printing tips please, my print is all bubbly on one side mostly...
Posted by 88Zombies
|
printing tips please, my print is all bubbly on one side mostly... March 03, 2014 06:42PM |
Registered: 10 years ago Posts: 135 |
Hello 
The printer is a tad temperamental recently... It seems to print extremely bubbly/stringy between layers. This tends to occur mostly on the non motor side of the Y axis.
I have changed the retraction rate to 4mm and experimented moving it as high as 5mm & 6mm
I have changed the layer thickness to 1.2mm and again experimented with both slightly faster and slower prints than the default setting.
(by default i mean the recommended Ormerod Slic3r settings)
Any thoughts on what i can do to prevent this??
Any help much appreciated!!!
ps...I need to update my web interface & firmware to the new snazzy versions DC42 and Iamburny have kindly created, but I'm going to hold off on doing this until my laptop is fixed. In the mean time I'm using pronterface & slic3r on a friends computer
The printer is a tad temperamental recently... It seems to print extremely bubbly/stringy between layers. This tends to occur mostly on the non motor side of the Y axis.
I have changed the retraction rate to 4mm and experimented moving it as high as 5mm & 6mm
I have changed the layer thickness to 1.2mm and again experimented with both slightly faster and slower prints than the default setting.
(by default i mean the recommended Ormerod Slic3r settings)
Any thoughts on what i can do to prevent this??
Any help much appreciated!!!
ps...I need to update my web interface & firmware to the new snazzy versions DC42 and Iamburny have kindly created, but I'm going to hold off on doing this until my laptop is fixed. In the mean time I'm using pronterface & slic3r on a friends computer
|
Re: printing tips please, my print is all bubbly on one side mostly... March 03, 2014 06:50PM |
Registered: 10 years ago Posts: 14,672 |
Surely you don't mean 1.2mm layer thickness? The nozzle is only 0.5mm. Bubbly/stringy sounds like the extruder may be too hot. What extruder temperatures are you using, and which firmware version? Are you sure the extruder thermistor is still centrally-placed in the aluminium block?
Edited 1 time(s). Last edit at 03/03/2014 06:50PM by dc42.
Large delta printer [miscsolutions.wordpress.com], E3D tool changer, Robotdigg SCARA printer, Crane Quad and Ormerod
Disclosure: I design Duet electronics and work on RepRapFirmware, [duet3d.com].
Edited 1 time(s). Last edit at 03/03/2014 06:50PM by dc42.
Large delta printer [miscsolutions.wordpress.com], E3D tool changer, Robotdigg SCARA printer, Crane Quad and Ormerod
Disclosure: I design Duet electronics and work on RepRapFirmware, [duet3d.com].
|
Re: printing tips please, my print is all bubbly on one side mostly... March 04, 2014 03:48AM |
Registered: 10 years ago Posts: 135 |
Yes, i've been trying to print at 1.2, is that not correct then, should it be thicker? woops what thickness would you recommend?
The extruder is at 200-205, im printing in PLA. I'm currently using the 57A firmware, i'm going to update to yours just as soon as I get my laptop back.
I will have to check the thermistor is central, that is a good theory to the 1sided print. Will have to check that tonight..
Thanks for your thoughts!!
The extruder is at 200-205, im printing in PLA. I'm currently using the 57A firmware, i'm going to update to yours just as soon as I get my laptop back.
I will have to check the thermistor is central, that is a good theory to the 1sided print. Will have to check that tonight..
Thanks for your thoughts!!
|
Re: printing tips please, my print is all bubbly on one side mostly... March 04, 2014 03:56AM |
Registered: 10 years ago Posts: 14,672 |
Recommended layer thickness for most purposes is 0.24mm. You can go lower if you want finer resolution.
Large delta printer [miscsolutions.wordpress.com], E3D tool changer, Robotdigg SCARA printer, Crane Quad and Ormerod
Disclosure: I design Duet electronics and work on RepRapFirmware, [duet3d.com].
Large delta printer [miscsolutions.wordpress.com], E3D tool changer, Robotdigg SCARA printer, Crane Quad and Ormerod
Disclosure: I design Duet electronics and work on RepRapFirmware, [duet3d.com].
|
Re: printing tips please, my print is all bubbly on one side mostly... March 06, 2014 04:17AM |
Registered: 10 years ago Posts: 135 |
OK, so i did another gear print but sat and watched this time,
I now know what is causing the poor print on one side, but dont know how to prevent this...
(i tried printing at 0.24, think I'm going to keep to this thickness for the time being, thanks for the advice )
