Home
>
RepRap User Groups
>
Europe
>
Deutschsprachiges Forum
>
Archiv
>
Altes Forum
>
Topic
>
Page 3
Geared_extruder_nozzle
Posted by wakeer
|
Re: Geared_extruder_nozzle August 05, 2010 02:01PM |
Registered: 13 years ago Posts: 470 |
[www.cmc-versand.de]
[www.cmc-versand.de]
[www.cmc-versand.de]
[www.cmc-versand.de]
[www.lackier-bedarf.info]
(mein Favorit)
[www.cmc-versand.de]
[www.cmc-versand.de]
[www.cmc-versand.de]
[www.lackier-bedarf.info]
(mein Favorit)
|
Re: Geared_extruder_nozzle August 05, 2010 03:12PM |
Registered: 14 years ago Posts: 7,505 |
Über diese Airbrushdüsen hab ich mir anfangs auch Gedanken gemacht.
Deinen Favoriten hab ich schon in den Fingern gehabt. Ich hatte diese Pistole. Kann ich nicht zu raten. Die ist vorne so fein und scharf, wenn du damit einmal an den Tisch kommst ist die kaputt. Kein Standartgewinde. Nur knapp 5mm lang , mit Gewinde höchstens 7. (aus der Erinnerung)
Man muß immer im Hinterkopf behalten, beim Kunststoffdrucken geht es nicht immer "glatt" zu. Da kann schon mal ein Knübbelchen entstehen. Sei es weil die Software die Maschine dazu bringt auf der Stelle zu drucken, oder etwas Material mit hoch gezogen wird weil eine Einstellung noch nicht richtig angepasst ist. Wenn dann so eine empfindliche Airbrush-Düse in so einen Knubbel rein fährt, ist die hinüber. Die sollte schon etwas aushalten.
Mfg
Wolfgang
Erfahrungen kann man leider schlecht weiter geben, die muss man selber machen.
Deinen Favoriten hab ich schon in den Fingern gehabt. Ich hatte diese Pistole. Kann ich nicht zu raten. Die ist vorne so fein und scharf, wenn du damit einmal an den Tisch kommst ist die kaputt. Kein Standartgewinde. Nur knapp 5mm lang , mit Gewinde höchstens 7. (aus der Erinnerung)
Man muß immer im Hinterkopf behalten, beim Kunststoffdrucken geht es nicht immer "glatt" zu. Da kann schon mal ein Knübbelchen entstehen. Sei es weil die Software die Maschine dazu bringt auf der Stelle zu drucken, oder etwas Material mit hoch gezogen wird weil eine Einstellung noch nicht richtig angepasst ist. Wenn dann so eine empfindliche Airbrush-Düse in so einen Knubbel rein fährt, ist die hinüber. Die sollte schon etwas aushalten.
Mfg
Wolfgang
| Aller Anfang war schwer - Wolfstrap | Reprap-fab.org |  |
Erfahrungen kann man leider schlecht weiter geben, die muss man selber machen.
|
Re: Geared_extruder_nozzle August 05, 2010 03:59PM |
Registered: 13 years ago Posts: 49 |
 < Aber ich komme bei Gelegenheit auf das Angebot zurück...
< Aber ich komme bei Gelegenheit auf das Angebot zurück...
|
Re: Geared_extruder_nozzle August 06, 2010 02:49AM |
Registered: 14 years ago Posts: 7,505 |
@Peter
Warst du nochmal dazu gekommen die besprochene Version der Aludüse zu machen ?
Schmeiß die 2. Version nicht weg, die kann man schon nehmen. So wie dem Adrian seine funktioniert die allemal !
Mfg
Wolfgang
Erfahrungen kann man leider schlecht weiter geben, die muss man selber machen.
Warst du nochmal dazu gekommen die besprochene Version der Aludüse zu machen ?
Schmeiß die 2. Version nicht weg, die kann man schon nehmen. So wie dem Adrian seine funktioniert die allemal !
