|
Re: RepRap-Extruderkopf für CNC-Fräse February 16, 2011 12:38PM |
Registered: 13 years ago Posts: 7 |
sliced wade-extruderteile passen nicht richtig. Ich werde einen eigenen Wade konstruieren, dessen Teile man gut mit der Fräse herstellen kann.
Rudi
...
Das Problem ist, dass die Sperrholzplatten nicht genau 3mm haben. Wer das Teil bauen will, muss die Bodenplatten evtl. anpassen und in einem zweiten Schritt fräsen.
Edited 1 time(s). Last edit at 03/01/2011 12:43PM by rkie.
Rudi
...
Das Problem ist, dass die Sperrholzplatten nicht genau 3mm haben. Wer das Teil bauen will, muss die Bodenplatten evtl. anpassen und in einem zweiten Schritt fräsen.
Edited 1 time(s). Last edit at 03/01/2011 12:43PM by rkie.
|
Re: RepRap-Extruderkopf für CNC-Fräse February 17, 2011 07:45AM |
Registered: 13 years ago Posts: 387 |
|
Extruderdüse 0,35mm February 18, 2011 09:42AM |
Registered: 13 years ago Posts: 52 |
Hallo Leute,
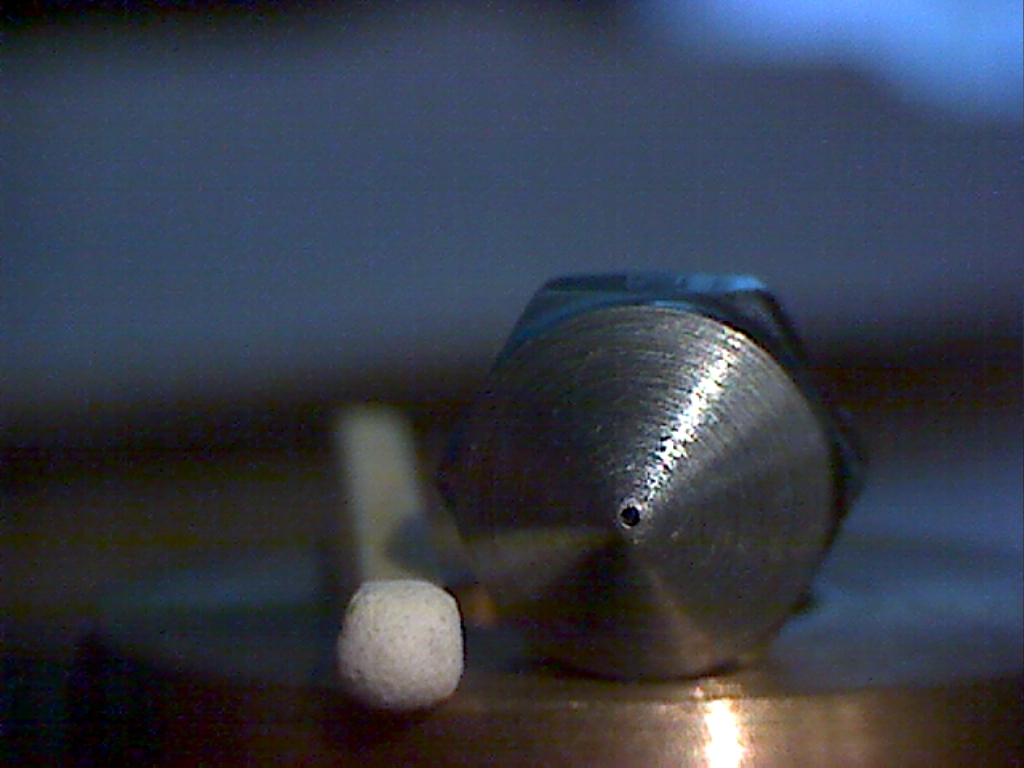
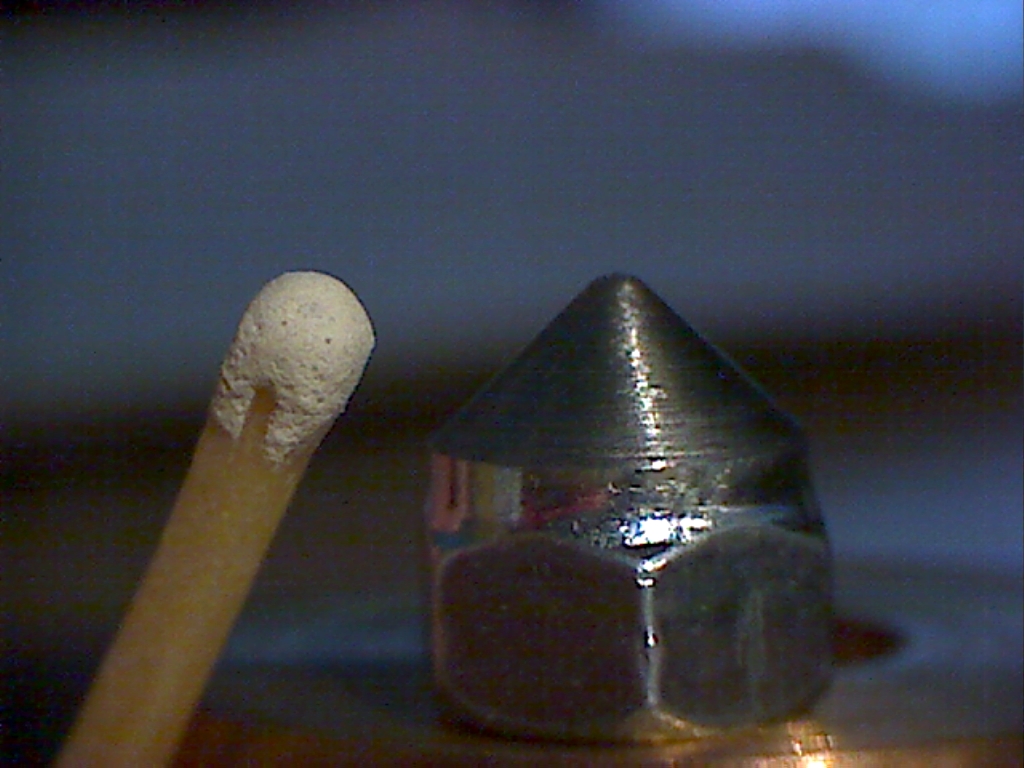
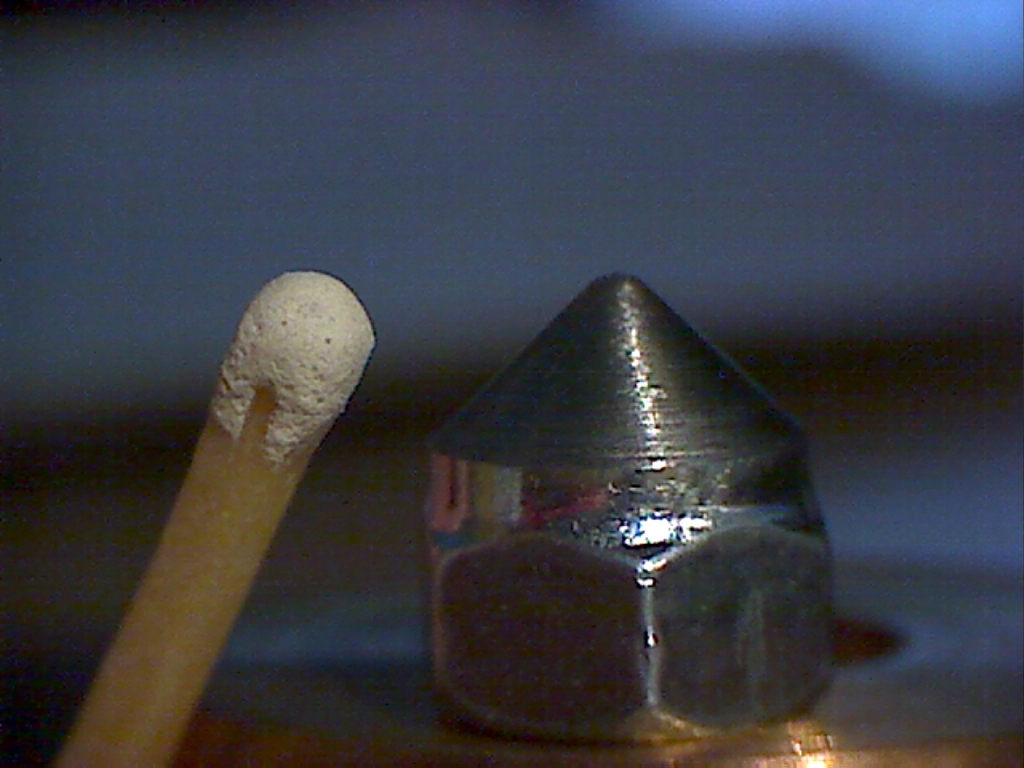
nach einigen Versuchen ist es mir endlich gelungen eine
Extruderdüse mit 0,35mm Loch aus Stahl zu fertigen.
(aus Stahl statt Messing wegen der Induktionsheizung)
Die 0,35mm Bohrer sind vielleicht empfindlich...
Anmerkung zu den Fotos:
Die Riefen sind nicht so schlimm, wie sie aussehen.
Das kommt von meiner Mikroskop-Kamera und der Beleuchtung
Nun werde ich mal damit experimentieren und sehen,
was die Düse für Verbesserungen bringt
Schöne Grüße aus Bayern
Horst
nach einigen Versuchen ist es mir endlich gelungen eine
Extruderdüse mit 0,35mm Loch aus Stahl zu fertigen.
(aus Stahl statt Messing wegen der Induktionsheizung)
Die 0,35mm Bohrer sind vielleicht empfindlich...
Anmerkung zu den Fotos:
Die Riefen sind nicht so schlimm, wie sie aussehen.
Das kommt von meiner Mikroskop-Kamera und der Beleuchtung
Nun werde ich mal damit experimentieren und sehen,
was die Düse für Verbesserungen bringt
Schöne Grüße aus Bayern
Horst
|
Re: Extruderdüse 0,35mm February 18, 2011 10:13AM |
Registered: 14 years ago Posts: 7,505 |
Lutz95326 Wrote:
-------------------------------------------------------
>