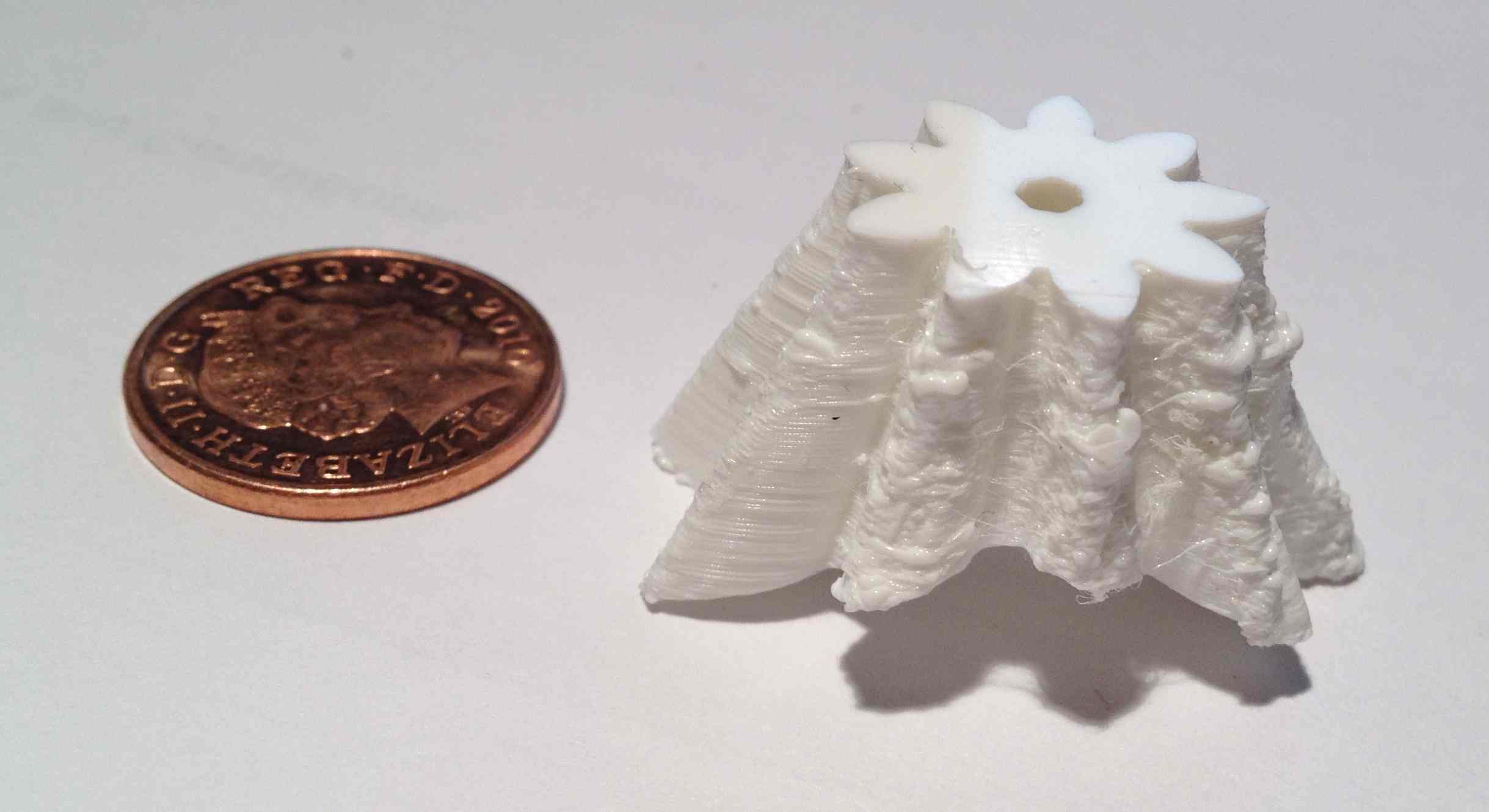
The gears are curling upwards as show in the image attached.
When the nozles goes to print on top of an upward curling spoke, it presses the spoke dowards (flat) meaning any filament extreded just oozes over the sides. (as shown in my crappy doodle)
any thoughts on how to prevent the spokes curling upwards? this was done at E:190° HB:60°
I should mention the first layer or two are spot on, sticking to the heatbed perfectly.
Edited 2 time(s). Last edit at 03/06/2014 08:03AM by 88Zombies.
I now know what is causing the poor print on one side, but dont know how to prevent this...
(i tried printing at 0.24, think I'm going to keep to this thickness for the time being, thanks for the advice
)The gears are curling upwards as show in the image attached.
When the nozles goes to print on top of an upward curling spoke, it presses the spoke dowards (flat) meaning any filament extreded just oozes over the sides. (as shown in my crappy doodle)
any thoughts on how to prevent the spokes curling upwards? this was done at E:190° HB:60°
I should mention the first layer or two are spot on, sticking to the heatbed perfectly.
Edited 2 time(s). Last edit at 03/06/2014 08:03AM by 88Zombies.
|
Re: printing tips please, my print is all bubbly on one side mostly... March 06, 2014 04:47AM |
Registered: 11 years ago Posts: 2,469 |
|
Re: printing tips please, my print is all bubbly on one side mostly... March 06, 2014 04:58AM |
Registered: 10 years ago Posts: 135 |
|
Re: printing tips please, my print is all bubbly on one side mostly... March 06, 2014 05:08AM |
Registered: 11 years ago Posts: 2,469 |
|
Re: printing tips please, my print is all bubbly on one side mostly... March 06, 2014 05:47AM |
Registered: 10 years ago Posts: 135 |
I would like to, only I have problems printing two components at once... especially these gears that curl up at the edges i have another thread on this problem... [forums.reprap.org]
I will do another test tonight with a lower temperated.
I will try also try to do another with a seperate fan directed at the print, have read online that this may help set the corners quicker to prevent an upwards curvature.
what settings should i change between the two tests though???
thankyou for your help
I will do another test tonight with a lower temperated.
I will try also try to do another with a seperate fan directed at the print, have read online that this may help set the corners quicker to prevent an upwards curvature.
what settings should i change between the two tests though???
thankyou for your help
|
Re: printing tips please, my print is all bubbly on one side mostly... March 06, 2014 06:55AM |
Registered: 11 years ago Posts: 2,469 |
|
Re: printing tips please, my print is all bubbly on one side mostly... March 06, 2014 08:01AM |
Registered: 10 years ago Posts: 48 |
It looks to me that you are extruding too much material. Have you calibrated the extruder feed, so that it actually feeds 1 cm when the firmware tells it to feed 1 cm? Also, have you set the filament diameter correctly in the slicer, and the extrusion multiplier to 1?
Also, 1.2 mm layer thickness that you state is much too thick. Like he others suggest, try a print with 0.24 mm layer thickness (NOT 2.4!!), and see whether that goes better.
Also, 1.2 mm layer thickness that you state is much too thick. Like he others suggest, try a print with 0.24 mm layer thickness (NOT 2.4!!), and see whether that goes better.
|
Re: printing tips please, my print is all bubbly on one side mostly... March 06, 2014 08:30AM |
Registered: 10 years ago Posts: 135 |
Eeep!!! sorry the 2.4 & 1.2 were both typos, i've changed that! the slic3r layer thickness was set to 0.24 to clarify.
yes i'm fairly certain the feed calibration is set correctly. Did a couple of tests to confirm this.
The filament is set to 1.75 which i beleve is correct
I'm not sure of the extrusion multiplier off the top of my head. I will confirm that when i get back tonight but i know i havn't changed it from the default 'Ormerod-0.5' settings..
I will have a fiddle with the extrusion tonight.
I was thinking it might of been the fan or something as the warping tends to appear on the non motor side of the Y-axis...
Thank you for your tips
yes i'm fairly certain the feed calibration is set correctly. Did a couple of tests to confirm this.
The filament is set to 1.75 which i beleve is correct
I'm not sure of the extrusion multiplier off the top of my head. I will confirm that when i get back tonight but i know i havn't changed it from the default 'Ormerod-0.5' settings..
I will have a fiddle with the extrusion tonight.
