.3mm quickset nozzle woes!
Posted by Yella3D
|
.3mm quickset nozzle woes! April 08, 2015 12:17PM |
Registered: 9 years ago Posts: 62 |
Hello fellow ormerodians.
I've spent the last 2 days fighting to get a print from my new quickset 0.3mm nozzle which came with my dual extrusion mod from RRP.
I've successfully printed many things with my old 0.3mm original (RRP M5 SS) nozzle, but this new one has had me pulling my hair out!
I've tried 2 different .3 nozzles, stripped, cleaned and reassembled them a few times, but still no go.
It will extrude for a start, then during the print, at different layers, it just stops, causing the extruder to skip, or strip the filament. Stopping the print and backing up the filament 15mm starts it flowing again, but if I leave it for a few seconds, it blocks again. If I continue extruding after backing the filament up, it keeps flowing. It's only if I stop, or mid print when it gives up.
I've slowed the print right down, increased the temp in steps from 185 to 220, decreased the extrusion multiplier from 100 all the way down to 60, but it still happens.
I know the Bowden tube is all the way in the nozzle, and there are no snags, both nozzles have been properly cleaned a couple of times.
I bought the dual extruder mod so I could have mixed size nozzles, but up to now, I've managed half a print and I'm about ready to throw in the towel.
Anyone having similar issues, or have any advice.
Thanks
I've spent the last 2 days fighting to get a print from my new quickset 0.3mm nozzle which came with my dual extrusion mod from RRP.
I've successfully printed many things with my old 0.3mm original (RRP M5 SS) nozzle, but this new one has had me pulling my hair out!
I've tried 2 different .3 nozzles, stripped, cleaned and reassembled them a few times, but still no go.
It will extrude for a start, then during the print, at different layers, it just stops, causing the extruder to skip, or strip the filament. Stopping the print and backing up the filament 15mm starts it flowing again, but if I leave it for a few seconds, it blocks again. If I continue extruding after backing the filament up, it keeps flowing. It's only if I stop, or mid print when it gives up.
I've slowed the print right down, increased the temp in steps from 185 to 220, decreased the extrusion multiplier from 100 all the way down to 60, but it still happens.
I know the Bowden tube is all the way in the nozzle, and there are no snags, both nozzles have been properly cleaned a couple of times.
I bought the dual extruder mod so I could have mixed size nozzles, but up to now, I've managed half a print and I'm about ready to throw in the towel.
Anyone having similar issues, or have any advice.
Thanks
|
Re: .3mm quickset nozzle woes! April 08, 2015 01:55PM |
Registered: 10 years ago Posts: 665 |
Two suggestions:
1) Verify there is no free space between the nozzle mount and the heatsink. If the nozzle mount isn't cooled, your filament melts up too far and that might cause the symptoms you described.
2) Does the bowden tube go all the way down to the nozzle? Ensure there is no free space between the nozzle and the bowden tube.
1) Verify there is no free space between the nozzle mount and the heatsink. If the nozzle mount isn't cooled, your filament melts up too far and that might cause the symptoms you described.
2) Does the bowden tube go all the way down to the nozzle? Ensure there is no free space between the nozzle and the bowden tube.
|
Re: .3mm quickset nozzle woes! April 08, 2015 05:45PM |
Registered: 9 years ago Posts: 5 |
I'm printing with the new dual nozzle .3 setup for 3 weeks now and I'm pleased with the results, esp. the quality of the top layer surfaces. I had a congestion only once starting up for a new print - so wait with throwing them away!
What I did during assembly:
1) Made sure the bowden end is really cut square. I placed against a cube and cut down along the side of the cube with a razor blade
2) Thightened th tapered nut really well against the heater block - as the new nozzle has a smaller diameter more heat has to flow through the nut to the tip of the nozzle.
3) Look that the top of the tapered nut and the bottom of the heater block are really flat and free of oxides. Dissassembling you should see fine scratches on the whole surface, not only one big (mine were good)
4) As oozing isn't as big a problem with .3 nozzles, cooled down the nozzle only 5 degrees for standby: G10 P0 S185 R180
Hope that helps!
What I did during assembly:
1) Made sure the bowden end is really cut square. I placed against a cube and cut down along the side of the cube with a razor blade
2) Thightened th tapered nut really well against the heater block - as the new nozzle has a smaller diameter more heat has to flow through the nut to the tip of the nozzle.
3) Look that the top of the tapered nut and the bottom of the heater block are really flat and free of oxides. Dissassembling you should see fine scratches on the whole surface, not only one big (mine were good)
4) As oozing isn't as big a problem with .3 nozzles, cooled down the nozzle only 5 degrees for standby: G10 P0 S185 R180
Hope that helps!
|
Re: .3mm quickset nozzle woes! April 08, 2015 11:00PM |
Registered: 9 years ago Posts: 62 |
ZPL/Tamino.
Thank you both for your input.
I will have another look at things when I get home.
I will make sure all the surfaces are flat and clean, I did make sure everything was good when assembling, but it wont hurt to look again.
I did square of the end a few times during disassembly/assembly.
I had operating and standby temps set the same, so there was no pause. it's only a small test print. the blockages didn't seem to happen during tool change.
One thing I have noticed is that the internal thread doesn't go all the way to the step inside the nozzle, it looks to stop about 2 threads above. Tamino, did you taper the end of the Bowden tube at all? did you wind out the tube and look at the end?
I'm also wondering if over tightening would cause the Bowden to pinch the filament where the threads stop.
I'll report back later.
Thanks again guys.
Thank you both for your input.
I will have another look at things when I get home.
I will make sure all the surfaces are flat and clean, I did make sure everything was good when assembling, but it wont hurt to look again.
I did square of the end a few times during disassembly/assembly.
I had operating and standby temps set the same, so there was no pause. it's only a small test print. the blockages didn't seem to happen during tool change.
One thing I have noticed is that the internal thread doesn't go all the way to the step inside the nozzle, it looks to stop about 2 threads above. Tamino, did you taper the end of the Bowden tube at all? did you wind out the tube and look at the end?
I'm also wondering if over tightening would cause the Bowden to pinch the filament where the threads stop.
I'll report back later.
Thanks again guys.
|
Re: .3mm quickset nozzle woes! April 09, 2015 02:42AM |
Registered: 9 years ago Posts: 5 |
No, I didn't taper the tube - it went into the thread with little force. What I did was to move it out again after threading and drilled it out again with a 2.5mm drill. The material coming out was nearly as much as in the first place. Then I put it in again and turned until it came to a full stop, even against increasing force at the end.
