Fine threads and rough edges when printing
Posted by dc42
|
Fine threads and rough edges when printing December 29, 2013 08:15AM |
Registered: 10 years ago Posts: 14,672 |
I've done a few prints now but there is a consistent problem. When the print head moves (without extruding) between different areas of the print, PLA is sometimes still coming out of the extruder head. As a result it leaves lumps on the piece of work it is leaving, and fine threads connecting different parts of the print. This piece shows the problem, although there were originally many more filaments and they were all horizontal, before I tried removing some:
The print quality is good for the lowest 10mm, the lumps and fine threads start above that.
Does anyone know what might be causing this? For this piece, in slic3r I decreased temperature to 200C after the first layer and increased extruder 0 retraction from 1mm to 2mm, but it doesn't seem to have helped. I measured the feed rate while commissioning, and found it was spot-on the design value of 420.
Edited 3 time(s). Last edit at 12/29/2013 09:18AM by dc42.
Large delta printer [miscsolutions.wordpress.com], E3D tool changer, Robotdigg SCARA printer, Crane Quad and Ormerod
Disclosure: I design Duet electronics and work on RepRapFirmware, [duet3d.com].

The print quality is good for the lowest 10mm, the lumps and fine threads start above that.
Does anyone know what might be causing this? For this piece, in slic3r I decreased temperature to 200C after the first layer and increased extruder 0 retraction from 1mm to 2mm, but it doesn't seem to have helped. I measured the feed rate while commissioning, and found it was spot-on the design value of 420.
Edited 3 time(s). Last edit at 12/29/2013 09:18AM by dc42.
Large delta printer [miscsolutions.wordpress.com], E3D tool changer, Robotdigg SCARA printer, Crane Quad and Ormerod
Disclosure: I design Duet electronics and work on RepRapFirmware, [duet3d.com].
|
Re: Fine threads and rough edges when printing December 29, 2013 09:14AM |
Registered: 10 years ago Posts: 135 |
DC
I am no expert but from fundamental priciples I wonder if the head simply dribbles. I would try reducing the head temperature to have the material not so liquid, which is what you have already done but try more. Perhaps reduce the bed temp as well. The 10mm ok is a clue, pehaps general air temperature around the model increases as the print gets underway. I have spoken to a contact who has had a rep rap for 2 years and he said his program does not leave the edge of a section but leaves from the middle, how this is achieved I dont know.
One factor which I have mentioned elswhere is the air outlets from the heatsink, I think theses may deflect the nozzle cooling jet. While the head is near the bed the jet has nowhere to go. As it rises it could be deflected away from the nozzle. As I said before I intend to make a little baffle to direct these outlets away from the jets.
Rory
I am no expert but from fundamental priciples I wonder if the head simply dribbles. I would try reducing the head temperature to have the material not so liquid, which is what you have already done but try more. Perhaps reduce the bed temp as well. The 10mm ok is a clue, pehaps general air temperature around the model increases as the print gets underway. I have spoken to a contact who has had a rep rap for 2 years and he said his program does not leave the edge of a section but leaves from the middle, how this is achieved I dont know.
One factor which I have mentioned elswhere is the air outlets from the heatsink, I think theses may deflect the nozzle cooling jet. While the head is near the bed the jet has nowhere to go. As it rises it could be deflected away from the nozzle. As I said before I intend to make a little baffle to direct these outlets away from the jets.
Rory
|
Re: Fine threads and rough edges when printing December 29, 2013 10:56AM |
Registered: 10 years ago Posts: 14,672 |
Thanks, Rory. I tried 190C and it was a disaster:
Trying 210C now.
Large delta printer [miscsolutions.wordpress.com], E3D tool changer, Robotdigg SCARA printer, Crane Quad and Ormerod
Disclosure: I design Duet electronics and work on RepRapFirmware, [duet3d.com].

Trying 210C now.
Large delta printer [miscsolutions.wordpress.com], E3D tool changer, Robotdigg SCARA printer, Crane Quad and Ormerod
Disclosure: I design Duet electronics and work on RepRapFirmware, [duet3d.com].
|
Re: Fine threads and rough edges when printing December 29, 2013 11:07AM |
Registered: 12 years ago Posts: 1,611 |
This is where the finessing starts...
To stop stringing and blobs, there are two main settings to play with, in Slic3r:
1. Temperature - stringing usually means you are extruding too hot. Reduce temperature by 5C and see if it improves.
2. Blobs (and stringing) - this is more to do with retraction settings: in Slic3r, Printer Settings tab, Extruder settings, increase length and speed (may already be going as fast as it can).