Mfg
Wolfgang
| Aller Anfang war schwer - Wolfstrap | Reprap-fab.org | |
Erfahrungen kann man leider schlecht weiter geben, die muss man selber machen.
|
Re: evolution August 14, 2010 12:10PM |
Registered: 13 years ago Posts: 470 |
|
Re: Geared_extruder_nozzle August 14, 2010 12:15PM |
Registered: 13 years ago Posts: 470 |
update die zweite.
Hier ist eine Nadel ohne Gewinde. Jedoch gibt es ein Zwischenstück aus Metall und man kommt auf ein metrisches Gewinde.
Bauteil wird momentan beschafft. Ziel: Metallparts unter 10 euro einkaufen für Extruder. Rest ohne Drehmaschine herstellbar.
Die anderen zwei bauteile wären perfekt dafür, kosten aber >200 .-
Hier ist eine Nadel ohne Gewinde. Jedoch gibt es ein Zwischenstück aus Metall und man kommt auf ein metrisches Gewinde.
Bauteil wird momentan beschafft. Ziel: Metallparts unter 10 euro einkaufen für Extruder. Rest ohne Drehmaschine herstellbar.
Die anderen zwei bauteile wären perfekt dafür, kosten aber >200 .-
|
Re: Geared_extruder_nozzle August 15, 2010 05:12AM |
Registered: 14 years ago Posts: 7,505 |
Wow, die sieht klasse aus... gefällt mir. Jetzt muss sie nur noch bringen was ich mir davon erhoffe.
Mfg
Wolfgang
Erfahrungen kann man leider schlecht weiter geben, die muss man selber machen.

Mfg
Wolfgang
| Aller Anfang war schwer - Wolfstrap | Reprap-fab.org | |
Erfahrungen kann man leider schlecht weiter geben, die muss man selber machen.
|
Re: Geared_extruder_nozzle August 15, 2010 05:54AM |
Registered: 13 years ago Posts: 470 |
|
Re: Geared_extruder_nozzle August 15, 2010 06:05AM |
Registered: 14 years ago Posts: 7,505 |
wakeer Wrote:
-------------------------------------------------------
> wie findest du die mini-düsen?
Ich weis noch nicht ob wir die vernünftig beheizt bekommen... Und das mit den >200,- ist mir noch nicht ganz klar. Welche der Teile sind so Teuer ?
>
> bei dem anderen fehlt mir nur noch die anderen
> teile dann schick ich´s dir.
Danke, aber bitte erst nach dem 23. Ich bin mal gespannt...
Deine Sachen gehen leider erst Montag weg... hab ich gestern doch nicht mehr geschafft...sorry.
Mfg
Wolfgang
Erfahrungen kann man leider schlecht weiter geben, die muss man selber machen.
-------------------------------------------------------
> wie findest du die mini-düsen?
Ich weis noch nicht ob wir die vernünftig beheizt bekommen... Und das mit den >200,- ist mir noch nicht ganz klar. Welche der Teile sind so Teuer ?
>
> bei dem anderen fehlt mir nur noch die anderen
> teile dann schick ich´s dir.
Danke, aber bitte erst nach dem 23. Ich bin mal gespannt...
Deine Sachen gehen leider erst Montag weg... hab ich gestern doch nicht mehr geschafft...sorry.
Mfg
Wolfgang
| Aller Anfang war schwer - Wolfstrap | Reprap-fab.org | |
Erfahrungen kann man leider schlecht weiter geben, die muss man selber machen.
|
Re: Geared_extruder_nozzle August 15, 2010 12:46PM |
Registered: 14 years ago Posts: 7,505 |
Das mit dem Außengewinde geht aber nur wenn der Isolator NICHT aus Teflon ist. Sonst ist das alte Problem mit dem raus drücken der Düse wieder da, und das wollten wir ja auch los werden.
Denn auch wenn die Düse unten zusätzlich gehalten wird, bläht sich das Teflon auf und der Kunststoff quillt an dem Gewinde vorbei und tropft dir mit der Zeit auf das zu druckende Teil.
