Slic3r ABS settigs help
Posted by dixied
|
Slic3r ABS settigs help March 24, 2014 08:44AM |
Registered: 10 years ago Posts: 21 |
Hi
I am slowly learning how to print ABS as half my prints need to be ABS. Looking at past posts i see that one person suggests 120 bed temp for the first layer then 90 for the rest with UHU glue on the bed.
Unfortunately when i select this in the slic3r settings it outputs just 65 for the bed. I can see that this is produced from the custom Gcode section in slic3r but wondered how i can get the software to print the first layer at 120 then the rest at 95 without me hacking into the file and changing it. I would struggle to find the point in the file just before the second layer starts.
I've managed to print an abs nozzle mount as it is small, and the result is very good, but larger prints ( Fan duct ) are warping.
Also my bed wont go past 100 degrees so i am hoping to replace the PSU tonight with a much more powerful unit.
Dean
I am slowly learning how to print ABS as half my prints need to be ABS. Looking at past posts i see that one person suggests 120 bed temp for the first layer then 90 for the rest with UHU glue on the bed.
Unfortunately when i select this in the slic3r settings it outputs just 65 for the bed. I can see that this is produced from the custom Gcode section in slic3r but wondered how i can get the software to print the first layer at 120 then the rest at 95 without me hacking into the file and changing it. I would struggle to find the point in the file just before the second layer starts.
I've managed to print an abs nozzle mount as it is small, and the result is very good, but larger prints ( Fan duct ) are warping.
Also my bed wont go past 100 degrees so i am hoping to replace the PSU tonight with a much more powerful unit.
Dean
|
Re: Slic3r ABS settigs help March 24, 2014 10:19AM |
Registered: 10 years ago Posts: 42 |
To find the point in the gcode file where the layer changes isn't as hard as you think. You know your layer height (0.24mm in my case). So you know the height of the second layer (0.48mm)
Open Gcode in notepad.
Click on the top line.
Press ctrl+F.
Type G1 Z
Select direction down.
Click find next until you see the line G1 Z0.48
Insert your custom temperature line above this.
Open Gcode in notepad.
Click on the top line.
Press ctrl+F.
Type G1 Z
Select direction down.
Click find next until you see the line G1 Z0.48
Insert your custom temperature line above this.
|
Re: Slic3r ABS settigs help March 24, 2014 12:33PM |
Registered: 10 years ago Posts: 21 |
|
Re: Slic3r ABS settigs help March 24, 2014 12:50PM |
Registered: 10 years ago Posts: 665 |
Hi,
Slic3r can do it, but for some reason the official Ormerod Slic3r settings use fixed bed temperatures. Open Slic3r, go to Printer Settings -> Custom G-Code and replace the Start G-code with the following:
In case you experience warping when printing on that UHU glue layer, try cleaning the bed with some Isopropanol. That should help.
Slic3r can do it, but for some reason the official Ormerod Slic3r settings use fixed bed temperatures. Open Slic3r, go to Printer Settings -> Custom G-Code and replace the Start G-code with the following:
G21 ; set units to millimeters G90 ; use absolute coordinates M83 ; use relative distances for extrusion M140 S[first_layer_bed_temperature]; Set bed temperature G1 X2 Y50 F2000; Go to wait for warm position M116; Wait for all temperatures G10 P0 S[first_layer_temperature] R0 ; Set extruder temperature T0; Select extruder M116; Wait for all temperatures
In case you experience warping when printing on that UHU glue layer, try cleaning the bed with some Isopropanol. That should help.
|
Re: Slic3r ABS settigs help April 22, 2014 10:09AM |
Registered: 10 years ago Posts: 73 |
hI,
I use this Topic to ask some help about ABS setting:
Actually I'm printing ABS but I'have some difficulty with the setting, can anyone help me???
the print have some bubble (it could be a filament problem due to humidity, i'll try to dry it soon)
but the bigger problem is that the layer don't have a good adesion to the other.
I'll post some picture as soon as possible
I use this Topic to ask some help about ABS setting:
Actually I'm printing ABS but I'have some difficulty with the setting, can anyone help me???
the print have some bubble (it could be a filament problem due to humidity, i'll try to dry it soon)
but the bigger problem is that the layer don't have a good adesion to the other.
