New USer slicing and printing
Posted by dolflombard
|
New USer slicing and printing June 30, 2014 03:16AM |
Registered: 9 years ago Posts: 6 |
Hi
I am a new Ormerod owner, enjoyed the building process a lot.
My prints of the supplied gcode files are very good but I am struggling with prints that I sliced from thingyverse.com.
I played around with layer height, bed temperature, etc but seems to making it worse. It also looks like my first layers tend to lift up or not bond to the others.
My last layers also look skimpy as if I didn't finish the print.
All help will be appreciated!
I am a new Ormerod owner, enjoyed the building process a lot.
My prints of the supplied gcode files are very good but I am struggling with prints that I sliced from thingyverse.com.
I played around with layer height, bed temperature, etc but seems to making it worse. It also looks like my first layers tend to lift up or not bond to the others.
My last layers also look skimpy as if I didn't finish the print.
All help will be appreciated!
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
|
Re: New USer slicing and printing June 30, 2014 08:56AM |
Registered: 10 years ago Posts: 112 |
welcom dolflombard,
from my experience problem in picture:
-1306.jpg filament not sticky enough - solution: clean your bed with some alcohol, so no fat from fingers or dust is on (i guess you print on kanton tape); could also be the bed leveling
-1308.jpg not enough filament - you might want to adjust your extrusion lenght by software here
it would be nice if you could tell how you leveled your bed and what temps and what filament you are using
PS
anyone correct me if i am wrong
moritz
Red Ormerod No. 281
Mods:
-My Bedsupport Mk2
-My upper z mount
-Davek0974s Aluminium X-Rib
-iamburnys Z Gears
-Form232-teks Cthulhu cooling ductg
-MasonStonehenges spring-loaded extruder
RepRapFirmware-0.78k-dc42,
web interface 0.99, Win7
from my experience problem in picture:
-1306.jpg filament not sticky enough - solution: clean your bed with some alcohol, so no fat from fingers or dust is on (i guess you print on kanton tape); could also be the bed leveling
-1308.jpg not enough filament - you might want to adjust your extrusion lenght by software here
it would be nice if you could tell how you leveled your bed and what temps and what filament you are using
PS
anyone correct me if i am wrong
moritz
Red Ormerod No. 281
Mods:
-My Bedsupport Mk2
-My upper z mount
-Davek0974s Aluminium X-Rib
-iamburnys Z Gears
-Form232-teks Cthulhu cooling ductg
-MasonStonehenges spring-loaded extruder
RepRapFirmware-0.78k-dc42,
web interface 0.99, Win7
|
Re: New USer slicing and printing June 30, 2014 09:24AM |
Registered: 10 years ago Posts: 378 |
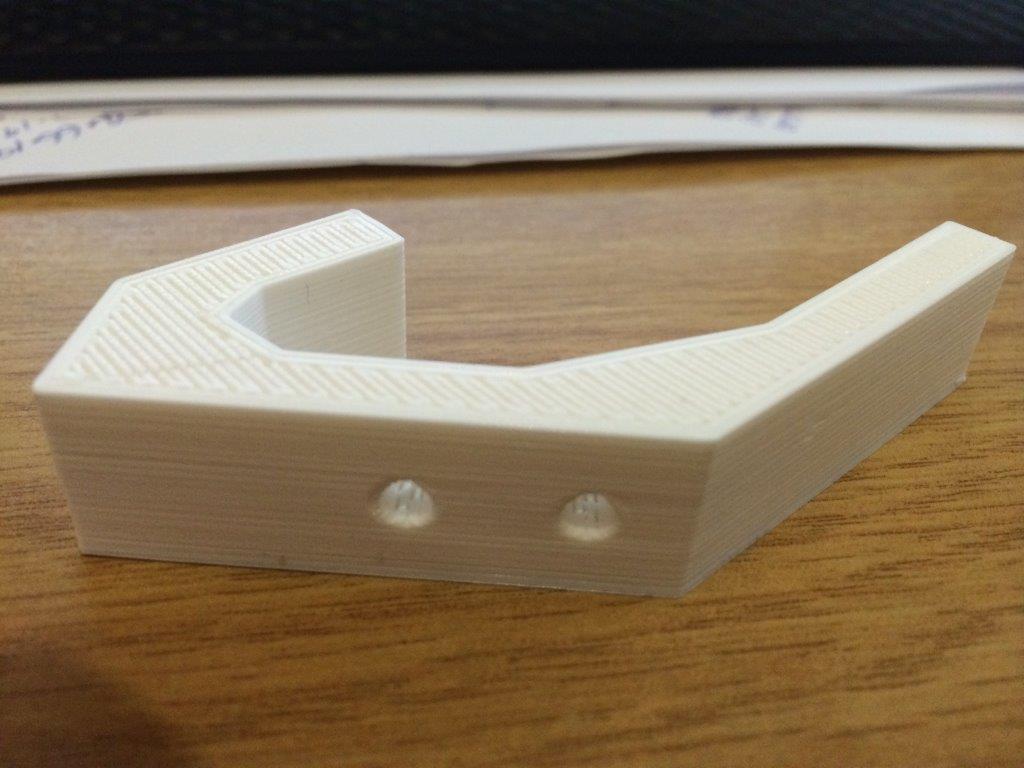