However, BOTH of these are effected by the speed you are trying to print, and ultimately, by the material you are printing. It's why we don't use cheap, variable filament in production; we have a known, consistent supply of filament. So, it's a case of calibration, calibration, calibration... or trimming prints after they have printed.
Also useful is the Slic3r manual: [manual.slic3r.org]
Oh, just notice Slic3r 1.0.0RC2 is out!
Ian
RepRapPro tech support.
To stop stringing and blobs, there are two main settings to play with, in Slic3r:
1. Temperature - stringing usually means you are extruding too hot. Reduce temperature by 5C and see if it improves.
2. Blobs (and stringing) - this is more to do with retraction settings: in Slic3r, Printer Settings tab, Extruder settings, increase length and speed (may already be going as fast as it can).
However, BOTH of these are effected by the speed you are trying to print, and ultimately, by the material you are printing. It's why we don't use cheap, variable filament in production; we have a known, consistent supply of filament. So, it's a case of calibration, calibration, calibration... or trimming prints after they have printed.
Also useful is the Slic3r manual: [manual.slic3r.org]
Oh, just notice Slic3r 1.0.0RC2 is out!
Ian
RepRapPro tech support.
|
Re: Fine threads and rough edges when printing December 29, 2013 11:08AM |
Registered: 10 years ago Posts: 176 |
|
Re: Fine threads and rough edges when printing December 29, 2013 11:23AM |
Registered: 10 years ago Posts: 135 |
DC
Not a "disaster darling" its a work of art. Call it "My Vision of Chaos" and enter it into next years Turner prize, should be a shoe in, don't forget I'm due a drink when you win the 25k prize.
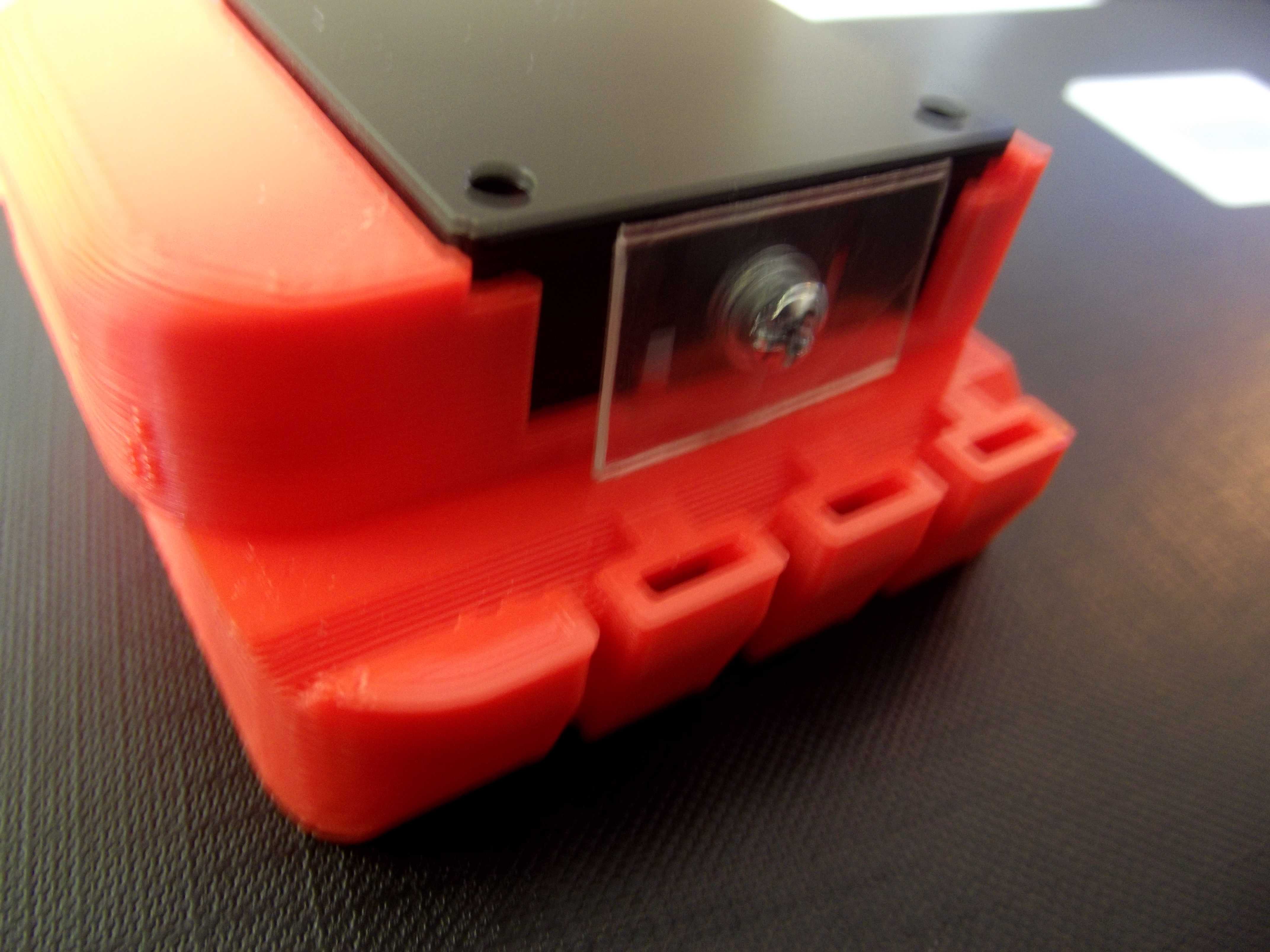
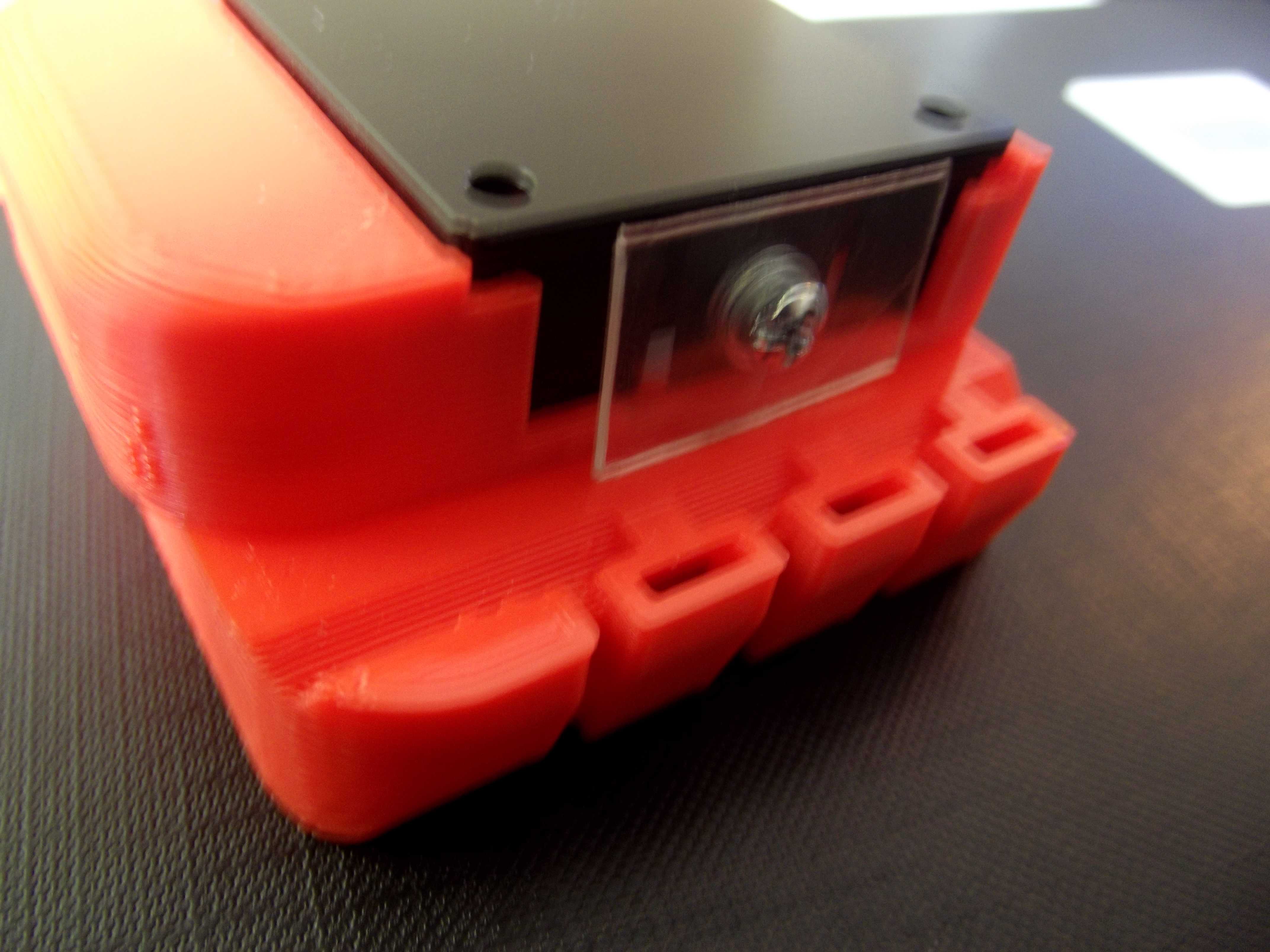
I have now completed a prototype deflector had intended to use aluminium but some clear plastic was the first thing that came to hand. At least you can see what it is, easier. There are 5 x 3mm washers under the plastic to retain the 2mm gap required the pk screw is self threaded into a few fins which were pre drilled to the apropriate size.