I was thinking it might of been the fan or something as the warping tends to appear on the non motor side of the Y-axis...
Thank you for your tips
|
Re: printing tips please, my print is all bubbly on one side mostly... March 07, 2014 05:25AM |
Registered: 10 years ago Posts: 135 |
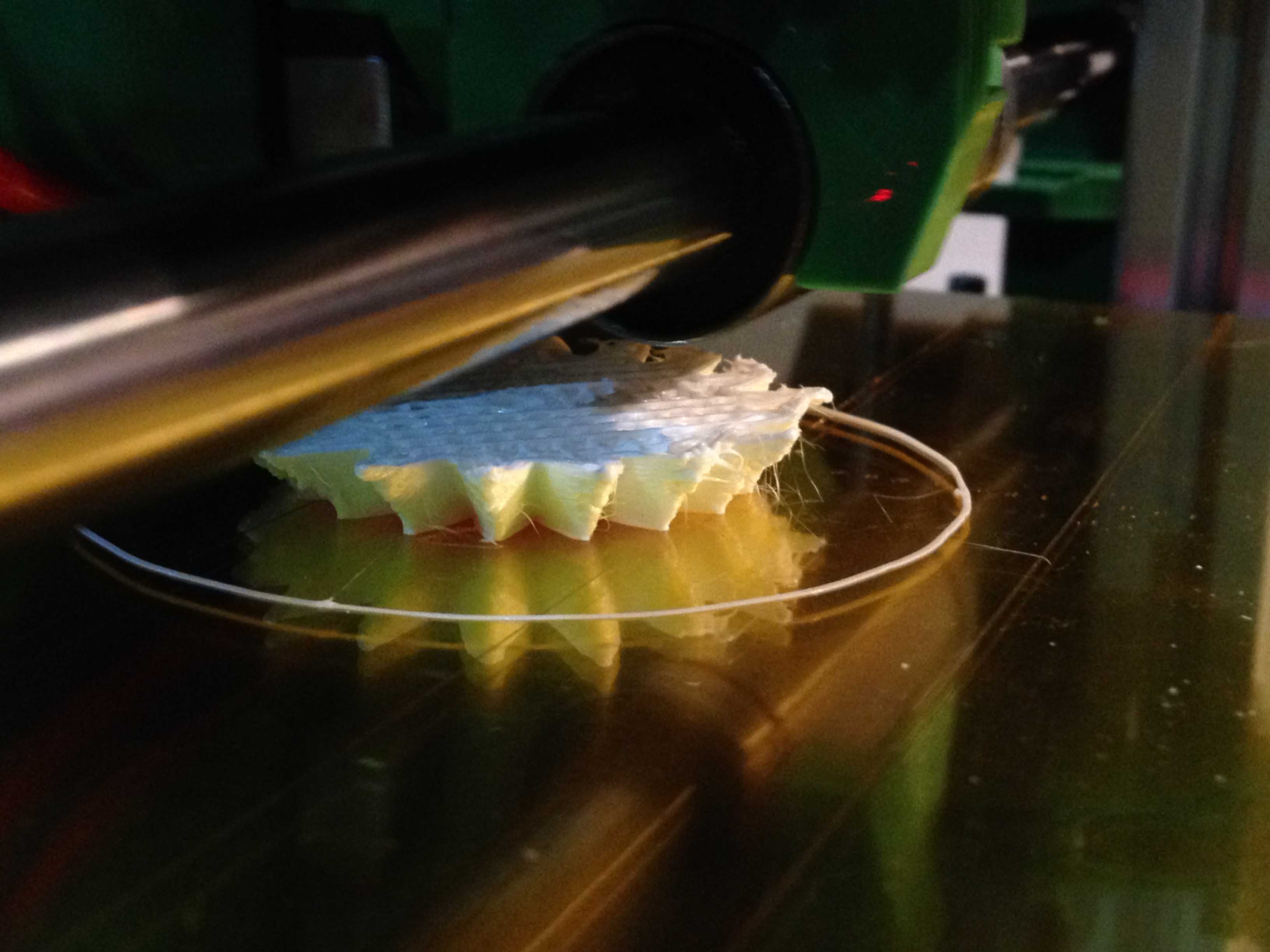
Ok, so had another go last night.. images attached.
Pretty much exactly the same thing happened.
Extruder temp:190
Heat bed: 60
extrusion multiplier: 1
layer thickness: 0.2
I made sure the cooling fan option was on
fan speed minimum: 45
could it be having trouble because it's an overhang? i didn't think this was the issue as it seems to have troubple printing all around the gear even where there isn't much of an overhang.