What I did notice was a substantially higher diameter of the molten filament: when pulling out completly it somti
es did not make it throgh the brass end at the extruder side. ,
Edited 1 time(s). Last edit at 04/09/2015 02:46AM by tamino.
What I did notice was a substantially higher diameter of the molten filament: when pulling out completly it somti
es did not make it throgh the brass end at the extruder side. ,
Edited 1 time(s). Last edit at 04/09/2015 02:46AM by tamino.
|
Re: .3mm quickset nozzle woes! April 09, 2015 01:16PM |
Registered: 9 years ago Posts: 62 |
So I've disassembled and checked everything again, all looks good.
I unscrewed the Bowden tube from the nozzle and drilled it out to 2.5 mm again, Tamino was right, as much ptfe was removed as the first pass, I thought this might do the job figuring that it was a bit tight on the inside before. I'm not sure if the Bowden tubing expands with heat, which now with having a thicker ptfe wall would be exaggerated. For an extra measure I also chamfered off the end with a pencil sharpener and trimmed it back so that about 1mm chamfer was left.
After assembly, I extruded about 50mm of filament through for good measure, then started a print. The extrusion was a bit poor on the first layer and I could see the Bowden buckling under pressure, until on the second layer it started to slip. I left the print going and it did get a bit better, but still not good.
More testing tomorrow.
I unscrewed the Bowden tube from the nozzle and drilled it out to 2.5 mm again, Tamino was right, as much ptfe was removed as the first pass, I thought this might do the job figuring that it was a bit tight on the inside before. I'm not sure if the Bowden tubing expands with heat, which now with having a thicker ptfe wall would be exaggerated. For an extra measure I also chamfered off the end with a pencil sharpener and trimmed it back so that about 1mm chamfer was left.
After assembly, I extruded about 50mm of filament through for good measure, then started a print. The extrusion was a bit poor on the first layer and I could see the Bowden buckling under pressure, until on the second layer it started to slip. I left the print going and it did get a bit better, but still not good.
More testing tomorrow.
|
Re: .3mm quickset nozzle woes! April 09, 2015 04:41PM |
Registered: 9 years ago Posts: 638 |
|
Re: .3mm quickset nozzle woes! April 10, 2015 08:00AM |
Registered: 10 years ago Posts: 2,472 |
Quote
Yella3D
So I've disassembled and checked everything again, all looks good.
I unscrewed the Bowden tube from the nozzle and drilled it out to 2.5 mm again, Tamino was right, as much ptfe was removed as the first pass, I thought this might do the job figuring that it was a bit tight on the inside before. I'm not sure if the Bowden tubing expands with heat, which now with having a thicker ptfe wall would be exaggerated. For an extra measure I also chamfered off the end with a pencil sharpener and trimmed it back so that about 1mm chamfer was left.
After assembly, I extruded about 50mm of filament through for good measure, then started a print. The extrusion was a bit poor on the first layer and I could see the Bowden buckling under pressure, until on the second layer it started to slip. I left the print going and it did get a bit better, but still not good.
More testing tomorrow.
From those symptoms I would hazard a guess that the heat is travelling too far up the filament from the nozzle. If that is the case the filament will become more difficult to push the further up the heat travels - which will get worse the slower you are extruding. You can check by extracting the filament after it has become difficult to extrude and examining how much of the end has been deformed by heat - excluding the stringy bit, it should only be a small length that was in the hotblock. Trimming and reinserting will result in good extrusion for a while until it again gets too hot.
Possible causes are (1) the heatsink not getting cooled sufficiently by the fan, (2) poor thermal contact between the cold block, heatsink and/or Bowden fitting, (3) poor thermal insulation between the hot block and the cold block (a thermal short-circuit). Double check that the fan is blowing in the correct direction.
Dave
|
Re: .3mm quickset nozzle woes! April 10, 2015 08:04AM |
Registered: 10 years ago Posts: 665 |
|
Re: .3mm quickset nozzle woes! April 10, 2015 08:33AM |
Registered: 10 years ago Posts: 2,472 |
Quote
zombiepantslol
Btw the bowden tube has an inner diameter of 2mm and not 2.5mm AFAIK.. Don't know if this could be related as well.
That's a good point - AFAIR I used a 2mm drill to re-size the Bowden tube after threading. 2.5mm may allow a certain amount of buckling of the filament if it was drilled for any distance, which could cause it to jam.
Dave
|
Re: .3mm quickset nozzle woes! April 10, 2015 09:04AM |
Registered: 9 years ago Posts: 5 |
Using a 2.5 mm drill is a recommendation of RRP for the new nozzles where the bowden tube goes directly into the nozzle. Given that, you can't drill it out while it is in the thread but have to drill before inserting (and compressing) it in the nozzle.
Another option would be to screw the tube into the brass part on the extruder side,drill it out in compressed state with a 2mm drill, remove the tube and screw it into the nozzle.
Another option would be to screw the tube into the brass part on the extruder side,drill it out in compressed state with a 2mm drill, remove the tube and screw it into the nozzle.
|
Re: .3mm quickset nozzle woes! April 10, 2015 01:52PM |
Registered: 9 years ago Posts: 62 |
Hey guys thanks again for your input.
I think I may have found the issue, but not before I knocked up a new heat sink block to hold 1 original m5 nozzle (.3) and 1 new quickset nozzle (.5). I did this because I was convinced that the new quickset nozzles were at fault in some way. I ended up with the nozzles the opposite way round, so I had to change my slicer settings over. I started a test print half an hour ago and all seems to be fine. It's quite obvious now that the extruder was going way to fast before, which was clearly the cause of my blockages.
I need to investigate further as I have identical extruders and all I changed around in the slicer was the nozzle diameters and manual extrusion width. Both extruders are set to the same steps per mm, which was measured individually.
I'm thinking it could be a bug in the slicer, or some random setting somewhere.
I will fit the .3 quickset nozzle tomorrow and see if I can get it to work.
Dave, I did so many checks on the heat path. After heating both hot ends and switching them off together, they both cooled at the same speed, so I figured if there was an issue with cooling, it was with both hotends. I have a modified dual fan cooling duct, which after it has proved successful, I will upload for all, together with my adjustable extruder mod.