> Die 0,35mm Bohrer sind vielleicht empfindlich...
>
 jaja, kenn ich irgendwo her... wie viele hat du gebraucht ?
jaja, kenn ich irgendwo her... wie viele hat du gebraucht ?
Mfg
Wolfgang
Erfahrungen kann man leider schlecht weiter geben, die muss man selber machen.
-------------------------------------------------------
>
> Die 0,35mm Bohrer sind vielleicht empfindlich...
>
jaja, kenn ich irgendwo her... wie viele hat du gebraucht ?Mfg
Wolfgang
| Aller Anfang war schwer - Wolfstrap | Reprap-fab.org |  |
Erfahrungen kann man leider schlecht weiter geben, die muss man selber machen.
|
Es wird so lansam... February 28, 2011 12:19PM |
Registered: 13 years ago Posts: 52 |
Hallo Leute,
der Unterschied zwischen einer 0,5mm und einer 0,35mm Düse ist der Wahnsinn..
EMC2 beschleunigt am Beginn und bremst am Ende einer Strecke ab. Das war der Grund für meine
"dicken" Ecken. Nachdem ich die Beschleunigungs- und Abbremswerte größer eingestellt hatte,
ist das Ergebnis nun recht ansehnlich geworden. Jetzt gibt es nur noch eine Fehlstelle im MUG und zwar, wenn
er einen Layer nach oben geht und dabei das Filament zurückzieht und dann wieder vorschiebt.
Möglicherweise kann man die Geschwindigkeit hier noch etwas erhöhen.
Zwei Fragen an die Spezialisten hätte ich noch:
Wie kann man das Profil sichern (ist das eine Datei oder mehrere) und
wie erstellt man ein neues Profil z.B. "ABS0,35".
Vielen Dank einstweilen für Eure Hilfe
Schöne Grüße aus Bayern
Horst
der Unterschied zwischen einer 0,5mm und einer 0,35mm Düse ist der Wahnsinn..
EMC2 beschleunigt am Beginn und bremst am Ende einer Strecke ab. Das war der Grund für meine
"dicken" Ecken. Nachdem ich die Beschleunigungs- und Abbremswerte größer eingestellt hatte,
ist das Ergebnis nun recht ansehnlich geworden. Jetzt gibt es nur noch eine Fehlstelle im MUG und zwar, wenn
er einen Layer nach oben geht und dabei das Filament zurückzieht und dann wieder vorschiebt.
Möglicherweise kann man die Geschwindigkeit hier noch etwas erhöhen.
Zwei Fragen an die Spezialisten hätte ich noch:
Wie kann man das Profil sichern (ist das eine Datei oder mehrere) und
wie erstellt man ein neues Profil z.B. "ABS0,35".
