Bad printing problems
Posted by N3xus132
|
Bad printing problems December 06, 2014 10:33AM |
Registered: 9 years ago Posts: 6 |
Hello Guys!
I already built up an Ormerod 1 at work and it works pretty fine.
Now I built a second one (Ormerod 1) and decided to update everything which means also updating slic3er.
I'm using Firmware 0.78y-dc42 and web interface 1.03.
Printing the orthogonal axis test parts worked fine.
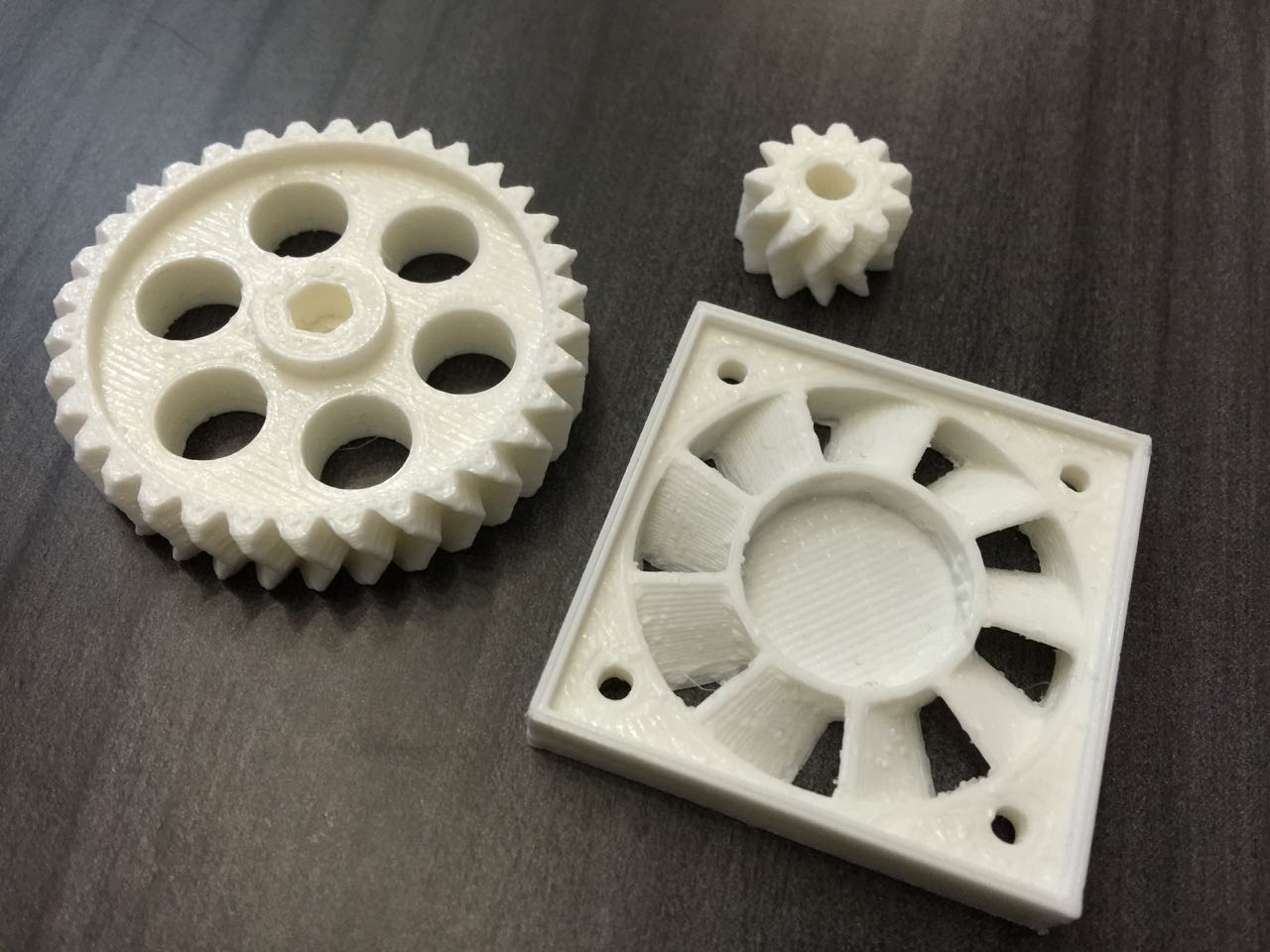
Now it was about printing own parts, the helical gears from iamburney (right?).