Oh, I also sacrificed a Bowden end, by cutting off the threaded end and using it as a die inside a mini chuck. This makes threading the Bowden much easier.
Thanks again guys.
I think I may have found the issue, but not before I knocked up a new heat sink block to hold 1 original m5 nozzle (.3) and 1 new quickset nozzle (.5). I did this because I was convinced that the new quickset nozzles were at fault in some way. I ended up with the nozzles the opposite way round, so I had to change my slicer settings over. I started a test print half an hour ago and all seems to be fine. It's quite obvious now that the extruder was going way to fast before, which was clearly the cause of my blockages.
I need to investigate further as I have identical extruders and all I changed around in the slicer was the nozzle diameters and manual extrusion width. Both extruders are set to the same steps per mm, which was measured individually.
I'm thinking it could be a bug in the slicer, or some random setting somewhere.
I will fit the .3 quickset nozzle tomorrow and see if I can get it to work.
Dave, I did so many checks on the heat path. After heating both hot ends and switching them off together, they both cooled at the same speed, so I figured if there was an issue with cooling, it was with both hotends. I have a modified dual fan cooling duct, which after it has proved successful, I will upload for all, together with my adjustable extruder mod.
Oh, I also sacrificed a Bowden end, by cutting off the threaded end and using it as a die inside a mini chuck. This makes threading the Bowden much easier.
Thanks again guys.
|
Re: .3mm quickset nozzle woes! April 10, 2015 03:38PM |
Registered: 9 years ago Posts: 62 |
|
Re: .3mm quickset nozzle woes! April 10, 2015 03:51PM |
Registered: 9 years ago Posts: 638 |
|
Re: .3mm quickset nozzle woes! April 11, 2015 01:28AM |
Registered: 9 years ago Posts: 10 |
I am having similar problems after upgrading my O2 to the RRP Dual Nozzle, plenty of hassle with software and bad instructions, but now everything is running smoothly.....except these random blockages where the filament is getting too hot further up the tube, sounds almost identical to your issue, I have checked fans, heatsink mating to the quickset block, got to the point where I just stopped using my printer and am only using my mini kossel now, so if you manage to sort this please post your success 
|
Re: .3mm quickset nozzle woes! April 11, 2015 02:09AM |
Registered: 9 years ago Posts: 62 |
Hello Windfurian.
Are you using the supplied acrylic mount and fan from RRP?
I'm going to make another heat sink block so I can use the old style nozzles. It will be a PITA to set them both level, but at least it will eliminate the nozzles totally.
I will PM the resident RRP guy (can't remember his name right now) and have him look at the post too.
Are you using the supplied acrylic mount and fan from RRP?
I'm going to make another heat sink block so I can use the old style nozzles. It will be a PITA to set them both level, but at least it will eliminate the nozzles totally.
I will PM the resident RRP guy (can't remember his name right now) and have him look at the post too.
|
Re: .3mm quickset nozzle woes! April 11, 2015 11:57AM |
Registered: 9 years ago Posts: 62 |
|
Re: .3mm quickset nozzle woes! April 13, 2015 05:17AM |
Registered: 12 years ago Posts: 1,611 |
Hi all
Sorry if you're experiencing problems. Can you post a picture of your hot end? Then I can check if it has been constructed correctly.
There are two really important elements to good heat control in the hot end. First, that the heater block is firmly held in place by the tapered brass nut (to made sure there is good thermal transfer between heater block and nozzle), and secondly that the cooling block is properly cooled, ie you should be able to touch it and it should not be more than warm. If it's getting hot, yes, heat is escaping, and it will melt higher up the nozzle than designed. There can be a few reasons for this:
1. You've set the nozzle too high in the block - the taper in the nozzle is a heat break, and should be below the cooling block; see [reprappro.com]
2. The heater block should NOT be up against the cooling block
3. The cooling block is not tightened onto the top of the nozzle (for good heat transfer)
4. The cooling block is fitted the wrong way around - this causes two problems: first, you can't do (3) above, and second it can distort against the heatink.
5. Make sure the heatsink is in good contact with the cooling block, and fitted the correct way around (it has happened!). Again, it's the only thing that wicks away the heat (very effectively when in good contact)
6. Make sure the fan is fitted the correct way around, blowing air INTO the heatsink.
When printing with a 0.3mm nozzle, you do tend to have to print slower; there is more pressure required to extrude. If you're still having problems after checking the above, it may just be that you have received a nozzle that has not been machined correctly. I haven't particularly heard of any specific problems with 0.3mm nozzles; they just require accurate setting up, to achieve the finer results.
Ian
RepRapPro tech support
Sorry if you're experiencing problems. Can you post a picture of your hot end? Then I can check if it has been constructed correctly.
There are two really important elements to good heat control in the hot end. First, that the heater block is firmly held in place by the tapered brass nut (to made sure there is good thermal transfer between heater block and nozzle), and secondly that the cooling block is properly cooled, ie you should be able to touch it and it should not be more than warm. If it's getting hot, yes, heat is escaping, and it will melt higher up the nozzle than designed. There can be a few reasons for this:
1. You've set the nozzle too high in the block - the taper in the nozzle is a heat break, and should be below the cooling block; see [reprappro.com]
2. The heater block should NOT be up against the cooling block
3. The cooling block is not tightened onto the top of the nozzle (for good heat transfer)
4. The cooling block is fitted the wrong way around - this causes two problems: first, you can't do (3) above, and second it can distort against the heatink.
5. Make sure the heatsink is in good contact with the cooling block, and fitted the correct way around (it has happened!). Again, it's the only thing that wicks away the heat (very effectively when in good contact)
6. Make sure the fan is fitted the correct way around, blowing air INTO the heatsink.
When printing with a 0.3mm nozzle, you do tend to have to print slower; there is more pressure required to extrude. If you're still having problems after checking the above, it may just be that you have received a nozzle that has not been machined correctly. I haven't particularly heard of any specific problems with 0.3mm nozzles; they just require accurate setting up, to achieve the finer results.
Ian
RepRapPro tech support
|
Re: .3mm quickset nozzle woes! April 13, 2015 07:41AM |
Registered: 12 years ago Posts: 1,611 |
Another point a customer has just highlighted...