Vielen Dank einstweilen für Eure Hilfe
Schöne Grüße aus Bayern
Horst
|
Re: Es wird so lansam... February 28, 2011 12:23PM |
Registered: 14 years ago Posts: 7,505 |
Die Profile sind ganze Verzeichnisse... die du einfach dupilzieren und umbenennen kannst. Dann tauchen die in Skeinforge wieder auf.
bei windoof ist das :
c:\Dokumente und Einstellungen\XXXXXXuserXXXXX\.skeinforge\profiles\extrusion\
Da sind die Profile.
Mfg
Wolfgang
Erfahrungen kann man leider schlecht weiter geben, die muss man selber machen.
bei windoof ist das :
c:\Dokumente und Einstellungen\XXXXXXuserXXXXX\.skeinforge\profiles\extrusion\
Da sind die Profile.
Mfg
Wolfgang
| Aller Anfang war schwer - Wolfstrap | Reprap-fab.org | |
Erfahrungen kann man leider schlecht weiter geben, die muss man selber machen.
Hallo Wolfgang,
schönen Dank für die schnelle Antwort.
Ich habe kein WinDoof sondern LINUX.
Bei mir sind die Profile scheinbar in "skeinforge/skeinforge_application/profiles" gespeichert.
Seltsam ist nur, dass in "skeinforge/skeinforge_application/profiles/extrusion/ABS", also das
Profil mit dem ich gespielt habe, nur die Datei "temperature.csv" mit den von mir geänderten
Temperaturwerten enthalten ist.
Jetzt suche ich noch die Konfigurationsdateien für z.B. Raft/Carve/Speed bei denen ich
ebenfalls Änderungen vorgenommen habe.
Schöne Grüße
Horst
schönen Dank für die schnelle Antwort.
Ich habe kein WinDoof sondern LINUX.
Bei mir sind die Profile scheinbar in "skeinforge/skeinforge_application/profiles" gespeichert.
Seltsam ist nur, dass in "skeinforge/skeinforge_application/profiles/extrusion/ABS", also das
Profil mit dem ich gespielt habe, nur die Datei "temperature.csv" mit den von mir geänderten
Temperaturwerten enthalten ist.
Jetzt suche ich noch die Konfigurationsdateien für z.B. Raft/Carve/Speed bei denen ich
ebenfalls Änderungen vorgenommen habe.
Schöne Grüße
Horst
|
Re: Profile February 28, 2011 12:47PM |
Registered: 14 years ago Posts: 7,505 |
Ich glaub nicht das das da ist.... das verzeichniss gibt es unter Windoof auch...
Da gibt es noch ein weiteres verzeichniss
Mfg
Wolfgang
Erfahrungen kann man leider schlecht weiter geben, die muss man selber machen.
Da gibt es noch ein weiteres verzeichniss
Mfg
Wolfgang
| Aller Anfang war schwer - Wolfstrap | Reprap-fab.org | |
Erfahrungen kann man leider schlecht weiter geben, die muss man selber machen.
|
Re: RepRap-Extruderkopf für CNC-Fräse February 28, 2011 01:25PM |
Registered: 13 years ago Posts: 7,616 |
Quote
EMC2 beschleunigt am Beginn und bremst am Ende einer Strecke ab. Das war der Grund für meine
"dicken" Ecken.
Bleibt die Frage, warum Dein Extruder nicht ebenfalls beschleunigt und abbremst.
| Generation 7 Electronics | Teacup Firmware | RepRap DIY |
|
Re: Profile February 28, 2011 01:40PM |
Registered: 14 years ago Posts: 7,505 |
Lutz95326 Wrote:
-------------------------------------------------------
> Ich habe kein WinDoof sondern LINUX.
> Bei mir sind die Profile scheinbar in
> "skeinforge/skeinforge_application/profiles"
> gespeichert.
>
> Seltsam ist nur, dass in
> "skeinforge/skeinforge_application/profiles/extrus
> ion/ABS", also das
> Profil mit dem ich gespielt habe, nur die Datei
> "temperature.csv" mit den von mir geänderten
> Temperaturwerten enthalten ist.
Guck mal irgendwo im User-Bereich... da müssen massig Dateien drin sein. Kann auch sein das das Hidden ist. und es fängt mit einem Punkt an ".Skeinforge"
Mfg
Wolfgang
Erfahrungen kann man leider schlecht weiter geben, die muss man selber machen.
-------------------------------------------------------
> Ich habe kein WinDoof sondern LINUX.
> Bei mir sind die Profile scheinbar in
> "skeinforge/skeinforge_application/profiles"
> gespeichert.
>
> Seltsam ist nur, dass in
> "skeinforge/skeinforge_application/profiles/extrus
> ion/ABS", also das
> Profil mit dem ich gespielt habe, nur die Datei
> "temperature.csv" mit den von mir geänderten
> Temperaturwerten enthalten ist.
Guck mal irgendwo im User-Bereich... da müssen massig Dateien drin sein. Kann auch sein das das Hidden ist. und es fängt mit einem Punkt an ".Skeinforge"
Mfg
Wolfgang
| Aller Anfang war schwer - Wolfstrap | Reprap-fab.org | |
Erfahrungen kann man leider schlecht weiter geben, die muss man selber machen.
|
Speicherort der SKEINFORGE-Profile unter LINUX March 03, 2011 08:54AM |
Registered: 13 years ago Posts: 52 |
Hallo Leute,
die "csv"-Dateien, mit denen SKEINFORGE die Profile definiert,
werden bei LINUX unterhalb des User-Heimatverzeichnis (*~/)
im versteckten Verzeichnis ".skeinforge" abgelegt.
Beispiel:
Pfad zum Extrusions-Profil "ABS":
*~/.skeinforge/profiles/extrusion/ABS
Da SKEINFORGE einfach die Namen aller Verzeichnisse unter "*~/.skeinforge/profiles/extrusion"
als (Extrusions-) Profile zur Auswahl anzeigt, kann man einfach durch Umbenennen und/oder
Kopieren der Verzeichnisse die zugehörigen Profile umbenennen bzw. neu erstellen.
Schöne Grüße aus Bayern
Horst
die "csv"-Dateien, mit denen SKEINFORGE die Profile definiert,
werden bei LINUX unterhalb des User-Heimatverzeichnis (*~/)
im versteckten Verzeichnis ".skeinforge" abgelegt.