I'll post some picture as soon as possible
|
Re: Slic3r ABS settigs help April 22, 2014 10:52AM |
Registered: 10 years ago Posts: 2,472 |
I've been printing ABS for quite a while, and now use the following settings:
Bed temp 110 for all layers
Hotend temp 230 deg in general, 240 deg if no bridges or small perimeters
For the bed adhesion, I've dissolved some scrap ABS filament in acetone to make a thin watery solution, and I paint the glass with that using a brush. The exact amount of ABS in the acetone does not seem too important - if the coating looks a bit thin (too transparent) after it dries, paint another coat and add more ABS to your solution for next time - so long as the glass looks "frosty" after it dries the adhesion will be good. Best to dissolve either white or "natural" ABS to avoid colouring your print. Just keep patching up the glass by painting the bald spots for the next print until the surface feels too patchy and bumpy, at which time clean the whole glass & re-coat (usually comes off under running hot water, else use a kitchen towel soaked in acetone).
Dave
(#106)
Bed temp 110 for all layers
Hotend temp 230 deg in general, 240 deg if no bridges or small perimeters
For the bed adhesion, I've dissolved some scrap ABS filament in acetone to make a thin watery solution, and I paint the glass with that using a brush. The exact amount of ABS in the acetone does not seem too important - if the coating looks a bit thin (too transparent) after it dries, paint another coat and add more ABS to your solution for next time - so long as the glass looks "frosty" after it dries the adhesion will be good. Best to dissolve either white or "natural" ABS to avoid colouring your print. Just keep patching up the glass by painting the bald spots for the next print until the surface feels too patchy and bumpy, at which time clean the whole glass & re-coat (usually comes off under running hot water, else use a kitchen towel soaked in acetone).
Dave
(#106)
|
Re: Slic3r ABS settigs help April 22, 2014 11:25AM |
Registered: 10 years ago Posts: 73 |
Hi Dave, thanks for your advice.
My actually setting is similar to yours:
I print on UHU coating (UHU mix with water to make it fluid and then poured on the glass and tilt until it is completely covered, then put the glass on the hot bed and dry it while waiting the bed reach 110°)
Bed temperature 110° first layer and 100° the other
Extrusion temperature 240°
Printing speed 30mm/s (too high?, I have reduce to 25 but haven't try it)
Brim 10mm
Retraction 5mm at 45mm/s and whipe on retraction option enabled
With this setting I see that after some pressure the layer suffer delamination and in many case there are some bloob that interfere with print quality and leave my layer like step missing or belt slipping.
also the top layer don't look nice, it seem blooby and like the ABS was dragged...
When I start with ABS I change some setting about temperature but I haven't change the extrusion multiplier, could it be a problem?
Edited 1 time(s). Last edit at 04/22/2014 11:26AM by Zonzo.
My actually setting is similar to yours:
I print on UHU coating (UHU mix with water to make it fluid and then poured on the glass and tilt until it is completely covered, then put the glass on the hot bed and dry it while waiting the bed reach 110°)
Bed temperature 110° first layer and 100° the other
Extrusion temperature 240°
Printing speed 30mm/s (too high?, I have reduce to 25 but haven't try it)
Brim 10mm
Retraction 5mm at 45mm/s and whipe on retraction option enabled
With this setting I see that after some pressure the layer suffer delamination and in many case there are some bloob that interfere with print quality and leave my layer like step missing or belt slipping.
also the top layer don't look nice, it seem blooby and like the ABS was dragged...
When I start with ABS I change some setting about temperature but I haven't change the extrusion multiplier, could it be a problem?
Edited 1 time(s). Last edit at 04/22/2014 11:26AM by Zonzo.
|
Re: Slic3r ABS settigs help April 22, 2014 12:12PM |
Registered: 10 years ago Posts: 2,472 |
Quote
Zonzo
Hi Dave, thanks for your advice.
My actually setting is similar to yours:
I print on UHU coating (UHU mix with water to make it fluid and then poured on the glass and tilt until it is completely covered, then put the glass on the hot bed and dry it while waiting the bed reach 110°)
Bed temperature 110° first layer and 100° the other
Extrusion temperature 240°
Printing speed 30mm/s (too high?, I have reduce to 25 but haven't try it)
Brim 10mm
Retraction 5mm at 45mm/s and whipe on retraction option enabled
With this setting I see that after some pressure the layer suffer delamination and in many case there are some bloob that interfere with print quality and leave my layer like step missing or belt slipping.
also the top layer don't look nice, it seem blooby and like the ABS was dragged...
When I start with ABS I change some setting about temperature but I haven't change the extrusion multiplier, could it be a problem?