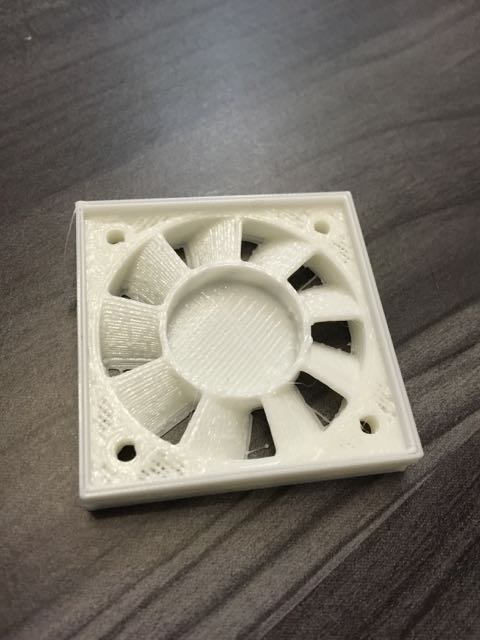
Look at the picture, it is a really strange behavior for me. I used the slic3er presets from the original reprappro firmware folder.
I played a little bit with the values in slic3er but nothing really changed.
What should be changed in slicker to improve the result.
Would anyone be so kind to post his preset files?
Best Regards
Armin
Edited 1 time(s). Last edit at 12/06/2014 10:37AM by N3xus132.
I already built up an Ormerod 1 at work and it works pretty fine.
Now I built a second one (Ormerod 1) and decided to update everything which means also updating slic3er.
I'm using Firmware 0.78y-dc42 and web interface 1.03.
Printing the orthogonal axis test parts worked fine.
Now it was about printing own parts, the helical gears from iamburney (right?).
Look at the picture, it is a really strange behavior for me. I used the slic3er presets from the original reprappro firmware folder.
I played a little bit with the values in slic3er but nothing really changed.
What should be changed in slicker to improve the result.
Would anyone be so kind to post his preset files?
Best Regards
Armin
Edited 1 time(s). Last edit at 12/06/2014 10:37AM by N3xus132.
|
Re: Bad printing problems December 06, 2014 11:00AM |
Registered: 10 years ago Posts: 14,672 |
The slic3r presets from RepRapPro used to have the retraction set to 1mm, which is far too low. I don't know whether they still do. That could account for the stringiness in the third image. 4mm works much better. Other than that, it looks to me that there is some missing extrusion. Is the extruder pushing the filament through firmly? What temperatures are set in the slic3r presets?
Large delta printer [miscsolutions.wordpress.com], E3D tool changer, Robotdigg SCARA printer, Crane Quad and Ormerod
Disclosure: I design Duet electronics and work on RepRapFirmware, [duet3d.com].
Large delta printer [miscsolutions.wordpress.com], E3D tool changer, Robotdigg SCARA printer, Crane Quad and Ormerod
Disclosure: I design Duet electronics and work on RepRapFirmware, [duet3d.com].
|
Re: Bad printing problems December 06, 2014 11:04AM |
Registered: 9 years ago Posts: 6 |
Hi DC42!
I read this in a post before and set retraction to 4mm. (Wether I don't know what this parameter does)
Another question: What is the extrusion multiplier for?
I also measured the filament (1,72mm and entered the real value in slic3r)
The extruder should work fine. It worked fine for the coathook and the axis compensation printing.
Temperature for hot end is 200°C for the first layer and 185°C for the others.
Just to note, I start printing via the webserver.
Edited 1 time(s). Last edit at 12/06/2014 11:09AM by N3xus132.
I read this in a post before and set retraction to 4mm. (Wether I don't know what this parameter does)
Another question: What is the extrusion multiplier for?
I also measured the filament (1,72mm and entered the real value in slic3r)
The extruder should work fine. It worked fine for the coathook and the axis compensation printing.
Temperature for hot end is 200°C for the first layer and 185°C for the others.
Just to note, I start printing via the webserver.
Edited 1 time(s). Last edit at 12/06/2014 11:09AM by N3xus132.
|
Re: Bad printing problems December 06, 2014 12:15PM |
Registered: 10 years ago Posts: 1,230 |
Quote
N3xus132
...Would anyone be so kind to post his preset files?...
No problem but notice that my setup may not be perfect on your ormerod
Quote
..Another question: What is the extrusion multiplier for?
For adjusting the volume of filament you lay down, have to be spot on to get the dimensions of the printed object right, on my ormerod its perfect at 0.80, can be tricky to get both dimensions and the surface right - and BTW, I find the same EM setting works for Cura and Simplify3D
I often set the EM a bit higher if dimensions are of no importance and BTW, you can do that on the fly with dc42's firmware and the command M221 Sxxx where "xxx" is the extrusion in percent - or just use the slider in the web interface so I'm told
Erik
|
Re: Bad printing problems December 06, 2014 04:43PM |
Registered: 10 years ago Posts: 14,672 |
In theory the extrusion multiplier (or the M221 command, or the slider in the web interface) should not be needed if you measure the filament diameter and set it in slic3r, and you have set the extruder steps/mm properly. In practice, I find that filaments from different suppliers need different extrusion multipliers to get good prints. If the amount of extrusion doesn't look right, I adjust the extrusion multiplier using the slider in the web interface until I get good print quality. It doesn't always save the current print, but it tells me where to start next time.