Beispiel:
Pfad zum Extrusions-Profil "ABS":
*~/.skeinforge/profiles/extrusion/ABS
Da SKEINFORGE einfach die Namen aller Verzeichnisse unter "*~/.skeinforge/profiles/extrusion"
als (Extrusions-) Profile zur Auswahl anzeigt, kann man einfach durch Umbenennen und/oder
Kopieren der Verzeichnisse die zugehörigen Profile umbenennen bzw. neu erstellen.
Schöne Grüße aus Bayern
Horst
|
Re: Speicherort der SKEINFORGE-Profile unter LINUX March 03, 2011 09:15AM |
Registered: 14 years ago Posts: 7,505 |
Sach ich doch...hab ich doch gesacht... das selbe wie bei Windoof... nur das das da nicht Hidden ist.
das selbe wie bei Windoof... nur das das da nicht Hidden ist.
Mfg
Wolfgang
Erfahrungen kann man leider schlecht weiter geben, die muss man selber machen.
das selbe wie bei Windoof... nur das das da nicht Hidden ist.Mfg
Wolfgang
| Aller Anfang war schwer - Wolfstrap | Reprap-fab.org | |
Erfahrungen kann man leider schlecht weiter geben, die muss man selber machen.
|
Re: RepRap-Extruderkopf für CNC-Fräse April 05, 2011 10:45AM |
Hallo,
da ich neu in der Runde bin, kurz ein paar Worte zu meinem Anliegen. Innerhalb eines Laborprojektes ist es notwendig eine Küvette von außen zu heizen, was mit Hilfe einer Induktionsheizung passieren soll. Die angegebenen Dokumente sind soweit alle durchforstet, Schaltplan ist auch klar, mich würde noch die ungefähre Dimensionierung des Schwingkreises interessieren, bin relativ neu auf dem Gebiet Induktionsheizung. Also z.B. L von der Primärspule, du machst nämlich keine Angaben zur Länge deiner Spule?? Hab halt die Befürchtung das ich die Resonanzfrequenz nicht treffe, oder ist das ehr unkritisch?? Für Tipps wäre ich dankbar.
Gruß
Ingo
da ich neu in der Runde bin, kurz ein paar Worte zu meinem Anliegen. Innerhalb eines Laborprojektes ist es notwendig eine Küvette von außen zu heizen, was mit Hilfe einer Induktionsheizung passieren soll. Die angegebenen Dokumente sind soweit alle durchforstet, Schaltplan ist auch klar, mich würde noch die ungefähre Dimensionierung des Schwingkreises interessieren, bin relativ neu auf dem Gebiet Induktionsheizung. Also z.B. L von der Primärspule, du machst nämlich keine Angaben zur Länge deiner Spule?? Hab halt die Befürchtung das ich die Resonanzfrequenz nicht treffe, oder ist das ehr unkritisch?? Für Tipps wäre ich dankbar.
Gruß
Ingo
|
Re: RepRap-Extruderkopf für CNC-Fräse April 06, 2011 01:09AM |
Registered: 13 years ago Posts: 52 |
Hallo Ingo,
bitte sehr, hier die Daten:
Außendurchmesser: 42,7mm
Innendurchmesser: 29,7 mm
Länge der Spule: 13,5 mm
Höhe der Windungen: 6,5mm
Anzahl der 4-fach verdrillten 0,8mm dicken Kupferdrahtwindungen: 30 (wegen Skin-Effekt)
Die Schwingkreisfrequenz läßt sich, anhand der Spulendaten - wie Du warscheinlich bereits recherchier hast - gut berechnen
und mit den Kondensatoren abstimmen.
Verstimmt wird die Frequenz allerdings durch magnetische Teile in der Spule (z.B. metallene Küvette?).
Anmerkung: Edelstahl erwärmt sich so gut wie gar nicht. Ich habe eine einfache Stahl-Hutmutter auf einem Edelstahrohr,
damit da überhaupt etwas warm wird...
Schöne Grüße aus Bayern
Horst
bitte sehr, hier die Daten:
Außendurchmesser: 42,7mm
Innendurchmesser: 29,7 mm
Länge der Spule: 13,5 mm
Höhe der Windungen: 6,5mm
Anzahl der 4-fach verdrillten 0,8mm dicken Kupferdrahtwindungen: 30 (wegen Skin-Effekt)
Die Schwingkreisfrequenz läßt sich, anhand der Spulendaten - wie Du warscheinlich bereits recherchier hast - gut berechnen
und mit den Kondensatoren abstimmen.
Verstimmt wird die Frequenz allerdings durch magnetische Teile in der Spule (z.B. metallene Küvette?).
Anmerkung: Edelstahl erwärmt sich so gut wie gar nicht. Ich habe eine einfache Stahl-Hutmutter auf einem Edelstahrohr,
damit da überhaupt etwas warm wird...
Schöne Grüße aus Bayern
Horst
|
Re: RepRap-Extruderkopf für CNC-Fräse April 06, 2011 01:14AM |
Registered: 13 years ago Posts: 52 |
Hallo Ingo,
was für eine Schaltung möchtet Ihr für die Induktionsheizung verwenden?
Die klassischen "Half- bzw. Full-bridge Series Resonanz Converter" oder den revolutionären
"Quasi-resonanz Converter" (der bei mir fast abgeraucht wäre, bevor ich umgebaut habe)?
Viel Erfolg dabei und schöne Grüße
Horst
was für eine Schaltung möchtet Ihr für die Induktionsheizung verwenden?
Die klassischen "Half- bzw. Full-bridge Series Resonanz Converter" oder den revolutionären
"Quasi-resonanz Converter" (der bei mir fast abgeraucht wäre, bevor ich umgebaut habe)?
Viel Erfolg dabei und schöne Grüße
Horst
|
Re: RepRap-Extruderkopf für CNC-Fräse April 06, 2011 02:53AM |
Hallo Horst,
wir würden gerne den "Half-bridge Series Resonanz Converter" verwenden. Soweit ist das ja alles ganz gut auf der Seite erklärt. Hab nur noch ein paar Schwierigkeiten mit der Dimensionierung, speziell bei der Spule?? Zumal mein Bauteil was sich später in der Spule befindet und geheizt werden soll aus verschiedenen Materialien besteht, jedoch nur der Außenmantel, ca. 1 mm Wandstärke geheizt werden soll. Die Frage ist halt ob ich einfach den Schaltplan verwenden kann der hier gepostet wurde und ihn auf meine Bedürfnisse anpasse, sprich andere Spule (aus Platzgründen) und Kondensatoren. Danke für die schnelle Rückmeldung.