Don't set the nozzle too low in the cooling block. The heat break should be just below the cooling block, as shown in the 9th step here: [reprappro.com]
[reprappro.com]
If it pokes out too far, ie 1mm or more, a reservoir of heat can build up in the part below the cooling block, but above the heat break. This will creep up and melt filament higher up the nozzle, over time.
Ian
RepRapPro tech support.
Don't set the nozzle too low in the cooling block. The heat break should be just below the cooling block, as shown in the 9th step here: [reprappro.com]
[reprappro.com]
If it pokes out too far, ie 1mm or more, a reservoir of heat can build up in the part below the cooling block, but above the heat break. This will creep up and melt filament higher up the nozzle, over time.
Ian
RepRapPro tech support.
|
Re: .3mm quickset nozzle woes! April 13, 2015 08:30AM |
Registered: 9 years ago Posts: 62 |
Hello Ian.
Thanks for having a look into this.
I had to disassemble the hotend when I swaped to the old style nozzles, I didn't take a photo at the time either.
One thing I remember is that the nozzles were much lower than they are now, so I think I might have had too much above the heat break sticking out of the heat sink block. That makes sense now I think about it. I don't plan on rebuilding the hotend for the next couple of days, but when I do, I will get the heartbreak just below the block.
All of the other points you mentioned, were triple checked.
Thanks again Ian.
Thanks for having a look into this.
I had to disassemble the hotend when I swaped to the old style nozzles, I didn't take a photo at the time either.
One thing I remember is that the nozzles were much lower than they are now, so I think I might have had too much above the heat break sticking out of the heat sink block. That makes sense now I think about it. I don't plan on rebuilding the hotend for the next couple of days, but when I do, I will get the heartbreak just below the block.