Yep, it seems you are extruding too little filament. Try to recalibrate the M92 command in config.g, measure filament diameter to adjust in slic3r, and just fine-tune the rest with the "extrusion multiplier". Also, on 1311.jpg it seems like the filament didn't quite stick to the print bed when doing the infill, and was just dragged around. I would guess on not the proper printing surface, the wrong bed/filament temperature, or the Z calibration being off with the nozzle too high up.
When just starting out, I would recommend blue painters tape for the printing surface. It gives the most leeway for variations in temperature or slight errors in Z height. Not all brands seem to work though (on some, nothing will stick), so best is to get something from some 3d printer place or get a few different kinds and experiment.
I found the supplied .g files rather hard to work with (such as that coat hook), as I couldn't do any extrusion width/speed changes. You can change things with M92, but that should be a measured&calculated value and not something I would want to "fudge". That's what the extrusion multiplier is for.
In the latest dc42 firmware/web-ui, there is a slider to control extrusion amount on the fly when printing. With that, you should be able to tune it and seeing "live" what happens. Just print something large and flat with a few solid infill layers, which will give you time to experiment.
When just starting out, I would recommend blue painters tape for the printing surface. It gives the most leeway for variations in temperature or slight errors in Z height. Not all brands seem to work though (on some, nothing will stick), so best is to get something from some 3d printer place or get a few different kinds and experiment.
I found the supplied .g files rather hard to work with (such as that coat hook), as I couldn't do any extrusion width/speed changes. You can change things with M92, but that should be a measured&calculated value and not something I would want to "fudge". That's what the extrusion multiplier is for.
In the latest dc42 firmware/web-ui, there is a slider to control extrusion amount on the fly when printing. With that, you should be able to tune it and seeing "live" what happens. Just print something large and flat with a few solid infill layers, which will give you time to experiment.
|
Re: New USer slicing and printing June 30, 2014 10:44AM |
Registered: 10 years ago Posts: 1,230 |
Quote
jstck
..In the latest dc42 firmware/web-ui, there is a slider to control extrusion amount on the fly when printing. With that, you should be able to tune it and seeing "live" what happens. Just print something large and flat with a few solid infill layers, which will give you time to experiment.
You can do the very same in pronterface command line style, many thanks to dc42 for yet another great step forward
Quote
miscsolutions.wordpress.com
4. Print not going well? Adjust print speed and extrusion factor on the fly!
You can adjust the print speed on the fly by sending M220 S### where ### is the percentage of the normal print speed you want. For example, M220 S50 will print at half speed. You can’t override the maximum speeds with M220, you’ll need to use M203 to do that.