Gruß
Ingo
wir würden gerne den "Half-bridge Series Resonanz Converter" verwenden. Soweit ist das ja alles ganz gut auf der Seite erklärt. Hab nur noch ein paar Schwierigkeiten mit der Dimensionierung, speziell bei der Spule?? Zumal mein Bauteil was sich später in der Spule befindet und geheizt werden soll aus verschiedenen Materialien besteht, jedoch nur der Außenmantel, ca. 1 mm Wandstärke geheizt werden soll. Die Frage ist halt ob ich einfach den Schaltplan verwenden kann der hier gepostet wurde und ihn auf meine Bedürfnisse anpasse, sprich andere Spule (aus Platzgründen) und Kondensatoren. Danke für die schnelle Rückmeldung.
Gruß
Ingo
|
Re: RepRap-Extruderkopf für CNC-Fräse April 06, 2011 03:32AM |
Registered: 13 years ago Posts: 1 |
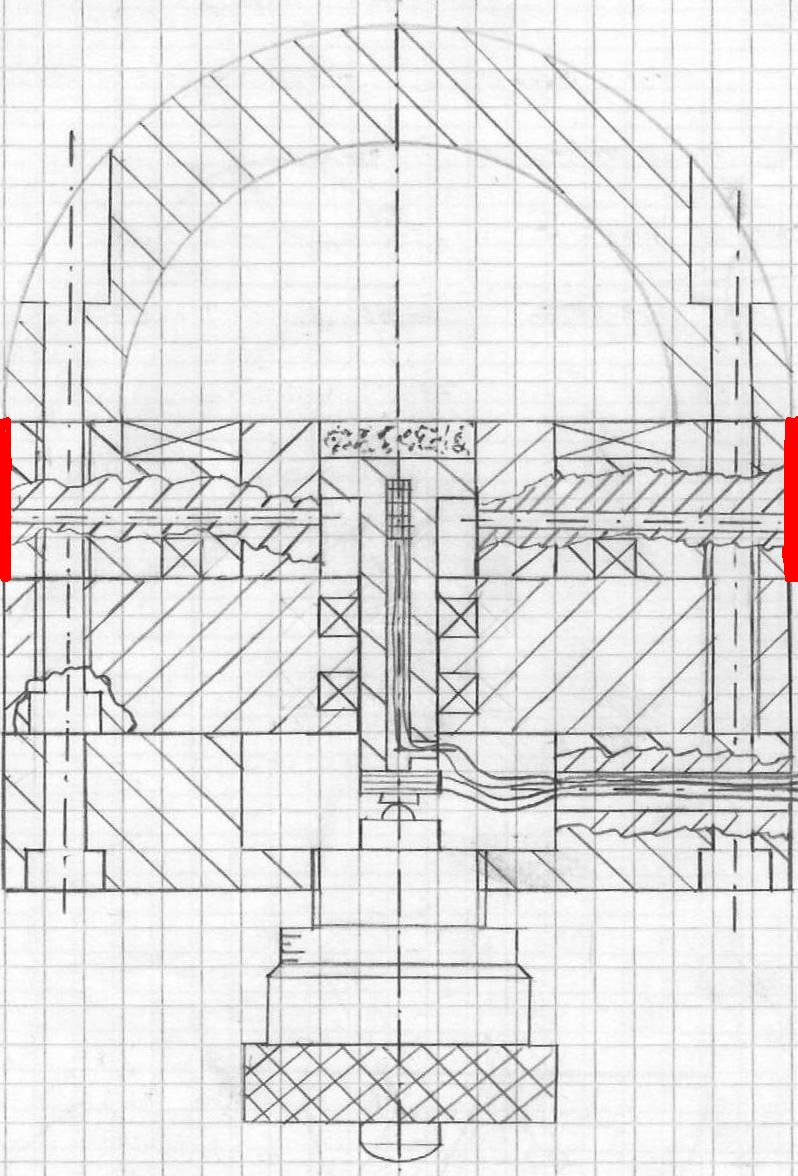
Hallo Horst,
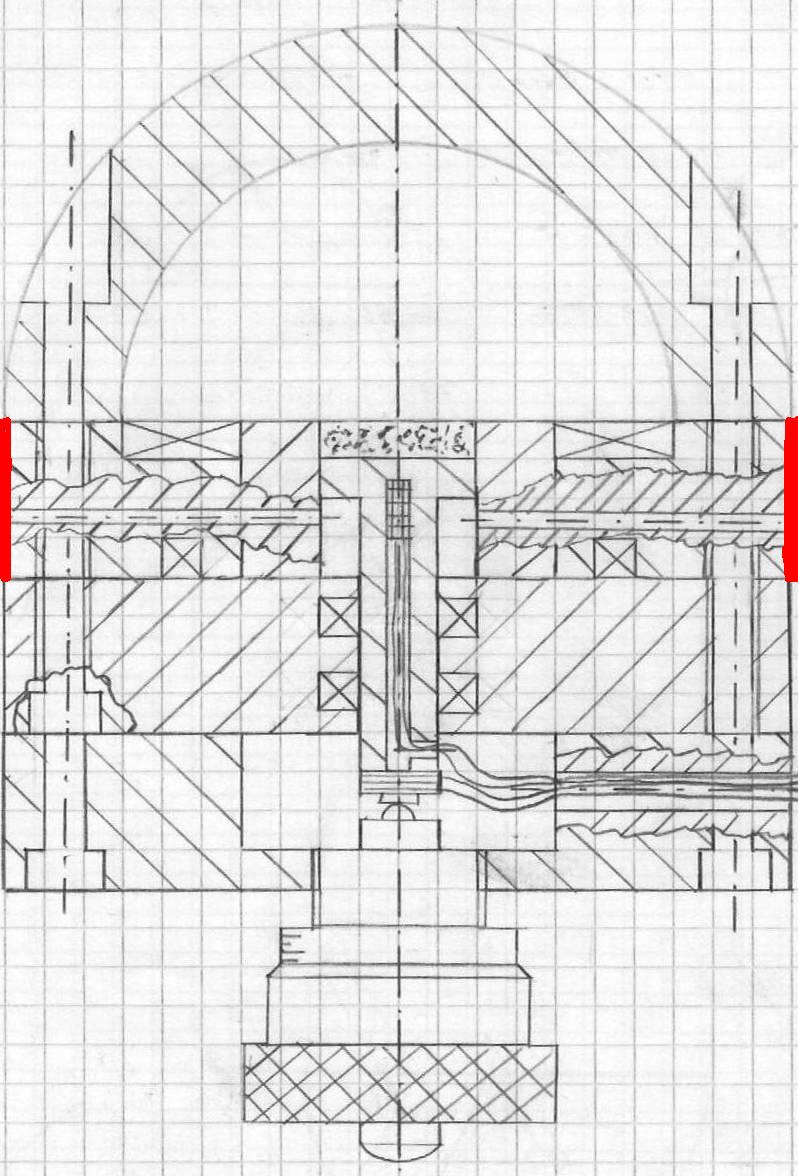
hier mal noch ne Skizze zur Küvette, wie das ganze ungefähr aussehen soll. Also der rote Bereich ist entsprechend aus nem Material mit hoher Permeabilität, also irgendwas ferritisches, bin noch nicht festgelegt. Der Ring sitzt auf Aluminium. Zudem enthält die Küvette noch Kunststoff. Der Plan ist den Innenraum entsprechend zu heizen. Der Äußere Ring erwärmt sich, durch Wärmeleitung erwärmt sich auch das Alu und der Innenraum, so der Plan. Die Frage ist nur, wie ich entsprechend meine Spule auszulegen habe?? Würde gerne einen Testaufbau machen.