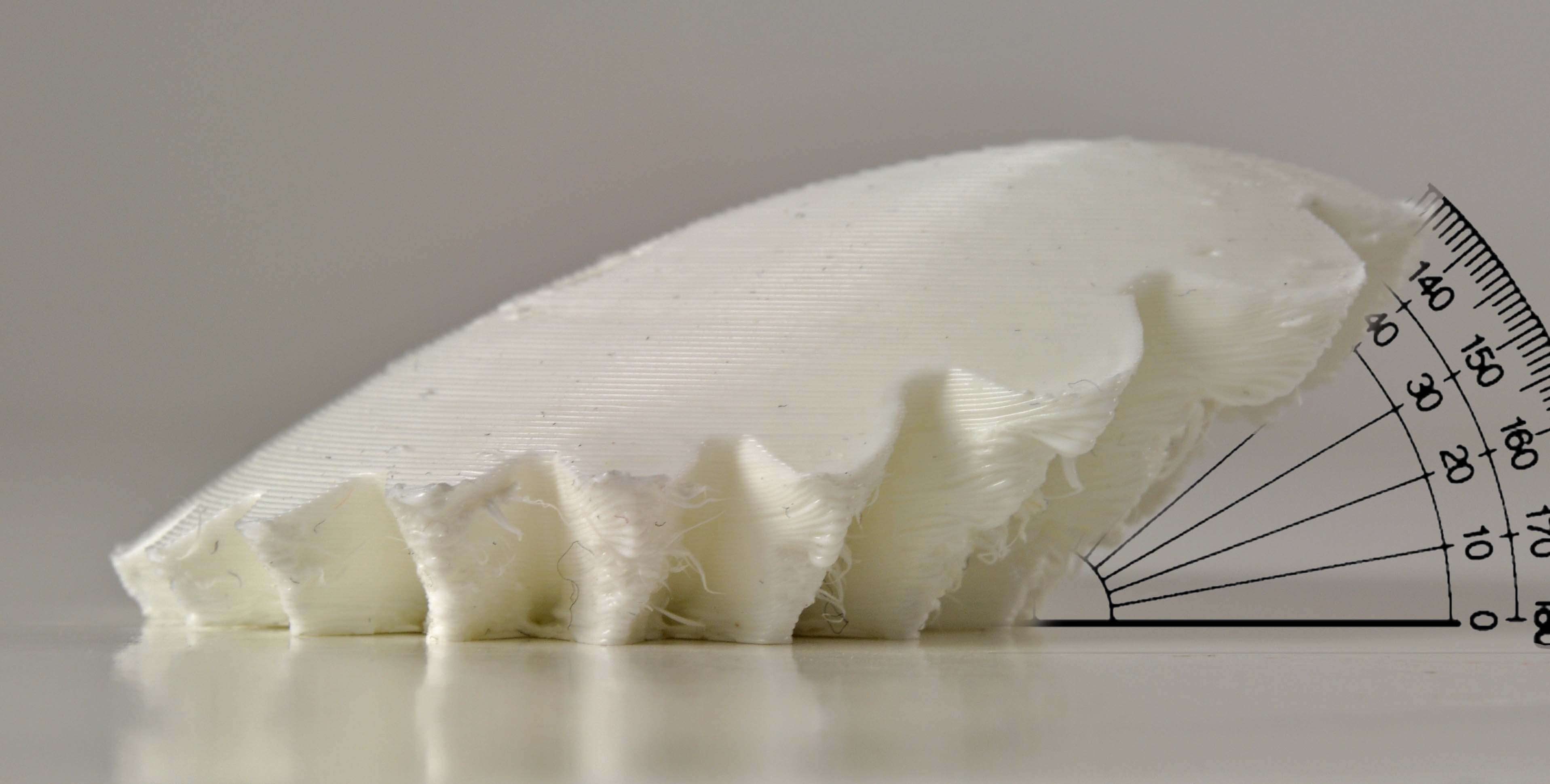
the poor print stems from the fact the tips of the gear-spokes curling upwards as shown in image 'P3'. In this image it doesn't appear to me too much of a problem but each subsiquent layer doing the same thing basically destroys the print.
I will do another test tonight, any suggestions on alterations to make to the Slic3r settings? /any other suggestions?
Edited 1 time(s). Last edit at 03/07/2014 05:41AM by 88Zombies.
Pretty much exactly the same thing happened.
Extruder temp:190
Heat bed: 60
extrusion multiplier: 1
layer thickness: 0.2
I made sure the cooling fan option was on
fan speed minimum: 45
could it be having trouble because it's an overhang? i didn't think this was the issue as it seems to have troubple printing all around the gear even where there isn't much of an overhang.
the poor print stems from the fact the tips of the gear-spokes curling upwards as shown in image 'P3'. In this image it doesn't appear to me too much of a problem but each subsiquent layer doing the same thing basically destroys the print.
I will do another test tonight, any suggestions on alterations to make to the Slic3r settings? /any other suggestions?
Edited 1 time(s). Last edit at 03/07/2014 05:41AM by 88Zombies.
|
Re: printing tips please, my print is all bubbly on one side mostly... March 07, 2014 05:35AM |
Registered: 10 years ago Posts: 36 |
|
Re: printing tips please, my print is all bubbly on one side mostly... March 07, 2014 06:02AM |
Registered: 10 years ago Posts: 135 |
Those sound like good ideas! I didnt think it would still extrude at 170, I will deff try this.
The 0.95 extrusion may be the ticket, less is more. hopefully.
It is strange, watching it print there just seems to be too much extruded when it loops back on it's self at the end of the gear spokes.