Hmmm - my normal print speed is 60mm/s and I do not have the same degree of problems as you are describing despite having almost the same settings. I can print at 70mm/s if the layer thickness is under 0.2mm, but at 0.2mm and higher my extruder starts slipping at that speed because it cannot push the plastic fast enough. The faster speeds cause small humps at each corner (I think due to extruder lag), but usually nothing to worry about. I also rarely use a brim, except for very small prints. My biggest problem is if I need to print a large diameter horizontal hole - when the top halves get close to each other the thin sharp edges start rising up and catch the nozzle, either making the stepper skip or tearing the print off the bed. If I'm lucky I can manage to press the edges down by hand just after they have been printed for the few layers just before the top of the hole bridges. You should also have shrinkage in mind when designing your part. Thick walls or columns shrink more than thin walls/columns, so if you have thicker parts on one side of your design it will cause that side to pull up and warp or delaminate. Try to make such structures hollow if you can, or use 20% or less infill.
I did a thin wall test to set my extrusion multiplier, which turned out to be 0.833 - before I changed that it was over-extruding.
I also find I need at least 4 solid layers on top otherwise the infill pattern shows through, and more layers if using low infill.
Maybe you could measure the temperature of your hotend to ensure your setting is accurate. A wire type thermocouple can be fed down the Bowden tube and measure the temperature from inside the nozzle.
Do you have the same issues with different colours of ABS? I've found that some colours print much better than others, and some of the fluorescent and glow-in-the-dark filaments are terrible and must be printed at a far lower speed or they granulate and tear while printing.
Also I assume you are using DC42's firmware? The RRP firmware cannot be used at fast speeds because it has a bug in its acceleration algorithm.
In case you are interested I have attached the G file of a part sliced with my standard settings (compressed with WinRar) that prints reasonably for me apart for the bridging of the larger tube (which is messy but usable after a bit of cleaning-up with a file) in case you want to try it and see how it prints for you. It has a fair bit of fine detail and some horizontal tubes - total print time is just under 2 hours, but obviously you can stop it at any stage. It might show whether it is your settings that are responsible or a difference in our printers.
Dave
(#106)
|
Re: Slic3r ABS settigs help April 22, 2014 02:13PM |
Registered: 10 years ago Posts: 73 |
Thanks Dave,
I'l print your gcode tomorrow in the morning so I can post the picture immediatly
PS: using a gcode viewer I see the print speed of your file to 30mm/s instead of 60 as I can see from the head of the gcode... is that a viewer error or a bug of Slic3r?
and also I can see from the gcode that you set the layer to 0.2 instead of the standard 0.24, is that the result of some test to have a better quality with ABS or it is the same of PLA?
Giuliano
I'l print your gcode tomorrow in the morning so I can post the picture immediatly
PS: using a gcode viewer I see the print speed of your file to 30mm/s instead of 60 as I can see from the head of the gcode... is that a viewer error or a bug of Slic3r?
and also I can see from the gcode that you set the layer to 0.2 instead of the standard 0.24, is that the result of some test to have a better quality with ABS or it is the same of PLA?
Giuliano
|
Re: Slic3r ABS settigs help April 22, 2014 02:40PM |
Registered: 10 years ago Posts: 73 |
Dave, about the cooling what kind of hardware setting are you use?
What airduct ar you using?
For my last ABS print I have remove the air duct and mount only the alluminium sink wiith orizontal air flow direction and the fan, so the fan can cooling the noozle block without too much air to the print pieces...
What airduct ar you using?
For my last ABS print I have remove the air duct and mount only the alluminium sink wiith orizontal air flow direction and the fan, so the fan can cooling the noozle block without too much air to the print pieces...
|
Re: Slic3r ABS settigs help April 23, 2014 08:17AM |
Registered: 10 years ago Posts: 2,472 |
Quote
Zonzo
Thanks Dave,
I'l print your gcode tomorrow in the morning so I can post the picture immediatly
PS: using a gcode viewer I see the print speed of your file to 30mm/s instead of 60 as I can see from the head of the gcode... is that a viewer error or a bug of Slic3r?
and also I can see from the gcode that you set the layer to 0.2 instead of the standard 0.24, is that the result of some test to have a better quality with ABS or it is the same of PLA?