As you can see I have now borrowed my Daughter-in-Laws camera but still didnt quite get the focus right. Wish I new how to put photos in the text like you.
Rory
Edited 1 time(s). Last edit at 12/29/2013 11:30AM by Rory166.
Not a "disaster darling" its a work of art. Call it "My Vision of Chaos" and enter it into next years Turner prize, should be a shoe in, don't forget I'm due a drink when you win the 25k prize.
I have now completed a prototype deflector had intended to use aluminium but some clear plastic was the first thing that came to hand. At least you can see what it is, easier. There are 5 x 3mm washers under the plastic to retain the 2mm gap required the pk screw is self threaded into a few fins which were pre drilled to the apropriate size.
As you can see I have now borrowed my Daughter-in-Laws camera but still didnt quite get the focus right. Wish I new how to put photos in the text like you.
Rory
Edited 1 time(s). Last edit at 12/29/2013 11:30AM by Rory166.
|
Re: Fine threads and rough edges when printing December 29, 2013 11:35AM |
Registered: 10 years ago Posts: 14,672 |
Ian, thanks again. The slic3r manual section on Fighting Ooze looks especially interesting. What is the maximum extruder feed/retraction rate supported by Ormerod?
Large delta printer [miscsolutions.wordpress.com], E3D tool changer, Robotdigg SCARA printer, Crane Quad and Ormerod
Disclosure: I design Duet electronics and work on RepRapFirmware, [duet3d.com].
Large delta printer [miscsolutions.wordpress.com], E3D tool changer, Robotdigg SCARA printer, Crane Quad and Ormerod
Disclosure: I design Duet electronics and work on RepRapFirmware, [duet3d.com].
|
Re: Fine threads and rough edges when printing December 29, 2013 11:54AM |
Registered: 12 years ago Posts: 1,611 |
dc42: From platform.h in the firmware:
#define MAX_FEEDRATES {50.0, 50.0, 3.0, 16.0} // mm/sec
#define ACCELERATIONS {800.0, 800.0, 10.0, 250.0} // mm/sec^2
#define DRIVE_STEPS_PER_UNIT {87.4890, 87.4890, 4000.0, 420.0}
#define INSTANT_DVS {15.0, 15.0, 0.2, 2.0} // (mm/sec)
Hmm... these feedrates seem rather low - I haven't played around with them yet! I'm not sure what 'INSTANT_DVS' is; it may be the same as 'JERK' in Marlin (which is actually a misnomer). Adrian must have gone for some very conservative numbers. We usually set these to the following on the Melzi firmware (line 281,282 [github.com] ):
#define DEFAULT_MAX_FEEDRATE {300, 300, 3, 45} // (mm/sec)
#define DEFAULT_MAX_ACCELERATION {800,800,30,250} // X, Y, Z, E maximum start speed for accelerated moves. E default values
and later
#define DEFAULT_XYJERK 15.0 // (mm/sec)
#define DEFAULT_ZJERK 0.4 // (mm/sec)
#define DEFAULT_EJERK 15.0 // (mm/sec)
Certainly 15mm/s max feedrate on the extruder is slow, assuming they are talking about the same thing. In house with the Melzi, we turn up the wick on the extruder acceleration, usually to the same as the X and Y axis, and increase jerk to 20, as this generally has a good effect on retraction.
Care to try it out?!