But I cant tell wether it is extruding too much on the gear-tips or if the tips are curling upwards through warping (maybe somthing to do with too much/too little heat/fan).
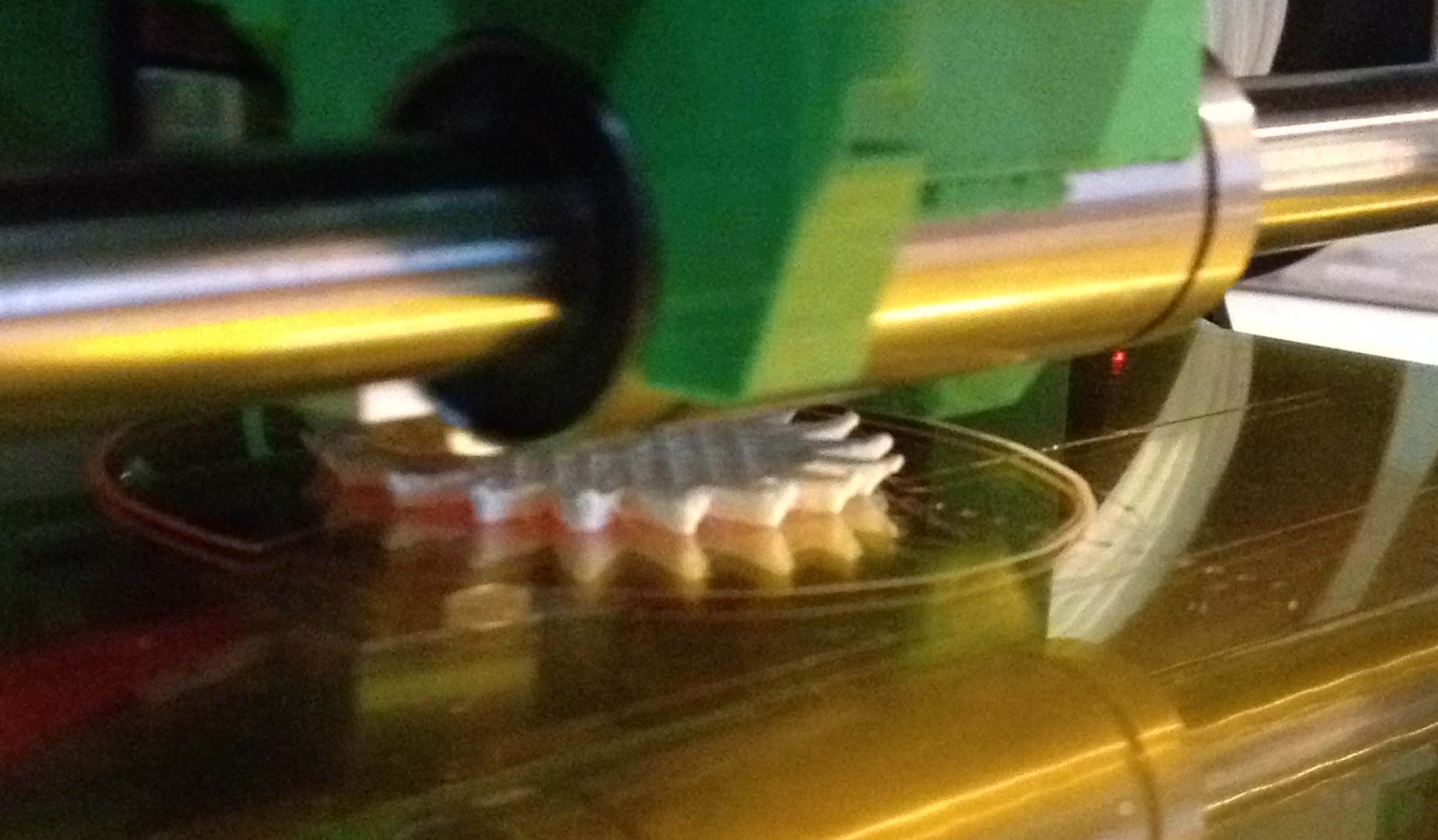
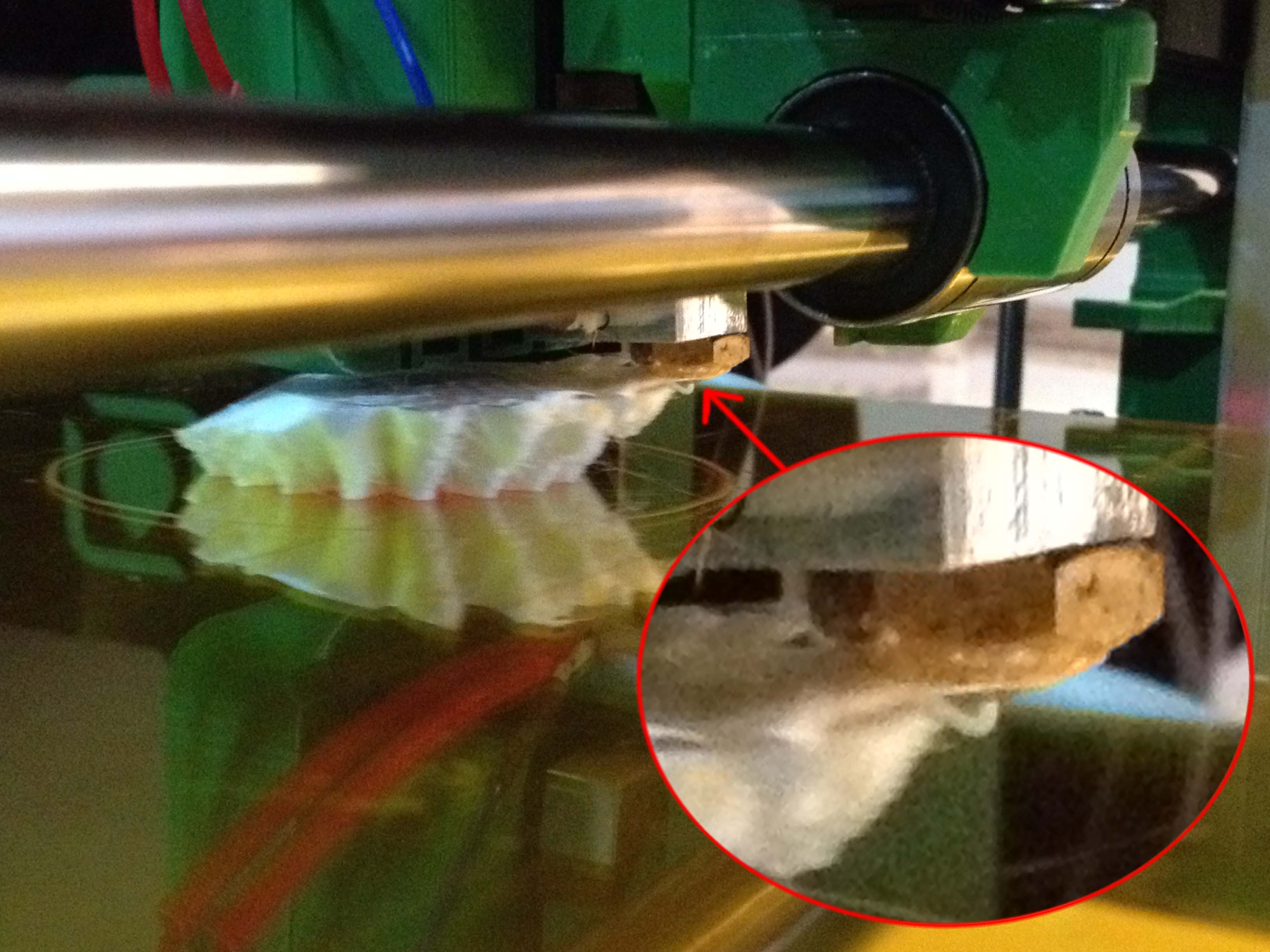
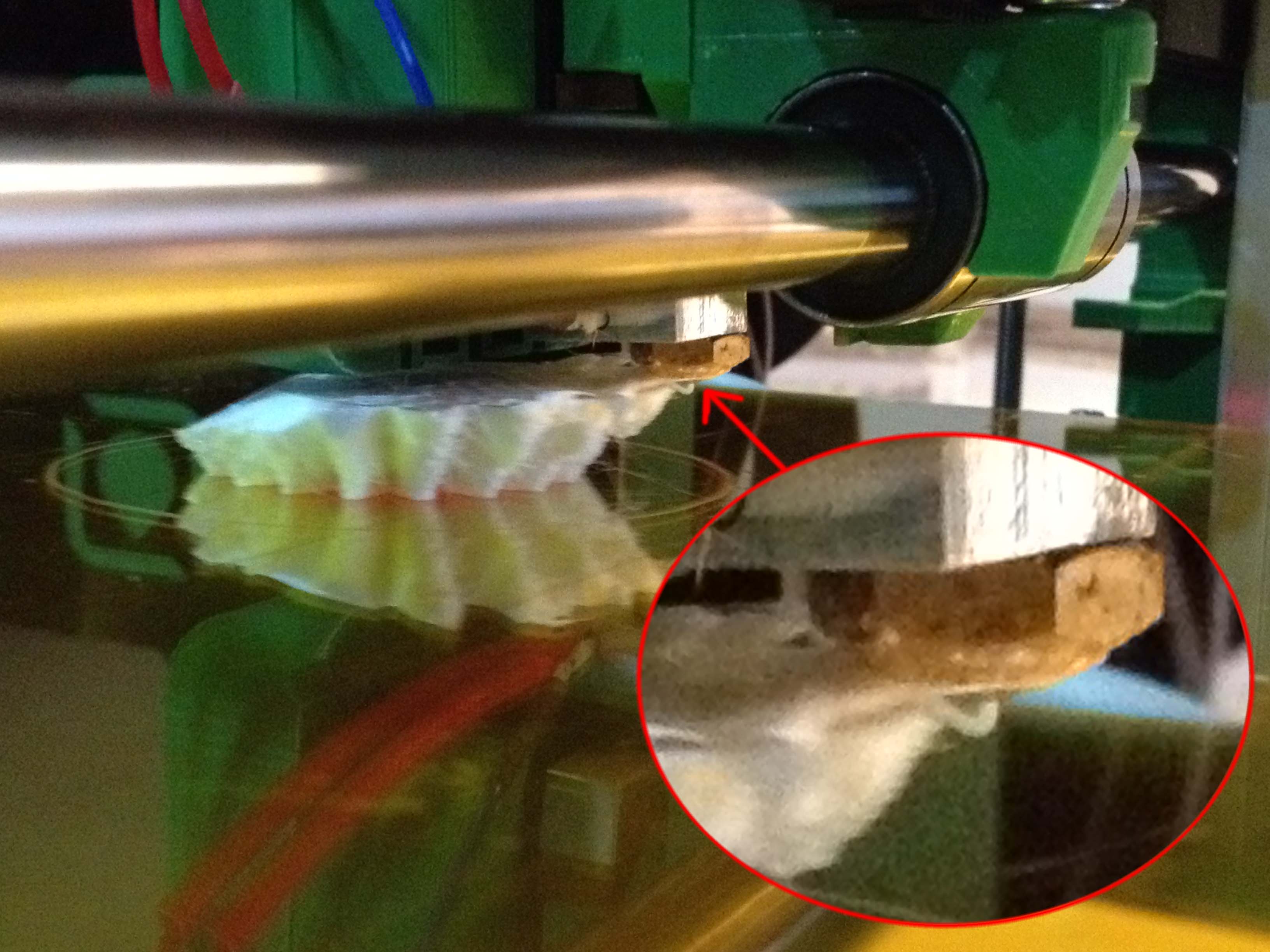
Attached is another image 'P4', on this you can see the nozzle is looping back on it's self extruding.
Edited 2 time(s). Last edit at 03/07/2014 06:07AM by 88Zombies.
The 0.95 extrusion may be the ticket, less is more. hopefully.
It is strange, watching it print there just seems to be too much extruded when it loops back on it's self at the end of the gear spokes.
But I cant tell wether it is extruding too much on the gear-tips or if the tips are curling upwards through warping (maybe somthing to do with too much/too little heat/fan).
Attached is another image 'P4', on this you can see the nozzle is looping back on it's self extruding.
Edited 2 time(s). Last edit at 03/07/2014 06:07AM by 88Zombies.
|
Re: printing tips please, my print is all bubbly on one side mostly... March 07, 2014 06:12AM |
Registered: 10 years ago Posts: 14,672 |
It might just be the angle of the photo, but it looks to me that your print head is sagging badly. When you look along the x-rod, do the nozzle, duct and fan appear to be vertical?
Large delta printer [miscsolutions.wordpress.com], E3D tool changer, Robotdigg SCARA printer, Crane Quad and Ormerod
Disclosure: I design Duet electronics and work on RepRapFirmware, [duet3d.com].
Large delta printer [miscsolutions.wordpress.com], E3D tool changer, Robotdigg SCARA printer, Crane Quad and Ormerod
Disclosure: I design Duet electronics and work on RepRapFirmware, [duet3d.com].
|
Re: printing tips please, my print is all bubbly on one side mostly... March 07, 2014 06:19AM |
Registered: 10 years ago Posts: 36 |
|
Re: printing tips please, my print is all bubbly on one side mostly... March 07, 2014 06:41AM |