Giuliano
The first layer is at 50% speed. You'll see that the speed increases to 60mm/s for other layers, 40mm/s for external perimeters (to reduce corner blobbing) and 20mm/s for bridges. I am using a modified Ormerod hotend (hacksaw job!) - I have cut off the air nozzles and blocked that duct - instead I have a hole drilled in the top to allow airflow. I also have a fan backwash deflector fitted. If you still have the original mount that blows air onto the nozzle, I'd be interested to see whether the bridging at the top of the larger tube works better than it did for me - though my result was plenty adequate for the job.
Layer height is indeed 0.2mm. This creates a slightly more accurate round section for the horizontal pipe sockets - at 0.24mm the 8mm pipe sockets have more pronounced steps and so need more filing work to get a snug fit onto the pipe. When I don't need such thin layers I use 0.25mm layer height rather than 0.24mm - the reason being that I keep the intended layer height in mind when I make the design, and use vertical sizes that are an exact multiple of layer height. Working out dimensions and positions with a 0.24mm layer height is hard work, but with 0.2mm or 0.25mm layer height it is a doddle.
Dave
(#106)
|
Re: Slic3r ABS settigs help April 23, 2014 02:51PM |
Registered: 10 years ago Posts: 73 |
Hi Dave,
the print was amazing!!!!
Your setting work really well for me!
Also the extrusion multiplier is better than mine (I haven't change it when I have start to print ABS, i have mantain the PLA setting

The speed was really good and don't leave any defect or controindication on the print.
My ABS filament is a Fluorescent Red (yes, that damn fluorescent color...)
Before launch your gcode I have made some little adjustment in my hardware setting, in the previous print I notice that the noozle wasn't perfect perpendicular to the bed, it is ok if looked from the front but slightly angled if viewed from the side... now it is much better and I can see the difference from the bottom side of the print.
The rom temperature was set to 22°.
I love the results
but I've stop the printer in the midle of the print (sorry I have divided my 1kg spool to one smaller to reduce the risk of ruining it with the ambient humidity also due to the drying of the print substrate made with the mix of water and UHU, so this morning when the print was not yet over and the reel was running out, I decided to suspend it without thinking about the top side and the bridge to test... i'll print it again soon)
