Ich bleibe dabei: Nass aufziehen (1-2 Tropfen Spüli auf 1l Wasser), die Flüssigkeit sehr sorgfältig austreiben (Rakel für Folien oder so). Danach unter Druck das HB einschalten.
Ich habe mein Bett dazu ausgebaut und mit der Aluplatte nach unten auf einen Rest Arbeitsplatte gelegt, obendrauf dann ein paar Handtücher um Unebenheiten auszugleichen und dann mit möglichst vielen Büchern, Töpfen und Hantelgewichten beschwert.
Am Ende das Bett und Thermistor provisorisch anschließen und über Nacht auf 60°C einstellen (zur Sicherheit einen Rauchmelder daneben legen).
Der ganze Vorgang muss sehr sorgfältig erfolgen, gerade das Austreiben der Flüssigkeit - nimm dir also Zeit dafür.
Dann ist's bombenfest für die Ewigkeit.
Wer rasiert mit mir KingKong? Der wichtigste Guide - Triffid Hunter's Calibration Guide
Drucker:
CoreXY in 2502x300 - geschlossen & beheizt für ABS - Duet2WiFi - Eigenbau Wasserkühlung
Eigenbau I3 - V6-Clon- Profilrahmen - Ramps 1.4 24V - TMC2208 - Simplify3D - Octoprint - Marlin 1.1.8
Normalerweise ist dort eine Flächenpressung sowie Temperatur und Haltezeit beim verkleben angegeben.
Ich bleibe dabei: Nass aufziehen (1-2 Tropfen Spüli auf 1l Wasser), die Flüssigkeit sehr sorgfältig austreiben (Rakel für Folien oder so). Danach unter Druck das HB einschalten.
Ich habe mein Bett dazu ausgebaut und mit der Aluplatte nach unten auf einen Rest Arbeitsplatte gelegt, obendrauf dann ein paar Handtücher um Unebenheiten auszugleichen und dann mit möglichst vielen Büchern, Töpfen und Hantelgewichten beschwert.
Am Ende das Bett und Thermistor provisorisch anschließen und über Nacht auf 60°C einstellen (zur Sicherheit einen Rauchmelder daneben legen).
Der ganze Vorgang muss sehr sorgfältig erfolgen, gerade das Austreiben der Flüssigkeit - nimm dir also Zeit dafür.
Dann ist's bombenfest für die Ewigkeit.
Wer rasiert mit mir KingKong? Der wichtigste Guide - Triffid Hunter's Calibration Guide
Drucker:
CoreXY in 2502x300 - geschlossen & beheizt für ABS - Duet2WiFi - Eigenbau Wasserkühlung
Eigenbau I3 - V6-Clon- Profilrahmen - Ramps 1.4 24V - TMC2208 - Simplify3D - Octoprint - Marlin 1.1.8
|
Re: Eigenbau - zu Beginn gleich das ganz große rad ... 04. October 2020 04:37 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 155 |

es geht a weng vorran. zwischenzeitlich sind auch die Teile für EXT2 gekommen. "mal eben einrüsten" war aber nicht.

durfte nochmal an jedes Teil am Druckkopf Hand anlegen ums passend zu machen


mit dem Extruder da oben wirds auch langsam kuschelig und ich werd mich wohl nochmal intenisver mit der kabellage auseinandersetzen müssen. der hebelarm des kabels ist so leider noch recht üppig bemessen.
|
Re: Eigenbau - zu Beginn gleich das ganz große rad ... 12. October 2020 16:39 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 155 |