Registered: 10 years ago Posts: 135 |
DC42;
It is at a slight angle (i think the photo 'P4' exaggerates this angle slightly) but I assumed this was to act as a suspension on the nozzle, just in case it lowered too much on the Z-Axis.
I thought I fixed this yesterday but looking that the photo it looks as though it's fallen out of place again!
I was considering slipping a hacksaw blade along the x-axis as suggested in the 'troubleshooting'.
I will double check this tonight, thank you
Mykey;
Yes I followed this, i took the nozzle mount apart yesterday to amend the nozzle height, so i double checked the extrusion rate again. I extruded 100mm, when i measured i found that 101.5 was extruded. I amended the config file accordingly but still had the issue shown in the images above. thank you
thank you
It is at a slight angle (i think the photo 'P4' exaggerates this angle slightly) but I assumed this was to act as a suspension on the nozzle, just in case it lowered too much on the Z-Axis.
I thought I fixed this yesterday but looking that the photo it looks as though it's fallen out of place again!
I was considering slipping a hacksaw blade along the x-axis as suggested in the 'troubleshooting'.
I will double check this tonight, thank you
Mykey;
Yes I followed this, i took the nozzle mount apart yesterday to amend the nozzle height, so i double checked the extrusion rate again. I extruded 100mm, when i measured i found that 101.5 was extruded. I amended the config file accordingly but still had the issue shown in the images above.
thank you
|
Re: printing tips please, my print is all bubbly on one side mostly... March 07, 2014 08:28AM |
Registered: 10 years ago Posts: 2,472 |
Quote
88Zombies
DC42;
It is at a slight angle (i think the photo 'P4' exaggerates this angle slightly) but I assumed this was to act as a suspension on the nozzle, just in case it lowered too much on the Z-Axis.