Similarly, you can adjust the extrusion factor by sending M221 S### where ### is the percentage of the normal extrusion amount that you want.
[miscsolutions.wordpress.com]
Erik
|
Re: New USer slicing and printing June 30, 2014 03:28PM |
Registered: 9 years ago Posts: 6 |
Thanks for the replies.
I am really fedup with this thing!
It turns out the head is blocked, the filament is coming out in spurts.
I took it apart to see if I can find a problem and broke of the little copper pipe. Problem is I sit in South Africa, I bought the kit from RS Components here who only sells the kits but don't have spare parts.
Dolf
Edited 1 time(s). Last edit at 06/30/2014 03:48PM by dolflombard.
I am really fedup with this thing!
It turns out the head is blocked, the filament is coming out in spurts.
I took it apart to see if I can find a problem and broke of the little copper pipe. Problem is I sit in South Africa, I bought the kit from RS Components here who only sells the kits but don't have spare parts.
Dolf
Edited 1 time(s). Last edit at 06/30/2014 03:48PM by dolflombard.
|
Re: New USer slicing and printing July 01, 2014 07:37AM |
Registered: 10 years ago Posts: 2,472 |
Quote
dolflombard
Thanks for the replies.
I am really fedup with this thing!
It turns out the head is blocked, the filament is coming out in spurts.
I took it apart to see if I can find a problem and broke of the little copper pipe. Problem is I sit in South Africa, I bought the kit from RS Components here who only sells the kits but don't have spare parts.
Dolf
I know the feeling. You could probably get a machine shop to turn you another part (I believe the design files are available to download), but RepRapPro sells hotend parts at very reasonable prices - get another nozzle or two just in case you cannot clear the blockage. You can order from the RRP shop online - yes, it will take a few weeks to get to S.A. but maybe spend that time doing some of the other mods that do not require printed parts.
Dave
(#106)
|
Re: New USer slicing and printing July 01, 2014 08:32AM |
Registered: 9 years ago Posts: 6 |
Dolf[/quote]
I know the feeling. You could probably get a machine shop to turn you another part (I believe the design files are available to download), but RepRapPro sells hotend parts at very reasonable prices - get another nozzle or two just in case you cannot clear the blockage. You can order from the RRP shop online - yes, it will take a few weeks to get to S.A. but maybe spend that time doing some of the other mods that do not require printed parts.
Dave
(#106)[/quote]
Thanks Dave
I feel better today, this 7 day honeymoon with my ormerod was a bit tough. I jeweler friend silver soldered it back and it is assembled again.
It seems the hotend is blocked as I said. The filament comes out in spurts. How do I get it unblocked and what could have caused that?
Dolf
Edited 1 time(s). Last edit at 07/01/2014 08:33AM by dolflombard.
I know the feeling. You could probably get a machine shop to turn you another part (I believe the design files are available to download), but RepRapPro sells hotend parts at very reasonable prices - get another nozzle or two just in case you cannot clear the blockage. You can order from the RRP shop online - yes, it will take a few weeks to get to S.A. but maybe spend that time doing some of the other mods that do not require printed parts.
Dave
(#106)[/quote]
Thanks Dave
I feel better today, this 7 day honeymoon with my ormerod was a bit tough. I jeweler friend silver soldered it back and it is assembled again.
It seems the hotend is blocked as I said. The filament comes out in spurts. How do I get it unblocked and what could have caused that?