All of the other points you mentioned, were triple checked.
Thanks again Ian.
|
Re: .3mm quickset nozzle woes! June 01, 2015 06:05AM |
Registered: 9 years ago Posts: 62 |
Hi Guys.
I've been away for a few weeks and just got the chance to tinker with my dual nozzle setup again.
I decided to use the acrylic spacer this time as before I was using a nozzle of my own design (which was working fine with the old style nozzles in dual configuration).
I set the nozzles as instructed, with the heatbreak just below the block.
I thought this had solved the issue, until 2 hours into a big print, the nozzle blocked. I was only using one 0.5mm nozzle, the other nozzle was on standby, with no heat.
Any other ideas before it goes in the bin?
Ian, have you had any other reports of similar issues since your last post?
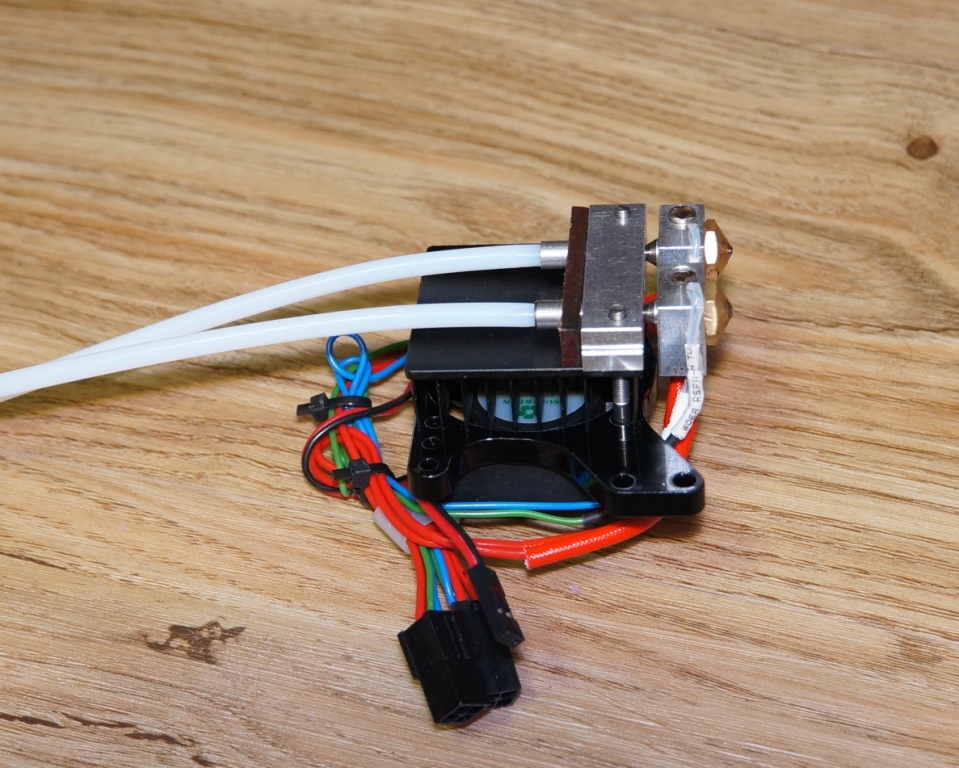
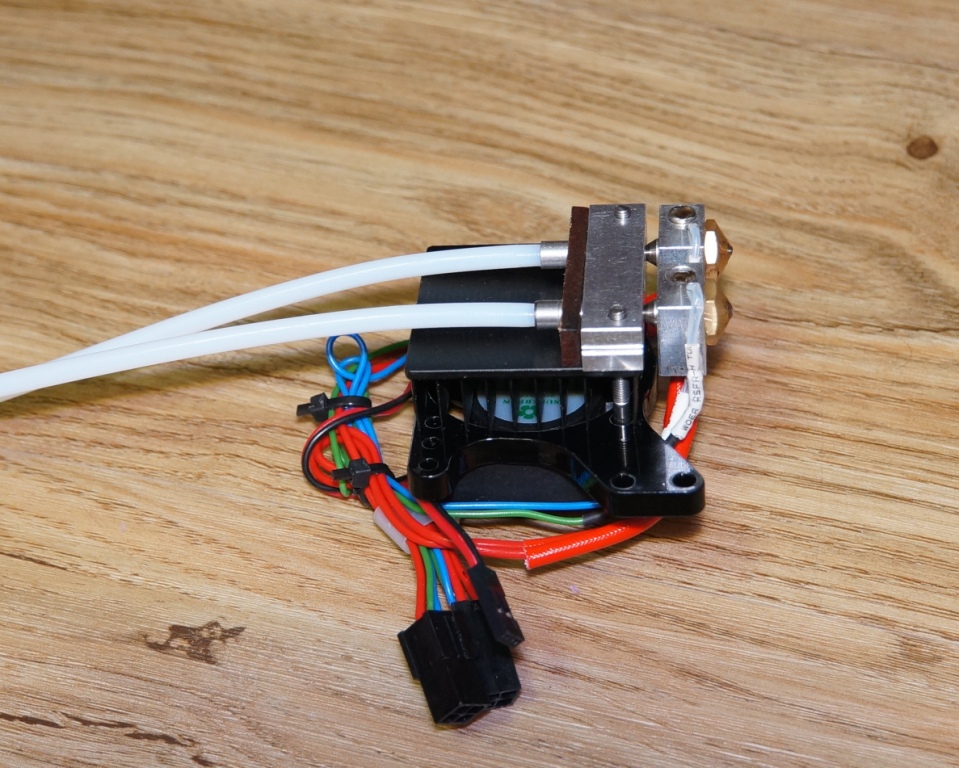
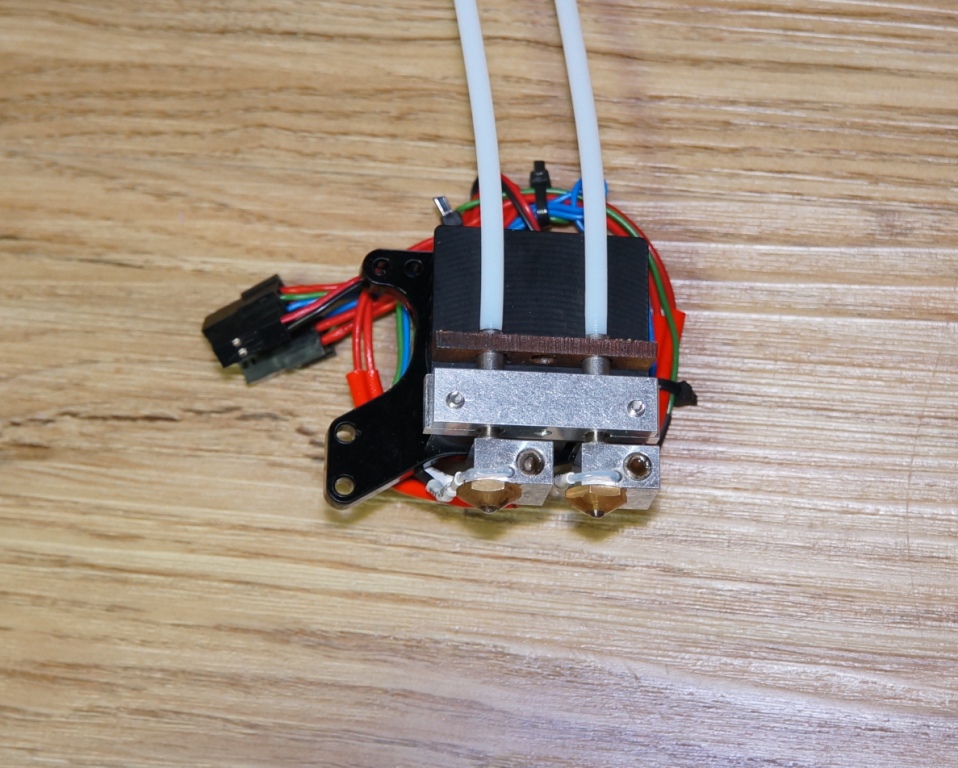
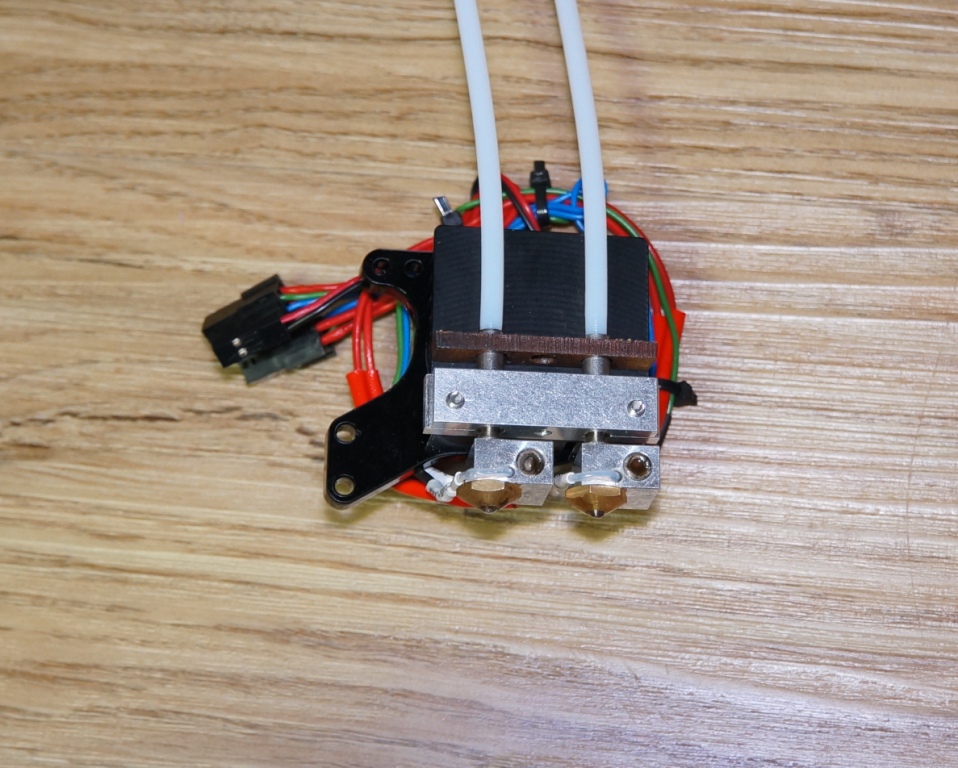
I will upload some pictures too, as requested.
Thanks.
Adam.
I've been away for a few weeks and just got the chance to tinker with my dual nozzle setup again.
I decided to use the acrylic spacer this time as before I was using a nozzle of my own design (which was working fine with the old style nozzles in dual configuration).
I set the nozzles as instructed, with the heatbreak just below the block.
I thought this had solved the issue, until 2 hours into a big print, the nozzle blocked. I was only using one 0.5mm nozzle, the other nozzle was on standby, with no heat.
Any other ideas before it goes in the bin?
Ian, have you had any other reports of similar issues since your last post?
I will upload some pictures too, as requested.