In any case I WANT YOUR SETTING!!!!!!!!

I have try to set some similar setting but there is something wrong, probably the travel speed because my belt lost some steps and it give me some problem!
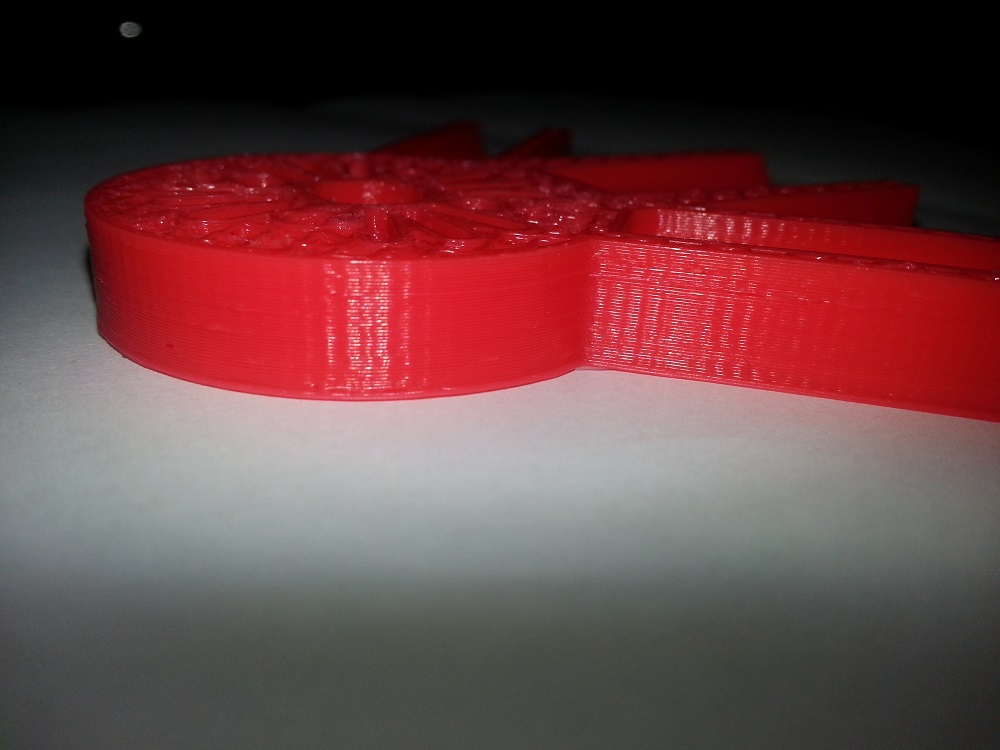
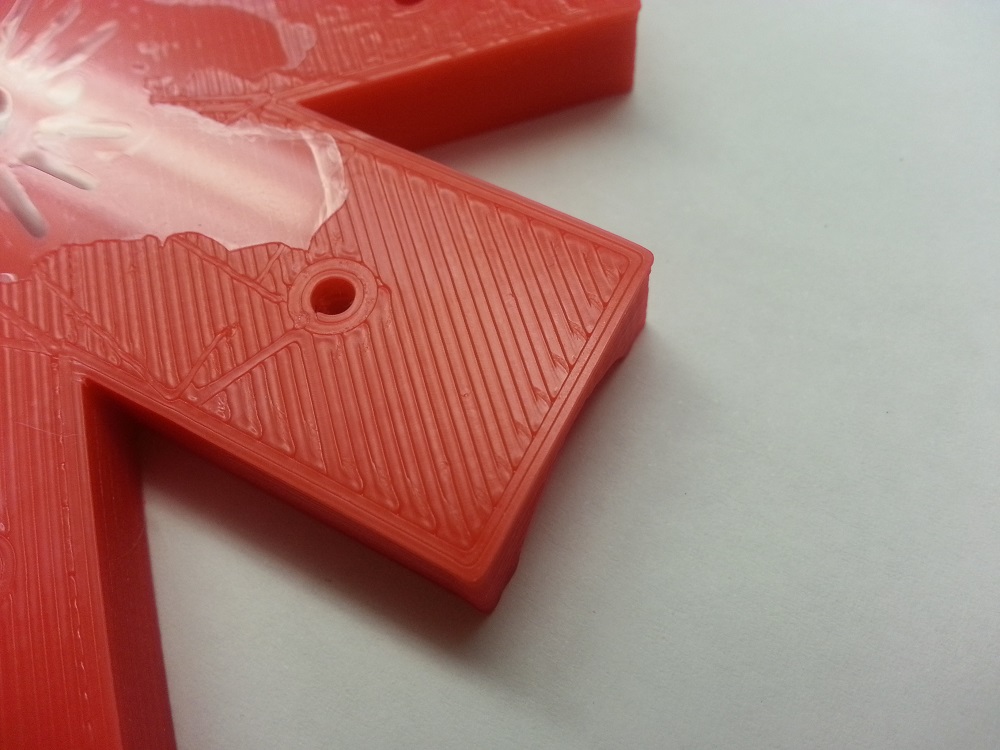
her enclosed some picture of your gcode or at least the half that I've print
the print was amazing!!!!
Your setting work really well for me!
Also the extrusion multiplier is better than mine (I haven't change it when I have start to print ABS, i have mantain the PLA setting
The speed was really good and don't leave any defect or controindication on the print.
My ABS filament is a Fluorescent Red (yes, that damn fluorescent color...)
Before launch your gcode I have made some little adjustment in my hardware setting, in the previous print I notice that the noozle wasn't perfect perpendicular to the bed, it is ok if looked from the front but slightly angled if viewed from the side... now it is much better and I can see the difference from the bottom side of the print.
The rom temperature was set to 22°.
I love the results
but I've stop the printer in the midle of the print (sorry I have divided my 1kg spool to one smaller to reduce the risk of ruining it with the ambient humidity also due to the drying of the print substrate made with the mix of water and UHU, so this morning when the print was not yet over and the reel was running out, I decided to suspend it without thinking about the top side and the bridge to test... i'll print it again soon)
In any case I WANT YOUR SETTING!!!!!!!!
I have try to set some similar setting but there is something wrong, probably the travel speed because my belt lost some steps and it give me some problem!
her enclosed some picture of your gcode or at least the half that I've print
|
Re: Slic3r ABS settigs help April 23, 2014 03:31PM |
Registered: 10 years ago Posts: 2,472 |
Quote
Zonzo
Hi Dave,
the print was amazing!!!!
Your setting work really well for me!
I'm pleased that it works for you - so it's not your printer at fault!
I'm not near my printing PC right now, but I'll post my settings (and a pic of one of my prints of the same part) later tonight.