I thought I fixed this yesterday but looking that the photo it looks as though it's fallen out of place again!
I was considering slipping a hacksaw blade along the x-axis as suggested in the 'troubleshooting'.
I will double check this tonight, thank you
Mykey;
Yes I followed this, i took the nozzle mount apart yesterday to amend the nozzle height, so i double checked the extrusion rate again. I extruded 100mm, when i measured i found that 101.5 was extruded. I amended the config file accordingly but still had the issue shown in the images above.
Just setting the filament extrusion distance is not enough. You should also do the single-wall test to set your extrusion multiplier - slice a simple cube with the settings set to a single perimeter and no infill at all, and stop the print when the sides are high enough to measure their thickness. Look at the G code file with a text editor and see what the wall thickness should be (as stated in the first comment lines of Slic3r's G code, it will probably be 0.5mm). You average the thickness of the 4 sides. My extrusion factor is set to .833, (a 0.5mm wall actually measured 0.6mm, so set to 0.5/0.6) and I think most people have found that the default setting over-extrudes. It needs a different setting for different widths, and I suspect there is a bug in Slic3r. I think setting the cooling fan option is a waste of time because the Ormerod does not have any fan control so I don't think it does anything.
(edit) Also - most important - use DC42's latest firmware. The official release has a serious bug in its accelleration calculations that cause the movement to be incorrect at sharp corners, and this can exacerbate the blobs quite a bit (you will hear the difference). Also make sure your bowden cable icannot move significantly up and down at either end, and you have retraction set to 4mm - the default 1mm retraction definitely results in blobs and strings. With DC42's firmware you can increase the speed of printing moves to at least 80mm/s or so, and you may as well put the following line in Slic3r's start G code to enable such speeds (or your "config.g" file, or send it from the console):
M203 X6000 Y6000 Z240 E3000 ; Allow higher speeds for X & Y
Finally: I've found that Cura produces superior G code to Slic3r, which also reduces blobbing, so you might think about downloading a version of that - but you will also need the plugin given in the "Cura" thread to separate Z movements and change the extrusion to relative, else it won't print a thing!
Dave
(#106)
Edited 1 time(s). Last edit at 03/07/2014 08:45AM by dmould.
|
Re: printing tips please, my print is all bubbly on one side mostly... March 07, 2014 09:36AM |
Registered: 10 years ago Posts: 135 |
Wow thank you! that was really in depth, just what i need by the sounds of things.
Would you happnin to have a simple cube stl/g-code i could use?
I would draw one up myself but im on a friends laptop so i am programless.
This is also the reason i havn't yet installed the new firmware but i think i'm just going to bite the bullet on that an install tonight if I can.
many many thanks, i've read a little about testing wall thickness but that the first time i've understood it (i think)
Would you happnin to have a simple cube stl/g-code i could use?
I would draw one up myself but im on a friends laptop so i am programless.
This is also the reason i havn't yet installed the new firmware but i think i'm just going to bite the bullet on that an install tonight if I can.
many many thanks, i've read a little about testing wall thickness but that the first time i've understood it (i think)
|
Re: printing tips please, my print is all bubbly on one side mostly... March 07, 2014 09:42AM |
Registered: 10 years ago Posts: 2,472 |
|
Re: printing tips please, my print is all bubbly on one side mostly... March 07, 2014 09:47AM |
Registered: 10 years ago Posts: 135 |
|
Re: printing tips please, my print is all bubbly on one side mostly... March 07, 2014 09:54AM |
Registered: 10 years ago Posts: 2,472 |
Quote
88Zombies
boom, thank you!!! will give this a whirl!!
really appreciate the help
I've just added a single wall G file - it has no temperatures in it, so set them manually before printing else it will attemp to extrude cold! Prints a base of 3 layers then a single wall - stop before the top 'cos it won't bridge too well!
(edit) Darn! I just realised I left my extrusion multiplier in that G file so it won't give you the expected results - stand by and I'll change the code.
Update - changed G code in last post, so it should now be correct. The G code says the perimeter should be 0.5mm
Dave
(#106)
Edited 2 time(s). Last edit at 03/07/2014 09:59AM by dmould.
|
Re: printing tips please, my print is all bubbly on one side mostly... March 07, 2014 08:31PM |
Registered: 10 years ago Posts: 135 |
really sorry but i'm the epitome of a 3D printing noob.. how do I set the temp manually before i print?
should I just use pronterface and drop the nozzle temp after the 1st couple of layers?
or do i ammend the start of the gcode file?
; layer_height = 0.24
; perimeters = 1
; top_solid_layers = 4
; bottom_solid_layers = 3
; fill_density = 0
; perimeter_speed = 30
; infill_speed = 30
; travel_speed = 40
; nozzle_diameter = 0.5
; filament_diameter = 1.75
; extrusion_multiplier = 1
; perimeters extrusion width = 0.50mm
; infill extrusion width = 0.87mm
; solid infill extrusion width = 0.85mm
; top infill extrusion width = 0.85mm
; first layer extrusion width = 0.48mm
should I just use pronterface and drop the nozzle temp after the 1st couple of layers?
or do i ammend the start of the gcode file?
; layer_height = 0.24
; perimeters = 1
; top_solid_layers = 4
; bottom_solid_layers = 3
; fill_density = 0
; perimeter_speed = 30
; infill_speed = 30
; travel_speed = 40
; nozzle_diameter = 0.5
; filament_diameter = 1.75
; extrusion_multiplier = 1
; perimeters extrusion width = 0.50mm
; infill extrusion width = 0.87mm
; solid infill extrusion width = 0.85mm
; top infill extrusion width = 0.85mm
; first layer extrusion width = 0.48mm
|
Re: printing tips please, my print is all bubbly on one side mostly... March 07, 2014 09:51PM |
Registered: 10 years ago Posts: 578 |
when you're not printing you should be able to hit a button in the host (pronterface) after you type in a target temperature in the field next to it (on mine there's a button called bed and another called "heat" - you could also try typing
M140 Sxxx (where xxx= the temperature you want the bed to be)
or
M104 Sxxx (where xxx= the temp you want the hotend to be)
into the console part.
I use repetier host and the interface is a little better button wise, but the command line code is the same.
You'd then watch the temperature report from the host (providing you've enabled temperature monitoring - in pronterface you tick the "watch" box next to the bed and heat buttons I think)
and click "Print" when the temperature has been reached.