Thanks.
Adam.
|
Re: .3mm quickset nozzle woes! June 03, 2015 07:00AM |
Registered: 9 years ago Posts: 10 |
|
Re: .3mm quickset nozzle woes! June 03, 2015 07:28AM |
Registered: 10 years ago Posts: 1,230 |
could the problem be over cooling? - this ormerodder think so..
[www.thingiverse.com]
Erik
Quote
http://www.thingiverse.com/thing:857786
This is a simple fan duct to allow dc42's sensor PCB to be fitted. The duct discharges to the side and not to the bed. I have converted my printer to dual nozzle with the quick set nozzles and since fitting have had trouble with the filaments sticking in the hotend which I guess is due to over cooling with my old style fan duct. Since fitting the problem has gone away, but time will tell.
NB RRP's kit includes what is basically a fan mount which may have been done to avoid such a problem.
[www.thingiverse.com]
Erik
|
Re: .3mm quickset nozzle woes! June 03, 2015 08:50AM |
Registered: 12 years ago Posts: 1,611 |
I haven't had anyone email me about nozzle blockages with the Quick-set nozzles specifically. The first thing to work out is if it's a blockage at the nozzle tip (ie contamination), or if it's that heat is travelling up the hot end, and melting the filament too high up. When it blocks, is the cooling block still cool? If you can remove the filament, especially if you can do this right down to the tip (see 'Nozzle blockage (also for changing filament)' section of [reprappro.com] ), what does it look like?
0.3mm nozzles are more sensitive to contamination, especially dust on the filament getting dragged in. Is the printer in a particularly dusty environment? The usual workaround is to lightly cable tie a piece of foam around the filament, before it goes into the extruder, to wipe dust off the filament. PTFE swarf can be swept down into the nozzle if you're not careful opening out the PTFE tube. Both of these can usually be cleared, though. 0.3mm nozzles do extrude at a higher pressure, so you may need to increase the hot end temperature 5 or 10C, and/or print a little slower. Starting too low, or doing very fine layers may mean the extruder can't overcome the resistance to printing from the nozzle being so close.
Otherwise, it's looking for heat travelling to places it shouldn't be (cooling block), tightness in the system (filament diameter?), or slipping extruder (hobbed insert clean?), as described in the troubleshooting guide: [reprappro.com]
If you could post pictures of your hot end, just to check, that would help.
Ian
RepRapPro tech support
0.3mm nozzles are more sensitive to contamination, especially dust on the filament getting dragged in. Is the printer in a particularly dusty environment? The usual workaround is to lightly cable tie a piece of foam around the filament, before it goes into the extruder, to wipe dust off the filament. PTFE swarf can be swept down into the nozzle if you're not careful opening out the PTFE tube. Both of these can usually be cleared, though. 0.3mm nozzles do extrude at a higher pressure, so you may need to increase the hot end temperature 5 or 10C, and/or print a little slower. Starting too low, or doing very fine layers may mean the extruder can't overcome the resistance to printing from the nozzle being so close.
Otherwise, it's looking for heat travelling to places it shouldn't be (cooling block), tightness in the system (filament diameter?), or slipping extruder (hobbed insert clean?), as described in the troubleshooting guide: [reprappro.com]
If you could post pictures of your hot end, just to check, that would help.
Ian
RepRapPro tech support
|
Re: .3mm quickset nozzle woes! June 03, 2015 11:38AM |
Registered: 9 years ago Posts: 62 |
Hi Windfurian.
Were you using the supplied acrylic spacer and fan? was it printing then stopping part way through without warning?
I ended up cutting and drilling some aluminium so I could mount two old style nozzles. I had to pack some thin plastic sheet between the isolator and X carriage to get the nozzles aligned. Managed to successfully print a few things before I went away.
I hope we can get to the bottom of the problem, I like the idea of movable nozzles, I can lift one out of the way when I'm doing a single nozzle print if needed, instead of swapping nozzles or hotends.
Erik.
the original fan duct I was using had a low power fan connected to the always on header, whilst another high powered fan was speed controlled via a PWM header. I tried it with just the low power fan and incrementally up to full speed with the high powered fan. This didn't seem to help. Interesting Idea though.
Were you using the supplied acrylic spacer and fan? was it printing then stopping part way through without warning?
I ended up cutting and drilling some aluminium so I could mount two old style nozzles. I had to pack some thin plastic sheet between the isolator and X carriage to get the nozzles aligned. Managed to successfully print a few things before I went away.
I hope we can get to the bottom of the problem, I like the idea of movable nozzles, I can lift one out of the way when I'm doing a single nozzle print if needed, instead of swapping nozzles or hotends.
Erik.
the original fan duct I was using had a low power fan connected to the always on header, whilst another high powered fan was speed controlled via a PWM header. I tried it with just the low power fan and incrementally up to full speed with the high powered fan. This didn't seem to help. Interesting Idea though.
|
Re: .3mm quickset nozzle woes! June 03, 2015 12:14PM |
Registered: 9 years ago Posts: 62 |
Hello Ian.
Thanks for your reply. Let me address your points.
The first thing to work out is if it's a blockage at the nozzle tip (ie contamination), or if it's that heat is TRAVELLING up the hot end, and melting the filament too high up. When it blocks, is the cooling block still cool?
I didn't have chance to check the temperature of the cooling block.
If you can remove the filament, especially if you can do this right down to the tip (see 'Nozzle blockage (also for changing filament)' section of [reprappro.com] ), what does it look like?
This does look to have a longer soft plug than the old style nozzles, maybe you can see if it's normal. Bear in mind that the nozzle had been blocked for some time whilst still attempting to print. I backed the filament out at about 100 deg C.
0.3mm nozzles are more sensitive to contamination, especially dust on the filament getting dragged in. Is the printer in a particularly dusty environment? The usual workaround is to lightly cable tie a piece of foam around the filament, before it goes into the extruder, to wipe dust off the filament.
As stated, I was using a 0.5 nozzle for the last 2 prints. The printer is in a clean environment and the filament is good (has been used through a 0.3 in the past) I have used dirty filament in the past with a foam wiper, so I know this trick.
PTFE swarf can be swept down into the nozzle if you're not careful opening out the PTFE tube. Both of these can usually be cleared, though. 0.3mm nozzles do extrude at a higher pressure, so you may need to increase the hot end temperature 5 or 10C, and/or print a little slower. Starting too low, or doing very fine layers may mean the extruder can't overcome the resistance to printing from the nozzle being so close.