Dave
(#106)
|
Re: Slic3r ABS settigs help April 23, 2014 03:38PM |
Registered: 10 years ago Posts: 2,472 |
|
Re: Slic3r ABS settigs help April 23, 2014 03:39PM |
Registered: 10 years ago Posts: 73 |
|
Re: Slic3r ABS settigs help April 23, 2014 06:25PM |
Registered: 10 years ago Posts: 2,472 |
|
Re: Slic3r ABS settigs help April 23, 2014 08:36PM |
Registered: 10 years ago Posts: 73 |
|
Re: Slic3r ABS settigs help May 14, 2014 06:45AM |
Registered: 10 years ago Posts: 135 |
Hello!
Noob question @ dmould...
how do I apply your "config.ini" ABS printing settings?
do i add them mnually or is there a way to pop them in the 3 folders like the ormerod0.5 slic3r settings??
also..
I have just ordered some ABS to attempt to print, never tried before.
I read a reccommendation a while back about 1st printing some spare parts for the ormerod beacuse of the high temperatures used.
Which parts sould i make spares of??
Slightly nervous about printing in ABS, only just got the machine to a nice quality with PLA...
Noob question @ dmould...
how do I apply your "config.ini" ABS printing settings?
do i add them mnually or is there a way to pop them in the 3 folders like the ormerod0.5 slic3r settings??
also..
I have just ordered some ABS to attempt to print, never tried before.
I read a reccommendation a while back about 1st printing some spare parts for the ormerod beacuse of the high temperatures used.
Which parts sould i make spares of??
Slightly nervous about printing in ABS, only just got the machine to a nice quality with PLA...
|
Re: Slic3r ABS settigs help May 14, 2014 06:53AM |
Registered: 10 years ago Posts: 1,230 |
Quote
88Zombies
I have just ordered some ABS to attempt to print, never tried before.
I read a reccommendation a while back about 1st printing some spare parts for the ormerod beacuse of the high temperatures used.
Which parts sould i make spares of??
Slightly nervous about printing in ABS, only just got the machine to a nice quality with PLA...
Hi all 88Zombies
Take a look at this posting, my very first ABS print - with a picture of what I think you should print first
[forums.reprap.org]
Erik
|
Re: Slic3r ABS settigs help May 14, 2014 07:50AM |
Registered: 10 years ago Posts: 135 |

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
|
Re: Slic3r ABS settigs help May 14, 2014 10:13AM |
Registered: 10 years ago Posts: 2,472 |
Quote
88Zombies
Hello!
Noob question @ dmould...
how do I apply your "config.ini" ABS printing settings?
do i add them mnually or is there a way to pop them in the 3 folders like the ormerod0.5 slic3r settings??
also..
I have just ordered some ABS to attempt to print, never tried before.
I read a reccommendation a while back about 1st printing some spare parts for the ormerod beacuse of the high temperatures used.
Which parts sould i make spares of??
Slightly nervous about printing in ABS, only just got the machine to a nice quality with PLA...
When you first open Slic3r, click "File" (top left), and select "Load Config". Browse to where you have saved my config file and select that. All your settings will change, but to keep them permanately you will need to click on each tab ("Print Settings", Filament Settings" and "Printer Settings") and in each case click "Save Print Settings" (the floppy disk icon). When you click that icon you are invited to change the name - choose a different name and you will be able to go back to your old settings easily. I have 3 settings set up - "PLA", "ABS" and "ABS Fine", but you can set up as many variations as you like for different types of print.
Print hotend parts first, then X-carriage, then extruder body, then fan mount. For insurance you could start by printing all of those parts in PLA so you have replacements should they fail while printing them in ABS - but I didn't do that.
Dave
(#106)
|
Re: Slic3r ABS settigs help May 14, 2014 10:34AM |
Registered: 10 years ago Posts: 135 |
|
Re: Slic3r ABS settigs help May 14, 2014 12:00PM |
Registered: 10 years ago Posts: 1,230 |
Quote
88Zombies
Ah great,
will get some spares of this tonight..
what are the pieces circled in pink?
and where did you get teh mod circled in blue??
many thanks
It's all here, Johnaeto's Control air to the nozzles mod, I did not dare print Kim's big blue as my first ABS print so chose this one, and it works beautifully and preserve the original ormerod design
note that if you use dc42's probe you will have to cut of the cable strip attaching ear
att Johneato: great mod, thank you!
[forums.reprap.org]
Erik
Sorry, only registered users may post in this forum.