Ian
RepRapPro tech support
#define MAX_FEEDRATES {50.0, 50.0, 3.0, 16.0} // mm/sec
#define ACCELERATIONS {800.0, 800.0, 10.0, 250.0} // mm/sec^2
#define DRIVE_STEPS_PER_UNIT {87.4890, 87.4890, 4000.0, 420.0}
#define INSTANT_DVS {15.0, 15.0, 0.2, 2.0} // (mm/sec)
Hmm... these feedrates seem rather low - I haven't played around with them yet! I'm not sure what 'INSTANT_DVS' is; it may be the same as 'JERK' in Marlin (which is actually a misnomer). Adrian must have gone for some very conservative numbers. We usually set these to the following on the Melzi firmware (line 281,282 [github.com] ):
#define DEFAULT_MAX_FEEDRATE {300, 300, 3, 45} // (mm/sec)
#define DEFAULT_MAX_ACCELERATION {800,800,30,250} // X, Y, Z, E maximum start speed for accelerated moves. E default values
and later
#define DEFAULT_XYJERK 15.0 // (mm/sec)
#define DEFAULT_ZJERK 0.4 // (mm/sec)
#define DEFAULT_EJERK 15.0 // (mm/sec)
Certainly 15mm/s max feedrate on the extruder is slow, assuming they are talking about the same thing. In house with the Melzi, we turn up the wick on the extruder acceleration, usually to the same as the X and Y axis, and increase jerk to 20, as this generally has a good effect on retraction.
Care to try it out?!
Ian
RepRapPro tech support
|
Re: Fine threads and rough edges when printing December 29, 2013 12:06PM |
Registered: 10 years ago Posts: 14,672 |
Thanks! The retraction rate is set to 30mm/sec at present, so I'll try increasing it to 45. Also I read this in the slic3r manual:
So I'll try increasing it further to 5mm.
Here is my 210C print:
Stringing is about the same as at 200C, but print quality is much worse. I'll revert to 200C.
Large delta printer [miscsolutions.wordpress.com], E3D tool changer, Robotdigg SCARA printer, Crane Quad and Ormerod
Disclosure: I design Duet electronics and work on RepRapFirmware, [duet3d.com].
Quote
Length - The number of millimeters to retract. Note that the measurement is taken from the raw filament entering the extruder. A value of between 1 and 2mm is usually recommended. Bowden extruders may need up to 4 or 5mm due to the hysteresis introduced by the tube.
So I'll try increasing it further to 5mm.
Here is my 210C print:

Stringing is about the same as at 200C, but print quality is much worse. I'll revert to 200C.
Large delta printer [miscsolutions.wordpress.com], E3D tool changer, Robotdigg SCARA printer, Crane Quad and Ormerod
Disclosure: I design Duet electronics and work on RepRapFirmware, [duet3d.com].
|
Re: Fine threads and rough edges when printing December 29, 2013 12:10PM |
Registered: 12 years ago Posts: 1,611 |
The thing is, changing the speed may not make any difference, if it's limited by firmware.
Also, set extrusion to absolute, not relative (Slic3r setting).
Looking at the gcodes in [github.com] it looks like our standard retraction is 3.2mm at the fastest speed the extruder will go (ie 50mm/s - once changed in firmware).
I'm not sure if the gcodes for changing maximum feedrates, acceleration and jerk (M201, M203 and M205) are integrated into the Duet. This is from Marlin on Melzi:
Maximum feedrates (mm/s):
M203 X500.00 Y500.00 Z5.00 E45.00
Maximum Acceleration (mm/s2):
M201 X1000 Y1000 Z50 E250
Advanced variables: S=Min feedrate (mm/s), T=Min travel feedrate (mm/s), B=minimum segment time (ms), X=maximum xY jerk (mm/s), Z=maximum Z jerk (mm/s)
M205 S0.00 T0.00 B20000 X15.00 Z0.40 E15.00
Ian
RepRapPro tech support
Edited 2 time(s). Last edit at 12/29/2013 12:21PM by droftarts.
Also, set extrusion to absolute, not relative (Slic3r setting).
Looking at the gcodes in [github.com] it looks like our standard retraction is 3.2mm at the fastest speed the extruder will go (ie 50mm/s - once changed in firmware).