Gruß
Ingo
hier mal noch ne Skizze zur Küvette, wie das ganze ungefähr aussehen soll. Also der rote Bereich ist entsprechend aus nem Material mit hoher Permeabilität, also irgendwas ferritisches, bin noch nicht festgelegt. Der Ring sitzt auf Aluminium. Zudem enthält die Küvette noch Kunststoff. Der Plan ist den Innenraum entsprechend zu heizen. Der Äußere Ring erwärmt sich, durch Wärmeleitung erwärmt sich auch das Alu und der Innenraum, so der Plan. Die Frage ist nur, wie ich entsprechend meine Spule auszulegen habe?? Würde gerne einen Testaufbau machen.
Gruß
Ingo
|
Düse verstopft ! June 03, 2011 06:26AM |
Registered: 13 years ago Posts: 52 |
Hallo Leute,
ich bin so langsam am verzweifeln.
Ich versuche 3mm ABS mit 0,35mm Düse, Schneckenrad-Extruder und Induktionsheizung
zu drucken.
In unregelmäßigen Abständen ist meine Düse verstopft. Temperatur ist aber OK.
Dann schiebt mein Extruder mit Schneckenantrieb
(Nema17 - Übersetzung 40:1) solange weiter, bis das Filament am Pulley durchrutscht.
Wenn ich dann probiere das Filament per Hand weiterzuschieben geht es auch nicht.
- Also nehme ich an, die Düse ist irgendwie zu.
Nach dem Zerlegen und reinigen geht es wieder ein paar Mal, dann das gleiche Problem.
Was mache ich da falsch?
Hat jemand bitte einen Tipp für mich?
Schöne Grüße aus Bayern
Horst
ich bin so langsam am verzweifeln.
Ich versuche 3mm ABS mit 0,35mm Düse, Schneckenrad-Extruder und Induktionsheizung
zu drucken.
In unregelmäßigen Abständen ist meine Düse verstopft. Temperatur ist aber OK.
Dann schiebt mein Extruder mit Schneckenantrieb
(Nema17 - Übersetzung 40:1) solange weiter, bis das Filament am Pulley durchrutscht.
Wenn ich dann probiere das Filament per Hand weiterzuschieben geht es auch nicht.
- Also nehme ich an, die Düse ist irgendwie zu.
Nach dem Zerlegen und reinigen geht es wieder ein paar Mal, dann das gleiche Problem.
Was mache ich da falsch?
Hat jemand bitte einen Tipp für mich?
Schöne Grüße aus Bayern
Horst
|
Re: Düse verstopft ! June 03, 2011 06:48AM |
Registered: 14 years ago Posts: 7,505 |
Wie ist die Düse innen aufgebaut ?
Welche Temperatur fährst du ?
Wo kommt das Material her ?
Mfg
Wolfgang
Erfahrungen kann man leider schlecht weiter geben, die muss man selber machen.
Welche Temperatur fährst du ?
Wo kommt das Material her ?
Mfg
Wolfgang
| Aller Anfang war schwer - Wolfstrap | Reprap-fab.org | |
Erfahrungen kann man leider schlecht weiter geben, die muss man selber machen.
|
Re: RepRap-Extruderkopf für CNC-Fräse June 03, 2011 07:10AM |
Registered: 13 years ago Posts: 52 |
Hallo Wolfgang,
vom Pulley geht das Filament in ein Edelstahlröhrchen mit Bohrung 3.0 mm
am Ende des Röhrchens sitzt eine Stahl-Hutmutter mit einem 0,35mm Loch.
(Das Edelstahlröhrchen war früher eine Edelstahl-Gewindestange.)
Es geht auch noch durch einen Alu-Kühlkörper durch um die beheizte Länge
möglichst kurz zu halten - Das Bild kannst Du in diesem Thread auf der 1. Seite sehen.
Temperatur habe ich 220 und 230 Grad probiert.
Nachdem ich alles sauber gemacht habe, geht es auch ganz leicht mit der Hand zum drücken.
Statische Aufladung soll ein Schwämmchen abhalten, durch das ich das Filament
direkt vor dem Pulley führe.
Das Edelstahlröhrchen habe ich mit der Drehmaschine gebohrt - nicht gerieben,
weil ich keine passende Reibahle hatte.
Die Hutmutter ist ebenfalls nur gebohrt - Reibahle für 0,35mm habe ich noch nicht gesehen.
Teflonschlauch zum Auskleiden habe ich auch nicht...
Passiert das mit PLA - Kunststoff auch - oder nur mit ABS
Sonst würde ich als letzten Versuch PLA probieren...
Danke einstweilen und schöne Grüße
Horst
vom Pulley geht das Filament in ein Edelstahlröhrchen mit Bohrung 3.0 mm
am Ende des Röhrchens sitzt eine Stahl-Hutmutter mit einem 0,35mm Loch.
(Das Edelstahlröhrchen war früher eine Edelstahl-Gewindestange.)
Es geht auch noch durch einen Alu-Kühlkörper durch um die beheizte Länge
möglichst kurz zu halten - Das Bild kannst Du in diesem Thread auf der 1. Seite sehen.
Temperatur habe ich 220 und 230 Grad probiert.
Nachdem ich alles sauber gemacht habe, geht es auch ganz leicht mit der Hand zum drücken.
Statische Aufladung soll ein Schwämmchen abhalten, durch das ich das Filament
direkt vor dem Pulley führe.
Das Edelstahlröhrchen habe ich mit der Drehmaschine gebohrt - nicht gerieben,
weil ich keine passende Reibahle hatte.