Mfg
Wolfgang
Erfahrungen kann man leider schlecht weiter geben, die muss man selber machen.
Denn auch wenn die Düse unten zusätzlich gehalten wird, bläht sich das Teflon auf und der Kunststoff quillt an dem Gewinde vorbei und tropft dir mit der Zeit auf das zu druckende Teil.
Mfg
Wolfgang
| Aller Anfang war schwer - Wolfstrap | Reprap-fab.org | |
Erfahrungen kann man leider schlecht weiter geben, die muss man selber machen.
|
Re: Geared_extruder_nozzle August 16, 2010 01:21PM |
Registered: 13 years ago Posts: 470 |
laß uns jetzt noch eine Spitze konstruieren die genau das Gegenteil verfolgt. So klein wie möglich und so wenig AL wie möglich.
Dann können wir beide Theorien vergleichen.
Theorie 1 Wärmeleitendes Material mit großer Oberfläche, dadurch schnelle Wärmeabfuhr und Thermalbarriere nach oben hin.
Theorie 2 so wenig Wärmeleitendes Material wie möglich. Durch die geringe Oberfläche wird weniger Wärme abgegeben, was zur folge hat das das Heizelement wenig nachheizen muss.
Dann können wir beide Theorien vergleichen.
Theorie 1 Wärmeleitendes Material mit großer Oberfläche, dadurch schnelle Wärmeabfuhr und Thermalbarriere nach oben hin.
Theorie 2 so wenig Wärmeleitendes Material wie möglich. Durch die geringe Oberfläche wird weniger Wärme abgegeben, was zur folge hat das das Heizelement wenig nachheizen muss.
|
Re: Geared_extruder_nozzle August 16, 2010 01:58PM |
Registered: 13 years ago Posts: 833 |
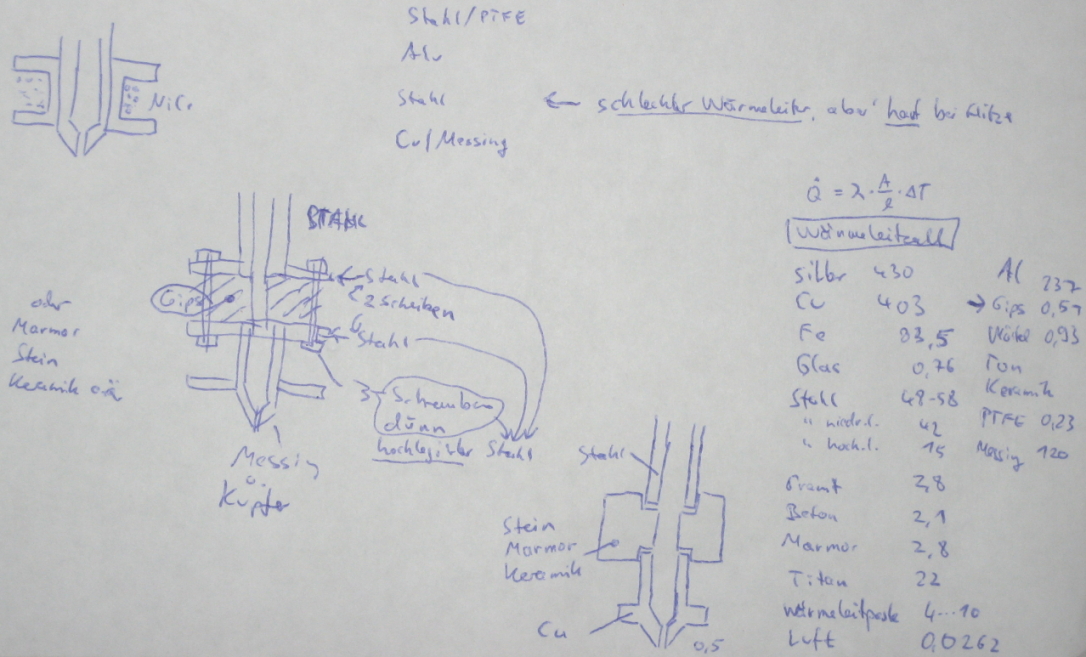
Soweit ich verstanden habe, soll:
1. die Spitze die Wärme so gut wie möglich von den Heizdrähten (oder sonstigen Heizelementen) zum Kunststoffdraht leiten.