During the last print, it was good for more than an hour, which tells me it's all clean in the nozzle. Layer height was .24 and speed settings as if using the old style nozzle. I had also tried different temperatures in the past.
Otherwise, it's looking for heat travelling to places it shouldn't be (cooling block),
Not sure on this one.
tightness in the system (filament diameter?),
Works OK in old nozzles, measures 1.73 on average, good quality clean filament (3 other makes/colour tried before)
or slipping extruder (hobbed insert clean?),
It's not the extruder, I use the same one for all of my printing, (my own adjustable design) old style 0.65, 0.5 and 0.3 with no issue. the hobbed insert was cleaned before the last print and the extruder has just printed for 8 hours with my old 0.65 nozzle.
as described in the troubleshooting guide: [reprappro.com]
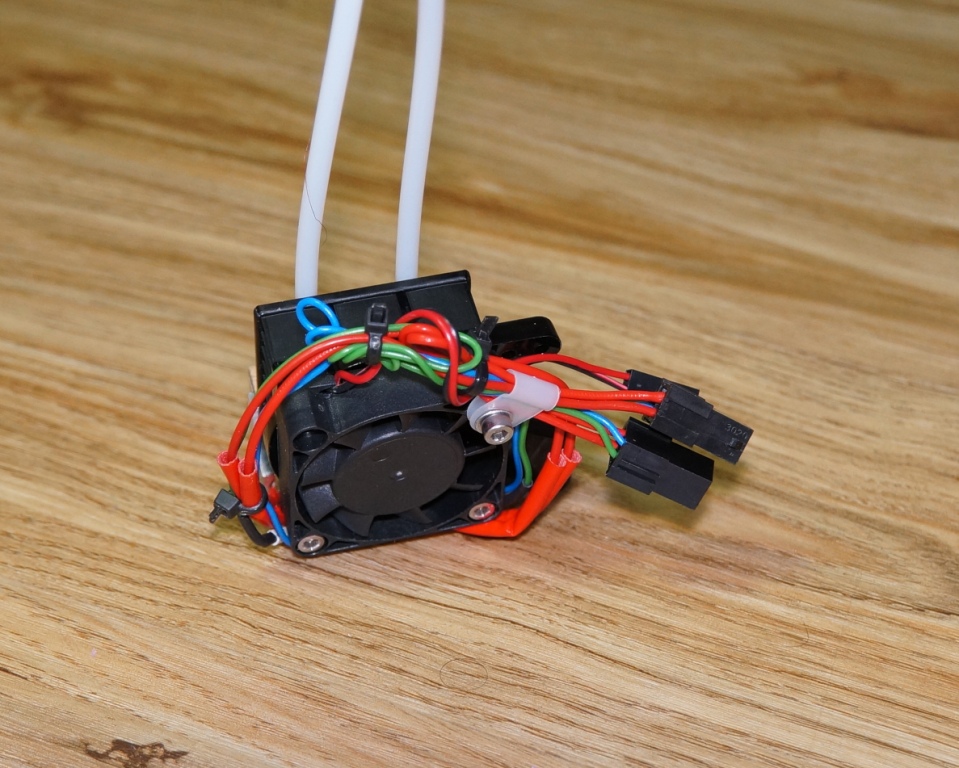
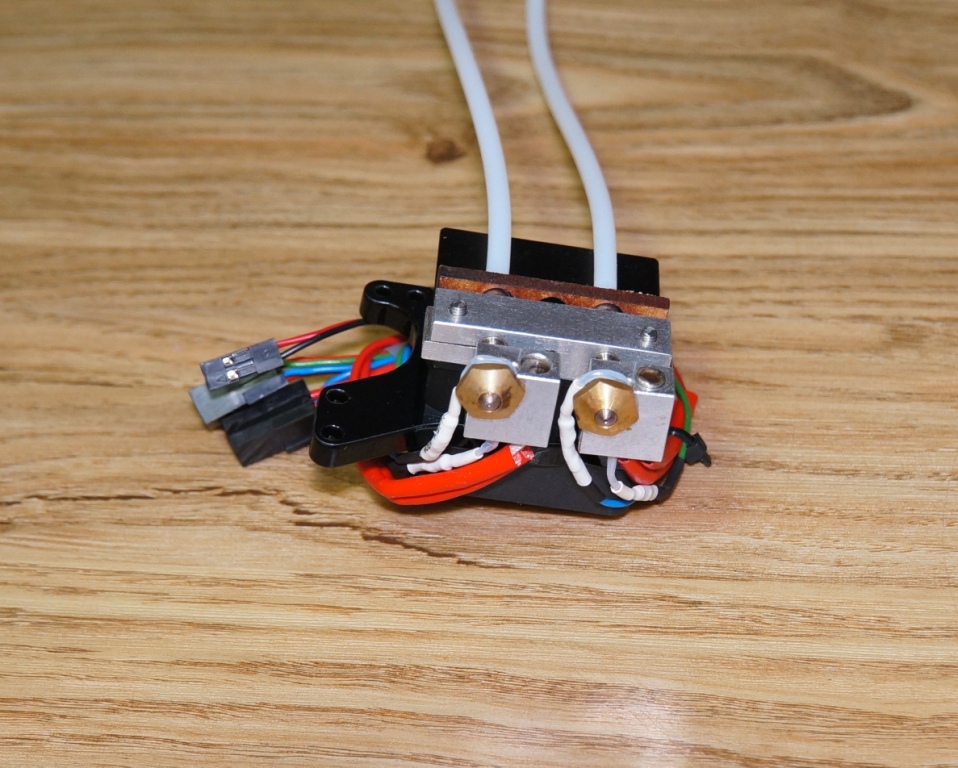
If you could post pictures of your hot end, just to check, that would help.
see attached.
Thanks Ian.
Thanks for your reply. Let me address your points.
The first thing to work out is if it's a blockage at the nozzle tip (ie contamination), or if it's that heat is TRAVELLING up the hot end, and melting the filament too high up. When it blocks, is the cooling block still cool?
I didn't have chance to check the temperature of the cooling block.
If you can remove the filament, especially if you can do this right down to the tip (see 'Nozzle blockage (also for changing filament)' section of [reprappro.com] ), what does it look like?