Die Hutmutter ist ebenfalls nur gebohrt - Reibahle für 0,35mm habe ich noch nicht gesehen.
Teflonschlauch zum Auskleiden habe ich auch nicht...
Passiert das mit PLA - Kunststoff auch - oder nur mit ABS
Sonst würde ich als letzten Versuch PLA probieren...
Danke einstweilen und schöne Grüße
Horst
|
Re: RepRap-Extruderkopf für CNC-Fräse June 03, 2011 07:16AM |
Registered: 13 years ago Posts: 137 |
Ich denke das Problem wird die Bohrung sein. 3mm bei 3mm Filamentstrang, das wird zu eng.
Du darfst nicht vergessen, dass das Metall sich dehnt bei Wärme. D.h. deine 3mm Bohrung ist dann vielleicht nur noch 2,95mm.
Gruß
Till
- - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - -
traue keinem Computer, den du nicht aus dem Fenster schmeissen kannst
- - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - -
Velleman K8200
Hardware-Mods
--> GT2 Belt für X und Y
--> Tr8x2 für Z
--> Ramps 1.4 Board
--> E3D V6 Hotend
Software
--> Marlin 2.0.3
--> Repetier Host 2.1.6
Du darfst nicht vergessen, dass das Metall sich dehnt bei Wärme. D.h. deine 3mm Bohrung ist dann vielleicht nur noch 2,95mm.
Gruß
Till
- - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - -
traue keinem Computer, den du nicht aus dem Fenster schmeissen kannst
- - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - - -
Velleman K8200
Hardware-Mods
--> GT2 Belt für X und Y
--> Tr8x2 für Z
--> Ramps 1.4 Board
--> E3D V6 Hotend
Software
--> Marlin 2.0.3
--> Repetier Host 2.1.6
|
Re: RepRap-Extruderkopf für CNC-Fräse June 03, 2011 07:19AM |
Registered: 14 years ago Posts: 7,505 |
1. 3mm ist etwas dünn, 3,5 wären besser gewesen (Teflonfütterung noch besser).
2. Setz die Temperatur mal auf 240°C
Material.... ?? Woher ? Ich habe schon ABS gehabt, (Schwarzes) das war nicht druckbar. Da ging dann 1-1,5 m durch die Düse, dann war die zu.
Aber das sind Außreißer... das ist nicht die Regel.
Bevor du PLA in die Düse tust, mach die wieder sauber. Beim Materialwechsel kann es sonst zu Problemen kommen. Besonders schlimm ist das wenn man von PLA auf ABS geht. Aber umgekehrt auch ein bisschen. Die Düse wird dann schwer gängig.
Mfg
Wolfgang
Erfahrungen kann man leider schlecht weiter geben, die muss man selber machen.
2. Setz die Temperatur mal auf 240°C
Material.... ?? Woher ? Ich habe schon ABS gehabt, (Schwarzes) das war nicht druckbar. Da ging dann 1-1,5 m durch die Düse, dann war die zu.
Aber das sind Außreißer... das ist nicht die Regel.
Bevor du PLA in die Düse tust, mach die wieder sauber. Beim Materialwechsel kann es sonst zu Problemen kommen. Besonders schlimm ist das wenn man von PLA auf ABS geht. Aber umgekehrt auch ein bisschen. Die Düse wird dann schwer gängig.
Mfg
Wolfgang
| Aller Anfang war schwer - Wolfstrap | Reprap-fab.org | |
Erfahrungen kann man leider schlecht weiter geben, die muss man selber machen.
|
Re: RepRap-Extruderkopf für CNC-Fräse June 03, 2011 07:22AM |
Admin Registered: 16 years ago Posts: 13,886 |
... vermutlich zwei Probleme - einmal, wie schon gesagt, eine zu enge Bohrung, und dann wieder das 'Vordringen' bzw. 'Zurückweichen' der Schmelzfront, wenn du extrudierst oder pausierst.
Wenn die Hitze im Röhrchen bei einer Pause nach Innen wandert, dann wird entsprechend auch das Filament weicher und läßt sich stärker zusammenstauchen, so daß es mehr reibt ... dafür ist der PTFE-Schlauch in einigen Extrudern drin, um diese Reibungswertänderungen auszugleichen ...
Viktor
--------
Aufruf zum Projekt "Müll-freie Meere" - [reprap.org] -- Deutsche Facebook-Gruppe - [www.facebook.com]
Call for the project "garbage-free seas" - [reprap.org]
Wenn die Hitze im Röhrchen bei einer Pause nach Innen wandert, dann wird entsprechend auch das Filament weicher und läßt sich stärker zusammenstauchen, so daß es mehr reibt ... dafür ist der PTFE-Schlauch in einigen Extrudern drin, um diese Reibungswertänderungen auszugleichen ...
Viktor
--------
Aufruf zum Projekt "Müll-freie Meere" - [reprap.org] -- Deutsche Facebook-Gruppe - [www.facebook.com]
Call for the project "garbage-free seas" - [reprap.org]
|
Re: RepRap-Extruderkopf für CNC-Fräse June 03, 2011 07:48AM |
Registered: 13 years ago Posts: 52 |
Hallo Wolfgang, Hallo Viktor,
vielen Dank für die Tipps.
Das Material (schwarzes ABS) habe ich als Spule von GRRF (German Rep Rap Foundation) gekauft.
Wolfgang:
Kannst Du so ein Stück PTFE Schlauch (natürlich gegen Bezahlung) liefern?
Reibst Du Deine Bohrung auf 3,5mm - Woher hast Du die Reibahle?
Geht PLA einfacher/besser zu drucken??
Schöne Grüße
Horst
vielen Dank für die Tipps.
Das Material (schwarzes ABS) habe ich als Spule von GRRF (German Rep Rap Foundation) gekauft.
Wolfgang:
Kannst Du so ein Stück PTFE Schlauch (natürlich gegen Bezahlung) liefern?
Reibst Du Deine Bohrung auf 3,5mm - Woher hast Du die Reibahle?
Geht PLA einfacher/besser zu drucken??
Schöne Grüße
Horst
|
Re: RepRap-Extruderkopf für CNC-Fräse June 03, 2011 08:05AM |
Registered: 14 years ago Posts: 7,505 |
Ich bohre meine Messingdüsen 3,2 und reibe die dann auf 3,5 auf.