2. sich daran eine Wärmebarriere anschließen, die sich bei Wärme nicht auflöst, die Spitze hält und den Kunststoff führt und nicht entweichen lässt.
Ich überlege, ob man für:
1. eine kleine Kupferspule mit Spitze (und oben evtl. einem Gewinde) verwenden kann, und für
2. Gips. Der leitet Wärme sehr schlecht und fließt bei den Temperaturen vermutlich nicht weg, und ist sehr leicht zu verarbeiten.
Ähnlich schlecht wie Gips leiten die Wärme wohl Gesteine o.ä., z.B. Marmor (vermutlich gut geeignet, da billig und nicht sehr hart), Granit, Keramik, Steinzeug oder auch Glas, vielleicht könnte man sowas einfach zwischen dem Düsenstück und dem, was sich nach oben anschließt (wieder Stahl?), einklemmen.
Evtl. unten und/oder oben mit einer Bohrlocherweiterung der Wärmebarriere, die das Düsenstück und ggf. das obere Haltestück (sofern überhaupt notwendig) zentriert.
Die Wärmebarriere wird also "eingeklemmt", was auch die Abdichtung bewirken soll.
Bei Verwendung von Gips dazu noch einen Haltemechanismus, der die geringe Festigkeit des Gipses "umgeht" (bei Stein o.ä. wohl weniger notwendig). Der Gips wird einfach zwischen zwei Scheiben, die mit Schrauben verbunden sind, gepappt, und modelliert sich von selbst am unteren und ggf. oberen Metallstück an. Loch dann hinterher durchbohren, oder evtl. beim Angipsen ein Stück Kunststoff mit eingipsen, dass man dann hinterher herauszieht. Man könnte das Loch dann evtl. noch auskleiden mit einem geeigneten Kunststoff, ist aber vielleicht besser ohne.
Was ich mich frage: Ist es besser, wenn der Wärmeübergang abrupt ist, oder ist es besser, wenn er allmählich erfolgt -- und warum genau? Die beiden Varianten bräuchten nämlich sehr unterschiedliche Konstruktionen.
1. die Spitze die Wärme so gut wie möglich von den Heizdrähten (oder sonstigen Heizelementen) zum Kunststoffdraht leiten.
2. sich daran eine Wärmebarriere anschließen, die sich bei Wärme nicht auflöst, die Spitze hält und den Kunststoff führt und nicht entweichen lässt.
Ich überlege, ob man für:
1. eine kleine Kupferspule mit Spitze (und oben evtl. einem Gewinde) verwenden kann, und für
2. Gips. Der leitet Wärme sehr schlecht und fließt bei den Temperaturen vermutlich nicht weg, und ist sehr leicht zu verarbeiten.
Ähnlich schlecht wie Gips leiten die Wärme wohl Gesteine o.ä., z.B. Marmor (vermutlich gut geeignet, da billig und nicht sehr hart), Granit, Keramik, Steinzeug oder auch Glas, vielleicht könnte man sowas einfach zwischen dem Düsenstück und dem, was sich nach oben anschließt (wieder Stahl?), einklemmen.
Evtl. unten und/oder oben mit einer Bohrlocherweiterung der Wärmebarriere, die das Düsenstück und ggf. das obere Haltestück (sofern überhaupt notwendig) zentriert.
Die Wärmebarriere wird also "eingeklemmt", was auch die Abdichtung bewirken soll.