es geht in trippelschritten voran. Firmware war von 2017 sehe ich gerade, kommt auch neu. die neuste repetier wirft aber nen fehler in der extruder.cpp, "braces around scalar initializer for type 'unint8_t (aka unsigned char)"
edit: oioi, da ist wohl noch so einiges mit der neuen firmware im argen
3-mal bearbeitet. Zuletzt am 12.10.20 17:53.
|
Re: Eigenbau - zu Beginn gleich das ganz große rad ... 24. October 2020 07:12 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 155 |
So richtig mag es gerade nicht voran gehen. Die hotends lassen sich unabhängig voneinander erwärmen, aber leider wird auch der Pancake sehr warm und das selbst wenn der bowden mit dem größeren nema 17 aktiviert ist. warm im sinne von ca 50° oder mehr. an 2 pins liegt 12V an und ich versteh nicht so ganz warum.
liegt das an den einstellungen @ext1 oder muss ich woanders suchen?
1-mal bearbeitet. Zuletzt am 24.10.20 07:13.
liegt das an den einstellungen @ext1 oder muss ich woanders suchen?
#define EXT1_X_OFFSET 0 #define EXT1_Y_OFFSET 0 #define EXT1_Z_OFFSET 0 // for skeinforge 40 and later, steps to pull the plasic 1 mm inside the extruder, not out. Overridden if EEPROM activated. #define EXT1_STEPS_PER_MM 90 // What type of sensor is used? // 1 is 100k thermistor (Epcos B57560G0107F000 - RepRap-Fab.org and many other) [...] // 101 is MAX6675 #define EXT1_TEMPSENSOR_TYPE 1 // Analog input pin for reading temperatures or pin enabling SS for MAX6675 #define EXT1_TEMPSENSOR_PIN TEMP_2_PIN // Which pin enables the heater #define EXT1_HEATER_PIN HEATER_2_PIN #define EXT1_STEP_PIN E1_STEP_PIN #define EXT1_DIR_PIN E1_DIR_PIN // set to false/true for normal/inverse direction #define EXT1_INVERSE true //was true, changed for use as 2nd zstepper, now true again #define EXT1_ENABLE_PIN E1_ENABLE_PIN // For Inverting Stepper Enable Pins (Active Low) use 0, Non Inverting (Active High) use 1 #define EXT1_ENABLE_ON 1 // war "false" // The following speed settings are for skeinforge 40+ where e is the // length of filament pulled inside the heater. For repsnap or older // skeinforge use heigher values. // Overridden if EEPROM activated. #define EXT1_MAX_FEEDRATE 100 // Feedrate from halted extruder in mm/s // Overridden if EEPROM activated. #define EXT1_MAX_START_FEEDRATE 7 // war 40 // Acceleration in mm/s^2 // Overridden if EEPROM activated. #define EXT1_MAX_ACCELERATION 10000 /** Type of heat manager for this extruder. - 0 = Simply switch on/off if temperature is reached. Works always. - 1 = PID Temperature control. Is better but needs good PID values. Defaults are a good start for most extruder. Overridden if EEPROM activated. */
1-mal bearbeitet. Zuletzt am 24.10.20 07:13.
|
Re: Eigenbau - zu Beginn gleich das ganz große rad ... 11. November 2020 19:20 |
Registrierungsdatum: 8 Jahre zuvor Beiträge: 155 |

it wöööööööööööks!

hat bisserl gedauert bis es wirklich "dual extrusion" wurde, da die offsets doch etwas vom CAD modell abwichen ...
Ganz zufrieden bin ich aber noch nicht, denn so 100% fire&forget dual isses dann doch noch nicht. Volcano und V6 heizen doch recht unterchiedlich schnell auf, und sobald der Vulkan zieltemp erreicht hat, werden einfach BEIDE heater runtergeregelt und der V6 erreicht dann die eigene Zieltemp nicht, wenn man manuell runterregelt startet immerhin der druck und bis der v6 dann drann ist, issa auch auf Temp ... aber unbefriedigend das ganze, sehr unbefiedigend.
Software ist der Repetierhost V 2.1.6
Der Repetier mag auch nativ kein dual. entweder oder ist kein problem, objekt laden und passenden extruder anwählen, mit gewünschten parametern slicen, go! sollte man aber verschiedene extruder für verschiedene teile des drucks definiert haben (zb E1 für Konturen, E2 für Boden und Deckel) wird das einfach ignoriert. gesliced wird mit dem Prusa Slic3r. Lade ich das Objekt aber direkt in den Prusa slicer wird es sauber nach vorgaben an die verschiedenen Extruder verteilt. Gcode exportierne und in repetier laden führt dann auch zum gewünschten Ergebnis. Kein schöner Workflow aber immerhin passiert was. aus dem Prusa slicer zu drucken hat iwie noch nicht geklappt. vlt bin ich zu blöd den richtig zu konfigurieren.

jetzt muss ich das nur noch mal alles ordentlich machen. vlt die schwerste Prüfung
1-mal bearbeitet. Zuletzt am 11.11.20 19:21.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
In diesem Forum dürfen leider nur registrierte Teilnehmer schreiben.