I'm not sure if the gcodes for changing maximum feedrates, acceleration and jerk (M201, M203 and M205) are integrated into the Duet. This is from Marlin on Melzi:
Maximum feedrates (mm/s):
M203 X500.00 Y500.00 Z5.00 E45.00
Maximum Acceleration (mm/s2):
M201 X1000 Y1000 Z50 E250
Advanced variables: S=Min feedrate (mm/s), T=Min travel feedrate (mm/s), B=minimum segment time (ms), X=maximum xY jerk (mm/s), Z=maximum Z jerk (mm/s)
M205 S0.00 T0.00 B20000 X15.00 Z0.40 E15.00
Ian
RepRapPro tech support
Edited 2 time(s). Last edit at 12/29/2013 12:21PM by droftarts.
|
Re: Fine threads and rough edges when printing December 29, 2013 12:48PM |
Registered: 12 years ago Posts: 1,611 |
It looks like M201 and M203 are implemented, so you can change those on the fly, but not M205 (lines 1510 to 1535 [github.com] ):
Ian
RepRapPro tech support
case 201: // Set axis accelerations
for(int8_t drive = 0; drive < DRIVES; drive++)
{
if(gb->Seen(gCodeLetters[drive]))
{
value = gb->GetFValue();
}else{
value = -1;
}
platform->SetAcceleration(drive, value);
}
break;
case 203: // Set maximum feedrates
for(int8_t drive = 0; drive < DRIVES; drive++)
{
if(gb->Seen(gCodeLetters[drive]))
{
value = gb->GetFValue()*distanceScale*0.016666667; // G Code feedrates are in mm/minute; we need mm/sec;
platform->SetMaxFeedrate(drive, value);
}
}
break;
case 205: //M205 advanced settings: minimum travel speed S=while printing T=travel only, B=minimum segment time X= maximum xy jerk, Z=maximum Z jerk
break;
Ian
RepRapPro tech support
|
Re: Fine threads and rough edges when printing December 29, 2013 04:14PM |
Registered: 10 years ago Posts: 14,672 |
I did a print at 200C (first layer 205C) with retraction = 5mm @ 45mm/s and this is how it turned out:
That's the best yet. The extra retraction distance and speed appear to have solved the stringing problem, I just have a few small lumps and two detached threads.
I then did another print with the temperature reduced to 195C and this is what happened:
Another Turner Prize entry. The head had pulled the work sideways - and I had cleaned the bed with isopropanol before printing as usual. So I'll stick with 205C for the first layer, 200C for the rest.
Edited 2 time(s). Last edit at 12/29/2013 04:15PM by dc42.
Large delta printer [miscsolutions.wordpress.com], E3D tool changer, Robotdigg SCARA printer, Crane Quad and Ormerod
Disclosure: I design Duet electronics and work on RepRapFirmware, [duet3d.com].

That's the best yet. The extra retraction distance and speed appear to have solved the stringing problem, I just have a few small lumps and two detached threads.
I then did another print with the temperature reduced to 195C and this is what happened:

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Another Turner Prize entry. The head had pulled the work sideways - and I had cleaned the bed with isopropanol before printing as usual. So I'll stick with 205C for the first layer, 200C for the rest.
Edited 2 time(s). Last edit at 12/29/2013 04:15PM by dc42.
Large delta printer [miscsolutions.wordpress.com], E3D tool changer, Robotdigg SCARA printer, Crane Quad and Ormerod
Disclosure: I design Duet electronics and work on RepRapFirmware, [duet3d.com].
|
Re: Fine threads and rough edges when printing December 29, 2013 04:18PM |
Registered: 10 years ago Posts: 314 |
|
Re: Fine threads and rough edges when printing December 29, 2013 04:27PM |
Registered: 10 years ago Posts: 14,672 |
Quote
Rory166
Not a "disaster darling" its a work of art. Call it "My Vision of Chaos" and enter it into next years Turner prize, should be a shoe in, don't forget I'm due a drink when you win the 25k prize.

Quote
Rory166
I have now completed a prototype deflector had intended to use aluminium but some clear plastic was the first thing that came to hand. At least you can see what it is, easier. There are 5 x 3mm washers under the plastic to retain the 2mm gap required the pk screw is self threaded into a few fins which were pre drilled to the apropriate size.
Looks good! Do you detect any changes to the print quality from having this deflector installed?
Quote
Rory166
Wish I new how to put photos in the text like you.
Upload your photos to a public photo or file sharing site (if using Dropbox, then use only the Public folder). Then click on the image tool button (the one with mountains and a sun on it) and enter the URL:
Large delta printer [miscsolutions.wordpress.com], E3D tool changer, Robotdigg SCARA printer, Crane Quad and Ormerod
Disclosure: I design Duet electronics and work on RepRapFirmware, [duet3d.com].
|
Re: Fine threads and rough edges when printing December 29, 2013 04:33PM |
Registered: 10 years ago Posts: 14,672 |
Quote
droftarts
It looks like M201 and M203 are implemented, so you can change those on the fly, but not M205 (lines 1510 to 1535 [github.com] ):
Thanks, I'll try adding those commands. Looks like the default max extruder feed fate set in the firmware is only 16mm/sec,
Large delta printer [miscsolutions.wordpress.com], E3D tool changer, Robotdigg SCARA printer, Crane Quad and Ormerod
Disclosure: I design Duet electronics and work on RepRapFirmware, [duet3d.com].