This does look to have a longer soft plug than the old style nozzles, maybe you can see if it's normal. Bear in mind that the nozzle had been blocked for some time whilst still attempting to print. I backed the filament out at about 100 deg C.
0.3mm nozzles are more sensitive to contamination, especially dust on the filament getting dragged in. Is the printer in a particularly dusty environment? The usual workaround is to lightly cable tie a piece of foam around the filament, before it goes into the extruder, to wipe dust off the filament.
As stated, I was using a 0.5 nozzle for the last 2 prints. The printer is in a clean environment and the filament is good (has been used through a 0.3 in the past) I have used dirty filament in the past with a foam wiper, so I know this trick.
PTFE swarf can be swept down into the nozzle if you're not careful opening out the PTFE tube. Both of these can usually be cleared, though. 0.3mm nozzles do extrude at a higher pressure, so you may need to increase the hot end temperature 5 or 10C, and/or print a little slower. Starting too low, or doing very fine layers may mean the extruder can't overcome the resistance to printing from the nozzle being so close.
During the last print, it was good for more than an hour, which tells me it's all clean in the nozzle. Layer height was .24 and speed settings as if using the old style nozzle. I had also tried different temperatures in the past.
Otherwise, it's looking for heat travelling to places it shouldn't be (cooling block),
Not sure on this one.
tightness in the system (filament diameter?),
Works OK in old nozzles, measures 1.73 on average, good quality clean filament (3 other makes/colour tried before)
or slipping extruder (hobbed insert clean?),
It's not the extruder, I use the same one for all of my printing, (my own adjustable design) old style 0.65, 0.5 and 0.3 with no issue. the hobbed insert was cleaned before the last print and the extruder has just printed for 8 hours with my old 0.65 nozzle.
as described in the troubleshooting guide: [reprappro.com]
If you could post pictures of your hot end, just to check, that would help.
see attached.
Thanks Ian.
|
Re: .3mm quickset nozzle woes! June 10, 2015 05:07PM |
Registered: 9 years ago Posts: 10 |
Hi Yella,
Yes I am using the supplied acrylic spacer, but also I am using DC42's Z Probe, so I have a small bracket for that I made up real quickly.
I think I may have solved my problems, but it will need a bit more testing, And it looks like it may have been a combination of cooling (too much cooling, I slowed the fan down) and tool change retraction distances (reduced these from 10mm to 7mm), and things have been going well. Few issues with binding on the extruders so changed to the herringbone gears and has been good to go ever since.
Now my biggest problem is software related, but I will put that in a new thread.
Yes I am using the supplied acrylic spacer, but also I am using DC42's Z Probe, so I have a small bracket for that I made up real quickly.
I think I may have solved my problems, but it will need a bit more testing, And it looks like it may have been a combination of cooling (too much cooling, I slowed the fan down) and tool change retraction distances (reduced these from 10mm to 7mm), and things have been going well. Few issues with binding on the extruders so changed to the herringbone gears and has been good to go ever since.
Now my biggest problem is software related, but I will put that in a new thread.
|
Re: .3mm quickset nozzle woes! June 30, 2015 07:17AM |
Registered: 10 years ago Posts: 780 |
I have the same problem with 0.5mm quick set nozzles.
Just changed the fan for a thinner one that will reduce the air flow across the nozzle.
I thought changing to the quick set nozzles would be a real advantage but I have been having allsort of problems i.e. with the ormaxis print, during the tall pillar, the print fails with the nozzle not extruding at all. So I thought that it could have been caused by retraction, hot end too hot or speed too fast. I tried to adjust all of these but still had the problem. Lets hope that the reduction in cooling might solve the problem.
appjaws - Core XYUV Duet Ethernet Duex5
firmware 3.1.1 Web Interface 3.1.1
Ormerod 1-converted to laser engraver, Duet wifi
OpenSCAD version 2020.07
slic3r-1.3.0, Simplify3D 4.1.2, Cura-4.4.1
Just changed the fan for a thinner one that will reduce the air flow across the nozzle.
I thought changing to the quick set nozzles would be a real advantage but I have been having allsort of problems i.e. with the ormaxis print, during the tall pillar, the print fails with the nozzle not extruding at all. So I thought that it could have been caused by retraction, hot end too hot or speed too fast. I tried to adjust all of these but still had the problem. Lets hope that the reduction in cooling might solve the problem.
appjaws - Core XYUV Duet Ethernet Duex5
firmware 3.1.1 Web Interface 3.1.1
Ormerod 1-converted to laser engraver, Duet wifi
OpenSCAD version 2020.07
slic3r-1.3.0, Simplify3D 4.1.2, Cura-4.4.1
|
Re: .3mm quickset nozzle woes! June 30, 2015 05:19PM |
Registered: 9 years ago Posts: 15 |
Same problem here.
The print starts good and after some time (1, 1.5 hours) I get a blocked nozzle.
Cleaned the nozzles a couple of times and still getting problems. The original nozzle worked flawless.
I tried reducing the speed, reducing the retraction, reducing the heat on the nozzle, increasing the heat on the nozzle. Noting seems to work.
I am really puzzled by this issue. It seems to be heat traveling up in the nozzle but I am not finding a way to prevent it.
The print starts good and after some time (1, 1.5 hours) I get a blocked nozzle.
Cleaned the nozzles a couple of times and still getting problems. The original nozzle worked flawless.
I tried reducing the speed, reducing the retraction, reducing the heat on the nozzle, increasing the heat on the nozzle. Noting seems to work.
I am really puzzled by this issue. It seems to be heat traveling up in the nozzle but I am not finding a way to prevent it.
|
Re: .3mm quickset nozzle woes! July 01, 2015 04:45AM |
Registered: 10 years ago Posts: 14,672 |
Sounds to me like either insufficient cooling of the top of the nozzle, or excessive retraction. Try putting thermal paste between the nozzle and the heatsink block, if you haven't already, and check that the heatsink is remaining cool.
Large delta printer [miscsolutions.wordpress.com], E3D tool changer, Robotdigg SCARA printer, Crane Quad and Ormerod
Disclosure: I design Duet electronics and work on RepRapFirmware, [duet3d.com].
Large delta printer [miscsolutions.wordpress.com], E3D tool changer, Robotdigg SCARA printer, Crane Quad and Ormerod
Disclosure: I design Duet electronics and work on RepRapFirmware, [duet3d.com].

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Sorry, only registered users may post in this forum.