Bei Verwendung von Gips dazu noch einen Haltemechanismus, der die geringe Festigkeit des Gipses "umgeht" (bei Stein o.ä. wohl weniger notwendig). Der Gips wird einfach zwischen zwei Scheiben, die mit Schrauben verbunden sind, gepappt, und modelliert sich von selbst am unteren und ggf. oberen Metallstück an. Loch dann hinterher durchbohren, oder evtl. beim Angipsen ein Stück Kunststoff mit eingipsen, dass man dann hinterher herauszieht. Man könnte das Loch dann evtl. noch auskleiden mit einem geeigneten Kunststoff, ist aber vielleicht besser ohne.
Was ich mich frage: Ist es besser, wenn der Wärmeübergang abrupt ist, oder ist es besser, wenn er allmählich erfolgt -- und warum genau? Die beiden Varianten bräuchten nämlich sehr unterschiedliche Konstruktionen.
|
Re: Geared_extruder_nozzle August 16, 2010 02:13PM |
Registered: 15 years ago Posts: 289 |
Hi,
in diese Stromdüse einen 0,5mm VA-Draht halten und dann zulöten.(VA-Draht nimmt das Lot nicht an)
[cgi.ebay.de]
Dann als Thermal-Barrier Speckstein bearbeiten, läßt sich mit Hartmetallwerkzeugen bearbeiten.
Nur als Denkmodell benutzen..
Erich
in diese Stromdüse einen 0,5mm VA-Draht halten und dann zulöten.(VA-Draht nimmt das Lot nicht an)
[cgi.ebay.de]
Dann als Thermal-Barrier Speckstein bearbeiten, läßt sich mit Hartmetallwerkzeugen bearbeiten.
Nur als Denkmodell benutzen..
Erich
|
Re: Geared_extruder_nozzle August 16, 2010 02:18PM |
Registered: 14 years ago Posts: 548 |
|
Re: Geared_extruder_nozzle August 16, 2010 02:43PM |
Registered: 13 years ago Posts: 470 |
@ Erich schau dir mal die alten Post´s an bzw. die Bilder 7241 und 7242.
Plan A ist ein optimale Düse gedreht
Plan B ist eine Kaufdüse falls jemand kein Zugang zu Drehmaschinen hat.
Hier hab ich bald ein paar Muster zu Verfügung
@peer kannst du eine Zeichnung Online stellen?
Ein Wärmeübergang sollte so hart wie möglich sein, alles andere wäre doch Platzverschwendung
Plan A ist ein optimale Düse gedreht
Plan B ist eine Kaufdüse falls jemand kein Zugang zu Drehmaschinen hat.
Hier hab ich bald ein paar Muster zu Verfügung
@peer kannst du eine Zeichnung Online stellen?
Ein Wärmeübergang sollte so hart wie möglich sein, alles andere wäre doch Platzverschwendung
|
Re: Geared_extruder_nozzle August 16, 2010 02:44PM |
Registered: 13 years ago Posts: 470 |
|
Re: Geared_extruder_nozzle August 16, 2010 03:54PM |
Registered: 13 years ago Posts: 833 |
|
Re: Geared_extruder_nozzle August 18, 2010 05:38PM |
Registered: 14 years ago Posts: 548 |

|
Re: Geared_extruder_nozzle August 19, 2010 02:27PM |
Registered: 13 years ago Posts: 470 |
|
Re: Geared_extruder_nozzle August 21, 2010 07:32AM |
Registered: 13 years ago Posts: 470 |
ich hab mal eine Düse mit Stege hergestellt Reiner.
Ist aber nicht einfach, war jetzt ein 2mm Fräser und ich konnte nicht mehr Rillen einbringen. Das wird dann zu dünn beim Fräsen. Aber so dürfte das ja auch schon gut sein. Sonst noch eine Idee. Ich würde gerne noch alles eloxieren.