Der Teflonschlauch ist außen 5mm und innen 3,4mm
GrrF bekommt auch von Orbi-Tech. und meine spulen sind auch daher... also kann es sein das du eine faule Spule hast. "muss aber nicht"
3mm ist eindeutig zu dünn... aber wenn du langsam schiebst, müßte das gehen. Der Widerstand ist dann extrem hoch. Wenn die innenfläche dann noch etwas "rau" ist, hast du fast keine Chance... denn im oberen Bereich der Düse ist eine Stelle, da ist das material nicht weich aber auch nicht mehr hart. Da drückt sich das dann gegen die Wände deines Rohrs. (was gleichzeitig dann auch die Dichtung nach oben hin ist)
Bei PLA hast du ein größeres Temperaturfenster zum drucken... aber ob das einfacher ist ?? Das hat andere Eigenschaften und verzeiht auch mal eher falsche Einstellungen... nur ob die Drucke dann was werden steht auf einem anderen Blatt Dann lässt es sich recht gut auf kalter Arbeitsfläche drucken (was mit ABS nicht möglich ist)
Dann lässt es sich recht gut auf kalter Arbeitsfläche drucken (was mit ABS nicht möglich ist)
Aber dieser Dichteffekt ist der selbe... das drückt sich wahrscheinlich noch mehr an die Wände (auf einer längeren Strecke) so das du kaum mit Geschwindigkeit drucken können wirst, Weil der Extruder alle Kraft braucht um diesen Widerstand zu überbrücken.
Mfg
Wolfgang
Erfahrungen kann man leider schlecht weiter geben, die muss man selber machen.
Der Teflonschlauch ist außen 5mm und innen 3,4mm
GrrF bekommt auch von Orbi-Tech. und meine spulen sind auch daher... also kann es sein das du eine faule Spule hast. "muss aber nicht"
3mm ist eindeutig zu dünn... aber wenn du langsam schiebst, müßte das gehen. Der Widerstand ist dann extrem hoch. Wenn die innenfläche dann noch etwas "rau" ist, hast du fast keine Chance... denn im oberen Bereich der Düse ist eine Stelle, da ist das material nicht weich aber auch nicht mehr hart. Da drückt sich das dann gegen die Wände deines Rohrs. (was gleichzeitig dann auch die Dichtung nach oben hin ist)
Bei PLA hast du ein größeres Temperaturfenster zum drucken... aber ob das einfacher ist ?? Das hat andere Eigenschaften und verzeiht auch mal eher falsche Einstellungen... nur ob die Drucke dann was werden steht auf einem anderen Blatt
Dann lässt es sich recht gut auf kalter Arbeitsfläche drucken (was mit ABS nicht möglich ist)Aber dieser Dichteffekt ist der selbe... das drückt sich wahrscheinlich noch mehr an die Wände (auf einer längeren Strecke) so das du kaum mit Geschwindigkeit drucken können wirst, Weil der Extruder alle Kraft braucht um diesen Widerstand zu überbrücken.
Mfg
Wolfgang
| Aller Anfang war schwer - Wolfstrap | Reprap-fab.org | |
Erfahrungen kann man leider schlecht weiter geben, die muss man selber machen.
|
hellobello
Re: RepRap-Extruderkopf für CNC-Fräse June 06, 2011 11:20PM |
Hallo, obwohl ich noch Welten von einem funktionierenden RepRap weg bin finde ich diesen Extruder höchst interessant. Ich habe den Schaltplan eben angeschaut, allerdings habe ich da noch drei Fragen (ich bin sowas wie ein Semi-Rookie was Elektronik anbelangt):
1. Ich sehe auf dem Schaltplan zwei Spulen (L). Die untere scheint mir die Spule für das Induktionsfeld zu sein, aber was ist die Obere? Eine Drossel? Wenn ja, welchen Wert muß die haben?
2. Wie und wo misst du die Temperatur des Extruderkopfes? Das ist aus den Fotos leider nicht ersichtlich.
3. Wenn ich den Text richtig verstehe muß der Sense-Pin nicht zwingend belegt sein. Lediglich wenn man unbedingt den Strom ermitteln möchte, richtig?
Danke schonmal für die Antworten. Ich finde es toll was man heutzutage so als Hobbyist alles machen kann. :-)
Grüße, der hello
1. Ich sehe auf dem Schaltplan zwei Spulen (L). Die untere scheint mir die Spule für das Induktionsfeld zu sein, aber was ist die Obere? Eine Drossel? Wenn ja, welchen Wert muß die haben?
2. Wie und wo misst du die Temperatur des Extruderkopfes? Das ist aus den Fotos leider nicht ersichtlich.
3. Wenn ich den Text richtig verstehe muß der Sense-Pin nicht zwingend belegt sein. Lediglich wenn man unbedingt den Strom ermitteln möchte, richtig?
Danke schonmal für die Antworten. Ich finde es toll was man heutzutage so als Hobbyist alles machen kann. :-)
Grüße, der hello
|
Re: RepRap-Extruderkopf für CNC-Fräse June 07, 2011 12:03AM |
Registered: 13 years ago Posts: 52 |
Hallo Hello,
wie Du bereits richtig vermutet hast, ist die obere Spule nur eine Drossel um die
Stromversorgung (etwas) zu entkoppeln. Den Wert weiß ich nicht. Ich habe die
Spule aus einem alten PC-Netzteil ausgebaut - Sie sollte nur den Strom abkönnen.
Notfalls geht es auch ohen...
Wichtiger sind die beiden Elkos. Sie sollten einen niedrigen ESR-Wert haben.
Die Temperatur messe ich über eine PT1000 direkt an der Düse (2mm vom
Düsenloch entfernt).
Über den Sense - Pin messe ich den Strom und zeige diesen an.
Dann kann man sehr schön die Resonanz finden und einstellen.
Für den laufenden Betrieb ist er nicht erforderlich.
Schöne Grüße aus Bayern
Horst
wie Du bereits richtig vermutet hast, ist die obere Spule nur eine Drossel um die
Stromversorgung (etwas) zu entkoppeln. Den Wert weiß ich nicht. Ich habe die
Spule aus einem alten PC-Netzteil ausgebaut - Sie sollte nur den Strom abkönnen.
Notfalls geht es auch ohen...
Wichtiger sind die beiden Elkos. Sie sollten einen niedrigen ESR-Wert haben.
Die Temperatur messe ich über eine PT1000 direkt an der Düse (2mm vom
Düsenloch entfernt).
Über den Sense - Pin messe ich den Strom und zeige diesen an.
Dann kann man sehr schön die Resonanz finden und einstellen.
Für den laufenden Betrieb ist er nicht erforderlich.
Schöne Grüße aus Bayern
Horst

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Sorry, you do not have permission to post/reply in this forum.