If your filament is 1.72mm instead of 1.75mm then there is a possibility that the extruder is not gripping it very well, especially if it is even less than 1.72mm in places. I have a roll of filament that the extruder wouldn't grip, and I had to print the spring loaded extruder by masonstonehenge to be able to use it. Some extruder designs have a pressure adjustment, but the RRP one does not.
Large delta printer [miscsolutions.wordpress.com], E3D tool changer, Robotdigg SCARA printer, Crane Quad and Ormerod
Disclosure: I design Duet electronics and work on RepRapFirmware, [duet3d.com].
If your filament is 1.72mm instead of 1.75mm then there is a possibility that the extruder is not gripping it very well, especially if it is even less than 1.72mm in places. I have a roll of filament that the extruder wouldn't grip, and I had to print the spring loaded extruder by masonstonehenge to be able to use it. Some extruder designs have a pressure adjustment, but the RRP one does not.
Large delta printer [miscsolutions.wordpress.com], E3D tool changer, Robotdigg SCARA printer, Crane Quad and Ormerod
Disclosure: I design Duet electronics and work on RepRapFirmware, [duet3d.com].
|
Re: Bad printing problems December 06, 2014 05:43PM |
Registered: 9 years ago Posts: 6 |
@ormerod168
I will try your settings tomorrow. Thanks in advance for the file.
@dc42
That's interesting and I will replace this part for sure to prevent this behavior.
I printed a snowman out a minute ago to check if it is a filament problem. I attached a photo of it and it looks really nice.
Because of this I'm quite sure that the biggest problem are the Slic3r settings.
I will try your settings tomorrow. Thanks in advance for the file.
@dc42
That's interesting and I will replace this part for sure to prevent this behavior.
I printed a snowman out a minute ago to check if it is a filament problem. I attached a photo of it and it looks really nice.
Because of this I'm quite sure that the biggest problem are the Slic3r settings.
|
Re: Bad printing problems December 06, 2014 06:11PM |
Registered: 10 years ago Posts: 14,672 |
You might like to examine the gcode file for the snowman and work out what extrusion temperature, first layer temperature, retraction setting and printing speeds it uses.
Large delta printer [miscsolutions.wordpress.com], E3D tool changer, Robotdigg SCARA printer, Crane Quad and Ormerod
Disclosure: I design Duet electronics and work on RepRapFirmware, [duet3d.com].
Large delta printer [miscsolutions.wordpress.com], E3D tool changer, Robotdigg SCARA printer, Crane Quad and Ormerod
Disclosure: I design Duet electronics and work on RepRapFirmware, [duet3d.com].
|
Re: Bad printing problems December 06, 2014 06:28PM |
Registered: 9 years ago Posts: 6 |
|
Re: Bad printing problems December 07, 2014 02:56PM |
Registered: 9 years ago Posts: 6 |
Ok, I now took the values from the snowman file and it looks good as can be seen in the attached picture.
Didn't know that they were stated clear as comments in the .g file.
Is there anyway to improve it more?
Which are the most important parameters in slic3r to get better printing outcomes?
In future I want to print abs, should I play a couple of time with plan and change then to abs or should I change as fast as possible?
Thanks to you all for your support!
Didn't know that they were stated clear as comments in the .g file.
Is there anyway to improve it more?
Which are the most important parameters in slic3r to get better printing outcomes?
In future I want to print abs, should I play a couple of time with plan and change then to abs or should I change as fast as possible?
Thanks to you all for your support!
|
Re: Bad printing problems December 08, 2014 06:49AM |
Registered: 9 years ago Posts: 146 |
0.5mm_single_wall_calibration_piece.stlTo set the extrusion multiplier - which I just did for a new filament - first set it to 1 and print the attached single wall square. Measure the wall thickness (in 4 places and average) with a vernier caliper and divide this number into the nozzle size, normally 0.5 for standard nozzles, this gives the extrusion multiplier. I measured the new filament first print at 0.56 with an extrusion multiplier of 1. Then I divided that into 0.50 to get 0.89 - which is logical since my wall was too thick and I needed to decrease the wall thickness. Reprinting with a extrusion multiplier of 0.89 made walls between 0.50 and 0.51 Close enough for my needs!! Hope that helps. (the blobs on the base is due to my Z-home being off - next thing to adjust today)
Socrates ~ The Amsterdamman
slic3r-1.2.9

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Socrates ~ The Amsterdamman
slic3r-1.2.9
|
Re: Bad printing problems December 08, 2014 01:57PM |
Registered: 9 years ago Posts: 6 |
Sorry, only registered users may post in this forum.