Dolf
Edited 1 time(s). Last edit at 07/01/2014 08:33AM by dolflombard.
|
Re: New USer slicing and printing July 01, 2014 09:12AM |
Registered: 10 years ago Posts: 2,472 |
The blockage often comes out if you extrude a bit of plastic then let the hotend cool until the plastic is just beginning to harden, then pull out the filament. The debris ends up sticking to the end of the filament, so cut that bit off before reinserting. Blockages occurring shortly after the build are often caused by PTFE shavings getting into the nozzle (from when you reamed out the Bowden tube). Dust and fluff carried in on the filament can also accumulate inside the nozzle and cause a blockage - some people run the filament through a sponge or lint-free cloth just before it enters the extruder to clean it off. As a last resort, if you can get the PTFE sleeve out of the nozzle, you can heat it over a gas flame to burn out the residual plastic and any dirt or PTFE, but there's a danger of making things worse rather than better. Another technique is to soak the nozzle in a solvent to dissolve the plastic inside - easier if you use ABS because that dissolves in acetone. PLA dissolves in tetrahydrofuran - available from Amazon, but read up on its toxicity.
Dave
(#106)
Dave
(#106)
|
Re: New USer slicing and printing July 01, 2014 09:14AM |
Registered: 10 years ago Posts: 2,472 |
|
Re: New USer slicing and printing July 01, 2014 10:10AM |
Registered: 9 years ago Posts: 176 |
I didn't think the prints looked like a blockage, unless it was right at the end of 1308.jpg
It just looked like the E steps or multiplier weren't 100% right. If it's in free air and you extrude does it still come out in 'spurts'? [edit]Erm.. I see Dave asked that.. only differently! [/edit]
[/edit]
Where in SA are you?
Edited 1 time(s). Last edit at 07/01/2014 10:40AM by VortyZA.
It just looked like the E steps or multiplier weren't 100% right. If it's in free air and you extrude does it still come out in 'spurts'? [edit]Erm.. I see Dave asked that.. only differently!
[/edit]Where in SA are you?
Edited 1 time(s). Last edit at 07/01/2014 10:40AM by VortyZA.
|
Re: New USer slicing and printing July 01, 2014 10:30AM |
Registered: 13 years ago Posts: 1,611 |
|
Re: New USer slicing and printing July 02, 2014 02:39AM |
Registered: 9 years ago Posts: 6 |
|
Re: New USer slicing and printing July 02, 2014 03:42AM |
Registered: 9 years ago Posts: 30 |
Sorry for all your troubles.
Hope you have better luck with another model.
I'm also new to the Ormerod (and 3D printing in general)
But I have been lucky. My Ormerod works really well!
In fact I'm surprised how well it works
From all I read in the forums prior to buying it I had expected to have much more quirks to fiddle with.
Hope you have better luck with another model.
I'm also new to the Ormerod (and 3D printing in general)
But I have been lucky. My Ormerod works really well!
In fact I'm surprised how well it works
From all I read in the forums prior to buying it I had expected to have much more quirks to fiddle with.
|
Re: New USer slicing and printing July 02, 2014 04:39AM |
Registered: 10 years ago Posts: 378 |
Quote
Lejoni
Hope you have better luck with another model.
Maybe, but I wouldn't bet on it. While some more "ready-built" printers require a bit less tuning and fiddling to get going (and of course a lot less assembly where things can be put together incorrectly) they usually don't just print perfectly out of the box. And I don't know of any 3D printers that do not require some ongoing maintenance to keep them running well.
|
Re: New USer slicing and printing July 02, 2014 11:23AM |
Registered: 10 years ago Posts: 859 |
Sorry to hear that Dolf... Seems you were very nearly there....
I do know that frustration in the beginning....
If it was easy, every one would do it...
Please send me a PM if you have suggestions, or problems with Big Blue 360.
I won't see comments in threads, as I move around to much.
Working Link to Big Blue 360 Complete
I do know that frustration in the beginning....
If it was easy, every one would do it...
Please send me a PM if you have suggestions, or problems with Big Blue 360.
I won't see comments in threads, as I move around to much.
Working Link to Big Blue 360 Complete
Sorry, only registered users may post in this forum.