If you want to change the temperature on a later layer, you can either keep an eye on it then change it in the host using the buttons, or you could pre-edit the gcode by looking through it until you get to a layer change (in repetier the background colour toggles each alternate layer so pretty easy to find them, otherwise you can look for layer-change extruder retractions which look like this:
G1 X89.341 Y89.337 F3329.991 E0.00038
G1 F1800.000 E-1.50000 <---retraction before layer change
G1 Z0.720 F3600.000 <--- Z lift on layer change
G1 X88.666 Y88.666
G1 X95.352 Y92.999 Variable number of x/y moves
G1 X93.769 Y85.353
G1 X91.672 Y84.580
G1 F1800.000 E1.50000 <----return to extrusion point on next layer
where E-x.xxxx will be equal to the retraction you've set in slic3r (in this case I was retracting 1.5mm)
and then you can slip in a
M140 Sxxx (where xxx= the temperature you want the bed to be)
somewhere around the layer change using a text editor (or repetier's code editor).
On the whole, the bed temperature changes pretty damn slowly, so it's easy enough to just hit the button or type the command at roughly the right time (when you hear the Z drive go for instance). You might forget to do it once or twice, and you might decide that there's not much advantage in doing it - I don't see much difference on my prints either way, other people do.
Cheers
Ray
PS Editing the start code that you pasted wouldn't affect later codes - it's more a commentary on the following file for human consumption rather than a set of rules for the printer to follow (all text following a semicolon is ignored in gcode, rather like // ,(* , and <!-- in other coding)
Edited 2 time(s). Last edit at 03/07/2014 09:57PM by rayhicks.
M140 Sxxx (where xxx= the temperature you want the bed to be)
or
M104 Sxxx (where xxx= the temp you want the hotend to be)
into the console part.
I use repetier host and the interface is a little better button wise, but the command line code is the same.
You'd then watch the temperature report from the host (providing you've enabled temperature monitoring - in pronterface you tick the "watch" box next to the bed and heat buttons I think)
and click "Print" when the temperature has been reached.
If you want to change the temperature on a later layer, you can either keep an eye on it then change it in the host using the buttons, or you could pre-edit the gcode by looking through it until you get to a layer change (in repetier the background colour toggles each alternate layer so pretty easy to find them, otherwise you can look for layer-change extruder retractions which look like this:
G1 X89.341 Y89.337 F3329.991 E0.00038
G1 F1800.000 E-1.50000 <---retraction before layer change
G1 Z0.720 F3600.000 <--- Z lift on layer change
G1 X88.666 Y88.666
G1 X95.352 Y92.999 Variable number of x/y moves
G1 X93.769 Y85.353
G1 X91.672 Y84.580
G1 F1800.000 E1.50000 <----return to extrusion point on next layer
where E-x.xxxx will be equal to the retraction you've set in slic3r (in this case I was retracting 1.5mm)
and then you can slip in a
M140 Sxxx (where xxx= the temperature you want the bed to be)
somewhere around the layer change using a text editor (or repetier's code editor).
On the whole, the bed temperature changes pretty damn slowly, so it's easy enough to just hit the button or type the command at roughly the right time (when you hear the Z drive go for instance). You might forget to do it once or twice, and you might decide that there's not much advantage in doing it - I don't see much difference on my prints either way, other people do.
Cheers
Ray
PS Editing the start code that you pasted wouldn't affect later codes - it's more a commentary on the following file for human consumption rather than a set of rules for the printer to follow (all text following a semicolon is ignored in gcode, rather like // ,(* , and <!-- in other coding)
Edited 2 time(s). Last edit at 03/07/2014 09:57PM by rayhicks.
|
Re: printing tips please, my print is all bubbly on one side mostly... March 08, 2014 05:34PM |
Registered: 10 years ago Posts: 135 |
|
Re: printing tips please, my print is all bubbly on one side mostly... March 09, 2014 08:27AM |
Registered: 10 years ago Posts: 48 |
Quote
dmould
Just setting the filament extrusion distance is not enough. You should also do the single-wall test to set your extrusion multiplier - slice a simple cube with the settings set to a single perimeter and no infill at all, and stop the print when the sides are high enough to measure their thickness. Look at the G code file with a text editor and see what the wall thickness should be (as stated in the first comment lines of Slic3r's G code, it will probably be 0.5mm). You average the thickness of the 4 sides. My extrusion factor is set to .833, (a 0.5mm wall actually measured 0.6mm, so set to 0.5/0.6) and I think most people have found that the default setting over-extrudes. It needs a different setting for different widths, and I suspect there is a bug in Slic3r. I think setting the cooling fan option is a waste of time because the Ormerod does not have any fan control so I don't think it does anything.
(#106)
Before you do this, make sure you set the perimeter width in Slic3r to extruder diameter + layer height. The default perimeter width in Slic3r will take the extruder diameter (0.5) as perimeter width. When you extrude with diameter 0.5, you will always get a perimeter wider than that, independent of the amount you extrude. Therefore you will be setting the extruder multiplier to a incorrect value.
In my case, when I set the perimeter width to 0.75, I get a wall with that thickness, with an extruder multiplier of 1. If I set the perimeter width to 0.5, I get a 0.6 wall thickness.
|
Re: printing tips please, my print is all bubbly on one side mostly... March 09, 2014 08:30AM |
Registered: 10 years ago Posts: 48 |
|
Re: printing tips please, my print is all bubbly on one side mostly... March 09, 2014 09:13AM |
Registered: 10 years ago Posts: 578 |
|
Re: printing tips please, my print is all bubbly on one side mostly... March 09, 2014 09:22AM |
Registered: 10 years ago Posts: 48 |
Quote
rayhicks
I get a 0.5mm width from my 0.5mm nozzle, I'm not sure why you think it isn't possible
Ray
It's because of the way Slic3r calculate how much to extrude for a given perimeter width.
I ran some tests, see [Do some filaments shrink].
If you set correct extrusion parameters, you will get correct perimeter widths only if you set the perimeter width to at least the nozzle diameter + layer height.
You may be able to get 0.5mm width, but then you will have to set extruder parameters to incorrect values, which will affect other parts of the print as well.
Edited 2 time(s). Last edit at 03/09/2014 09:22AM by Flyskyhy.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Sorry, only registered users may post in this forum.