|
Re: Fine threads and rough edges when printing December 29, 2013 06:18PM |
Registered: 10 years ago Posts: 135 |
DC
My build has stalled at the hot end stage due to some kind of bug that has struck the whole family. I have been lying in bed with my laptop enjoying others experiences vicariously. One thing that is certain to me is that more air will splill ot of the heatsink vents than comes out of the tip cooling jet. Although these vents are positioned between the jets I strongly suspect they will deflect the jet. I think this is why the first 10mm is better because the jet has nowhere to go other than cooling the filament.
The only way to prove this would be to use smoke I suppose.
Rory
My build has stalled at the hot end stage due to some kind of bug that has struck the whole family. I have been lying in bed with my laptop enjoying others experiences vicariously. One thing that is certain to me is that more air will splill ot of the heatsink vents than comes out of the tip cooling jet. Although these vents are positioned between the jets I strongly suspect they will deflect the jet. I think this is why the first 10mm is better because the jet has nowhere to go other than cooling the filament.
The only way to prove this would be to use smoke I suppose.
Rory
|
Re: Fine threads and rough edges when printing December 30, 2013 04:06AM |
Registered: 10 years ago Posts: 22 |
|
Re: Fine threads and rough edges when printing December 30, 2013 04:37AM |
Registered: 10 years ago Posts: 14,672 |
I'm printing from SD card, because others on this forum have said that the print quality from USB is not as good.
Every time I want to do a new print, I have to power the Ormerod down, take out the SD card, put it in the adapter, plug it into the computer, copy the file across, unplug the adapter, take out the SD card, put it back in the Ormerod, power it up, re-establish the Ethernet connection (which sometimes requires a few resets or power cycles), and re-run the bed-setting procedure. This is getting tedious. What I really want to do is print over Ethernet, or copy files to the SD card over Ethernet. I hope the firmware will be updated to provide this facility soon (if it isn't, I may add it myself).
Large delta printer [miscsolutions.wordpress.com], E3D tool changer, Robotdigg SCARA printer, Crane Quad and Ormerod
Disclosure: I design Duet electronics and work on RepRapFirmware, [duet3d.com].
Every time I want to do a new print, I have to power the Ormerod down, take out the SD card, put it in the adapter, plug it into the computer, copy the file across, unplug the adapter, take out the SD card, put it back in the Ormerod, power it up, re-establish the Ethernet connection (which sometimes requires a few resets or power cycles), and re-run the bed-setting procedure. This is getting tedious. What I really want to do is print over Ethernet, or copy files to the SD card over Ethernet. I hope the firmware will be updated to provide this facility soon (if it isn't, I may add it myself).
Large delta printer [miscsolutions.wordpress.com], E3D tool changer, Robotdigg SCARA printer, Crane Quad and Ormerod
Disclosure: I design Duet electronics and work on RepRapFirmware, [duet3d.com].
|
Re: Fine threads and rough edges when printing December 30, 2013 06:18AM |
Registered: 11 years ago Posts: 103 |
(emphasis added)Quote
dc42
What I really want to do is print over Ethernet, or copy files to the SD card over Ethernet. I hope the firmware will be updated to provide this facility soon (if it isn't, I may add it myself).
Yes PLEASE! This would be THE feature i'm waiting for.
fiddling with the sd-card is no fun, i once even manged to drop it into the electronics enclousure....
|
Re: Fine threads and rough edges when printing December 30, 2013 07:37AM |
Registered: 12 years ago Posts: 1,611 |
@dc42: I'm getting a bit confused regarding identities on the forum, who has emailed me, and whether I've sent new boards, etc. I blame the excesses of Christmas, and my advancing years... Anyway, the point is, are you unable to connect to the Duet via network? Do you have one of the first 220 kits? And have I sent you (or ordered to be sent to you) a new Duet already?
Regarding firmware, the web interface was definitely a beta release; the point was to launch new reprap electronics with features on a par with current electronics, but with the capability for future expansion. That's not to say we won't fix hardware problems, but the network and web interface functionality is, at best, basic at the moment. There are lots of features we plan to add, but we're a small team, and we're trying to get the basics right first.