Ist aber nicht einfach, war jetzt ein 2mm Fräser und ich konnte nicht mehr Rillen einbringen. Das wird dann zu dünn beim Fräsen. Aber so dürfte das ja auch schon gut sein. Sonst noch eine Idee. Ich würde gerne noch alles eloxieren.
|
Re: Geared_extruder_nozzle August 21, 2010 07:40AM |
Registered: 13 years ago Posts: 833 |
|
Re: Geared_extruder_nozzle August 21, 2010 07:44AM |
Registered: 13 years ago Posts: 470 |
|
Re: Geared_extruder_nozzle August 21, 2010 07:59AM |
Registered: 14 years ago Posts: 548 |
Hier ein Tip zum Eloxieren,
[www.electronic-thingks.de]
Dann gibts auch noch das brünieren.
Gruss Reiner
Ich könnte es auf meine Tastatur schieben, aber nein ich war es selber.
[www.electronic-thingks.de]
Dann gibts auch noch das brünieren.
Gruss Reiner
Ich könnte es auf meine Tastatur schieben, aber nein ich war es selber.
|
Re: Geared_extruder_nozzle August 21, 2010 08:04AM |
Registered: 13 years ago Posts: 470 |
|
Re: Geared_extruder_nozzle August 21, 2010 08:10AM |
Registered: 14 years ago Posts: 548 |
wakeer Wrote:
-------------------------------------------------------
> und was meinst zu den stegen Reiner?
>
> fast schon zu breit.....
schaut gut aus.
Ich muss meine Drehe auch mal wieder freischaufeln und nicht nur die.
Habe ca. 25 qm in der Werkstatt aber momentan total zugemüllt.
Gruss Reiner
Ich könnte es auf meine Tastatur schieben, aber nein ich war es selber.
-------------------------------------------------------
> und was meinst zu den stegen Reiner?
>
> fast schon zu breit.....
schaut gut aus.
Ich muss meine Drehe auch mal wieder freischaufeln und nicht nur die.
Habe ca. 25 qm in der Werkstatt aber momentan total zugemüllt.
Gruss Reiner
Ich könnte es auf meine Tastatur schieben, aber nein ich war es selber.
|
Re: Geared_extruder_nozzle August 21, 2010 08:16AM |
Registered: 13 years ago Posts: 470 |
|
Re: Geared_extruder_nozzle August 21, 2010 08:18AM |
Registered: 13 years ago Posts: 470 |
|
Re: Geared_extruder_nozzle August 21, 2010 08:29AM |
Registered: 13 years ago Posts: 7,616 |
Quote
Keiner hier der sich mal ans Eloxieren wagen will.
Eloxieren ist doch Schnickschnack. Kann man immer noch machen wenn sich das Ding als funktionierend heraus gestellt hat. Und ja, ich kann die Klappe mal wieder nicht halten :-)
| Generation 7 Electronics | Teacup Firmware | RepRap DIY |
|
Re: Geared_extruder_nozzle August 21, 2010 12:57PM |
Registered: 13 years ago Posts: 71 |
|
Re: Geared_extruder_nozzle August 21, 2010 06:31PM |
Registered: 13 years ago Posts: 470 |
der Steg hat eine breite von 1mm und dann 1mm frei. die Querfräßung ist 2mm breit und alle 90°
Die Werte sind nicht optimal, aber man hat ja auch nicht immer das optimale Werkzeug.
Kannst du das bauteil simulieren wie die Wärmeentwicklung ist? Bei dem breiten Einstich gehst du von 200° aus und die Umgebungsluft Raumtemperatur ( Wird du drch ein Lüfter konstant gehalten) Interessant wäre welche temperatur am ende bestehen.
Die Werte sind nicht optimal, aber man hat ja auch nicht immer das optimale Werkzeug.
Kannst du das bauteil simulieren wie die Wärmeentwicklung ist? Bei dem breiten Einstich gehst du von 200° aus und die Umgebungsluft Raumtemperatur ( Wird du drch ein Lüfter konstant gehalten) Interessant wäre welche temperatur am ende bestehen.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Sorry, you do not have permission to post/reply in this forum.