You can use Pronterface to upload gcode to SD card, without removing the card. It's slow, but should work. We plan on adding the obvious 'copy files over Ethernet', but there are a number of hurdles to overcome. There is another option for extending the data transfer functionality; have the Duet board appear as a mass storage device on the desktop when connected by USB. Another nice feature would be long file name support. Anyone want to help?
Ian
RepRapPro tech support
Regarding firmware, the web interface was definitely a beta release; the point was to launch new reprap electronics with features on a par with current electronics, but with the capability for future expansion. That's not to say we won't fix hardware problems, but the network and web interface functionality is, at best, basic at the moment. There are lots of features we plan to add, but we're a small team, and we're trying to get the basics right first.
You can use Pronterface to upload gcode to SD card, without removing the card. It's slow, but should work. We plan on adding the obvious 'copy files over Ethernet', but there are a number of hurdles to overcome. There is another option for extending the data transfer functionality; have the Duet board appear as a mass storage device on the desktop when connected by USB. Another nice feature would be long file name support. Anyone want to help?
Ian
RepRapPro tech support
|
Re: Fine threads and rough edges when printing December 30, 2013 07:52AM |
Registered: 10 years ago Posts: 14,672 |
Hi Ian,
I no longer need a replacement Duet board because I've repaired the existing one. I can connect using the network and ATX power only, or with USB.
I would still like a new electronics box front plate (because I drilled out all the holes to 4mm before I realised that the top 2 were supposed to self-tap - the instructions didn't say this at the time), and a couple of 3-way header shells (if you have them) for the wiring looms.
dc42 aka David Crocker
Edited 3 time(s). Last edit at 12/30/2013 07:54AM by dc42.
Large delta printer [miscsolutions.wordpress.com], E3D tool changer, Robotdigg SCARA printer, Crane Quad and Ormerod
Disclosure: I design Duet electronics and work on RepRapFirmware, [duet3d.com].
I no longer need a replacement Duet board because I've repaired the existing one. I can connect using the network and ATX power only, or with USB.
I would still like a new electronics box front plate (because I drilled out all the holes to 4mm before I realised that the top 2 were supposed to self-tap - the instructions didn't say this at the time), and a couple of 3-way header shells (if you have them) for the wiring looms.
dc42 aka David Crocker
Edited 3 time(s). Last edit at 12/30/2013 07:54AM by dc42.
Large delta printer [miscsolutions.wordpress.com], E3D tool changer, Robotdigg SCARA printer, Crane Quad and Ormerod
Disclosure: I design Duet electronics and work on RepRapFirmware, [duet3d.com].
|
Re: Fine threads and rough edges when printing December 30, 2013 08:15AM |
Registered: 12 years ago Posts: 1,611 |
@dc42: Great, thanks! I'll email you when I've ordered those bits for you. Did you get the new x-rib and x-axis-plate, and fit okay? Also, you *should* be able to run USB and Ethernet at the same time - the axis compensation instructions say to do this. However, I can't say I've tried connecting Pronterface and the web interface at the same time, only Arduino IDE Serial Monitor and web interface. So there may still be something else going on with your board.
Ian
RepRapPro tech support
Ian
RepRapPro tech support
|
Re: Fine threads and rough edges when printing December 30, 2013 08:41AM |
Registered: 10 years ago Posts: 14,672 |
Yes thanks, the new x-rib and x-plate fitted fine. The remaining mechanical problem I had was that the x-runner bearing couldn't be moved far enough in the slot to prevent the print head sagging, but I solved that by substituting a 623ZZ 10mm bearing for the 9mm one. Did you by any chance design this originally for a 10mm bearing, and substitute the 9mm bearing after you had problems on one of the prototypes?
I confirm that I am able to connect via Arduino serial monitor after I have connected via Ethernet (this is how I measure the Z sensor readings). I haven't tried connected via Ethernet and then Pronterface, only the other way round (which doesn't work).
Large delta printer [miscsolutions.wordpress.com], E3D tool changer, Robotdigg SCARA printer, Crane Quad and Ormerod
Disclosure: I design Duet electronics and work on RepRapFirmware, [duet3d.com].
I confirm that I am able to connect via Arduino serial monitor after I have connected via Ethernet (this is how I measure the Z sensor readings). I haven't tried connected via Ethernet and then Pronterface, only the other way round (which doesn't work).
Large delta printer [miscsolutions.wordpress.com], E3D tool changer, Robotdigg SCARA printer, Crane Quad and Ormerod
Disclosure: I design Duet electronics and work on RepRapFirmware, [duet3d.com].
Sorry, only registered users may post in this forum.